Вам также может понравиться
- Informe N - 3 FlotaciónДокумент22 страницыInforme N - 3 FlotaciónValentina Fernanda Echeverría ContrerasОценок пока нет
- Laboratorio HidrometalurgiaДокумент50 страницLaboratorio HidrometalurgiaFranco Villegas SánchezОценок пока нет
- Informe N°1 Preparación MecánicaДокумент23 страницыInforme N°1 Preparación MecánicaLuis TiradoОценок пока нет
- Evaluación de Cinética de FlotaciónДокумент24 страницыEvaluación de Cinética de FlotaciónMaria León CarvajalОценок пока нет
- Lab N°1 Meta 1Документ20 страницLab N°1 Meta 1Cristopher AguileraОценок пока нет
- Ensayo de Flotacion de CuДокумент11 страницEnsayo de Flotacion de CuCristopher HernándezОценок пока нет
- Lixiviacion AgitadaДокумент49 страницLixiviacion AgitadamichelleОценок пока нет
- Final ConcentraДокумент28 страницFinal ConcentraEduardo Mercado RiquelmeОценок пока нет
- Informe 3 FinalДокумент34 страницыInforme 3 FinalAlejandro PérezОценок пока нет
- Informe de Laboratorio Hidrometalurgia 1Документ33 страницыInforme de Laboratorio Hidrometalurgia 1Sebastián Jara ContrerasОценок пока нет
- INFORME 1 Caren y JocelynДокумент12 страницINFORME 1 Caren y JocelynCaren YoОценок пока нет
- Laboratorio N4 Circuitos de ChancadoДокумент30 страницLaboratorio N4 Circuitos de ChancadoJuan León100% (2)
- Universidad Nacional Del Centro Del PerúДокумент23 страницыUniversidad Nacional Del Centro Del PerúThalia QuispeОценок пока нет
- Laboratorio de FlotacionДокумент9 страницLaboratorio de FlotacionRicardo Antonio Ulloa PintoОценок пока нет
- Informe Concentración de Minerales - Laboratorio 1. UNAPДокумент18 страницInforme Concentración de Minerales - Laboratorio 1. UNAPAddanAlejandroAlfaroAvilaОценок пока нет
- Informe Practica 2019Документ46 страницInforme Practica 2019Valentina Fernanda Echeverría ContrerasОценок пока нет
- Imchinjl Tesis de Conc - Flotacion ZincДокумент106 страницImchinjl Tesis de Conc - Flotacion ZincAnonymous GtVJOeTtОценок пока нет
- Informe Laboratorio MetalurgiaДокумент20 страницInforme Laboratorio Metalurgiaclarissa huillca huamanОценок пока нет
- Informe de ConcentracionДокумент17 страницInforme de Concentracioncharly floyd0% (1)
- Cinetica de Flotación de Sulfuros Nana-1Документ24 страницыCinetica de Flotación de Sulfuros Nana-1Eleana Marisol Surco QuispeОценок пока нет
- Informe Lixiviacion Por AgitacionДокумент31 страницаInforme Lixiviacion Por AgitacionRomina Echeverría67% (3)
- Guia 1 ConcentracionДокумент11 страницGuia 1 ConcentracionCarlos Eduardo Araya MorataОценок пока нет
- ProcesosДокумент114 страницProcesosJheri Quispe CuevaОценок пока нет
- Taller Caso Estudio: Minera CentinelaДокумент21 страницаTaller Caso Estudio: Minera CentinelaKATHERINNE ESPEJO BADILLAОценок пока нет
- Informe N°4 Preparación MecánicaДокумент22 страницыInforme N°4 Preparación MecánicaLuis TiradoОценок пока нет
- Modelo de Informe TécnicoДокумент76 страницModelo de Informe TécnicoAndres RaymondiОценок пока нет
- Reporte Lixiviación Por BotellasДокумент14 страницReporte Lixiviación Por BotellasRamos Valencia GiselleОценок пока нет
- Tesis Evaluacion Tecnica de Alternativas de Adecuacion de Los Circuitos - Image.MarkedДокумент76 страницTesis Evaluacion Tecnica de Alternativas de Adecuacion de Los Circuitos - Image.MarkedBelen VeraОценок пока нет
- Lab Nº2 - ConcentracionДокумент23 страницыLab Nº2 - ConcentracionPablo JimenesОценок пока нет
- Informe 3 Taller IntegradoДокумент19 страницInforme 3 Taller IntegradoCristian BorquezОценок пока нет
- Avance-1-Beneficios V.FДокумент34 страницыAvance-1-Beneficios V.FPaulina Dixia MacarenaОценок пока нет
- Informe de LixiviacionДокумент21 страницаInforme de LixiviacionJuan Melgar RicseОценок пока нет
- Cinetica de FlotaciónДокумент3 страницыCinetica de FlotaciónAntonia Belen SanticОценок пока нет
- Tarea Complemento CertamenДокумент10 страницTarea Complemento CertamenBastyReyesОценок пока нет
- Aglomeracion Curado y Lixiviacion en ColДокумент79 страницAglomeracion Curado y Lixiviacion en ColJOSE MATURANAОценок пока нет
- INFORMEДокумент45 страницINFORMECarlos Morales AguerroОценок пока нет
- Avance 2 Orellana Rangel ZamoraДокумент40 страницAvance 2 Orellana Rangel ZamoraAndrea Jiménez NúñezОценок пока нет
- Hidro1 FINALДокумент25 страницHidro1 FINALAlexis LopezОценок пока нет
- Proceso Merrill CroweДокумент136 страницProceso Merrill CroweMichael alanyaОценок пока нет
- Anexo 08 Proyecto de InvestigacionДокумент31 страницаAnexo 08 Proyecto de InvestigacionAlex Franz Orosco QuintanaОценок пока нет
- Aglomeracion Curado y Lixiviacion en ColДокумент79 страницAglomeracion Curado y Lixiviacion en ColhermelindaОценок пока нет
- 1.4.2 y 1.5.1 Resumen Etapas y Operaciones BásicasДокумент10 страниц1.4.2 y 1.5.1 Resumen Etapas y Operaciones Básicaskevin josé aguilar madridОценок пока нет
- Informe de Hidrociclón 1Документ26 страницInforme de Hidrociclón 1Ash-lee Cuyubamba Cainicela100% (1)
- Informe Lix. InundaciónДокумент21 страницаInforme Lix. InundaciónAndrés Rojas BarrionuevoОценок пока нет
- Test de StarkeyДокумент220 страницTest de StarkeyPili Torres OrregoОценок пока нет
- Informe Lab 1Документ20 страницInforme Lab 1Caren YoОценок пока нет
- Influencia de Las Variables de Control en La Alimentación Y Recuperación de Cobre en El Proceso de Extracción Por SolventesДокумент92 страницыInfluencia de Las Variables de Control en La Alimentación Y Recuperación de Cobre en El Proceso de Extracción Por SolventesByron MartinezОценок пока нет
- Efecto Del Tamaño de Particula en FlotacionДокумент7 страницEfecto Del Tamaño de Particula en FlotacionFederico Tito0% (1)
- Tesis II 2018 Huari (Corregido)Документ96 страницTesis II 2018 Huari (Corregido)Elvis Jhoan Herrera MelchorОценок пока нет
- Labs Concentracion MineralesДокумент47 страницLabs Concentracion MineralesAda Y.Оценок пока нет
- ElectrowinДокумент45 страницElectrowinTracy Anggi Lillo PizarroОценок пока нет
- Diseño ConceptualДокумент33 страницыDiseño ConceptualChristopherElPadrinoCardenasОценок пока нет
- 11.1-Laboratorio #11 2021-AДокумент6 страниц11.1-Laboratorio #11 2021-AGabriel Yuri Benavides MartinezОценок пока нет
- Tecsup FactorialДокумент72 страницыTecsup FactorialDeibi AmayaОценок пока нет
- Informe Laboratorio FlotacionДокумент13 страницInforme Laboratorio FlotacionJeiDiKeiОценок пока нет
- Informe Visita Las TórtolasДокумент28 страницInforme Visita Las TórtolassezenitОценок пока нет
- Universidad Nacional Del Centro Del PeruДокумент10 страницUniversidad Nacional Del Centro Del PeruRicardo Alexis Candiotti CusiОценок пока нет
- Plan de TesisДокумент20 страницPlan de TesisLeonar JamesОценок пока нет
- El cianuro en la minería. Efectos sobre las plantas acuaticasОт EverandEl cianuro en la minería. Efectos sobre las plantas acuaticasОценок пока нет
- Pack Instalacion Ortodoncia Metalica 2022Документ1 страницаPack Instalacion Ortodoncia Metalica 2022Marcelo Ignacio Angulo AravenaОценок пока нет
- Informe de Practica John GarciaДокумент16 страницInforme de Practica John GarciaMarcelo Ignacio Angulo AravenaОценок пока нет
- (22.08) Visita A Fábrica Renault Trucks 2022Документ2 страницы(22.08) Visita A Fábrica Renault Trucks 2022Marcelo Ignacio Angulo AravenaОценок пока нет
- Carta Dominga Barra 1Документ11 страницCarta Dominga Barra 1Marcelo Ignacio Angulo AravenaОценок пока нет
- Carta Dominga Platos 1Документ6 страницCarta Dominga Platos 1Marcelo Ignacio Angulo AravenaОценок пока нет
- Pack Tapaduras v2Документ1 страницаPack Tapaduras v2Marcelo Ignacio Angulo AravenaОценок пока нет
- Fenomenos Liquido-LiquidoДокумент37 страницFenomenos Liquido-LiquidoMarcelo Ignacio Angulo AravenaОценок пока нет
- Informe N 1 Flotación1Документ33 страницыInforme N 1 Flotación1Marcelo Ignacio Angulo AravenaОценок пока нет
- 1 Proceso de Preparacin y Evaluacin de Un ProyectoДокумент21 страница1 Proceso de Preparacin y Evaluacin de Un ProyectoMarcelo Ignacio Angulo AravenaОценок пока нет
- Trabajo en EquipoДокумент35 страницTrabajo en EquipoMarcelo Ignacio Angulo AravenaОценок пока нет
- Fenomenos Liquido-LiquidoДокумент37 страницFenomenos Liquido-LiquidoMarcelo Ignacio Angulo AravenaОценок пока нет
- TerraplanistasДокумент1 страницаTerraplanistasMarcelo Ignacio Angulo AravenaОценок пока нет
- Fenomenos Liquido-LiquidoДокумент37 страницFenomenos Liquido-LiquidoMarcelo Ignacio Angulo AravenaОценок пока нет
- Estudio de Reactivos para La Flotación de SilicatosДокумент5 страницEstudio de Reactivos para La Flotación de SilicatosMarcelo Ignacio Angulo AravenaОценок пока нет
- 0 Introduccin PDFДокумент18 страниц0 Introduccin PDFMarcelo Ignacio Angulo AravenaОценок пока нет
- Procedimiento 6Документ2 страницыProcedimiento 6Marcelo Ignacio Angulo AravenaОценок пока нет
- 0 Introduccin PDFДокумент18 страниц0 Introduccin PDFMarcelo Ignacio Angulo AravenaОценок пока нет
- Antecedentes Teoricos 6Документ4 страницыAntecedentes Teoricos 6Marcelo Ignacio Angulo AravenaОценок пока нет
- Cementos Dentales 1Документ11 страницCementos Dentales 1Angel SantiagoОценок пока нет
- Práctica 8 FQFДокумент4 страницыPráctica 8 FQFDalia Candela SalazarОценок пока нет
- Filtración RápidaДокумент35 страницFiltración RápidaCristhianAponteChávezОценок пока нет
- AGLOMERAДокумент36 страницAGLOMERAManuel Aquiles Saavedra GonzálezОценок пока нет
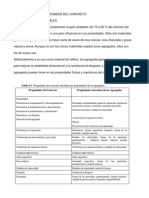
- Influencia de Los Agregados Del ConcretoДокумент13 страницInfluencia de Los Agregados Del ConcretoMartin Castro YauriОценок пока нет
- KOESTER-Barreras HorizontalesДокумент16 страницKOESTER-Barreras HorizontalesrosarioОценок пока нет
- Presentacion Adhe - PlusДокумент11 страницPresentacion Adhe - PlusHerbert AguilargonzalezОценок пока нет
- La Adhesion A Las Estructuras DentalesДокумент10 страницLa Adhesion A Las Estructuras DentalesLUIS ALBERTO PARIHUANCOLLO CHOQUEОценок пока нет
- Reporte de Práctica de TensiónДокумент8 страницReporte de Práctica de TensiónAlma Reyna JaramilloОценок пока нет
- Cuestionario IVДокумент2 страницыCuestionario IValicia espinalОценок пока нет
- Adherencia Longitud de Desarrollo PDFДокумент8 страницAdherencia Longitud de Desarrollo PDFEliana TrespalaciosОценок пока нет
- Mecanismos Basicos de DesgasteДокумент2 страницыMecanismos Basicos de DesgasteJose Enrique SisoОценок пока нет
- Materiales Asfálticos de Uso VialДокумент7 страницMateriales Asfálticos de Uso VialLoli Meza LiuzziОценок пока нет
- TensionДокумент13 страницTensionJefferson Paúl AngosОценок пока нет
- 04) CONCRETO ARMADO SEMANA 4.revnasaДокумент107 страниц04) CONCRETO ARMADO SEMANA 4.revnasaEfrain Jauregui LlancoОценок пока нет
- 29Документ28 страниц29karla lizehОценок пока нет
- Análisis Comparativo in Vitro Entre Tres Sistemas AdhesivosДокумент26 страницAnálisis Comparativo in Vitro Entre Tres Sistemas AdhesivosNomica OdontologiaОценок пока нет
- AdhesiónДокумент4 страницыAdhesiónGema EscobedoОценок пока нет
- Juntas Y Sellos para Juntas en Estructuras de ConcretoДокумент9 страницJuntas Y Sellos para Juntas en Estructuras de ConcretojuliansachiaОценок пока нет
- Adhesión - en - La - Resina - Odontológica 22Документ14 страницAdhesión - en - La - Resina - Odontológica 22DxnnxsОценок пока нет
- Proyectos para Feria de CienciasДокумент15 страницProyectos para Feria de CienciasAntonio Alvarez LeónОценок пока нет
- Infiltración para Diseñar Sistemas de RiegoДокумент129 страницInfiltración para Diseñar Sistemas de RiegoJhair Alvino PalmaОценок пока нет
- Informe 02 - CapilaridadДокумент14 страницInforme 02 - CapilaridadRoy SP100% (3)
- Adhesión en Odontología FinalДокумент26 страницAdhesión en Odontología FinalYesenia Jopia OrellanaОценок пока нет
- Reducir La Degradación de La Unión Resina-Dentina - RESUMEN COMPLETOДокумент8 страницReducir La Degradación de La Unión Resina-Dentina - RESUMEN COMPLETOGaby IzurietaОценок пока нет
- Informe Vidrio IonomeroДокумент12 страницInforme Vidrio Ionomeroandrea vargasОценок пока нет
- Propiedades Físicas, Químicas y Mecánicas de Los MaterialesДокумент43 страницыPropiedades Físicas, Químicas y Mecánicas de Los MaterialesCarla AlfonzoОценок пока нет
- Mecanismos de Adhesion 2020 PDFДокумент81 страницаMecanismos de Adhesion 2020 PDFEduardo CuraОценок пока нет
- BASF Manual Selladores MasterSealДокумент28 страницBASF Manual Selladores MasterSealbogar_18Оценок пока нет
- 2.2 - Adhesión de Las Resinas Compuestas A Los Tejidos DentariosДокумент21 страница2.2 - Adhesión de Las Resinas Compuestas A Los Tejidos DentariosVictoria Garipe100% (1)