Академический Документы
Профессиональный Документы
Культура Документы
K-TEC40 K-TEC155 Englisch 20mai2004
Загружено:
sorianov16Исходное описание:
Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
K-TEC40 K-TEC155 Englisch 20mai2004
Загружено:
sorianov16Авторское право:
Доступные форматы
Betriebsanleitung
Operating instructions
Manuel d'instructions
Manual de instrucciones
Manual de instruções
Istruzioni di servizio
Machinehandboek
Betjeningsvejledning
Driftsinstruktion
Käyttöohje Type K-TEC 40 - K-TEC 155
Instrukcja obsługi Machine No.
Návod k obsluze Year of 2004
construction
Manual di operare
Date 10.05.2004
Kullan Im kIlavuzu
Ferromatik Milacron Maschinenbau GmbH
Riegeler Str. 4, D-79364 Malterdingen
Tel. ++49-7644-78-0, Fax ++49-7644-6885
email: fm_marketing@ferromatik.com, http://www.ferromatik.com
Table of contents
TABLE OF CONTENTS
1 Before you begin ... ................................................................................................. 1-1
1.1 Preliminary remarks ............................................................................................................... 1-1
1.2 Warning symbols and instructions in the operating manual and
on the machine 1-1
1.2.1 Warning instructions of danger to humans................................................................. 1-1
1.2.2 Symbols in the operating manual ............................................................................... 1-2
1.2.3 Warning instructions and symbols on the machine .................................................... 1-3
2 Regulatory application ............................................................................................ 2-1
3 Safety ....................................................................................................................... 3-1
3.1 Basics ...................................................................................................................................... 3-1
3.1.1 Responsibility ............................................................................................................. 3-1
3.1.2 Conformity .................................................................................................................. 3-1
3.1.3 Danger analysis and risk assessment........................................................................ 3-1
3.1.4 Layout of safety instructions....................................................................................... 3-1
3.2 Structural safety of the plant ................................................................................................. 3-3
3.3 Safety devices......................................................................................................................... 3-3
3.3.1 General....................................................................................................................... 3-3
3.3.2 Overview of safety devices......................................................................................... 3-4
3.3.3 Emergency-off switch ................................................................................................. 3-5
3.3.4 Main switch................................................................................................................. 3-5
3.3.5 Movable safety gates ................................................................................................. 3-6
3.3.6 Modular safety covers ................................................................................................ 3-6
3.3.7 Nozzle guard .............................................................................................................. 3-6
3.3.8 Key "Start" (safety gate release) ................................................................................ 3-7
3.3.9 Safety gate release with power-operated safety gate (option) ................................... 3-7
3.3.10 Oil level switch............................................................................................................ 3-7
3.3.11 Oil temperature monitor.............................................................................................. 3-7
3.3.12 Overcurrent monitor for pump drive motor ................................................................. 3-7
3.4 Residual risk ........................................................................................................................... 3-8
3.5 Responsibility of user ............................................................................................................ 3-9
3.5.1 Accident prevention regulations and guidelines ......................................................... 3-9
3.5.2 Qualifications of personnel ......................................................................................... 3-9
3.5.3 Operating manual....................................................................................................... 3-9
3.5.4 Protective clothing .................................................................................................... 3-10
3.5.5 Extraction ................................................................................................................. 3-10
3.5.6 Safety devices and modifications ............................................................................. 3-10
3.5.7 Additional equipment................................................................................................ 3-11
3.5.8 Screwed connections ............................................................................................... 3-12
3.5.9 Hydraulic hoses........................................................................................................ 3-12
3.6 List of safety hazards ........................................................................................................... 3-13
3.6.1 Vapours hazardous to health ................................................................................... 3-13
3.6.2 Unintentional material spray from nozzle ................................................................. 3-13
3.6.3 Hydraulics................................................................................................................. 3-13
3.6.4 Gas operated/filled systems ..................................................................................... 3-14
3.6.5 Electrical systems..................................................................................................... 3-14
3.6.6 Control...................................................................................................................... 3-15
3.6.7 Heated machine parts .............................................................................................. 3-15
3.6.8 Other machine parts................................................................................................. 3-15
3.7 In case of an emergency ...................................................................................................... 3-16
3.7.1 In case of fire............................................................................................................ 3-16
00 0405 K-TEC40 - K-TEC155 Contents-1
Table of contents
3.8 Safety instructions for machine operation......................................................................... 3-17
3.8.1 Normal operation ...................................................................................................... 3-17
3.9 Setting, repair and maintenance work................................................................................ 3-18
4 Description and function ........................................................................................ 4-1
4.1 Clamping unit.......................................................................................................................... 4-2
4.1.1 Overview .................................................................................................................... 4-2
4.1.2 Description ................................................................................................................. 4-3
4.2 Injection unit ........................................................................................................................... 4-4
4.2.1 Overview .................................................................................................................... 4-4
4.2.2 Description ................................................................................................................. 4-5
4.3 Hydraulics ............................................................................................................................... 4-6
4.3.1 Overview .................................................................................................................... 4-6
4.3.2 Description ................................................................................................................. 4-7
4.4 Electrics/electronics............................................................................................................... 4-8
4.4.1 Overview .................................................................................................................... 4-8
4.4.2 Electric cabinet ........................................................................................................... 4-8
4.5 IQT operator terminal ........................................................................................................... 4-10
4.5.1 Screen relevant key board ....................................................................................... 4-12
4.5.2 Machine relevant key board ..................................................................................... 4-20
4.5.3 Key board switch ...................................................................................................... 4-23
4.5.4 Keyboard for special functions, option ..................................................................... 4-30
4.5.5 Key board connections ............................................................................................. 4-31
5 Installation ............................................................................................................... 5-1
5.1 Technical data for machine location..................................................................................... 5-1
5.1.1 Noise emission value ................................................................................................. 5-1
5.1.2 Permissible ambient conditions .................................................................................. 5-1
5.2 Installing the machine ............................................................................................................ 5-2
5.2.1 Preparation for delivery of machine............................................................................ 5-2
5.2.2 Preparation for transport within company's premises................................................. 5-3
5.2.3 Transporting the machine........................................................................................... 5-3
5.2.4 Reporting transport damage....................................................................................... 5-7
5.2.5 Erecting the electric cabinet ....................................................................................... 5-8
5.2.6 Installation with crane* ............................................................................................... 5-9
5.3 Aligning the machine ........................................................................................................... 5-10
5.3.1 Aligning the base ...................................................................................................... 5-10
5.3.2 Aligning injection unit................................................................................................ 5-16
5.3.3 Checking the alignment of the nozzle head in the stationary
mould clamping platen ............................................................................................. 5-17
5.3.4 Aligning nozzle on sprue bushing in the mould ........................................................ 5-17
5.3.5 Checking mould clamping platen parallelism ........................................................... 5-20
5.4 Cleaning, filling and connecting the machine ................................................................... 5-21
5.4.1 Cleaning the machine after delivery ......................................................................... 5-21
5.4.2 Fitting the material hopper........................................................................................ 5-21
5.4.3 Filling with hydraulic oil............................................................................................. 5-22
5.4.4 Cooling water connection ......................................................................................... 5-25
5.4.5 Electrical connection ................................................................................................ 5-29
5.5 Disassembly of injection moulding machine..................................................................... 5-30
6 Start up procedure .................................................................................................. 6-1
6.1 Switching on machine............................................................................................................ 6-1
Contents-2 00 0405 K-TEC40 - K-TEC155
Table of contents
6.2 Rotational direction of the electric motor ............................................................................ 6-1
6.2.1 Checking function and rotation of motor..................................................................... 6-1
6.2.2 Setting rotational direction of motor............................................................................ 6-3
6.2.3 Checking electric motor and hydraulic lines ............................................................... 6-4
6.3 Checking safety devices ........................................................................................................ 6-5
6.3.1 Testing the emergency-off key ................................................................................... 6-5
6.3.2 Checking movable safety gates ................................................................................. 6-5
6.3.3 Nozzle guard .............................................................................................................. 6-7
6.3.4 Key Start (safety gate release)................................................................................... 6-8
6.3.5 Jam bar (option) ......................................................................................................... 6-8
6.4 Checking hydraulic functions ............................................................................................... 6-9
6.4.1 Bleeding the hydraulic system.................................................................................. 6-10
6.5 Top up hydraulic oil ............................................................................................................. 6-11
7 Running and operating the machine ..................................................................... 7-1
7.1 Safety....................................................................................................................................... 7-1
7.2 Installing mould and setting machine .................................................................................. 7-2
7.2.1 Checking the mould.................................................................................................... 7-2
7.2.2 Mould installation with strain rod positioning .............................................................. 7-4
7.2.3 Altering installation height with pressure bolt ............................................................. 7-6
7.2.4 Mould installation........................................................................................................ 7-8
7.2.5 Connecting cooling water lines................................................................................. 7-12
7.2.6 Connecting air pressure lines................................................................................... 7-13
7.2.7 Connecting mould heating........................................................................................ 7-13
7.2.8 Coupling ejector ....................................................................................................... 7-14
7.3 Setting the clamping unit..................................................................................................... 7-15
7.3.1 Mould height adjustment .......................................................................................... 7-15
7.3.2 Setting closing speed ............................................................................................... 7-15
7.3.3 Setting mould safety................................................................................................. 7-16
7.3.4 Setting mould opening.............................................................................................. 7-18
7.3.5 Setting ejector .......................................................................................................... 7-19
7.3.6 Centering injection nozzle ........................................................................................ 7-25
7.4 Setting core pulls (editable core pull 4-fold, 8-fold as option) ......................................... 7-27
7.4.1 General description .................................................................................................. 7-27
7.4.2 Filling in core pulling form......................................................................................... 7-28
7.4.3 Screen pages ........................................................................................................... 7-30
7.4.4 Selection of core movement type ............................................................................. 7-37
7.4.5 Input of core designations ........................................................................................ 7-38
7.4.6 Serial functions......................................................................................................... 7-40
7.4.7 Enter sequence ........................................................................................................ 7-42
7.4.8 Modify sequence ...................................................................................................... 7-45
7.4.9 Switching on core puller ........................................................................................... 7-47
7.4.10 Operating modes...................................................................................................... 7-49
7.4.11 Air valves.................................................................................................................. 7-50
7.4.12 Options ..................................................................................................................... 7-51
7.4.13 Fault diagnosis ......................................................................................................... 7-53
7.4.14 Print core pulling programme ................................................................................... 7-53
7.4.15 Core puller form........................................................................................................ 7-54
7.5 Smould heating (option) ...................................................................................................... 7-55
7.5.1 Setting heating control parameters .......................................................................... 7-59
7.5.2 Automatic control parameter determination ............................................................. 7-62
7.6 Setting the injection unit...................................................................................................... 7-64
7.6.1 Setting cylinder heating ............................................................................................ 7-64
7.6.2 Setting nozzle retraction........................................................................................... 7-68
00 0405 K-TEC40 - K-TEC155 Contents-3
Table of contents
7.7 Setting plasticizing process ................................................................................................ 7-71
7.7.1 Basis......................................................................................................................... 7-71
7.7.2 Stroke or volume dependent parameters ................................................................. 7-71
7.7.3 Screw r.p.m. ............................................................................................................. 7-73
7.7.4 Back pressure .......................................................................................................... 7-74
7.7.5 Backpressure relief or screw end position control (only for S-version)..................... 7-75
7.7.6 Hydraulic shut-off nozzle (option) ............................................................................. 7-76
7.7.7 Plasticizing delay ...................................................................................................... 7-78
7.7.8 Intrusion.................................................................................................................... 7-78
7.7.9 Cooling time ............................................................................................................. 7-78
7.8 Setting the injection process............................................................................................... 7-79
7.8.1 Number of injection stages ....................................................................................... 7-79
7.8.2 Injection pressure ..................................................................................................... 7-80
7.8.3 Injection speed ......................................................................................................... 7-80
7.8.4 Injection time, time-dependent switchover ............................................................... 7-80
7.8.5 Switchover pressure, pressure-dependent switchover............................................. 7-81
7.8.6 Switchover point, stroke-dependent switchover ....................................................... 7-81
7.8.7 Mould cavity pressure dependent switchover (requires optional equipment)........... 7-82
7.8.8 Two-colour injection ................................................................................................. 7-84
7.9 Setting machine monitoring ................................................................................................ 7-87
7.9.1 Trend diagram .......................................................................................................... 7-88
7.9.2 Time analysis ........................................................................................................... 7-93
7.9.3 Production data ........................................................................................................ 7-94
7.9.4 Recording of process data ....................................................................................... 7-99
7.9.5 Cycle time monitoring ............................................................................................. 7-103
7.9.6 Plasticizing time monitoring .................................................................................... 7-105
7.9.7 Plasticizing stroke monitoring ................................................................................. 7-106
7.9.8 Injection parameter monitoring ............................................................................... 7-107
7.9.9 Automatic machine shutdown ................................................................................ 7-108
7.10 Freely composable screen pages ..................................................................................... 7-109
7.10.1 Composing pages .................................................................................................. 7-109
7.10.2 Changing user compiled pages .............................................................................. 7-110
7.10.3 Required value entries on user compiled pages .................................................... 7-110
7.11 Freely writeable screen pages........................................................................................... 7-111
7.12 Configurable digital inputs and outputs........................................................................... 7-112
7.12.1 Configurable digital inputs ...................................................................................... 7-112
7.12.2 Configurable digital outputs .................................................................................... 7-113
7.12.3 Configurable analogue outputs (option) ................................................................. 7-115
7.13 Standard graphics .............................................................................................................. 7-117
7.13.1 Setting of standard graphics................................................................................... 7-117
7.13.2 Display of the standard graphics ............................................................................ 7-120
7.14 Working with the background set of data ........................................................................ 7-122
7.14.1 Optimizing the foreground data set in the background........................................... 7-122
7.14.2 Preparing a new data set in the background .......................................................... 7-123
7.14.3 Comparing foreground data set and background data set ..................................... 7-124
7.15 Storing and reading of parameter sets............................................................................. 7-125
7.15.1 Formatting data carrier ........................................................................................... 7-125
7.15.2 Storing data set on disk .......................................................................................... 7-128
7.15.3 Reading out specific data sets from data disk ........................................................ 7-131
7.16 Printing screen pages ........................................................................................................ 7-135
7.16.1 Connecting printer .................................................................................................. 7-135
7.16.2 Matching printer parameters .................................................................................. 7-135
7.16.3 Printing individual pages ........................................................................................ 7-138
7.16.4 Automatic printout .................................................................................................. 7-138
Contents-4 00 0405 K-TEC40 - K-TEC155
Table of contents
7.17 Preparing for operation...................................................................................................... 7-140
7.17.1 Prerequisite ............................................................................................................ 7-140
7.17.2 Short inspection before start of work...................................................................... 7-140
7.17.3 Fill hopper............................................................................................................... 7-142
7.17.4 Switching on cooling water supply ......................................................................... 7-144
7.17.5 Switching on machine ............................................................................................ 7-146
7.17.6 Setting oil preheating.............................................................................................. 7-149
7.17.7 Activating central lubrication (option) ..................................................................... 7-151
7.17.8 Checking by-pass oil filtration and oil cooling......................................................... 7-151
7.18 Starting production ............................................................................................................ 7-152
7.18.1 Reaching processing temperature ......................................................................... 7-152
7.18.2 Plasticizing in manual mode and purging screw cylinder ....................................... 7-152
7.18.3 Position screw for production ................................................................................. 7-153
7.18.4 Running a test cycle ............................................................................................... 7-154
7.18.5 Parameter set for production start (option)............................................................. 7-155
7.19 Material or colour change .................................................................................................. 7-156
7.20 Work breaks ........................................................................................................................ 7-157
7.21 Switching machine off ....................................................................................................... 7-158
7.21.1 Emptying hopper .................................................................................................... 7-158
7.21.2 Purging screw cylinder ........................................................................................... 7-158
7.21.3 Moving screw into forward position ........................................................................ 7-158
7.21.4 Switch off cylinder heating...................................................................................... 7-159
7.21.5 Switching off hydraulic unit..................................................................................... 7-159
7.21.6 Allow screw cylinder to cool ................................................................................... 7-159
7.21.7 Switching off main switch ....................................................................................... 7-159
7.21.8 Shutting off cooling water supply............................................................................ 7-160
7.21.9 Shutting down the machine immediately in an emergency with
the emergency-off function and restarting.............................................................. 7-160
7.22 Weekday timer (option) ...................................................................................................... 7-161
7.23 Process graphics (option) ................................................................................................. 7-163
7.23.1 Setting process graphics ........................................................................................ 7-166
7.23.2 Required and actual comparison and tolerance monitoring ................................... 7-171
7.23.3 Calculating injection work....................................................................................... 7-174
7.24 Statistical process control (option) .................................................................................. 7-177
7.24.1 Setting the SPC control charts ............................................................................... 7-179
7.24.2 Calculation and evaluation ..................................................................................... 7-182
7.25 Ejector and core movement while safety gate is open via key switch (option) ........... 7-187
7.26 MONOSANDWICH process (option) ................................................................................. 7-188
7.27 AIRPRESS gas injection technique (GIT) from Ferromatik Milacron (option) .............. 7-192
8 Elimination of faults ................................................................................................ 8-1
8.1 Step list.................................................................................................................................... 8-1
8.2 Fault diagnosis ....................................................................................................................... 8-6
8.3 Source of faults when installing mould.............................................................................. 8-10
8.4 Source of faults during injection ........................................................................................ 8-11
9 Repairs and maintenance ....................................................................................... 9-1
9.1 Working on the injection unit ................................................................................................ 9-3
9.1.1 Swiveling injection unit out/in ..................................................................................... 9-3
9.1.2 Swivelling injection unit out
(injection unit of international size 970, optional on K-TEC 155)................................ 9-7
9.1.3 Changing nozzle body (flanged nozzle body) .......................................................... 9-10
9.1.4 Changing nozzle body (screw-in nozzle body)......................................................... 9-14
9.1.5 Changing screw and screw tip ................................................................................. 9-17
9.1.6 Screw cylinder change ............................................................................................. 9-22
00 0405 K-TEC40 - K-TEC155 Contents-5
Table of contents
9.2 Working on clamping unit.................................................................................................... 9-27
9.2.1 Replacing the piston rod seals; replacing the pressure bolts ................................... 9-27
9.2.2 Automatic central lubrication (option) ....................................................................... 9-28
9.3 Working on the hydraulic system ....................................................................................... 9-29
9.3.1 Safety measures while working on the hydraulic system ......................................... 9-29
9.3.2 Storing and disposing of hydraulic oil ....................................................................... 9-29
9.3.3 Instructions for exchanging hydraulic components .................................................. 9-30
9.3.4 Recording of work on the hydraulic system.............................................................. 9-30
9.3.5 Oil maintenance procedure ...................................................................................... 9-31
9.3.6 Changing plate heat exchanger ............................................................................... 9-38
9.4 Working on the pressure accumulator plant ..................................................................... 9-40
9.4.1 General information on the accumulator system ...................................................... 9-40
9.4.2 Work on the accumulator ......................................................................................... 9-42
9.4.3 Testing of accumulator plant by safety standards authority ..................................... 9-45
9.4.4 Checking the nitrogen accumulator .......................................................................... 9-47
9.5 Safety rules for hydraulic hoses ......................................................................................... 9-48
9.6 Check list for recurring inspection and maintenance work ............................................. 9-49
9.7 Daily checks .......................................................................................................................... 9-51
9.7.1 Short inspection before start of work ........................................................................ 9-51
9.8 Maintenance work weekly and during mould change....................................................... 9-52
9.8.1 Checking safety devices........................................................................................... 9-52
9.8.2 Checking nozzle alignment ...................................................................................... 9-53
9.8.3 Checking feedthroat cooling ..................................................................................... 9-53
9.8.4 Checking cooling of electric screw drive (option) ..................................................... 9-54
9.8.5 Checking hydraulic oil level ...................................................................................... 9-55
9.8.6 Checking hydraulic oil temperature .......................................................................... 9-56
9.8.7 Lubricating the rods .................................................................................................. 9-57
9.8.8 Checking the bearing of the moving mould clamping platen .................................... 9-57
9.8.9 Greasing guide shoes (only K-TEC 155).................................................................. 9-58
9.8.10 Checking grease level of the automatic central lubrication system .......................... 9-58
9.9 Maintenance work monthly or every 200 operating hours ............................................... 9-59
9.9.1 Cleaning ventilation filter of the electrical cabinet .................................................... 9-59
9.9.2 Cleaning the ventilation filter of the IQT control unit................................................. 9-60
9.9.3 Cleaning disk drive ................................................................................................... 9-61
9.9.4 Initial oil maintenance measures .............................................................................. 9-62
9.9.5 Replacing tank ventilation filter................................................................................. 9-62
9.9.6 Checking ventilation of the motors ........................................................................... 9-64
9.9.7 Inspecting pumps ..................................................................................................... 9-65
9.9.8 Plate heat exchanger cooling effect ......................................................................... 9-66
9.9.9 Checking hydraulic pump for leakages .................................................................... 9-66
9.9.10 Checking the set values of the cooling water manifold ............................................ 9-67
9.9.11 Checking modules and electrical switching elements of the control......................... 9-68
9.9.12 Checking terminal and plug connections.................................................................. 9-68
9.9.13 Checking the nitrogen pressure of the accumulator system (only S-version) .......... 9-69
9.10 Maintenance work quarterly or every 1000 operating hours............................................ 9-70
9.10.1 Checking seating of thermocouples on the screw cylinder....................................... 9-70
9.10.2 Retighten retaining screws of the screw................................................................... 9-71
9.10.3 Checking the nitrogen pressure of the accumulator system (only S-version) .......... 9-71
9.11 Maintenance work yearly or every 5000 operating hours................................................. 9-72
9.11.1 Checking system pressures ..................................................................................... 9-72
9.11.2 Checking the lead seals on the safety valves (only S-version) ................................ 9-72
9.11.3 Checking hoses and connections............................................................................. 9-73
9.11.4 Checking machine level ........................................................................................... 9-73
9.11.5 Checking linear guides ............................................................................................. 9-74
9.11.6 Lubricating linear guides .......................................................................................... 9-74
9.11.7 Checking stroke measuring systems, limit switches and cables for proper
seating and tighness ................................................................................................ 9-75
9.11.8 Checking screw release ........................................................................................... 9-77
Contents-6 00 0405 K-TEC40 - K-TEC155
Table of contents
9.11.9 Cleaning cooling water manifold .............................................................................. 9-78
9.11.10 Motor maintenance according to specifications on motor identification plate .......... 9-79
9.11.11 Cleaning IQT operator terminal and screen ............................................................. 9-79
9.11.12 Adjustment according to setting instructions ............................................................ 9-79
9.11.13 Checking platen parallelism ..................................................................................... 9-79
9.11.14 Checking tightness of strain rod nut ......................................................................... 9-80
9.11.15 Checking the nitrogen pressure of the accumulator system (only S-version) .......... 9-80
9.12 Maintenance work every 7500 operating hours................................................................. 9-81
9.12.1 Oil change, tank cleaning, oil level monitor check, ventilation filter replacement..... 9-81
9.13 Maintenance work every 3 years......................................................................................... 9-87
9.13.1 Changing the buffer battery of the control ................................................................ 9-87
9.13.2 Replacing the back-up battery of the IQT control..................................................... 9-88
9.14 Maintenance work every 6 years......................................................................................... 9-89
9.14.1 Replacing high pressure hose lines ......................................................................... 9-89
9.14.2 Basic motor cleaning ................................................................................................ 9-89
9.15 Maintenance work every 10 years....................................................................................... 9-90
9.15.1 Testing by the responsible safety authority .............................................................. 9-90
9.16 Customer service ................................................................................................................. 9-90
10 Technical data ....................................................................................................... 10-1
10.1 Instructions on the operation of the plate heat exchanger .............................................. 10-8
10.1.1 Construction and function......................................................................................... 10-8
10.1.2 Start up procedure.................................................................................................... 10-8
10.1.3 Notes on cooling water............................................................................................. 10-9
10.2 Torque values ..................................................................................................................... 10-13
10.2.1 Torque values for cylinder screws DIN 912 on Ferromatik Milacron
subassemblies........................................................................................................ 10-13
10.2.2 Torque values for Bosch hydraulic components .................................................... 10-14
10.2.3 Torque values of nuts for studs on injection and traverse cylinders....................... 10-14
10.2.4 Torque value for tank cover nuts............................................................................ 10-14
10.3 Lubricant recommendations ............................................................................................. 10-15
10.3.1 Hydraulic oils .......................................................................................................... 10-15
10.3.2 Lubrication of the strain rods and guide rods ......................................................... 10-16
10.3.3 Lubrication of the electric motor ............................................................................. 10-16
10.3.4 Lubrication of linear guides of injection unit ........................................................... 10-16
10.3.5 Greasing the mould clamping platen guide shoes (only for K-TEC 155) ............... 10-17
10.3.6 Lubrication of the electric screw drive (option) ....................................................... 10-17
11 Index .........................................................................................................................A-1
00 0405 K-TEC40 - K-TEC155 Contents-7
Table of contents
Contents-8 00 0405 K-TEC40 - K-TEC155
Before you begin ...
1 Before you begin ...
1.1 Preliminary remarks
This operating manual is intended for the operating and maintenance
personnel of the K-TEC injection moulding machine series with a clamping
force of 400 kN to 1550 kN. The manual contains instructions for the set-up,
installation, operation and maintenance of the machine.
The sequence of the chapters corresponds as close as possible to the
sequence of the work to be performed on the machine. Work, which is to be
done only by personnel with special qualifications, is specially marked.
Observe the operating instructions exactly, especially the safety instructions.
The safety instructions are highlighted by bold print.
1.2 Warning symbols and instructions in the operating manual and
on the machine
1.2.1 Warning instructions of danger to humans
This symbol warns of dangers due to electric power. Take precautionary
measures that only qualified persons carry out the work which is marked
accordingly. When carrying out work, observe all necessary safety measures
and use only tools suitable for such work.
This symbol warns of dangers due to heat. Avoid touching hot machine parts
and surfaces. If working on hot machine parts is necessary, always wear
appropriate protective clothing, such as heat-resisting gloves and face
protection.
This is a general warning symbol for non-specific dangers.
Warning of injury to hands
This symbol marks points at which no further mechanical safety devices can
be fitted to protect the hands.
00 0405 K-TEC40 - K-TEC155 1-1
Before you begin ...
1.2.2 Symbols in the operating manual
ATTENTION / WARNING / DANGER
This symbol in bold print warns of dangers (danger to persons,
machine and environment) throughout this manual. These instructions
must be adhered to at all times.
Note
This symbol does not denote danger but marks information for better
understanding machine function.
1-2 00 0405 K-TEC40 - K-TEC155
Before you begin ...
1.2.3 Warning instructions and symbols on the machine
This symbol warns of dangers due to hot material spatter. Wear suitable
protective clothing, especially heat-resisting gloves and approved safety eye
glasses when carrying out work so marked.
This symbol indicates that machine parts so marked may not be stood on or
used as access.
This symbol indicates that important instructions must be checked in this
operating manual before proceeding with work.
This symbol indicates that safe ladders or platforms must be available and
used when mounting the machine.
This symbol indicates that safety guards and covers so marked must not be
removed.
This symbol marks the suspension points for transport with lifting or ground
conveying devices.
00 0405 K-TEC40 - K-TEC155 1-3
Before you begin ...
1-4 00 0405 K-TEC40 - K-TEC155
Regulatory application
2 Regulatory application
The injection moulding machines, K-TEC series with clamping forces from
400 kN to 1550 kN, are built for the production of moulded parts from
thermoplastic resins, thermosets, thermoplastic elastomers or rubber with
further possible additives. For this, the particular material is plasticized with
heat and friction and then injected through a nozzle into a hollow space in the
mould where it receives its shape.
For particular applications, additional equipment on the machine may
become necessary. Observe the operating instructions and in particular the
regulatory application of this additional equipment.
Every other application of this machine is prohibited.
00 0405 K-TEC40 - K-TEC155 2-1
Regulatory application
2-2 00 0405 K-TEC40 - K-TEC155
Safety
3 Safety
3.1 Basics
3.1.1 Responsibility
Note
The instructions with regard to application and safety are provided
according to the best knowledge of Ferromatic Maschinenbau GmbH;
however, they do not release the user from testing their suitability for
intended procedures and purposes. The user carries sole responsibility
for the suitability and regulatory application of our products. Technical
data are only recommended standard values. All liability on the part of
Ferromatik Milacron Maschinenbau GmbH for consultation with regard
to application and safety is excluded.
3.1.2 Conformity
This machine was built fail-safe in accordance with generally recognized
safety regulations. It corresponds to EG council guidelines from 22 June
1998 (98/37/EG) and the European standard for injection moulding machines
EN 201:1997.
3.1.3 Danger analysis and risk assessment
Danger analysis and risk assessment according to DIN EN 1050 or
DIN EN 292 serves as basis for the safety concept and regulatory
application.
3.1.4 Layout of safety instructions
The danger symbols with corresponding explanation in this operating manual
alert to remaining dangers, which cannot be avoided with regard to
construction. The individual safety instructions are set out as follows:
DANGER SYMBOLS SIGNAL WORD
WARNING
INSTRUCTIONS
Description
Tab. 1: Layout of safety instructions
00 0405 K-TEC40 - K-TEC155 3-1
Safety
Danger symbols
Warning instructions
Corresponding pictorial symbols indicate a danger or a necessary behaviour.
Signal word
The potential danger is emphasized by means of a corresponding signal
word. The following signal words with corresponding meaning are employed:
SIGNAL WORD USAGE
DANGER! Total or partial non-observance of this
directive can lead to serious damage to
health. There is danger to life and limb!
WARNING! Total or partial non-observance of this
directive can lead to serious damage to
health or equipment.
ATTENTION! Disregarding these safety instructions
can cause damage to the equipment.
Tab. 2: Use of signal words
Description
Descriptive warning texts are formulated plainly, briefly and concisely. They
inform about the type of danger and possible potential of danger for persons
and machine. They state possible behavioural and situation-related risks and
consequences when not observed, and refer to measures to be taken for
avoiding dangers or if damage occurs.
3-2 00 0405 K-TEC40 - K-TEC155
Safety
3.2 Structural safety of the plant
The K-TECseries injection moulding machines were designed and
constructed under consideration of a danger analysis according to
DIN EN 292 and prescribed harmonized technical specifications, which can
be found in the EU declaration of conformity. They therefore correspond to
the current state of technology and guarantee, as far as humanly possible,
maximum safety.
To minimize structurally unavoidable dangers the machines are fitted by the
manufacturer with various safety devices.
3.3 Safety devices
3.3.1 General
Before initial commissioning, at appropriate intervals, after modifications or
repairs, all safety devices must be tested for safe operation or at least
checked for externally visible damages or faults.
Mechanical, electrical and hydraulic safety devices are fitted. They are
controlled – up to machine cowling – by limit switches. When actuating the
limit switches, e.g. opening a safety gate, semi or automatic operation is
immediately interrupted and all further movement of the machine is
prevented.
Check all safety devices for proper function in harmony with the instructions
in Chapter 6.3 "Checking safety devices". This applies especially to:
• emergency-off switch
• movable safety gates
• nozzle guard
• shutoff devices
• acknowledgement devices
ATTENTION!
If the machine is fitted with peripheral equipment (e.g. Robot), for which
function the rear safety gate does not apply, the machine must only be
operated after the installation of the peripheral equipment has been
completed and CE conformity restored. Non-observance of these
instructions can lead to fatal injuries!
00 0405 K-TEC40 - K-TEC155 3-3
Safety
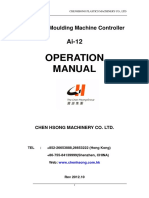
3.3.2 Overview of safety devices
The arrangement of the most important safety devices is displayed here. A
standard machine is used as the basis.
Note
The machine may be fitted by the user with additional safety devices
depending on additional peripheral equipment. This operating manual
does not make allowances for these.
9
2
10
8
7
3 1
5 6
Fig. 1: Safety devices on the machine.
1 Emergency-off key on IQT operator terminal
2 Main switch at the electric cabinet
3 Movable safety gates
4 Nozzle guard
5 Modular safety covers
6 "Start" key on the IQT operator terminal (safety gate release)
7 Oil level sight glass on oil tank
8 Oil temperature monitor
9 Overcurrent monitor for pump drive motor
10 Emergency-off light
3-4 00 0405 K-TEC40 - K-TEC155
Safety
3.3.3 Emergency-off switch
Reaction
The emergency-off function is triggered by actuating the emergency-off
button. It effects:
• immediate cycle interruption
• blockage of all machine movement
• shutdown of motor
• shutdown of heating
• drainage of hydraulic accumulator system
• the emergency-off lamp flashes
• the message "Emergency-off key actuated" appears on the screen.
• manual operating keys must remain ineffective for duration of
emergency-off function
Erasing
Erasing the emergency-off function is effected by disengaging emergency-off
key and actuating key "Start".
3.3.4 Main switch
Reaction
Switching machine ON/OFF – disconnection from supply when switched off,
all functions disabled.
00 0405 K-TEC40 - K-TEC155 3-5
Safety
3.3.5 Movable safety gates
Separating movable safety device Type III according to EN 201, issue
4/1997. The movable safety gate is doubly secured, electro-mechanically and
hydraulically.
Note on "Gatestart" option
The use of controlling safety devices is, according to EN 201: 1997
(article 5.2.1.1.4), permissible only up to a clearance of 630 mm between
strain rods. The option "Gatestart" allows initiating a machine cycle in
"semi-automatic" without actuating key "Start" by simply shutting the
movable safety gate.
Reaction when opening safety gates
Interruption of electric and hydraulic power circuit; mould movement,
injection, ejector and core functions are not possible. A message appears.
ATTENTION!
Safety devices and safety margins are designed so that that the moulds
are smaller than or equal to the dimensions of the mould clamping
platen. For larger dimensions the safety margins must be checked or
the manufacturer must be consulted.
3.3.6 Modular safety covers
The machine covers are of modular design and can be designed according to
customer requirement.
3.3.7 Nozzle guard
Movable separating safety devices Type I according to EN 201, issue 4/97.
Secured by a limit switch.
Reaction during opening
Injection, plasticizing and injection unit movement are not possible. A
message appears.
3-6 00 0405 K-TEC40 - K-TEC155
Safety
3.3.8 Key "Start" (safety gate release)
To obtain safety gate release, i.e. to enable start of new cycle, the "Start" key
must be actuated each time the movable safety gates have been opened and
closed. The "Start" key can be used to erase fault messages and start a new
machine cycle in operating mode "Semi-automatic".
3.3.9 Safety gate release with power-operated safety gate (option)
To obtain safety gate release, i.e. to enable start of new cycle, the green key
"close safety gate" must be actuated a second time after the power-operated
movable safety gates have been opened and closed. The message "please
actuate Start key" erases.
The green key "close safety gate" can be used to erase fault messages and
start a new machine cycle in semi-automatic operating mode.
3.3.10 Oil level switch
Reaction
Switching off pump drive motor
3.3.11 Oil temperature monitor
Reaction
Switches off all machine movements at oil temperature of 60 °C, pump
continues to run to cool oil, at 65 °C pump motor switches off, accumulator is
drained.
3.3.12 Overcurrent monitor for pump drive motor
Reaction
Switching off pump drive motor
00 0405 K-TEC40 - K-TEC155 3-7
Safety
3.4 Residual risk
Due to its power output an injection moulding machine produces high
pressures, forces and temperatures. It represents a danger if it is not
operated by trained and instructed personnel and/or handled improperly or
not in accordance with regulations.
This can cause
• danger to life and limb of the operator or third party
• damage to the machine and other materials of the user.
3-8 00 0405 K-TEC40 - K-TEC155
Safety
3.5 Responsibility of user
3.5.1 Accident prevention regulations and guidelines
The accident prevention regulations and guidelines of the respective
countries apply for injection moulding machines. The user is responsible for
adherence to these regulations.
Additional regulations to be adhered to are
• medical
• safety
• generally valid and
• legal regulations, e. g. industrial code
• training and regular control of personnel, in Germany according to
VBG1, §7
3.5.2 Qualifications of personnel
The machine must only be operated
• by qualified, adequately trained and instructed personnel which is
familiar with dangers (workplace ordinance).
Clearly set out the responsibilities of the personnel for work such as
operation, setting up, maintenance and repairs before such work is
commenced.
This applies especially to work on electrical, pneumatic and hydraulic
equipment, which must be carried only by qualified, adequately trained and
instructed personnel familiar with the dangers.
3.5.3 Operating manual
Each person authorized with the installation, commissioning, operation,
maintenance and repair of the machine, must first, before commencing such
work, have read and understood the operating manual and adhere to the
instructions contained therein, especially the chapters related to "safety".
The operating instructions must be available at the machine at all times.
00 0405 K-TEC40 - K-TEC155 3-9
Safety
3.5.4 Protective clothing
To avoid accidents it is strongly recommended to avoid wearing ties, scarves,
rings or chains which could entangle with the machine.
Glasses During maintenance work in the injection unit area and especially in the
nozzle and hydraulic nozzle shutoff area, unbreakable safety glasses must
be worn. Contravention leads to serious eye injuries or loss of sight due to hot
plastic materials.
Shoes For protection against squashing during setting up, steel-capped safety boots
must be worn.
Gloves High temperatures may be encountered in the injection unit and mould area.
During work on these units heat-resistant gloves must be worn.
Special personal clothing may be required depending on the material being
processed (see Chapter 3.6.2 "Unintentional material spray from nozzle").
3.5.5 Extraction
Some plastic materials when processed emit gases, vapours or dust. It is the
responsibility of the user to care for their extraction (see industrial code).
Such health-hazardous vapours can develop especially during excessive
processing temperatures. See data sheets of plastics manufacturers for
recommended processing temperatures (see Chapter 3.6.1 "Vapours
hazardous to health").
If extraction equipment is to be installed directly on the injection moulding
machine, the installation points provided on the mould clamping platen must
be used. Otherwise consult manufacturer.
3.5.6 Safety devices and modifications
ATTENTION!
Never bypass safety devices or alter their effectiveness.
Never perform alterations or modifications on the machine which could
adversely affect safety without the approval of the manufacturer. This also
applies to the installation and setting up of safety devices and valves as well
as welding work on load-bearing parts.
3-10 00 0405 K-TEC40 - K-TEC155
Safety
3.5.7 Additional equipment
According to EN 201, the manufacturer of the machine is responsible for the
interaction of the machine with additional equipment only if he has designed
their interfaces.
The user of the machine is generally responsible for the installation and
removal of optional equipment and adherence to safety requirements.
Ferromatic Milacron is at all times available for consultation.
Lockable switch
DANGER!
If the machine is fitted with a lockable switch with which the movement of
cores and ejectors can be released manually while safety devices are open,
the operator must only use this switch when the design of the mould, cores,
ejectors and their drives, excludes access to shearing and crushing positions.
Pneumatically actuated core pulls
DANGER!
To prevent core movement while safety gate is open, do not operate
pneumatically activated core pulls via the air valves of the machine (see also
EN 201:1997 "Safe Moulds"). These air valves can also be activated while
the safety gate is open and would therefore allow prohibited core movement.
Adequate protective function is only guaranteed when the standard core
pulling control system is used for pneumatically activated core pulls, since it
shuts down core movement while safety gate is open.
Safety barriers with access to danger areas of the machine
DANGER
• The installation of optional equipment must not reduce the
injection moulding machine’s level of safety as specified in EN 201.
• If a standard movable safety device is removed from the machine
or switched off and replaced by an additional safety device which
allows access to a danger area of the machine, this additional
safety device must be of a type that is specified for this danger
area.
00 0405 K-TEC40 - K-TEC155 3-11
Safety
Example: A movable safety gate (dividing safety device type III) is replaced by a fixed
barrier which allows access via a door to the mould area. The door of the
barrier must be designed as a dividing safety device of Type III. In addition,
an emergency-off button within the barrier, an acknowledgement button
outside the barrier and a mechanical jam bar on the door of the barrier must
be installed.
24-pole isolating socket for There is the option of connecting the safety limit switch of a safety device to
the safety limit switch the machine via 24-pole isolating socket.
When using optional equipment (e.g. cage with safety gate) the safety limit
switches of the machine must be disconnected and the corresponding safety
limit switches of the optional equipment connected to the isolating socket.
Safety limit switches on
the machine
Safety of
24-pole the
OR isolating socket maschine
or
Safety limit switch on the system
optional equipment plus
additional
design-specific
safety measure
3.5.8 Screwed connections
Prescribed torque settings in accordance with specifications (see
Chapter 10.2 "Torque values") are to be checked annually or after every
5000 operating hours.
3.5.9 Hydraulic hoses
Safety rules, in Germany of safety regulations ZH 1/74 (issue April 1988) of
the trade association, and corresponding DIN standards must be adhered to
(see also Chapter 9.5 "Safety rules for hydraulic hoses").
3-12 00 0405 K-TEC40 - K-TEC155
Safety
3.6 List of safety hazards
3.6.1 Vapours hazardous to health
Some plastic materials when processed emit gases, vapours or dust. It is the
responsibility of the user to care for their extraction (see industrial code).
Such health-hazardous vapours can develop especially during excessive
processing temperatures. See data sheets of plastics manufacturers for
recommended processing temperatures.
If extraction equipment is to be installed directly on the injection moulding
machine, the installation points provided on the mould clamping platen must
be used. Otherwise consult manufacturer.
3.6.2 Unintentional material spray from nozzle
Inadequate drying, overheating or decomposition/disintegration of certain
plastic materials could cause unintentional material spray out of the nozzle.
The user must provide suitable personal protective equipment (see also
Chapter 3.5.4).
3.6.3 Hydraulics
Repair leakages on the hydraulic system immediately. These e. g. cause
• destruction of connections
• accidents (slipping on oil spill, injury through spurting oil)
• fires (spurts on hot machine parts)
• impaired machine operation
• wasted of time due to searching for leaks
ATTENTION!
Ensure that when working on hydraulic systems or utilities
• Only qualified, adequately trained personnel familiar with the
dangers, is authorized to perform the work!
• These are pressureless!
• The hydraulic system is secured against being switched on!
00 0405 K-TEC40 - K-TEC155 3-13
Safety
Before starting work on hydraulic systems or utilities the main switch
must be disconnected. The pressureless state of the system must be
confirmed by means of a pressure gauge.
The mould on a horizontally closing injection moulding machine must
not be closed. The mould on a vertically closing injection moulding
machine must be supported.
3.6.4 Gas operated/filled systems
This includes e. g. airpress system (option), nitrogen accumulator of the
hydraulic system.
ATTENTION!
Ensure that when working on gas-powered and gas-filled systems:
• The system is pressureless!
• The system is secured against being started up!
• Only qualified, adequately trained personnel familiar with the
dangers is authorized to perform the work!
• Observe the relevant regulations of the safety standards authority
when these systems are fitted and operated (regular safety testing
of pressure vessels by the authority!)
3.6.5 Electrical systems
• Ensure that work on electrical systems or utilities is only carried
out by electrically qualified personnel and in accordance with
electrical regulations (DIN 57113)!
• Main switch on OFF position
• Main switch is secured against being switched on by means of a
lock!
• The system is disconnected!
Particular dangers associated with electrical energy:
• In accordance with VBG 4, § 5, paragraph 1 and 2, all stationary
electrical systems must be tested every 4 years and non-stationary
every 6 months.
• Regular tests/inspections of electrical equipment. Faults such as
damaged insulation or loose cables must be repaired immediately. Find
the cause!
• When fault occurs in energy supply, shut down the system in
accordance with the shutdown instructions in the operating manual!
3-14 00 0405 K-TEC40 - K-TEC155
Safety
• If work must be carried out on current carrying parts always enlist a
second person in case of an emergency (actuating emergency-off key
or main switch)!
• Secure work area with safety chain and warning sign!
• Use only insulated tools!
3.6.6 Control
Changes to control programmes are not possible by user! These must only
be carried out by the technical customer service department of
FERROMATIK MILACRON!
3.6.7 Heated machine parts
Before starting work ensure that heated machine parts do not cause
accidents! Have available protective clothing (e. g. heat-resistant gloves)!
3.6.8 Other machine parts
Use only suitable tools and lifting equipment!
00 0405 K-TEC40 - K-TEC155 3-15
Safety
3.7 In case of an emergency
3.7.1 In case of fire
If a fire breaks out at or around the machine proceed with safety shutdown
procedure immediately:
• Switch off main switch on electric cabinet.
• Switch off external voltage supply on main switch of the respective unit.
ATTENTION!
In the event of a fire, time is of the essence!
Therefore, become beforehand familiar with:
• location and operation of fire extinguisher/blankets
A fire hazard is caused:
• by combustible liquids (hydraulic oil),
• by mixtures of liquids and gases (example: oil-oxygen mixture),
• overheated plastics
Applicable fire extinguishers according to fire class DIN EN 2:
• Powder extinguisher with ABC-extinguishing powder for solid, liquid and
gaseous materials,
• Powder extinguisher with D-extinguishing powder for combustible
metals,
• Carbon dioxide extinguishers for liquid, gaseous and solid materials.
WARNING!
Under no circumstances must water be used for extinguishing a fire.
Dangerous chemical compounds can develop in connection with
plastic material.
3-16 00 0405 K-TEC40 - K-TEC155
Safety
3.8 Safety instructions for machine operation
3.8.1 Normal operation
WARNING!
• Safety instructions and danger symbols on the machine must be
kept in legible condition and observed!
• Any kind of hazardous work method must be avoided!
• Immediately repair any faults which threaten safety!
• Operate the machine only when all safety devices are installed and
fully functional!
• Any variations which occur – including operational behaviour –
must be reported immediately!
• Before switching on/starting up the machine/system ensure that
no one can be endangered by the start-up of the machine/system!
• When working in an elevated position use safe ladders and
platforms!
• If the machine is fitted with one or more vertical injection units, the
operating company must provide safe ladders or steps for filling
the hopper on the vertical injection unit, or employ a material
conveyor recommended by Ferromatic Milacron. The pump motor
must be switched off before filling the material hopper.
• Use only safe steps, ladders or platforms during maintenance work
on the vertical injection unit(s).
• When working on the injection unit or on one of its components
you must wear protective clothing (gloves, face protection etc.).
Danger of sustaining burns from hot surfaces in the screw cylinder
area and from escaping hot plastic material!
• When working on the machine (e.g. on the mould) switch off pump
motor and ensure the system is pressureless!
• Spare parts must conform to requirements set by FERROMATIC
MILACRON (original parts)!
00 0405 K-TEC40 - K-TEC155 3-17
Safety
3.9 Setting, repair and maintenance work
ATTENTION!
Screwed covers must only be removed after the drive has been
switched off! The cover in the nozzle area must not be used as working
area or for standing on!
The accident prevention regulation VBG1 states I § 41: "If setup,
maintenance work or removal of faults can only be carried out when certain
protective and accident prevention regulations cannot be observed, then this
work is only permitted if it is carried out by an authorized technician who is
capable of preventing any dangers which may arise."
• Inform operating personnel in time about the maintenance and
repair work to be carried out!
• During all work, observe instructions in the operating manual for
switching on/off as well as starting up/shutting down!
• Secure the system against being switched on during all repair and
maintenance work.
• All maintenance and repair work must only be carried out while the
machine is stopped, without power and pressureless!
• Secure main control unit with a lock and remove the key! Fix
warning sign on main switch/operating panel!
• Basically, no safety devices must be removed or put out of
operation (serious bruising and other life-threatening injuries
could result). If removal of safety devices by authorized persons
for setting up, repairs and maintenance is necessary, these safety
devices must be immediately re-installed and their original state
restored after maintenance and repair work has been completed.
• Check the function of safety devices after installation!
3-18 00 0405 K-TEC40 - K-TEC155
Description and function
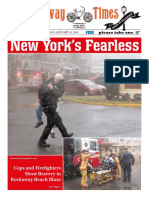
4 Description and function
2
4
1
1
5
3
Fig. 2: Machine overview
1 Clamping unit
2 Injection unit
3 Hydraulics
4 Electrics/electronics
5 IQT operator terminal
Note
Some of the machine components described are options. The
equipment of the machine can vary in individual cases.
The injection moulding machine consists essentially of two mechanical
assemblies: the clamping unit (1) and the injection unit (2). The clamping unit
serves to open and close the mould. The raw material is melted in the
injection unit and injected into the closed mould. Then the mould is opened
and the cooled part is ejected. The cycle is then repeated.
The various machine functions are carried out through the interaction of
mechanical, hydraulic (3) and electric/electronic functions (4 and 5).
Machine function is determined by the IQT control programme. The required
operational parameters are entered via the IQT operator terminal. The
programme constantly monitors the operational state via a number of sensors
and switches and controls the corresponding sequence of all operations.
00 0405 K-TEC40 - K-TEC155 4-1
Description and function
4.1 Clamping unit
4.1.1 Overview
2
1
Fig. 3: Clamping unit (without safety covers)
1 Clamping cylinder
2 Traverse cylinder
3 Strain rods
4 Stationary mould clamping platen
5 Ejector
6 Moving mould clamping platen
4-2 00 0405 K-TEC40 - K-TEC155
Description and function
4.1.2 Description
The clamping unit consists of a stationary (Fig. 3, Pos. 4) and a moving
(Fig. 3, Pos. 6) mould clamping platen. The moving mould clamping platen is
supported on the machine base. The two mould halves are mounted on the
platens. Mould movement takes place via two traverse cylinders, (Fig. 3,
Pos. 2). Via the above-positioned re-suction tank, which is fitted directly to
the clamping cylinder (Fig. 3, Pos. 1) via a flange, the clamping cylinder is
filled with or emptied of hydraulic oil during mould movement. This shortens
the time for clamping pressure build up and release. After the injection
process the moulded part cools for a time in the mould. Then the mould
opens and a hydraulic ejector (Fig. 3, Pos. 5) ejects the moulded part from
the mould. Ejection of moulded parts can occur parallel to mould movement.
The opening stroke of the mould is limited by the maximum opening stroke of
the moving platen and the height of the mould. Depending on the form and
size of the mould, a shorter than the maximum opening stroke is advisable. A
stroke measuring system constantly monitors the position of the mould.
The minimum mould installation height is determined by the minimum
distance between the two mould mounting platens. It can be altered by
installing a longer or shorter pressure bolt and/or lengthening the tie bar
frame.
In the clamping unit fast movements with great force are carried out. To avoid
injuries to the operating personnel or material damage, electronic and
mechanical safety devices form an integral part of the machine.
The front and the rear safety gate are equipped with switches, to prevent or
stop movement of the clamping unit while the safety gate is open.
WARNING!
Never disable the safety devices when operating the machine!
Manipulating safety devices (e.g. bridging or bypassing safety
switches) is not in accordance with regulation and therefore prohibited.
00 0405 K-TEC40 - K-TEC155 4-3
Description and function
4.2 Injection unit
4.2.1 Overview
1
3 6
4
2 8
7
Fig. 4: Injection unit (without safety covers)
1 Nozzle body and nozzle head
2 Traverse cylinder (2 off)
3 Screw cylinder (hidden)
4 Screw (hidden)
5 Material hopper with/without evacuating device (option)
6 Feedthroat
7 Injection cylinder (2 off)
8 Extruder motor
9 Supports with linear guides
4-4 00 0405 K-TEC40 - K-TEC155
Description and function
4.2.2 Description
The injection unit consists of a screw cylinder (Fig. 4, Pos. 3) in which the
material is melted and from which the melted material is injected into the
mould, and a material hopper (Fig. 4, Pos. 5; option) in which the raw
material (mostly granules) is filled for the injection moulding process. The
feed throat (Fig. 4, Pos. 6) is water cooled to prevent the material from
melting and sticking in the material feed area.
The screw cylinder is equipped with heater bands for the plasticizing process.
The screw serves to auger material from the hopper to the nozzle while at the
same time plasticizing and homogenising the material. As the plasticized
material collects in front of the screw, the screw (Fig. 4, Pos. 4) is pushed
back until the set plasticizing stroke is reached and the screw stops rotating.
After the mould is closed and clamping pressure has been built up, the
injection process begins. The complete screw is pushed forward like a piston
by means of two parallel injection cylinders (Fig. 4, Pos. 7) and injects the
plasticized material at high pressure through a nozzle (Fig. 4, Pos. 1) into the
mould.
Nozzle head and nozzle body form the connecting piece between screw
cylinder and the mould.
The screw cylinder is held by a yoke. A hydro motor (Fig. 4, Pos. 8; electric
screw drive as option) which is fitted via flanges to the end of the screw
cylinder, turns the screw inside the cylinder. The complete injection unit
moves on linear guides (Fig. 4, Pos. 9) by means of traverse cylinders (Fig. 4,
Pos. 2).
00 0405 K-TEC40 - K-TEC155 4-5
Description and function
4.3 Hydraulics
4.3.1 Overview
2
3
Fig. 5: Hydraulic system
1 Pressure accumulator
2 Drive unit
3 Oil filter
4 Plate heat exchanger
5 Main tank
6 Re-suction tank
4-6 00 0405 K-TEC40 - K-TEC155
Description and function
4.3.2 Description
K-TEC iseries injection moulding machines with a clamping force of 400 kN
to 1550 kN are designed with different hydraulic drive concepts. From
energy-saving variable capacity pump drive for serial sequences of
movement and multi-variable capacity pump drive for parallel movement up
to accumulator hydraulics. The moulded part determines the choice of
machine equipment. The hydraulic accumulator system installed in the
K-TEC series injection moulding machines allows for high injection
performance and the parallel operation of many machine functions e.g. the
movement of ejectors and cores parallel to mould movement or in case of the
KREC 155, with an additional hydraulic stage, mould movement parallel to
plasticizing.
The accumulators (Fig. 5, Pos. 1) are charged by a smart load control of the
pumps. Pressure relief valves protect the hydraulic system against excess
pressure. Oil quantity and pressure are matched to each respective
requirement. Control of hydraulic flow occurs via position-controlled
proportional and flow control valves.
Air vents in the main tank (Fig. 5, Pos. 5) and re-suction tank (Fig. 5, Pos. 6)
ensure that oil level fluctuations do not cause negative or excess pressure in
the tank. Air filters in the air vents prevent contaminants entering through the
air.
The oil level in the main tank is indicated at the sight glass of the oil level
monitor. If the oil level gets too low, the oil level monitor effects an
emergency-switch-off. The oil temperature is monitored by a sensor. The
working temperature of the oil lies at approximately 45°C. At 55°C a warning
is displayed on the screen of the IQT operating terminal. At 60°C, working
movement becomes impossible. If the oil temperature reaches 65°C the
pump motor switches off.
Hydraulic components of the clamping unit
At the clamping unit, clamping pressure build-up, mould movement, core pull
movement (option) and ejector movement occurs via hydro cylinders. Via the
above-positioned re-suction tank, which is fitted directly to the clamping
cylinder via a flange, the clamping cylinder is filled with or emptied of
hydraulic oil during mould movement. This shortens the time for clamping
pressure build up and release.
Hydraulic components of the injection unit
At the injection unit, unit movement, injection, screw pull-back and the
actuating of the hydraulic nozzle (option) occurs via hydro cylinders.
Plasticizing occurs via the extruder motor. An electric screw drive is available
as an option
00 0405 K-TEC40 - K-TEC155 4-7
Description and function
4.4 Electrics/electronics
4.4.1 Overview
Fig. 6: Electrics
1 Electric cabinet
4.4.2 Electric cabinet
Fig. 7: Electric cabinet
1 Operating hour meter
2 Service socket
3 Main switch
4 Connections and sockets (option)
4-8 00 0405 K-TEC40 - K-TEC155
Description and function
Power supply
Note
The machine is connected in accordance with VDE regulations or the
regulations of the local power supply station.
ATTENTION!
The machine is equipped for connection to a TN-C-network (4 leads)
with a PEN-terminal. When connection to a TN-S-network (5 leads) is
made, the bridging between the N-terminal bank and the PE-terminal
must be removed. The machine must be connected with clockwise
rotation. Only peripheral equipment may be operated on the machine
which conforms to VDE regulations for noise suppression on electric
utilities and systems.
The wire cross section as well as main fuses must be installed in accordance
with the cover page of the electrical documentation (see service handbook,
part I).
Note
For additional consumption (mould heating, sockets etc.) the cross
section of the wires must be dimensioned accordingly!
The connecting points for the power feed on the electric cabinet .1-Q1 and
the position of the PE-N bridge can be seen in the "Layout Plan Power
Supply Cabinet" and sheet 1 of group 1.
Motor, heating and control are separately protected by a circuit breaker. The
main switch .1-Q1 switches the machine of in total.
ATTENTION!
The main switch is additionally equipped with an emergency-off
function. It must be accessible at all times.
For this reason a service area of at least one metre must be kept free
around the machine.
The detailed mains connection plans are found in the service handbook.
Note
The connections for the control transformers is laid out for 400 volt.
Should the supply voltage from the net deviate, the connections on the
control transformers must be altered accordingly.
00 0405 K-TEC40 - K-TEC155 4-9
Description and function
4.5 IQT operator terminal
Overview
The IQT operator terminal consists of five parts:
– the screen relevant key board with a TFT flat screen,
– the machine relevant keyboard,
– an area with start key, operation mode selector switch, key switch and
the emergency-off key
– the keyboard for special functions
– operating panel with interfaces for printer (serial and parallel),
PC keyboard and EEPROM data carrier as well as disk drive
Fig. 8: IQT operator terminal
1 Screen relevant key board
2 Machine relevant key board
3 Key board switch
4 Keyboard for special functions (option)
5 Key board connections
4-10 00 0405 K-TEC40 - K-TEC155
Description and function
Swivelling
The IQT operator terminal can be swivelled.
Fig. 9: IQT operator terminal
1 IQT operator terminal, swivelled
2 Locking lever
Swivelling the operator terminal:
• Loosen locking lever (2)
• Swivell out operatorb terminal (1)
00 0405 K-TEC40 - K-TEC155 4-11
Description and function
4.5.1 Screen relevant key board
Overview
Fig. 10: Screen relevant key board
1 TFT flat screen
2 Softkeys
3 Quick-select keys
4 Input keys
Note
The following paragraphs provide an overview of the functions of the
individual keys.
4-12 00 0405 K-TEC40 - K-TEC155
Description and function
Softkeys (Fig. 10; Pos. 2)
1 2
Fig. 11: Softkeys and key "HELP"
1 Softkeys with screen relevant occupation
2 Key "HELP": displays Help texts on screen
The function of the softkeys (1) varies according to the selected screen
window. The current function is displayed on the bottom of the screen via the
corresponding softkey.
Screen relevant and line relevant help texts may be called up via the "Help"
key (2). Multi-page Help texts can be turned with cursor keys arrow up/arrow
down.
Screen relevant Help texts: • Put key switch in position 0
• Select required screen page
• Actuate "HELP" key
Line relevant Help texts: • Put key switch in position 1
• select desired line
• Actuate "HELP" key
00 0405 K-TEC40 - K-TEC155 4-13
Description and function
Quick-select keys (Fig. 10; Pos. 3)
1 2 3 4 5
6 7 8 9 10 11
Fig. 12: Quick-select keys
1 calls up page 10 (data carrier and data transmission)
2 calls up page 30 (cylinder heating parameters)
3 calls up page 50 (clamping unit parameters)
4 calls up page 60 (core pull and air units parameters)
5 calls up page 40 (injection unit parameters)
6 calls up page 70 (automation parameters, e.g. robot for extraction)
7 calls up page 80 (graphic trend display of operational state)
8 calls up page 20 (operating gate)
9 calls up page 13 (freely composable screen pages)
10 calls up page 17 (machine diagnostics)
11 displays the list of alarm messages
Note
Quick-select and input keys can also be used for input of the respective
letters and signs printed above left. For this the "ALT" key together with
the desired key must be pressed. This input is only possible on certain
screen pages.
4-14 00 0405 K-TEC40 - K-TEC155
Description and function
Input keys (Fig. 10; Pos. 4)
2
6
1
15 14 13 12 11 10 9 8
Fig. 13: Input keys
1 Switch over print mode ASCII / Graphic
2 Print out (only possible when printer is connected)
3 ERASE key to erase messages
4 Back up
5 Keys for cursor control, i.e. to select individual input fields on screen pages
6 CLEAR key erases the input in the field the cursor is currently in
7 ENTER key to confirm entries
8 Holding ALT key pressed changes the function of the remaining keys; they can
now be used for input of the respective letters printed above right
9 Next page
10 Switch over from foreground set of data to background set of data
11 Direct page selection through input of page number
12 Page in page function: Fade in a smaller second page through input of page
number
13 Enlarge / reduce a second faded in screen page
14 Previous page
15 Selecting additional injection units, on multiple components/colours injection
moulding machines
Note
The input keys can also be used for input of the respective letters and
signs printed above left. For this the "ALT" key together with the
desired key must be pressed. This input is only possible on certain
screen pages.
00 0405 K-TEC40 - K-TEC155 4-15
Description and function
Working with the screen (Fig. 10; Pos. 1)
When the machine is switched on the software starts automatically and the
index page appears on screen. The language can be selected via the first
three softkeys.
1
Fig. 14: Table of contents (index) of the IQT-Control
1 Softkeys for language selection
After each start the fault message "Mains voltage failed" appears in the status
line. The message can be erased by pressing the "ERASE" key.
Direct page selection Certain pages can be selected via the quick-select keys or the input key "P",
after which the page number is entered.
Page selection via index • Select screen page 0 "Table of contents"
• Select the desired group via cursor keys
• Actuate "ENTER" key
The index of the desired group is displayed
• Select the desired page via cursor keys
• Actuate "ENTER" key
The desired screen page is displayed
4-16 00 0405 K-TEC40 - K-TEC155
Description and function
Page in page function • Actuate key "W"
• Enter number of the reduced page to be faded in
• Actuate "ENTER" key
Erasing page in page • Actuate key "W"
function
• Actuate "ENTER" key
Note
A cyclic update of actual values takes place in the reduced display.
Build up of
screen pages 1
8
3
7 4
6
5
Fig. 15: Screen layout
1 Screen page number and title; information to unit and time
2 Input field
3 Adding shot counter
4 Subtracting shot counter
5 Input control window with information on selected print mode:
AS = ASCII or GR = graphic
6 Occupation of softkeys
7 Status information, from left to right: position of moving mould clamping platen,
cycle time, clamping pressure, ejector position, step display; fault messages also
appear in this line
8 Status information, from left to right: position of screw, plasticizing time, screw
speed, selected injection unit with multi colour machines (additional function), oil
temperature; fault messages also appear in this line
9 Number of the screen line
00 0405 K-TEC40 - K-TEC155 4-17
Description and function
Required value entry The respective values are entered directly via the number keys and must be
confirmed with the ENTER key. On some pages the last entered value can be
repeated via softkey "Duplicate".
Before a required value is accepted a plausibility test takes place i.e. a test is
carried out to see if the value entered is valid. Incorrect entries can be erased
via the key "CLEAR".
Activating If no key is pressed for longer than 10 minutes, the screen is switched dark
Screen-saver automatically. Actuating any key reactivates the screen. The screen can be
switched dark manually on pages 0 to 9 by pressing softkey "Screen dark".
1 2
Fig. 16: Softkeys for language selection and screen darkening
1 Softkeys for language selection
2 Softkey for screen darkening
4-18 00 0405 K-TEC40 - K-TEC155
Description and function
Background colour The background colour of the screen can be switched from light to dark on
screen 17.0 in line 17.
Screen contrast and Contrast and brightness of the screen can be regulated via softkeys on
brightness screen page 17.0.
1 2
Fig. 17: Screen background, contrast and brightness
1 Softkeys for regulating contrast
2 Softkeys for regulating brightness
3 Switching screen background to light/dark
00 0405 K-TEC40 - K-TEC155 4-19
Description and function
4.5.2 Machine relevant key board
Overview
Fig. 18: Machine relevant key board
1 Machine relevant key block 1
2 Machine relevant key block 2
Note
The following graphic display provides an overview of the functions of
the individual keys.
Machine relevant key block 1 (Fig. 18; Pos. 1)
1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16
Fig. 19: Machine relevant key block 1
1 Open mould
2 Closing mould
3 Injection unit forward
4 Injection unit return
5 Pump motor off
6 Pump motor on
7 Cylinder heating off
8 Cylinder heating on
9 Ejector return
10 Ejector forward
11 Injection
12 Plasticizing
13 Key A1: Back up
14 Key A2: Back up
15 Mould heating off
16 Mould heating on
4-20 00 0405 K-TEC40 - K-TEC155
Description and function
Machine relevant key block 2 (Fig. 18; Pos. 2)
1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16
Fig. 20: Machine relevant key block 2
1 Move in core 1
2 Move out core 1
3 Move in core 2
4 Move out core 2
5 Key A3: Back up
6 Key A4: Back up
7 Reduce cylinder temperature
8 Reduce mould temperature
9 Move in core 3
10 Move out core 3
11 Move in core 4
12 Move out core 4
13 Activate air valve 1
14 Activate air valve 2
15 Activate air valve 3
16 Activate air valve 4
00 0405 K-TEC40 - K-TEC155 4-21
Description and function
Operating panel for second injection unit (option)
The operating panel for the second injection unit installed in L position can be
switched on and off via the key switch. When operating panel is switched on,
the message "Additional keys secondary unit active" appears on screen. The
keys on the IQT operator panel (injection unit forward, injection unit return,
plasticizing and injection) are then non-functional.
1 2 3
Fig. 21: Operating panel for second injection unit (option)
1 Emergency-off switch
2 Key switch for switching operator panel on and off
3 Unlock rear safety gate (option)
Possible functions
1 2 3 4
Fig. 22: Possible functions of second injection unit
1 Injection unit return
2 Injection unit forward (when mould is closed and clamping force is built up)
3 Plasticizing
4 Injection
4-22 00 0405 K-TEC40 - K-TEC155
Description and function
4.5.3 Key board switch
Overview
1 2 3 4
Fig. 23: Key board switch
1 Start key
2 Operation mode selector switch
3 Key switch for right of access
4 Emergency-off switch
Operation mode selector switch (Fig. 23; Pos. 2)
The operation mode selector switch has four positions, each of which make
possible respective functions.
2 3
1 4
Fig. 24: Operation mode selector switch
1 Operation mode "Setting"
2 Operation mode "Manual"
3 Operation mode "Semi-automatic"
4 Operation mode "Automatic"
00 0405 K-TEC40 - K-TEC155 4-23
Description and function
Operation mode "Setting" In operation mode "Setting" the following operations are possible with safety
gates closed, i.e. the following keys are active on the machine relevant
operating panel (see Chapter 4.5.2):
– Open mould
– Closing mould
– Ejector forward and return
– Injection unit return
– Run down of air program/core pull programme in connection with
programme keys
Note
The setting pressure entered in line 50.02 acts as maximum pressure
When changing from another operation mode to operation mode "Setting", all
currently running processes are interrupted. If a hydraulic nozzle is fitted, it
opens.
Operation mode "Manual" In operation mode "Manual" the following operations are possible with safety
gates closed, i.e. the following keys are active on the machine relevant
operating panel (see Chapter 4.5.2):
– Open mould; upon pressing key, mould, with set values, opens
completely
– Close mould; upon pressing key, mould, with set values closes
completely
– Injection unit forward; for this, mould must be closed and clamping
pressure built up
– Injection unit return
– Injection; the injection pressure is limited to half of the maximum
injection pressure of the individual injection stages or to a maximum of
85 bar.
– Plasticizing, as long as the key is pressed; for this, screw release must
have occurred
– Ejector forward and return; for this, mould opening stroke must have
been reached and cores, if existing, must have moved out
When changing from operation mode "Semi-automatic" or "Automatic" into
operation mode "Manual" the currently running cycle is completed and the
machine is then stopped.
4-24 00 0405 K-TEC40 - K-TEC155
Description and function
Operation mode "Semi- In operation mode "Semi-automatic" a complete machine cycle with entered
automatic" parameters runs down. The cycle is started by pressing the "Start" (see
Chapter 4.5.3) key. The cycle can only start, when the mould has moved
open fully and the ejector is in the rearward position and dwell time has
expired. Also, no fault must exist which could prevent the cycle, e.g. a
missing screw release.
Operation mode In operation mode "Automatic" all machine cycles with set parameters, run
"Automatic" down sequentially until the process is interrupted by the operator or the
machine control, e. g. the occurrence of certain faults.
When changing to operation mode "Manual" or "Semi-automatic" the
automatic cycle is completed. The started cycle runs to the end. When
changing to operation mode "Setting" the cycle is interrupted immediately.
00 0405 K-TEC40 - K-TEC155 4-25
Description and function
Key switch (Fig. 23; Pos. 3)
The key switch can not be actuated without the correct key. There are four
categories of keys:
– Key Y switches up to switch position 1
– Key X switches up to switch position 2
– Key Z switches up to switch position 8
– Key P switches up to switch position 9
Fig. 25: Key switch
The key switch positions each allow access to a certain range of functions.
NOTE
Always set the key switch to position "0", when all settings have been
carried out and never leave the key in the switch.
Range of functions at – Page selection
Position 0 (key removable) – Help texts (screen relevant)
– Activate tolerance excess counter (max. number of times tolerance
can be exceeded until machine standstill, screen line 80.06)
– Standard graphics (or process graphics): Operating mode "Cyclic
measurement"
– Required value entry on the user compiled screen pages 13.0 to 13.2;
password required
4-26 00 0405 K-TEC40 - K-TEC155
Description and function
Range of functions at – All functions of key position 0
Position 1 – Page and line selection
– Required value entry
– Mould height adjustment
– Ejector zero point adjustment
– Reading of data carrier
– Standard graphics: Operating mode "Single display"
– Help texts (line related)
Range of functions at – All functions of key position 0-1
Position 2 – Writing on data carrier
– Build up of user compiled screen pages 13.0 to 13.2
Range of functions at – All functions of key position 0-2
Position 3 – Text input in user compiled screen pages 12.3 to 12.6
– Screw cylinder definitions on screen page 19.1
– Establishing a password to enable required value input on the user
compiled screen pages 13.0 to 13.2 in key switch position "0"
– Screen pages 22.0 and 23.0 become visible
Range of functions at Function as position 3
position 4–7
Range of functions at – All functions of key position 0-7
Position 8 – Selecting diagnostics pages starting from screen page 87.0
– Regulator adjustment for cylinder heating
Range of functions at – Diagnostics mode, only for service purposes
Position 9
00 0405 K-TEC40 - K-TEC155 4-27
Description and function
Card reader for IQT.net (option)
Right of access to the IQT.net can be gained either via the 10-stage key
switch or via a smart card reader.
Via the smart card reader, right access is regulated with access cards (smart
cards). These access cards contain the user code (digits or text) and the user
level (0 to 9). The user levels 0 to 9 release the same functions as the key
switch positions 0 to 9.
In addition for later required value inputs, the contents of the freely
composable screen page 13.1 to 13.2 can be stored on the access card.
Creating access cards Access cards can be created directly at the IQT control. To do this, an access
card with user level 8 is required (=mastercard).
• Insert the access card with user level 8
• Compile freely composable screen pages 13.0 to 13.2
• Select screen page 13.9 to produce new access card
• Remove the access card with the user level 8
• Insert new access card
• Set user level in line 2, i.e. enter a value between 0 to 9
• Enter user code in line 3 (digits or text)
Fig. 26: Screen page 13.9: "Card reader"
4-28 00 0405 K-TEC40 - K-TEC155
Description and function
• Determine in line 6 to 8, which of the three freely configurable screen
pages are to be stored on the access card (value 1)
• Actuate softkey "Create card"
The question "Create new access card yes=1/no=0?" appears
• Enter value 1 and actuate key "ENTER"
A new access card with the set user level is created and the contents of the
freely configurable screen pages are stored on the card.
Modifying access cards • Insert the access card with user level 8
• Select screen page 13.9
• Remove the access card with the user level 8
• Insert the access card to be modified
• Actuate Softkey "Read card"
The user level, the user code and the freely configurable screen pages 13.1
to 13.2 stored on the access card are indicated. The contents of the freely
configurable screen pages is displayed after having selected the
corresponding freely configurable screen page 13.1 to 13.2.
• Make modifications
• Actuate softkey "Create card"
• The question "Create new access card yes=1/no=0?" appears
• Enter value 1 and actuate key "ENTER"
Note
The user level (0 to 9) stored on the access card corresponds
functionally to the respective key switch position of the 10-stage key
switch.
The user code stored on the smart card is used for operating data
collection. When required value changes are recorded, the user code is
also recorded.
Drawn access card corresponds to key switch position 0; which, e. g. is
required to display page related Help texts.
new access cards can be ordered under part number 0132524 from
Ferromatic Milacron.
00 0405 K-TEC40 - K-TEC155 4-29
Description and function
Emergency-off switch (Fig. 23; Pos. 4)
Fig. 27: Emergency-off switch
The emergency-off switch immediately stops all machine movement. At the
same time the message "Emergency-off key actuated" appears on the
Display.
ATTENTION!
Activate the Emergency-off immediately, when persons are endangered
by the machine or material damage threatens.
Watch for other people near the machine and care for their safety!
Further information: Chapter 3 "Safety"
4.5.4 Keyboard for special functions, option
Fig. 28: Keyboard for special functions
Keys "S1" to "S16" can be occupied with special machine functions, e. g.
additional air valves, moving additional cores in and out as well as special
functions related to special programmes.
4-30 00 0405 K-TEC40 - K-TEC155
Description and function
4.5.5 Key board connections
Overview
The lower section of the IQT operator terminal contains connections for
printer (serial or parallel), PC keyboard and EEPROM data carrier as well as
3.5" -disk drive.
1
6
5 4
Fig. 29: IQT operator panel connections and disk drive
1 EEPROM data carrier or smart card reader for IQT.net (option)
2 3.5" disk drive
3 Printer connection
4 PC keyboard connection
5 "Schuko" protective socket
6 Back up
00 0405 K-TEC40 - K-TEC155 4-31
Description and function
4-32 00 0405 K-TEC40 - K-TEC155
Installation
5 Installation
This chapter describes the requirements for machine location and the
procedures for installing and levelling the machine.
5.1 Technical data for machine location
The dimensions of the machine are found in Chapter 10 "Technical data".
Allow at least one meter of space around the machine for service and
maintenance work. Additional space is required to completely open the doors
of the electrical cabinet. Further information is found in the machine
installation plan. Additional space could be required for removal of the screw
or a strain rod.
5.1.1 Noise emission value
In compliance with the third ordinance of the German equipment safety law
(Machine Noise Information Ordinance - 3. GSGV) of January 18, 1991, the
work place related emission values LPA in db (A) stated in the table below
were measured on Ferromatik Milacron injection moulding machines.
The measurements were carried out according to DIN 45635, ISO 3744,
ISO 6081 and EN 201. The results achieved are a mean value, considering
ambient conditions. They are valid exclusively for standard machines relative
to the position of the operating personnel.
db (A) db (A)
Standard S-Version
K-TEC 40 72 78 / 65*
K-TEC 60 74 79 / 67*
K-TEC 85 75 80 / 72*
K-TEC 110 76 80 / 75*
K-TEC 155 78 78
Fig. 30: *) with pulsation damper (optional equipment)
5.1.2 Permissible ambient conditions
• Temperature and humidity according to EN 60204-1:1997
• Lighting according DIN 5035, part 2
00 0405 K-TEC40 - K-TEC155 5-1
Installation
5.2 Installing the machine
5.2.1 Preparation for delivery of machine
The dimensions of the machine are found in the installation plan in
Chapter 10 "Technical data". Please observe that at least 60 cm of free room
is required on the hydraulics side for adequate access to the hydraulics.
It is recommended to install the machine elastic. The anti-vibration pads
dampen machine vibration and prevent transference of vibration to the
environment surrounding the machine. They allow for easy alignment of the
machine.
Equalizing disc If the 20 mm lifting height of the anti-vibration pads is not sufficient for
levelling adjustment, an equalizing disc can be inserted between the machine
base and anti-vibration pad.
Fig. 31: Equalizing disc part no. 0004841
Do not remove transport brackets from the machine before it is in its
designated location.
Please observe the following requirements when selection the machine
location:
• The foundation must comply with the permissible load per square
centimetre rating necessary to support the machine.
• Adequate space must be provided for peripheral equipment (handling
devices, automatic loaders, coolers, conveyors, and packaging, cutting
and other processing devices).
• Make provisions for connecting the machine (power, cooling water
supply and drainage, air pressure)
• An overhead crane and/or lift truck must be available for machine
maintenance and mould handling.
5-2 00 0405 K-TEC40 - K-TEC155
Installation
5.2.2 Preparation for transport within company's premises
ATTENTION!
Whenever the machine is transported all shipping brackets must be
installed to the clamping unit and injection unit.
Transport the machine with mould clamping platens fully opened.
• Move mould clamping platens to maximum distance between platens.
• Switch machine off at main switch.
• Disconnect power and water supply from machine.
5.2.3 Transporting the machine
ATTENTION!
Use only lifting devices (e.g. crane) with a load rating that is adequate
for the total weight of the machine (observe safety tolerance).
Before lifting the machine observe the installation plan with regard to
weight and suspension as well as diameter of the transport slings. The
total weight of each machine in Technical data (Chapter 10) serves as a
guide. The weight may vary depending on optional equipment.
Use only undamaged impact chains or slings. Never shorten impact
chains or slings with knots or bolts.
Make absolutely sure that the load capacity of the impact chains or
slings is selected higher than the corresponding sling-to-load angle.
Use the following table as a guide.
To remain within the load rating of the slings, the sling-to-load angle
should remain as close as possible to 90°, even when additional slings
become necessary.
00 0405 K-TEC40 - K-TEC155 5-3
Installation
Fig. 32: Sling-to-load angle for chains and slings
Load capacity of chains and slings
Sling-to- Actual load capacity in % of
load rated load capacity
angle α
90 ° 100.0 %
75 ° 96.6 %
60 ° 86.6 %
45 ° 70.7 %
30 ° 50.0 %
15 ° 25.8 %
5° 8.7 %
5-4 00 0405 K-TEC40 - K-TEC155
Installation
• Remove packaging materials, but leave shipping brackets installed.
• Safely secure the impact chains or slings to the four transport eyes.
• Lift machine slowly and adjust chains if necessary; set down machine
again to do this.
Fig. 33: Four transport eyes
DANGER!
Make sure that no person or parts of the body, e. g. feet, are underneath
the suspended machine.
• Lift machine and move it to the designated location.
• The machine on delivery must be set on a prepared support to install the
anti-vibration pads (see Fig. 34, page 6) (if not previously installed);
make sure the support does not block the installation points of the pads.
DANGER!
Do not install the anti-vibration pads to a hanging, unsupported
machine!
• Install the anti-vibration pads supplied.
• Lift machine and remove support.
• Slowly set down machine on floor.
• Remove lifting devices.
• Remove shipping brackets.
• Check machine for transport damage and check shipping documents
against shipment.
• If necessary fill out the enclosed transport damages forms and
immediately report the damage to Ferromatik Milacron Maschinenbau
GmbH.
00 0405 K-TEC40 - K-TEC155 5-5
Installation
WARNING!
When installing the machine ensure that hoses do not protrude into an
area where they could be damaged. Failure to follow these instructions
can lead to injury and/or machine damage.
Fig. 34: Installation point of the machine
1 Machine base
2 Levelling screw
3 Counter nut
4 Equalizing disc
5 Anti-vibration pads
5-6 00 0405 K-TEC40 - K-TEC155
Installation
5.2.4 Reporting transport damage
Ferromatik Milacron Maschinenbau GmbH Riegeler Str. 4
79364 Malterdingen
REPORT OF TRANSPORT DAMAGE
On the injection moulding machine delivered to us by Ferromatik Milacron
Type Machine No…….we have detected the following damages:
------------------------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------------------------------
The transport supervisor/mechanic from Ferromatik Milacron, Mr. ……………..has taken note of
these damages.
We request repairs/spare parts delivery/rectification of damages. We expressly confirm that the
damages on the machine were not caused by us but that the machine arrived at our premises in this
condition.
Location: ……………………………, Date…………………………..
___________________________ ___________________________
(Signature) (Signature of witnesses)
Address:
p.s. Please send the original consignment note with this report.
Comments by Firma Ferromatik Milacron Maschinenbau GmbH:
Taken note of damage on: .......... from: ................................................
Damages referred to Albingia Versicherung AG, Hamburg on ……
00 0405 K-TEC40 - K-TEC155 5-7
Installation
5.2.5 Erecting the electric cabinet
Only for K-TEC 155 For transport, the electric cabinet is fixed to the machine with two brackets. In
order to avoid transmission of vibration from the machine to the electric
cabinet, the electric cabinet should be removed from the machine before the
machine is commissioned and installed on the levelling pads which have
been supplied.
Note
The packaged levelling screws and levelling pads are contained in the
electric cabinet.
Procedure: • Screw levelling screws (4x) into the threaded holes of the brackets.
• Set levelling pads underneath and screw in levelling screws until the
electric cabinet is supported on the levelling pads.
• Secure levelling screws with counter nuts.
• Remove screws with which the brackets were secured to the machine
base.
• Align electric cabinet horizontally.
1 2 3
Fig. 35: Alignment elements for electric cabinet
1 Machine base
2 Retaining screws
3 Levelling screws and elements
4 Electric cabinet
5-8 00 0405 K-TEC40 - K-TEC155
Installation
5.2.6 Installation with crane*
WARNING!
Cranes, lifting devices, slings, eye bolts and other lifting equipment
have a maximum load rating which must not be exceeded. Observe all
valid standards and regulations. Failure to follow these instructions can
lead to serious injury and/or machine damage.
Procedure: • Lift the crane with suitable lifting device such as fork lift or hall crane.
Use the area intended for this (see drawing).
• Adjust the crane so that the fixing bores are set about 2 mm before the
Sling threads provided on the nozzle plate.
• Turn the four retaining screws by hand and insert the dowel pin provided
into its seating by lightly tapping it with a plastic hammer. Now the crane
is fixed.
• Check the vertical alignment of the strain rod as well as the horizontal
alignment of the crossbeam.
• Now "cross-tighten" the four retaining screws to the torque value
specified in the table.
• Insert the lifting crab preassembled at the factory into the guides by
loosening the lifting bolt.
• Tighten the lock nut against the retaining nut so that it acts as counter
nut.
The load rating specified on the crane must not be exceeded under any
circumstances!
Machine type Torque value (Nm) Dowel pin
K-TEC 40 210 No
K-TEC 60 210 No
K-TEC 85 210 No
K-TEC 110 210 No
K-TEC 155 210 Yes
*) Optional equipment
Maintenance The retaining screws and lock nut must be checked for tightness at suitable
intervals as must the vertical alignment of the strain rod and the horizontal
alignment of the crossbeam.
00 0405 K-TEC40 - K-TEC155 5-9
Installation
5.3 Aligning the machine
Note
For proper machine operation it is absolutely necessary to level the
machine precisely along and across its axes. If the specified alignment
is not attainable Ferromatik Milacron customer service must be
informed.
The individual steps may need to be repeated until both axes are level.
Machine alignment must be checked at least once a year or after
5000 operating hours.
Proper alignment of the machine must be checked:
• before disassembling the clamping unit,
• before exchanging a tie rod, a tie rod nut,
• before disassembling the tie bar frame
5.3.1 Aligning the base
Measuring instruments Frame level 0.1 mm, internal micrometer with extension, measuring gauge
with magnetic stand, spirit level 0.1 mm, ground shaft with 0.1 mm maximum
concentricity and taper or equivalent straight edge
– Testing spirit level before use: Inflection test
– Permissible tolerance for all test points: 0.2 mm/m
– Machine stands on all anti-vibration pads, all levelling screws are
brought to torque evenly
– Machine is filled with oil, preserving agents are removed
5-10 00 0405 K-TEC40 - K-TEC155
Installation
Alignment levels and anti-
vibration pads
3
4
2
Fig. 36: Alignment levels
The machine is aligned by means of height-adjustable anti-vibration pads:
The rough alignment is made via the outer elements (alignment levels 1
and 2); the fine alignment via alignment levels 3 and 4, which supports the
machine base.
If a dual arrangement of pads is used there should be an even load
distribution.
Move machine to alignment position
• Switch machine on (the individual operations are described in Chapter 7
"Running and operating the machine").
• Bring moving mould clamping platen into central position.
• Move injection unit forward until nozzle head is flush with the clamping
surface of the mould clamping platen.
• Heat screw cylinder to 220 °C.
• Move screw into forward position.
00 0405 K-TEC40 - K-TEC155 5-11
Installation
Align mould clamping platen
• Put spirit level on the lower tie bars. The contact point should be
approximately 10 mm from the platen.
• Put spirit level over the lower tie bars with the aid of a shaft or straight
edge.
• Turn levelling screws on the anti-vibration pads (alignment level 1), until
both spirit levels are aligned.
Fig. 37: Measuring layout stationary mould clamping platen
5-12 00 0405 K-TEC40 - K-TEC155
Installation
Align end plate
• Put spirit level on the lower tie bars. The contact point should be
approximately 10 mm from the clamping cylinder.
• Put spirit level over the lower tie bars with the aid of a shaft or straight
edge.
• Turn levelling screws on the anti-vibration pads (alignment level 2), until
both spirit levels are aligned.
Fig. 38: Measuring layout end plate
00 0405 K-TEC40 - K-TEC155 5-13
Installation
Aligning moving mould clamping platen
ATTENTION!
The moving mould clamping platen must only be levelled with the anti-
vibration pads.
• Put spirit level on the lower tie bars. The contact point should be
approximately 10 mm from the platen.
• Put spirit level over the lower tie bars with the aid of a shaft or straight
edge.
• Turn levelling screws on the anti-vibration pads until both spirit levels
are aligned.
Fig. 39: Measuring layout moving mould clamping platen
Checking alignment
The alignment of the stationary and moving mould clamping platens as well
as the end plate must be checked as described above and adjusted if
necessary. Several repeats may be necessary depending on adjustment
stroke. The alignment sequence described must be followed.
5-14 00 0405 K-TEC40 - K-TEC155
Installation
Supporting the base
If all levels are correct the machine base in alignment level 3 and 4 can be
supported.
• Turn levelling screws on the anti-vibration pads of levels 3 and 4. The
elements should carry load but have no influence on measurement.
Checking mould clamping platen
• Put frame level on the stationary and the moving mould clamping platen.
Clamping platens must be angular to the tie rod frame.
Fig. 40: Measuring layout of mould clamping platen
After service work:
Checking parallelism of guide rails to tie rods:
• Put spirit level 100 mm from beginning / end of guide rails
Note
During operation an even lubricating film must form around the tie bars.
00 0405 K-TEC40 - K-TEC155 5-15
Installation
5.3.2 Aligning injection unit
1 1
Fig. 41: Aligning injection unit
1 Contact points for spirit level
• Position spirit level on the linear guides in front of cross member and
behind the rear cross member for aligning laterally.
• For longitudinal alignment position spirit level on the piston rods of the
injection cylinder.
• Turn levelling screws in the cross members until both spirit levels are
aligned.
Fig. 42: Measuring layout injection unit
5-16 00 0405 K-TEC40 - K-TEC155
Installation
5.3.3 Checking the alignment of the nozzle head in the stationary mould clamping
platen
WARNING!
To avoid strain during operation the nozzle head must be seated totally
centric to the stationary platen. Disregarding these instructions leads to
increased wear on the nozzle head and serious machine damage.
Prerequisite for correct measurement is a heated screw cylinder.
• Move injection unit forward until nozzle head is flush with the clamping
surface of the stationary mould clamping platen.
Fig. 43: Checking nozzle alignment
• Measure nozzle distance to clamping platen horizontally and vertically
with callipers. Maximum permissible tolerance is 0.1 mm
5.3.4 Aligning nozzle on sprue bushing in the mould
Note
The injection unit is aligned before delivery. If misalignment is detected
after checking the nozzle head, inform Ferromatic Milacron customer
service. If misalignment is undertaken as follows it is done under own
responsibility!
Measuring layout
• Position spirit level as decribed in (see Chapter 5.3.2 "Aligning injection
unit")
00 0405 K-TEC40 - K-TEC155 5-17
Installation
Procedure
Notes
When aligning nozzle in the clamping platen also observe the horizontal
position of the injection cylinder axis!
When aligning nozzle also observe the parallel position of the injection
cylinder axis to the machine axis!
• Heat screw cylinder to 220 °C or processing temperature.
• Purge screw cylinder and move screw into forward position.
• Loosen the cam on the roller bearing of the screw cylinder support so
that the roller bearing is free.
• Move injection unit into stationary mould clamping platen until the nozzle
head is in the centre hole.
• Loosen traverse cylinders from the stationary mould clamping platen.
Correcting vertical • Vertical deviation up to 0.2 mm must be corrected by adjusting the cam
deviation on the roller bearing of the screw cylinder support.
5
4
2
1
Fig. 44: Correcting vertical deviation
1 Adjusting screws in the cross members
2 Linear guides
3 Traverse cylinder
4 Injection cylinder
5 Counter nut
5-18 00 0405 K-TEC40 - K-TEC155
Installation
• At larger deviations loosen the cross member retaining screws located
under the cross member.
• Turn setting screws on cross members until nozzle head is vertically
aligned. To do this, adjust cross member setting screws evenly.
• Check with spirit level; re-adjust if necessary until injection cylinder axis
is level.
Correcting horizontal The injection unit can be moved horizontally by loosening the retaining
deviation screws on the cross members.
• Correct horizontal deviation by moving injection unit.
• Retighten retaining screws on cross members.
• Install traverse cylinder to stationary mould clamping platen and level
towards rear.
• Move injection unit to rear limit stop: Screw cylinder must not move out
of its centric position.
• If necessary adjust the mechanical stop on the traverse cylinder piston
rods.
• Checking and setting synchronism of injection cylinder piston rods:
– Move screw into forward position
– To do this, bring operation mode selector switch in position "manual"
and actuate key "injection"
Injection cylinder moves to mechanical stop. This must take place
simultaneously, free of impact and distortion.
• Correcting measures
– Loosen counter nut on piston rod
– By turning the piston rod, determine the position in which the
approach to the mechanical stop occurs simultaneously, free of
impact and distortion
– Tighten counter nut on piston rod
00 0405 K-TEC40 - K-TEC155 5-19
Installation
5.3.5 Checking mould clamping platen parallelism
Mould clamping platen parallelism is measured 20 mm before minimum and
maximum mould opening width. This prevents the clamping cylinder rod from
sitting on the limit stop and distorting the measurement through strain.
Fig. 45: Measuring clamping platen parallelism, example
• Move to each respective measuring point.
• Measure 4 points with internal micrometer. The measuring points are to
be selected 50 mm from the inside of the rods to the centre of the
platen.
• Record measurements and compare.
The permissible tolerance for all matching measurements depends on the
machine:
– K-TEC 40 - K-TEC 60 = 0.25 mm
– K-TEC 85 - K-TEC 155 = 0.30 mm
When measurements lie outside the tolerance, all alignment levels must be
checked and adjusted.
Note
When parallelism is incorrect but no deviation is detected, Ferromatik
Milacron customer service must be notified. Do not operate the
machine under any circumstances.
5-20 00 0405 K-TEC40 - K-TEC155
Installation
5.4 Cleaning, filling and connecting the machine
5.4.1 Cleaning the machine after delivery
Removing rust protection
ATTENTION!
• All rust protection must be removed completely, since it could
damage the hydraulic cylinder seals during machine operation. Do
not use chlorinated hydrocarbons, such as PER, TRI or similar
products to remove the rust protection!
• Solvents may be used to remove the rust protection from the rod
mountings, the bore holes of the end plate and the mould clamping
platen.
• When using solvents, provide for adequate ventilation in the work
area!
• Solvents are flammable! Make sure there is no open fire or danger
of sparks in the work area! Dispose of solvent soaked rags
immediately and properly!
Procedure • Remove rust protection from all blank parts (e.g. hydraulic cylinder,
guides) with solvent.
• Immediately lubricate all bare parts with acid-free oil.
5.4.2 Fitting the material hopper
DANGER!
Do not step on machine parts which are marked with corresponding
warning symbols.
Always use tested and approved ladders or scaffolds and make sure
they are set up correctly.
• Install hopper to feed throat
00 0405 K-TEC40 - K-TEC155 5-21
Installation
5.4.3 Filling with hydraulic oil
CAUTION
Avoid constant skin contact with the hydraulic oil. Thoroughly clean
skin after every contact with the oil. If eyes come in contact with oil,
thoroughly rinse them with copious quantities of water.
Main tank and re-suction tank must be filled separately with hydraulic oil
HLP 46 at maximum mould opening width. Precise specifications are listed in
chapter "Lubricant recommendations".
Oil tank capacity [l]
K-TEC 40 175
K-TEC 60 190
K-TEC 85/ K-TEC 110 290
K-TEC 155 450
Bleeding pump housing
Before filling the hydraulic tank with oil the pump housing must be bled.
• Remove upper oil leakage connection of the pump
• Fill housing with hydraulic oil until oil emerges
• Reinstall leakage oil connection
Fig. 46: Hydraulic pump
1 Oil leakage connection
5-22 00 0405 K-TEC40 - K-TEC155
Installation
ATTENTION!
All hydraulic oil must be pre-filtered to 5 microns before it is added to
the system. Failure to follow these instructions can lead to machine
damage.
Procedure • Remove cover from main tank
• Open filler neck on main tank
• Open filler neck on re-suction tank
Fig. 47: Oil filler openings
1 Oil filler opening on the re-suction tank
2 Oil filler opening on the main tank
• Fill re-suction tank until oil returns to the main tank via the transparent
return hose (see Fig. 48)
Fig. 48: Re-suction tank
1 Re-suction tank, underside
2 Return hose
00 0405 K-TEC40 - K-TEC155 5-23
Installation
• Fill main tank until oil level lies in the upper half of the oil level sight
glass
• Run a few machine cycles with minimum mould installation height and
an opening stroke of 200 mm
• Check oil level in main tank
• Top up main tank until oil level lies in the centre of the sight glass
Fig. 49: Oil level sight glass and monitor
1 Oil level sight glass on main tank
ATTENTION!
During the initial filling process and after each oil change the hydraulics
must be bled (Checking hydraulic functions (Chapter 6.4)). Please
observe that for problem-free functioning of your injection moulding
machine the oil checks/changes prescribed in Chapter 9 "Repairs and
maintenance" must be adhered to.
5-24 00 0405 K-TEC40 - K-TEC155
Installation
5.4.4 Cooling water connection
A 3/4" cooling water feed connection and a 3/4" cooling water drain
connection with corresponding flow must be fitted.
ATTENTION!
Ensure that the cooling water quality is suitable! See Chapter 10.1
"Instructions on the operation of the plate heat exchanger".
Lay or fit the supply and drain hoses so that they cannot be damaged or
cause tripping.
• Connect the cooling water supply and drainage
The main cooling water supply and drain lines are to be fitted with G1" up to
the machine. The connection of the cooling water manifold is distributed with
G ¾".
Openings in the machine base are provided for laying piping. Together with
the c-profiles for mounting, auxiliary units can be installed and connected at
many points.
When installing pipes, intermediate hose pieces for supply and drainage must
be used. The cooling water manifold is fitted with ¾" hose fittings. The supply
line must be connected to the lower hose connection, the drain line to the
upper connection.
The supply and drain lines to and from the mould are connected at the bottom
of the manifold. Supply at the front and drain at the back, according to
illustration (observe arrows).
Wittmann flow regulator
series 101
Common
drain
Common
supply
Mould
Fig. 50: Flow regulator
00 0405 K-TEC40 - K-TEC155 5-25
Installation
The arrangement of one regulating valve each for the forward and the return
flow in each cooling water circuit allows the control of the cooling water flow
either in front of or behind the mould, resulting in pressureless or pressurized
water circulation.
If the cooling water circulation is severely throttled, it is of advantage to
regulate in the return flow, to guarantee a full flow through all cooling water
channels.
The cooling water manifold can also be connected to a heating unit for
controlling mould temperature. The maximum permissible water temperature
is 100°C at a maximum of 4 bar (see thermometer).
Observe that the water connection for the feedthroat is supplied separately
with cooling water from the manifold.
The transparent tubes with graduation lines and floats allow the water flow in
each cooling water circuit to be checked at any time. The tubes are easy to
clean. After screwing off the sealing cap the tube can be cleaned with a brush
or lifted out if necessary. The floats in the tubes rise with increasing flow. The
position of the floats indicates the volume of flow. This is indicated in the
diagram.
Flow diagram: Wittmann
flow regulators series 101
and 301* Series 101* Series 301*
200
100
Scaling
10 l/min
1 10 20 30
Fig. 51: Flow diagram
Flow area per circuit: 0 to 10 l/min (30 l/min*)
Max. pressure: 10 8 6 4 bar
Max. temperature: 40 60 80 100 °C
*) Connection of cooling water manifold with G 1 ¼"
5-26 00 0405 K-TEC40 - K-TEC155
Installation
Blow-off valve
A blow-off valve is installed in the lower distribution channel of the cooling
water manifold.
The water can be blown out of the cooling channels with this valve before a
mould change. This prevents the cooling channels and the surfaces of mould
from rusting (due to leaking water) while in storage.
A compressed air hose is connected to the G ¼" thread. By opening the shut-
off valve the water in the mould and the hoses can be blown out prior to
mould change. This makes a clean mould change possible.
G 1/4"
Procedure: • Shut off water supply
• Open air pressure shut-off valve
• By opening the control valves of the individual circuits (supply and
return) and shutting off the other circuits, each circuit is blown out until
the water is pressed out of the sight glass.
Fig. 52: Water connections on the plate heat exchanger
1 Plate heat exchanger
2 Water discharge
3 Water supply
00 0405 K-TEC40 - K-TEC155 5-27
Installation
Make sure that the oil flow and the water flow run in opposite directions!
Fig. 53: Water connections on the feedthroat
1 Feedthroat
2 Water connections
5-28 00 0405 K-TEC40 - K-TEC155
Installation
5.4.5 Electrical connection
The electrical documentation is contained in the Service Handbook and in the
folder in the document basket in the door of the electric cabinet. The electrical
documentation contains the connection data as well as all the information
about the electrical wiring of the machine.
DANGER!
Connecting the machine to the mains power supply must only be
carried out by qualified electrical personnel!
Switch off the main switch and secure it against being switched on (e.g.
with a warning sign at the main switch).
The machine is equipped at the factory for connection to a TN-C-network
(4 leads) with a PEN-terminal.
• Open switch cabinet
DANGER!
When connection to a TN-S-network (5 leads) is made, the bridging
between the N-terminal bank and the PE-terminal must be removed.
• Connect the mains cable to the main switch and the PE-terminal (with
TN-S-network to N- and PE-terminal)
• If the mains voltage deviates from 400 V, match the control transformers
.1-G1 and .1-T6, on the primary side, to the actual mains voltage; a
reduction of 5% corresponds to 380 V and an increase of 5% to 420 V
• All terminal screws in the electrical cabinet should be checked and
tightened, if necessary
• Check modules in control plug-in unit and connection plugs for proper
seating and contact
• Check the batteries in the control (CPU module, socket 1) and the IQT
terminal if they are switched on.
• Close switch cabinet
• Check all plug connections and control leads for the hydraulic valves
and safety switches for correct seating
00 0405 K-TEC40 - K-TEC155 5-29
Installation
1 2
Fig. 54: Electric cabinet
1 External main switch
2 Internal main switch
5.5 Disassembly of injection moulding machine
Only skilled personnel must disassemble the injection moulding machine.
Observe the disposal regulations applicable for each country, especially in
regards to hydraulic components, hydraulic oil and electronic components
Disposal Hydraulic oil is to be disposed of according to the European disposal
code 130106. It is recommended to have hydraulic oil reprocessed or
incinerated at an approved reprocessing plant or pass it onto an approved
disposal company.
5-30 00 0405 K-TEC40 - K-TEC155
Start up procedure
6 Start up procedure
The machine must only be started up after the machine has been installed,
connected and filled with hydraulic oil, in accordance with the procedure
described in Chapter 5.
6.1 Switching on machine
DANGER!
Only electrically qualified personnel must check the electrical
equipment.
The supply side of the main switch in the electrical cabinet remains live
even when the main switch of the machine is switched off.
• Switch on main disconnect switch
• Turn on machine with main switch in electrical cabinet
• Wait until screen page 0 is displayed
6.2 Rotational direction of the electric motor
6.2.1 Checking function and rotation of motor
ATTENTION!
Running the motor in the wrong rotational direction can lead to pump
damage.
Fig. 55: Electric motor of hydraulic pump
1 Cooling fan
00 0405 K-TEC40 - K-TEC155 6-1
Start up procedure
• Remove side cover
• Switch on main switch
1 2
Fig. 56: Machine relevant key board
1 Pump motor off
2 Pump motor on
• Actuate key "Pump motor on" and immediately actuate key "Pump
motor off"
• The motor receives a short starting kick.
While it is running watch direction of rotation (direction of arrow)
• Correct direction of rotation: When viewing the fan, the motor must run
in a clockwise direction
• If direction of rotation is incorrect continue with Chapter 6.2.2 "Setting
rotational direction of motor"
• If direction of rotation is correct continue with Chapter 6.2.3 "Checking
electric motor and hydraulic lines"
• If motor does not rotate or the overload protection responds, continue
with Chapter 6.2.3 "Checking electric motor and hydraulic lines"
6-2 00 0405 K-TEC40 - K-TEC155
Start up procedure
6.2.2 Setting rotational direction of motor
DANGER!
The rotation of the motor must only be changed by a qualified
electrician.
Fig. 57: Locking slot for safety lock
• Switch off the main disconnect switch and secure it against being
switched on
• Open switch cabinet
• Check that all connections of the main switch are free from voltage
• On the main switch exchange phases L1 and L3
• Close switch cabinet
• Switch on main main disconnect switch
• Switch on main machine switch
• Repeat rotational direction check
If for some reason one of the electric motors is removed by an electrically
qualified person, the motor must be re-wired according to the original factory
configuration and the rotation of the motor checked.
00 0405 K-TEC40 - K-TEC155 6-3
Start up procedure
6.2.3 Checking electric motor and hydraulic lines
• Run motor approximately half an hour; this circulates the hydraulic oil
and allows the by-pass filter in the oil tank to strain out possible
contaminants
• Check the hydraulic lines for leaks during this time
DANGER!
Switch off the machine immediately you discover any leaks on the
hydraulic system. Remove the causes for all leaks immediately.
Motor overload protection
The overload relay F1 controls the star-delta combination. The overload trip
is set to 0.58 of the value of the maximum motor current.
If the overload protection has shut the motor off, emergency-off is triggered.
The fault lamp lights up and the message is displayed in clear text.
Operational readiness is restored by actuating the release button. This button
is located under the star-delta combination in the electric cabinet (location –
see electro documentation, layout plan – E-cabinet, sheet 2).
The motor needs to be restarted by pressing the button 'Motor on'.
Checking pipe connections
The pipe connections underwent an oil leak-proof test before the machine left
the factory. However, before the first start-up and during the initial period of
operation all pipe connections should be observed.
ATTENTION!
If leakages occur, proceed as follows:
• If the connection is a compression joint it may be retightened. The
union nut is to be tightened without increased force.
• If the connection is a flange fitting, the seal must be replaced.
6-4 00 0405 K-TEC40 - K-TEC155
Start up procedure
6.3 Checking safety devices
After initial commissioning, at appropriate intervals, after modifications
or maintenance, check the working order of all safety devices. At each
check the machine must effectively shut off. The checks must be made
in the sequence set out.
Never work with the machine if a safety device fails during a test. Have
the safety device set in working order without delay.
Test all safety devices which protect you from danger. This includes:
– Emergency-off switch
– Movable safety gates
– Nozzle guard
– Start key
– Jam bar
6.3.1 Testing the emergency-off key
Checking • Close all safety gates and the nozzle guard.
• Set operation mode selector switch in position "Setting".
• Switch on motor.
• Switch on screw cylinder heating and mould heating.
• Actuate emergency-off key.
The motor is switched off and all machine movements stop. The heating
(screw cylinder and mould) is switched off. The emergency-off lamp
flashes Manual operating keys become ineffective. The message
"Emergency-off key actuated" appears on the screen.
• Erasing the emergency-off function is effected by disengaging
emergency-off key and actuating key "Start".
6.3.2 Checking movable safety gates
Movable safety gates
The movable safety gates are doubly secured.
a.) electromechanically via limit switches .2-S5 and .2-S6 (.2-S7* and
.2-S8*) and the respective valves.
b.) electromechanically via limit switches .2-S20 (.2-S21*) and valve
Y 9022 with monitoring switch .2-S18.
*) rear safety gate
00 0405 K-TEC40 - K-TEC155 6-5
Start up procedure
To a) Safety gate protection via limit switches .2-S5 and .2-S6 (.2-S7* and .2-S8*)
Limit switch .2-S5 (.2-S7*) becomes free when safety gate is closed.
Limit switch .2-S6 (.2-S8*) is activated when safety gate is closed.
Close safety gate; the message "Safety gate open" erases after key "Start" is
actuated.
The limit switches .2-S5 and .2-S6 (.2-S7* and .2-S8*) are additionally
secured "via time": They must be actuated in quick succession. When
opening a safety gate the corresponding limit switch is activated and triggers
the safety function via contactors .2-K 14 / .2-K14 A and valves Y 8007,
Y 9007, Y 9008, Y 9017, Y 7008 and Y 8025 (for K-TEC 155, S-version and
option for K-TEC 40 - K-TEC 110).
*) rear safety gate
To b) safety gate protection via limit switch 2-S20 (.2-S21*)
When a safety gate is opened the corresponding limit switch is actuated and
triggers the protective function via valve Y 9022. The piston position of this
valve is in turn monitored by limit switch .2-S18.
Front safety gate:
Here, both the front and rear safety gates must be closed. Safety gate
release must only take place after both safety gates have been closed and
the "Start" key was actuated.
6-6 00 0405 K-TEC40 - K-TEC155
Start up procedure
Checking • Set operation mode selector switch in position "Setting"
• Start motor
• Open safety gate
• Close safety gate
• Actuate key "Start" (safety gate release)
• Press key "Close mould":
Mould closes!
• Open safety gate during closing movement by hand:
Closing movement stops! The fault message "Front safety gate open" is
displayed
ATTENTION!
Repeat checking process with rear safety gate! This requires a second
person, to open the rear safety gate.
6.3.3 Nozzle guard
Secured by limit switch .2-S9.
Limit switch .2-S9 becomes free when nozzle guard is closed.
Close safety gate; the message "Safety gate open or unit safety" erases after
key "Start" is actuated.
During opening limit switch .2-S9 is actuated and triggers the safety function
via contactor .2-K 15 und die Ventile Y 9001, Y 9002, Y 9011, Y 9020 (for
K-TEC 40 - K-TEC 110), Y 7008 (for K-TEC 155) and Y 9014.
Checking • Put operating mode selector switch in position "Manual"
• Closing mould, clamping force is built up
• Actuate key "injection unit forward" or key "injection"
• Open nozzle guard
• When nozzle guard opens the following message appears: "Nozzle
guard open" or "unit protection". The cycle is interrupted; movements
"Injection unit forward" or "Injection" are interrupted.
00 0405 K-TEC40 - K-TEC155 6-7
Start up procedure
6.3.4 Key Start (safety gate release)
To obtain safety gate release, i.e. to enable start of new cycle, the "Start" key
must be actuated each time the movable safety gates have been opened and
closed. The "Start" key can be used to erase fault messages and start a new
machine cycle in operating mode "Semi-automatic" or "Automatic".
6.3.5 Jam bar (option)
The jam bar is an additional safety device to prevent mould movement while
safety gate is open. It consists of a toothed rack which is fitted to the moving
mould clamping platen and and guided by the stationary mould clamping
platen and has a pneumatically actuated locking mechanism.
When the safety gate opens the toothed rack is locked and the safety
function is triggered. When the safety gate closes the toothed rack is
pneumatically unlocked and mould movement is released.
The position of the locking mechanism is monitored by a limit switch. Mould
movement is only possible when this limit switch is actuated (toothed rack is
unlocked). (Message: "Jam bar")
6-8 00 0405 K-TEC40 - K-TEC155
Start up procedure
6.4 Checking hydraulic functions
The hydraulically moved machine elements must be checked for proper
function. If during the check, a function is not carried out, the fault must be
found and corrected.
Fig. 58: Operation mode selector switch
• Set operation mode selector switch in position "Setting"
1 2 3
6 5 4
Fig. 59: Machine relevant key board
1 Open mould
2 Closing mould
3 Injection unit return
4 Plasticizing
5 Ejector forward
6 Ejector return
• Press key "Open mould" and keep it pressed; the clamping unit opens to
maximum opening width
• Press key "Ejector forward" and keep it pressed; the ejector moves to its
forward limit position
• Press key "Ejector return" and keep it pressed; the ejector moves to its
rear limit position
• Press key "Injection unit return" and keep it pressed; the injection unit
moves to its rear limit position
00 0405 K-TEC40 - K-TEC155 6-9
Start up procedure
6.4.1 Bleeding the hydraulic system
Bleeding the pump housing:
The pump housing is supplied by the manufacturer filled with hydraulic oil. To
bleed the pump housing the pump must be run at circulating pressure for
5 minutes. To do this:
• Open movable safety gate (clamping unit)
• Switch on motor
Bleeding the injection cylinder
• Heat screw cylinder to working temperature
• Set operation mode selector switch in position "Setting"
• Enter value 1 in line 49.15 (screw change)
• Press key "Plasticizing" and move screw to its rear position
• Press key "Injection" and move screw to its forward position
• Repeat process
Bleeding the clamping cylinder and traverse cylinders
• Set operation mode selector switch in position "Setting"
• Actuate key "close mould" and move the moving mould clamping platen
into its forward position
• Actuate key "open mould" and move the moving mould clamping platen
into its rear position
• Repeat process
Bleeding the injector
• Set operation mode selector switch in position "Setting"
• Press key "ejector forward" and move ejector to its forward position
• Press key "ejector return" and move ejector to its rear position
• Repeat process
6-10 00 0405 K-TEC40 - K-TEC155
Start up procedure
6.5 Top up hydraulic oil
Through the start up process hydraulic oil is pumped into the previously
empty hydraulic system; this causes the oil level to sink.
• Check oil level at oil level sight glass and top up if necessary
CAUTION
Remove oil spots from the machine immediately and thoroughly!
Dispose of oil soaked rags and oil containers immediately and properly!
00 0405 K-TEC40 - K-TEC155 6-11
Start up procedure
6-12 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7 Running and operating the machine
7.1 Safety
• Do not work on the machine, if you have not been adequately
instructed and trained by your company and become familiar with
the machine; these operating instructions are an important but not
the only means for instructing.
• Never perform work on the machine for which you are not trained
and qualified; this applies especially to the hydraulic and electric
equipment of the machine.
• Observe the respective valid legal regulations and guidelines for
occupational health and safety, even if they are not expressly
stated in this manual.
• If necessary also observe the additional safety regulations of your
company.
• Remember that sickness, medication, alcohol or other drugs can
affect your reactions adversely to such an extent, that working
safely with the machine is no longer possible.
• Never remove or bypass the machine's mechanical, electrical and
hydraulic safety devices, e.g. safety guards, safety gates, safety
switches, etc.
• Do not wear ties, scarves, chains or rings which could entangle
with the machine.
• Work carefully and concentrated.
• Activate the Emergency-off immediately, when persons are
endangered by the machine or material damage threatens. Watch
for other people near the machine and care for their safety!
• Always keep the area around the machine, especially the operator
terminal free from obstructions.
• Ensure that no unauthorized person gains access to the machine.
00 0405 K-TEC40 - K-TEC155 7-1
Running and operating the machine
7.2 Installing mould and setting machine
7.2.1 Checking the mould
Before installing the mould check that it fits machine specifications:
• Check installation height, weight and mould dimensions
K-TEC 40 K-TEC 60 K-TEC 85 K-TEC 110 K-TEC 155
Min. mould installation height* 200 mm 200 mm 250 mm 250 mm 300 mm
Max. distance between 550 mm 620 mm 800 mm 800 mm 950 mm
platens*
Max. permissible 675 kg 750 kg 1200 kg 1200 kg 2000 kg
mould weight
Dimensions The dimensions of the mould must be at least 2/3 of the clearance between tie
bars (horizontal and vertical)
*Standard version
ATTENTION!
Install an additional spacer plate if the mould installation height is
below the minimum, to avoid damaging the machine!
The maximum mould weight at the moving mould clamping platen must
not exceed 2/3 of the total mould weight.
The maximum mould weight at the stationary mould clamping platen
must not exceed 1/3 of the total mould weight.
Safety devices and safety margins are designed such that the moulds
are smaller than or equal to the dimensions of the mould clamping
platen. For larger dimensions the safety margins must be checked or
the manufacturer must be consulted.
If safety devices must be modified when moulds are used which project
beyond the mould clamping platen, the user is responsible for
providing additional safety equipment of adequate size to absolutely
prevent access to moving machine parts during machine operation.
• Checking the maximum mould installation height; the maximum mould
installation height is determined by the formula
w1 + w2 = s1 - s2
where w1 = height of first mould half, w2 = height of second mould half,
s1 = maximum platen distance, s2 = ejection stroke (see Fig. 60, page 3)
• Check mould clamping dimensions (see Chapter 10 "Technical data")
7-2 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 60: Determining the maximum mould installation height
1 Mould clamping platens
2 Mould halves
3 Moulded part
00 0405 K-TEC40 - K-TEC155 7-3
Running and operating the machine
7.2.2 Mould installation with strain rod positioning
To install moulds whose dimensions are larger that the distance between
strain rods, a strain rod can be repositioned.
Fig. 61: Examples of oversize moulds
Fig. 62: Strain rod fixing elements
1 Strain rod nut
2 Backup plate
3 Socket head screw
4 Adapter sleeve
• Open clamping unit covers
• Remove cylinder screws and then remove locking plates from the strain
rod ends.
• Measure the distance "x" between strain rod end and strain rod nut on
both strain rod ends with callipers
• Mark the position of parts relative to each other, in order to regain the
original position during re-assembly:
– nozzle side mould clamping platen to strain rod nut, for position of
strain rod nut
– strain rod nut to strain rod (face side), for the position of the strain rod
7-4 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Remove paint from strain rod thread
• Disassemble strain rod nut
• Draw strain rod toward clamping side
ATTENTION!
Do not draw strain rod out of the moving mould clamping platen.
• Install mould
• Coat seat of rods with anti-seize compound and lubricant (e.g. Rivolta
G.W.F.compound)
• Draw in strain rod
• Install strain rod nuts and tighten so that the measured distance "x" is
reached and the markings match
• Install locking plates. The locking plates must fit evenly on the strain rod
end
• Tighten cylinder screws with torque wrench
M12: MA = 100 Nm
M16: MA = 230 Nm
00 0405 K-TEC40 - K-TEC155 7-5
Running and operating the machine
7.2.3 Altering installation height with pressure bolt
The installation height (min. mould installation height, max. distance between
platens) can be altered by changing the length of the preassure bolt (see
Chapter 9.2.1 "Replacing the piston rod seals; replacing the pressure bolts").
Fig. 63: Pressure bolt installed and uninstalled
ATTENTION!
• Plausibility monitoring of the ejector stroke (line 52.02 see Fig. 70,
page 20) does not alter with the change of the pressure bolts, i.e.
the maximum permissible value in line 52.02 (ejector stroke)
relates to standard equipment on machines!
• If the maximum possible ejector stroke is used with a shortened
pressure bolt, it can lead to mould and ejector damage.
When the minimum mould installation height is altered by changing the
pressure bolt, the measured length of the pressure bolt must be entered in
line 50.04.
Entering pressure bolt • Set operation mode selector switch in position "Setting"
length
• Put key switch in position 1
• Select screen page 50.0
7-6 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 64: Screen page 50.0
• Actuate softkey "Pressure bolt adjustment";
this activates line 50.05 for required value entry
• Enter value 1 in line 50.05.
After actuating key "ENTER" a jump to line 50.04 occurs
• Enter the measured pressure bolt length in line 50.04 to within an
accuracy of 0.1 mm
• Actuate "ENTER" key
• Close mould and readjust mould installation height
00 0405 K-TEC40 - K-TEC155 7-7
Running and operating the machine
7.2.4 Mould installation
DANGER!
When moving heavy loads there is a constant danger of loads falling!
• Always observe the carrying capacity of lifting and load carrying
devices (chains, slings or belts)!
• Always make sure that no persons are under a suspended load!
Preparation for mould installation
• Close safety gates and switch on machine
• Test machine safety devices
• Set operation mode selector switch in position "Setting"
• Actuate key "Pump motor on"
• Actuate key "Open mould" until clamping unit is fully open
• Actuate key "Pump motor off"
• Open safety gates
• If necessary, clean mould clamping platens
• If necessary, remove shipping brackets from ejector
• Prepare suitable lifting devices (fixed or mobile crane) and load carrying
equipment (chains, slings or belts) to move the mould
• Screw cylinder heating should be switched on early to reduce set-up
times as well as wear on the screw cylinder. This should be done during
mould installation.
7-8 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Correcting minimum installation height
If the mould does not have the minimum installation height, first fit a suitable
spacer plate to the moving platen:
• Securely fix the spacer plate to the lifting device
• Lower spacer plate between strain rods and fix securely to the moving
platen
DANGER!
Fixing elements can come loose if incorrectly used.
• Screw the fixing screws at least 1.5 times their diameter into the
mould clamping platen
• Subject screws to tensile stress and never bending stress
Centering the mould
It is recommended to center only on the nozzle side of the mould half.
Centering on both sides could affect mould and machine tolerances, causing
excessive wear.
• If necessary, fit a suitable centering ring to the nozzle side of the mould
half
CAUTION, DANGER OF COLLISION!
With special centering rings, which have diameter smaller than the
standard centering diameter, it may not be possible to move to
maximum depth with the injection unit. Failure to follow this instruction
may result in damages to nozzle heater band and nozzle thermocouple.
Sequence of assembly
Note
To avoid dirt and corrosion it is recommended to fit a sheet of oil paper
between mould and mould clamping platen.
Proceed with mould installation as follows:
Install mould on stationary • Apply a thin coating of grease to the mould mounting surfaces
mould clamping platen
• Fit oil paper, smooth out and cut of excess
• Securely attach mould to lifting device
00 0405 K-TEC40 - K-TEC155 7-9
Running and operating the machine
• Lower mould between strain rods, without damaging the rods
• Align mould to the stationary platen with the help of the centering ring;
the bolt pattern of the mounting plate serves as an optical check
• Fix the mould to the stationary mould clamping platen. Observe correct
length of fixing screws; screw the fixing screws at least 1.5 times their
diameter into the mould clamping platen
• Close safety gates
• Actuate key "Pump motor on"
Carrying out mould height Carry out mould height adjustment as follows:
adjustment
• Set operation mode selector switch in position "Setting"
• Put key switch in position 1
• Select screen page 50.0
Fig. 65: Screen page 50: Clamping unit: Closing mould
• In line 50.02 enter a setting pressure of approx. 50 bar
• Press key "Close mould", until mould is completely closed
7-10 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Do not release key "Close mould" (even after mould is closed)
• Actuate softkey "Mould height adjustment" ;
This activates line 50.03 (mould installation height) for value entry
• Keep key "Close mould" pressed and press key "ENTER"; in this way
the actual value is accepted as the required value
• Line 51.02 (mould opening stroke) is activated automatically
Fig. 66: Screen page 51: Clamping unit: Open mould, dwell time
• Keep key "Close mould" pressed and press key "ENTER"
• Release key "Close mould"
The mould height is now set. The message "Mould height not set" is
erased.
Activate function "Clamping • Activate function "Clamping force during setting"
force during setting"
– Set operation mode selector switch in position "Setting"
– Select screen page 50.0
– Actuate key "close mould" until mould is fully closed
– Do not release key "Close mould"
– Activate softkey "Clamping force during setting"
Clamping force builds and the message "Clamping force active during
setting" (compare clamping force actual value in line 50.18 or in the
status display)
00 0405 K-TEC40 - K-TEC155 7-11
Running and operating the machine
The message "Clamping force during setting" erases when actuating key
"Open mould" or when changing to operation mode "Manual"
Installing mould on moving • Open safety gate
mould clamping platen
• Fix the mould to the moving mould clamping platen.
• Remove shipping brackets from mould
Connecting core pulls
The hydraulic and electronic equipment of the machine for core pulls is
available as an option. If the machine is fitted with core pulls the next step is
connecting them.
Note
The user is responsible for the installation and application of optional
equipment. It is therefore not the subject matter of this description.
Consult your superior for further information.
DANGER!
Use only flawless and undamaged hydraulic hoses and couplings! The
sealing surfaces must be clean and oil free!
Proceed in accordance with the information of the user:
• Connect the hydraulic hoses to the pressure cylinders of the core pulls
• Connect the limit switches of the core pulls to the machine control
7.2.5 Connecting cooling water lines
If the mould needs to be cooled, the next step is connecting the cooling water
lines. Cooling water manifolds for the machine are available as an option.
Special temperature control devices can also be used.
Note
The user is responsible for the installation and application of optional
equipment. It is therefore not the subject matter of this description.
Consult your superior for further information.
7-12 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
ATTENTION!
Make sure the cooling water hoses on the mould are coupled to the
right connections.
Proceed in accordance with the information of the user:
• Connect cooling water lines to the mould; if necessary, use air pressure
to check that the lines are clear
7.2.6 Connecting air pressure lines
If the machine is fitted with air pressure lines for air ejectors, the next step is
connecting the air pressure lines.
Note
The user is responsible for the installation and application of optional
equipment. It is therefore not the subject matter of this description.
Consult your superior for further information.
DANGER!
Use only flawless and undamaged air pressure lines and couplings! The
sealing surfaces must be clean and oil free!
Proceed in accordance with the information of the user:
• Connect air pressure lines to mould
7.2.7 Connecting mould heating
Mould heating or temperature control devices are an optional feature of the
machine. If the mould is to be heated, the next step is connecting the mould
heating.
Note
The user is responsible for the installation and application of optional
equipment. It is therefore not the subject matter of this description.
Consult your superior for further information.
Proceed in accordance with the information of the user:
• Connect the power supply for the heat cartridges of the mould heating
• Connect temperature sensors
00 0405 K-TEC40 - K-TEC155 7-13
Running and operating the machine
7.2.8 Coupling ejector
When an air ejector is not used, the hydraulic ejector of the machine must be
coupled with the ejector mechanism of the mould; various kinds of
mechanical couplings are used, e.g. rigid or spring loaded couplings.
Note
The user is responsible for the installation and application of optional
equipment. It is therefore not the subject matter of this description.
Consult your superior for further information.
Proceed in accordance with the information of the user:
• Bridge the distance between ejector rod of the mould and the hydraulic
ejector with a suitable screw; screw the screw into the thread of the
ejector and secure it with a counter nut.
• Securely couple the screw with the ejector rod of the mould.
7-14 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.3 Setting the clamping unit
After the mould has been installed the necessary parameters for machine
operation need to be entered. This means especially strokes, speeds and
pressures. For some parameters there may be standard values supplied by
the mould manufacturer and the material supplier.
7.3.1 Mould height adjustment
With mould height adjustment the zero point for mould movement, i.e. the
stroke point "Mould closed", is determined and set.
• For mould installation procedure see Chapter 7.2.4
Fig. 67: Screen page 50: Setting the clamping unit
7.3.2 Setting closing speed
The closing speed can be set in three speed stages. Mould movement should
on the one hand occur quickly, on the other softly. The switchover points
between the stages are defined stroke-dependent.
• In line 50.09, enter the required stroke points for the switchover between
the speed stages
• In line 50.10, enter the required speeds for the individual stages
00 0405 K-TEC40 - K-TEC155 7-15
Running and operating the machine
7.3.3 Setting mould safety
At the end of the closing process the mould is secured, stroke dependent,
with a certain pressure. The safety phase is monitored, time dependant.
Mould safety should start before the guide bolts enter the guide bushes of the
mould.
When mould safety responds, the message "Mould safety" appears on the
display; the closing movement is stopped and the mould opens completely
after monitoring time has expired, without starting the ejector.
• In line 50.11, enter the required stroke point for the start of mould safety
• In line 50.12, enter the required pressure for mould safety
• In line 50.15, enter the required monitoring time for mould safety; a
guide value could be the closing time plus 0.3 to 0.5 seconds
Programmed
ramp
v1
v2 Mould safety pressure
determines the speed
Pressure control is set to
obtain v1 and v2
Start End mould
mould safety
safety
Speed control Pressure control
Fig. 68: Diagram: Closing mould
Mould safety repeat, line 50.17 (option)
Up to four repeats of closing movement can be entered. The ejector is
started. The repeat must only be switched on when renewed closing of the
mould does not damage the mould. If mould safety does not respond after
the repeat of the closing movement, the machine continues to operate
normally.
7-16 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Two-stage mould safety (option)
A two-stage mould safety phase can be advantageous, especially for spring
loaded moulds which require greater force to close.
Mould safety 1: • In line 50.12, enter the stroke point for the start of mould safety 1
• In line 50.13, enter the pressure for mould safety 1
• In line 50.14, enter the monitoring time for mould safety 1
Mould safety 2: • In line 50.12, enter the stroke point for the start of mould safety 2
• In line 50.13, enter the pressure for mould safety 2
• In line 50.15, enter the monitoring time for mould safety 2
Setting clamping force
Mould closing process ends with clamping pressure build up. The optimum
clamping pressure is derived from the form of the mould and the injected
material.
• In line 50.16, enter the stroke point the start of clamping force build up;
for mould safety the stroke point should lie as close as possible to zero,
a good guide value lies at 0.1 to 0.2 mm
• In line 50.18, enter the required clamping force.
Start injection at clamping When the wall thickness of the moulded parts allows, injection can begin
force, line 50.19 during the clamping pressure build up phase. This saves time and shortens
(only for S-version) the cycle. For safety reasons, the release is first given after 30% of maximum
clamping pressure has been attained.
• Should the machine first start injecting after the clamping pressure
entered in line 50.18, the value in line 50.19 must be set on 0
Clamping pressure during For mould installation procedure see Chapter 7.2.4
setting
00 0405 K-TEC40 - K-TEC155 7-17
Running and operating the machine
7.3.4 Setting mould opening
Mould opening speed, stroke and force are essential for the ejection of the
moulded part. The speed can be set in three stages.
Fig. 69: Screen page 51: Mould opening data and pause time
• In line 51.02, set the mould opening stroke so that the part can leave the
mould without problem
• if the form of the mould makes an increased opening force necessary,
enter the stroke point, up to which the increased opening force is
required, in line 51.03; increased opening force always requires a
reduced opening speed
• In line 51.07, enter the stroke points for speed switchover
• In line 51.08, enter opening speeds for the stages; the same values can
be entered
• In line 51.12, enter the pause time up to the start of a new cycle
7-18 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Plasticizing parallel to clamping pressure release (only for S-version)
If value 1 is entered in this line plasticizing takes place parallel to clamping
pressure release. Cycle time can be reduced with this parallel function.
However, it is only practical if a shut-off nozzle is used.
Mould movement parallel to plasticizing (only for S-version, option)
This function is activated in line 51.10 (enter value 1) and is only practical
with a shut-off nozzle.
7.3.5 Setting ejector
The ejector stroke should not be larger than is necessary for the ejection of
the moulded part. The ejector stroke can, dependent on speed, slightly
exceed the set stroke. The maximum ejector stroke of the standard ejector is:
K-TEC 40: 120 mm K-TEC 110: 150 mm
K-TEC 60: 120 mm K-TEC 155: 180 mm
K-TEC 85 150 mm
First the ejector zero point must be set, then the number, the speed and the
pressure of the ejector strokes can be entered. Ejector speed and pressure
can be set in two stages for forward movement and in one stage for return
movement (two stages, option).
• Press key "Open mould", until mould is completely open
• Set operation mode selector switch in position "Setting"
Ejector zero point • Actuate softkey "Zero point adjustment"
adjustment
• with keys "ejector forward" or "ejector return" move ejector to the
desired ejector position
• press key "ENTER"; this way the actual position of the ejector is
accepted as zero point
• In line 52.02, enter the ejector stroke
00 0405 K-TEC40 - K-TEC155 7-19
Running and operating the machine
Start ejector forward, The ejector is started between start open mould and mould opening width.
Line 52.03
(only for S-version)
ATTENTION!
The starting point must be so selected that the ejector does not come
into contact with the nozzle side of the mould.
Fig. 70: Screen page 52: Ejector settings
• In line 52.03, enter the stroke point for the start of ejector movement
• In line 52.05, enter if the ejector should return automatically (enter "0")
or should remain forward until the command for return movement is
given (enter "1"); command for return movement in manual operation is
given by pressing key "Ejector return", in semi-automatic and automatic
operation it is given by opening and closing the safety gate and
actuating the "Start" key
• In line 52.06, enter the number of the desired ejector strokes; a
maximum of 9 ejector strokes are possible, entering "0" switches the
ejector off
• With more than one ejector stroke, set the return stroke in line 52.07
around which the ejector returns between strokes.
7-20 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• In line 52.10, enter the stroke points "s" for speed and pressure
switchover at ejector stroke; "s2 forward" cannot be entered since it
corresponds to ejector stroke (line 52.02); "s1 return" cannot be entered
since it corresponds to ejector zero point (line 52.04)
• In line 52.11, enter the speeds "v" for ejector stroke up to the
corresponding stroke points; "v1 forward/return" is the speed up to
position "s1 forward/return" etc.
Optional equipment: • In line 52.12, enter the pressures "p" for ejector stroke up to the
Ejector pressure, corresponding stroke points; "p1 forward /return" is the ejector pressure
Line 52.12 which is active up to position "s1 forward/return" etc.
• In line 52.14, enter, if desired, a pause time for the ejector stroke at
stroke point s1; entering a "0" means no pause time
• In line 52.15, enter, if desired, a pause time between full ejector stroke
and ejector return; entering a "0" means no pause time
Monitoring ejector rest position
For mould safety the ejector rest position (ejector zero point) is monitored.
Mould closing movement can only take place when the ejector has returned.
If ejector rest position monitoring is switched off (line 52.16, value 1), mould
closing movement can start without monitoring ejector rest position, i.e. the
ejector does not need to be in its rear rest position. If the ejector rest position
has not been reached when mould safety starts, mould closing movement is
interrupted; the message "Ejector not in rear position" appears.
00 0405 K-TEC40 - K-TEC155 7-21
Running and operating the machine
Ejector coupling (option)
Procedure:
• Coupling ejector mechanically
• Select screen page 52.0
• Redefine ejector zero point
• Activate coupling ejector via softkey "Coupling"; this results in the
ejector being returned into rest position under pressure (80 bar)
ATTENTION!
The mechanics – coupling rod, coupling and thread – must be designed
for the force that results.
• On screen page 52.0 the message "Coupling active" appears
NOTE
Actuating softkey "Zero point adjustment" switches the "Coupling"
function off The message "Zero point active appears".
In case of fault, e.g. falling short of zero point selected by ≥ 5 mm, the
machine stops and the message "Zero point shortfall" appears.
Ejector platen safety
For ejector platen safety a limit switch is installed in the mould. If the ejector
reaches its rear rest position and the limit switch is not actuated, the message
"Ejector platen safety" appears.
If the mould does not have a limit switch installed for ejector platen safety, a
jumper (dummy plug) must be installed in the electric cabinet (see circuit
diagram).
Switching ejector platen • In line 52.17, enter value 1; ejector platen safety is active
safety on/off via screen
(option) • In line 52.17, enter value 0; ejector platen safety is off. In this case it is
not necessary to install a jumper (dummy plug) in the electric cabinet.
7-22 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Setting air valves
CAUTION IS RECOMMENDED WITH PNEUMATICALLY
ACTIVATED CORE PULLERS!
To prevent core movement while safety gate is open, do not operate
pneumatically activated core pulls via the air valves of the machine (see
also EN 201:1997 ("Safe Moulds"). These air valves can also be
activated while the safety gate is open and would therefore allow
prohibited core movement.
Adequate protective function is only guaranteed when the standard
core pulling control system is used for pneumatically activated core
pulls, since it shuts down core movement while safety gate is open.
The control is prepared for four independent air valves Y9027*, Y9028*,
Y9029 and Y9030.
*) = Option for E-version
In operation mode Setting the air valves can be activated via the following
keys:
Fig. 71: Air valve keys
The air valves are set via screen page 69. Programme variations 1 to 4 are
available for each air valve:
Programme 1: Parallel with ejector forward
Programme 2: Start with stroke point on opening of mould
Programme 3: Start with begin of cooling time
Programme 4: Start with clamping force build up
Programme 5: Start with clamping force release
Delay time, Both parameters are effective in programmes 2 to 5. Delay time begins with
Air time the start of the corresponding air programme.
The air blast action time determines how long the air valve is to be activated
after expiry of the delay time.
00 0405 K-TEC40 - K-TEC155 7-23
Running and operating the machine
Hot runner needle shut-off The hot runner needle shut-off nozzle opens with start of clamping force
nozzle with Y9030 build-up or after expiry of the delay time. The hot runner needle shut-off
(programme 4) nozzle remains open until the injection process has ended. The air blast
action time has no influence on the closing of the hot runner needle shut-off
nozzle.
Editing valve designations (option)
If this function is released, the individual air valves can be edited.
• Put key switch in position 8
• Select screen page 69
Fig. 72: Screen page 69: Air valves
• Select valve designation with cursor keys
(A box for required value entry must not be selected for entering text)
• Enter new designation with text keys, e. g. "Y9027" in "Air ejector"
• Actuate "ENTER" key
7-24 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• For further editing of valve designations or ending text entry put key
switch in a position lower than 8
Note
With softkey "Loading standard texts" valve designations can be reset
to factory designations
7.3.6 Centering injection nozzle
After installing the mould, it must be checked if the injection nozzle is
correctly aligned with the sprue bushing in the mould.
ATTENTION!
Damaged or non-matching nozzles can allow material to escape under
high pressure during operation and cause damage to the mould!
• Check if the injection nozzle and the sprue bushing are undamaged and
have a matching diameter.
• ensure that a suitable undamaged injection nozzle is installed to the
injection unit; if necessary install a suitable injection nozzle
• Set operation mode selector switch in position "Setting"
• Actuate key "Pump motor on"
• Actuate key "Close mould" until mould is fully closed
• Press softkey "Clamping force at setting" to build up clamping force
• Put operating mode selector switch in position "Manual"
• Press key "Injection unit forward" and move injection unit close to mould
• hold a not too small piece of paper between the injection nozzle and the
sprue bushing of the mould
• press key "Injection unit forward" until the injection nozzle sits against
the sprue bushing; at the same time check if the injection nozzle when
moving into the sprue bushing is displaced from its straight movement
axis.
00 0405 K-TEC40 - K-TEC155 7-25
Running and operating the machine
ATTENTION!
Do not operate the machine if the injection nozzle at contact with the
sprue bushing is displaced from its straight movement axis. Align the
mould or the injection unit anew, to avoid damaging the machine and
the mould!
• Press key "Injection unit return" and move injection unit back
• Check the imprint on the paper: the imprints of the sprue bushing and
the injection nozzle must be concentric and even
• If the imprint is not concentric, the mould or the injection unit must be re-
aligned (see Chapter 5.3.4 "Aligning nozzle on sprue bushing in the
mould")
7-26 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.4 Setting core pulls (editable core pull 4-fold, 8-fold as option)
ATTENTION!
Be careful when setting core pulls! Wrong settings could damage
mould and machine!
The "freely editable core pulling control system" allows an almost
arbitrary integration of all cores, air valves and ejectors into the
machine operating sequence.
The consequence of this flexibility is, however, that you as creator of
the programme sequence are responsible for ensuring that all
movements of the programmed axes can proceed without colliding.
To avoid errors, we urgently recommend a careful examination of the
programme sequence before programming.
The same applies to the functioning of the user-configurable inputs and
outputs (see "Configurable digital inputs and outputs" on page 112).
Here, too, the free allocation of output signals to external signals and
internal machine signals can be determined by the user.
Ferromatik Milacron accepts no responsibility for damages to the
machine and for damages resulting therefrom, which are caused by
incorrect setting of the programme sequence.
The hydraulic and electronic equipment for core pulls is an additional
equipment of the machine. The machine can operate up to four cores
independent of each other. The corresponding screen pages can only be
selected after the installation of the additional equipment.
7.4.1 General description
The freely editable core puller is laid out for 4 (8) cores and 4 air valves.
Additionally, the machine ejector can be inserted into the sequence as a
core 9. The created core-pulling programme with its machine data can be
stored on data carriers (EEPROM/Disk).
Before starting to programme the core puller, the sequence must be carefully
prepared. The core puller form could be a possible help. The user should be
familiar with the operation of the input unit (IQT) (operating manual see
Chapter 4)
00 0405 K-TEC40 - K-TEC155 7-27
Running and operating the machine
7.4.2 Filling in core pulling form
The input sequence determines the programme sequence. If several cores
are programmed under the same starting point, the cores will be activated
sequentially.
If a further core is inserted under a core and the sequence activated parallel
up to intermediate/end position, the core moves parallel to the pre-core.
If several air valves are inserted under the same starting point or core, the air
valves will start parallel.
During the cycle, core movement can be started and returned as often as
required. Cores which have been started have to be returned in the same
cycle.
The plausibility of the input is checked before being accepted into the
machine sequence. If the sequence is not plausible, a reference to the input
error appears.
With directional valves, which are to be activated in one direction only, the
reset must be activated by a time of 0,01 sec in column tA/Ü.
Air valves are not checked for plausibility.
Note
A blank form as master copy can be located: see Chapter 7.4.15 "Core
puller form".
7-28 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
60.0 CORE PULL: all cores CORE PULLER FORM
1 Core pull No. Print programme
2 Core pull in =1 out =0 Monitoring during setting on =1 off =0
K1 K2 K3 K4 K5 K6 K7 K8 K9
4 Initial position of cores on=0 moved in=1
moved out=2
Expected position moved in=1 moved out=2 on
interm. pos.=3 not active=4
Current core position out=0 moved in=1 on 0 0 0 0 0 0 0 0 0
interm. pos.=3
p v S s1 s2 ta/Ü L tV M tR
Programme sequence bar % mm mm sec sec n sec
0 Parallel mould closing with starting point ... ... . 300 0 ..,.. . ..,.. . ..,..
1 K1 moving in end position 100 50 e ....,. ....,. ..,.. 1 ..,.. . ..,..
2 K2 moving in end position 100 100 e ....,. ....,. ..,.. 1 ..,.. . ..,..
3 After clamping pressure build up ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
4 K3B Y9037 end position 150 50 t ....,. ....,. 0,3 1 ..,.. . ..,..
5 K4B Y9039 pa. End position End position 150 50 t ....,. ....,. 0,3 1 ..,.. . ..,..
6 With start injection stage ... ... . ....,. ....,. ..,.. . ..,.. 1 ..,..
7 L3 needle open ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
8 End injection ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
9 L3 needle closed ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
10 With cooling time ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
11 K3A Y9038 end position .150 60 t ....,. ....,. 0,3 1 ..,.. . ..,..
12 K4A Y9040 pa. end position End position 150 60 t ....,. ....,. 0,3 1 ..,.. . ..,..
13 After clamping pressure build up ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
14 L1 nozzle side in ... ... . ....,. ....,. 3 . 0,2 . ..,..
15 Parallel mould opening with starting point ... ... . 100 0 ..,.. . ..,.. . ..,..
16 K2 moving out end position 100 100 e ....,. ....,. ..,.. 1 ..,.. . ..,..
17 K1 moving out end position 100 100 e ....,. ....,. ..,.. 1 ..,.. . ..,..
18 With start ejector ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
19 L2 air ejector ... ... . ....,. ....,. 0,2 . ..,.. . ..,..
20 L4 Y9030 out ... ... . ....,. ....,. 1 . ..,.. . ..,..
21 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
22 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
23 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
24 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
25 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
26 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
27 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
28 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
29 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
30 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
Fig. 73: Core pulling form with example
00 0405 K-TEC40 - K-TEC155 7-29
Running and operating the machine
7.4.3 Screen pages
Description of the primary page
Fig. 74: Screen page 60.0 all cores
Core pull number line 60.01 With the core pull number (max. 4 digits) various core pull sequences can be
marked (only for documentation).
Monitoring during setting Monitoring can be switched on or off.
line 60.02
WARNING!
When "Monitoring during Setting" (0) is switched off, core-pull and
machine movements can be initiated with the manual function keys as
desired. The "Initial position of cores" is disregarded. Faulty operation
can cause damage to the mould.
When "Monitoring during setting" (1) is switched on, the sequential function is
monitored in setting mode. By faulty operation of the manual function keys a
warning reference to the precondition is made. In screen line 60.05 the
"Expected positions" are displayed for about 10 seconds.
Core pull on/off line 60.02 Switching core puller on/off is possible only in setting mode.
When the core puller is switched off, the manual function keys for cores and
air valves are not active. Core positions are not monitored. The machine
sequence programme disregards core and air valves.
7-30 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
When switched on, the yellow display "Core pulling program will be sent to
SPS" appears. The defined core pulling/air programme is integrated into the
machine sequence.
Core symbols line 60.03 Core pulls are represented by K1 (core pull 1) to K8 (core pull 8).
C9 is the machine ejector as core pull.
Ejector as core pull If the machine ejector is defined as core pull, it is no longer available as
ejector in the machine sequence. A "0" must be entered in screen line 52.06.
The ejector is regarded as a core pull. It can be integrated into the machine
sequence via the starting points.
If the ejector is not integrated into the core-pulling process, it will start as
ejector after expiry of the last core-pulling movement
Initial position of cores line The initial position of cores is dependent on the defined sequential function
60.04 and is the starting point for cycle begin (mould opening width, step 0).
Core not active =0
Core puller piston rod moved out =1 (Odd number valves and limit
switches e. g.: Y9033 (K1B) and
6B1)
Core puller piston rod moved in =2 (Even number valves and limit
switches e. g.: Y9034 (K1A) and
6B2)
Core puller piston rod intermediate =3 The intermediate position cannot be
position defined as initial position.
(in both directions) Core 1 and Core 5 as screw core
have 2 limit switches for
intermediate position (see table 2)
Core puller not integrated in =4
sequence programme or has not
moved after being switched on
00 0405 K-TEC40 - K-TEC155 7-31
Running and operating the machine
Allocation of limit switches
and core position Limit switch for both directions
6B1 6B1V 6B2 Core pulling cylinder
Piston rod
Description of
valves Y
70 prop. valve
Description of core position on p or p/Q
80 prop. valve Q
screen page 60.0 90 directional valve
..valve name
Fig. 75: Allocation of limit switches and core position
Core pulls, air Directional valves Limit switch
Intermediate End position
position
K1B Y..33 6B1V 6B1
K1A Y..34 6B2V* 6B2
K2B Y..35 6B3V 6B3
K2A Y..36 6B4
K3B Y..37 6B5V 6B5
K3A Y..38 6B6
K4B Y..39 6B7V 6B7
K4A Y..40 6B8
K5B Y..61 6B31V 6B31
K5A Y..62 6B32V* 6B32
K6B Y..63 6B33V 6B33
K6A Y..64 6B34
K7B Y..65 6B35V 6B35
K7A Y..66 6B36
K8B Y..67 6B37 6B37
K8A Y..68 6B38
K9 vor Ejector Position transducer
K9 return Ejector Position transducer
L1 Y9027 Air valves are not monitored
L2 Y9028
L3 Y9029
L4 Y9030
*only active as screw core and turning
Fig. 76: Allocation of limit switches and core position
7-32 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Core 1 and 5 have 2 limit switches each for intermediate positions during
screw core and turning
Fig. 77: Screen page 60.0 all cores
The core position is monitored in all operating modes.
WARNING!
In operation mode setting, monitoring can be switched off by entering
"0" in screen line 60.02. Faulty operation can cause damage to the
mould.
Expected positions line If the initial position at the start of a machine movement is not given,
60.05 "Expected Positions" appears for about 10 sec in screen line 60.05. At the
same time a reference to the wrongly positioned core appears.
Programme condition line There are three programme conditions:
60.08
– Programme modified means that the programme was changed, but as
yet no plausibility test has occurred and the (old) programme in the
control (SPS) is no longer valid.
– Programme tested means, the programme was changed and tested,
but as yet not transferred to the SPS (core puller was switched off
during test).
– Programme current means, the core pulling programme in the SPS
corresponds to the programme in the input unit (IQT) and is enabled.
00 0405 K-TEC40 - K-TEC155 7-33
Running and operating the machine
Parameter symbols and
dimensions in line 60.07/08 p(bar) Pressure-proportional core pull
v (%) Velocity proportional core pull when
ejector is core pull, input in mm/s
S Signal of core position
e = limit switch
t = Timer
s = displacement transducer e.g.:
Ejector
s1 (mm) Start of core movement parallel to
closing /opening mould.
s2 (mm) Control point moving core in/out
parallel to opening/closing mould. If
the ejector is defined as core 9,
intermediate or end position is
entered.
tA/Ü (sec) Action time with air valves and core
pulls via time. Monitoring time with
core pulls that are controlled by limit
switches or displacement
transducers.
L Status of core pulls after reaching
intermediate/end position
0 = De-energised (valve not
activated)
1 = Energised (valve activated)
tV (sec) Start delay of core pulls and air
valves
M (n) Number of strokes with multi-stroke
or injection stage with starting point
with injection stage
tR (sec) Return time with multi-stroke
7-34 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Start of core movement
Fig. 78: Screen page 61.0: Start of core movement
Core movement starting points are released dependent on machine type.
When activating "Pneumatic/electric core" (screen page 62.0, Figure 6
page 20) all starting points are released. The energy supply for core pulls
with additional starting points must come from an external source (air, electric
power, hydraulic unit).
The starting points are listed in time sequence. This must be considered
during cycle sequence. If the sequence is changed, the programme test will
refer to this fault.
Exceptions:
– The starting points "Closing mould parallel with staring point" and "At
mould closing with intermediate stop" are interchangeable. The same
applies to starting points "Opening mould parallel with starting point"
und "At mould opening with intermediate stop"
– Only these 4 starting points can be set a number of times
consecutively, to start cores and/or air valves successively at various
stroke points.
– If several cores with varying starting points are activated parallel with
mould movement, each core movement must be completed before
reaching the next starting point. If core movement is not completed,
mould movement is interrupted until the core movement is completed.
00 0405 K-TEC40 - K-TEC155 7-35
Running and operating the machine
Description of starting points for core and air valve movement
Before closing mould Core movement is initiated and completed before mould movement starts.
Parallel mould closing with Core movement is initiated when a certain starting point, column s1, is
starting point reached and takes place parallel to mould movement.
Parallel mould closing with Core movement is initiated when a certain starting point, column s1, is
control point reached and takes place parallel to mould movement.
A control point is entered in column s2. If core movement is not completed
when control point is reached, mould movement is interrupted.
At mould closing with Core movement is initiated when a certain stroke point, column s1, is reached
intermediate stop and takes place serially to mould movement.
Before clamping pressure Core movement is initiated before clamping pressure build-up and occurs
build up serially. Clamping force build-up starts after core movement.
Parallel clamping force Core movement occurs parallel to clamping force build-up. Subsequent
build-up machine functions are released after core movement.
After clamping pressure Core movement is initiated after clamping force build-up and occurs serially.
build up Subsequent machine functions are released after core movement.
Before injection Core movement is started with injection signal and occurs serially. Injection is
initiated after core movement.
With multi-component machines the text "Injection unit" is additionally
displayed. With Softkey "Next injection unit" the injection unit appropriate for
core movement can be selected.
With start injection stage Core movement is initiated with start injection stage (column M) and occurs
n (1 - 6) parallel to the injection process.
With multi-component machines the text "Injection unit" is additionally
displayed. With Softkey "Next injection unit" the injection unit appropriate for
core movement can be selected.
End injection Core movement is initiated at the end of the last injection stage (end dwell
pressure) and occurs serially.
With multi-component machines the text "Injection unit" is additionally
displayed. With Softkey "Next injection unit" the injection unit appropriate for
core movement can be selected.
With cooling time Core movement is initiated with start cooling time and takes place parallel.
Subsequent machine functions are released after core movement.
7-36 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Before clamping pressure Core movement is initiated after expiry of cooling time and occurs serially.
release Clamping pressure release occurs after core movement.
Parallel to clamping Core movement is initiated with start clamping pressure release and takes
pressure release place parallel. Subsequent machine functions are released after core
movement.
After clamping pressure Core movement is initiated after clamping pressure release and takes place
release serially. Subsequent machine functions are released after core movement.
Parallel mould opening with Core movement is initiated when a certain starting point (column s1) is
starting point reached and takes place parallel to mould movement.
Parallel mould opening with Core movement is initiated when a certain starting point (column s1) is
control point reached and takes place parallel to mould movement.
A control point is entered in column s2. If core movement is not completed
when control point is reached, mould movement is interrupted until the
control point is reached.
At mould closing with Core movement is initiated when a certain stroke point (column s1) is
intermediate stop reached and takes place serially to mould movement.
With mould open Core movement is initiated when mould opening width is reached and occurs
serially.
7.4.4 Selection of core movement type
Fig. 79: Screen page 61.1 CORE PULLS: Selection of core movement type
00 0405 K-TEC40 - K-TEC155 7-37
Running and operating the machine
There are 2 possibilities for selecting core movement type.
• Screen page 61.2 with yellow fonts, core pulls and air valve are
identified by valve number (not alterable).
• Screen page 61.2 with green fonts, core pulls and air valves can be
identified by text with a maximum of 15 digits
7.4.5 Input of core designations
Fig. 80: Screen page 61.2 entry of core designations
With Softkey "Switchover texts" you can switch between the text page and
the valve number
Text input can be made with double configuration of the IQT-Keys or an
external PC keyboard.
With Softkey "Load standard texts" the original designations (screen
page 61.1) can be read in.
• Put key switch in position 3-8
• Any operating mode
• On screen page 60.0 actuate Softkey "Enter core designation". Screen
page 61.2 (with yellow fonts) is installed
7-38 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• With Softkey "Switchover texts" select screen page 61.2 (with green
fonts).
• Select line with cursor
• Enter core designation (maximum 15 digits).
• Actuate "ENTER" key
• For further input repeat points 5-7
With Softkey "Load standard texts" the written texts are erased and the
standard designations of screen page 61.1 for the valves (e.g.: K1B Y9033)
are displayed.
With Softkey "Return to page 60" screen page 60.0 is installed. Core pull or
air valve is displayed with the entered designation.
Should a valve number be displayed in place of the core/air valve designation
• On screen page 60.0 actuate Softkey "Enter core designation".
• On screen page 61.2 (with green fonts) actuate Softkey "Switchover
texts"
• Screen page 61.2 (with yellow fonts) is installed
• With Softkey "Return to page 60" screen page 60.0 with valve number is
installed.
00 0405 K-TEC40 - K-TEC155 7-39
Running and operating the machine
7.4.6 Serial functions
Fig. 81: Screen page 62.0 serial functions
With the serial function, specific sequence values are selected The selection
is made by choosing the line with the cursor and confirming it with Enter.
Description of lines
Movement up to Every core pull has a limit switch for approaching a position between end
intermediate position positions. The intermediate position can be entered for one or both directions.
Core pull 1 and 5 have two limit switches for intermediate positions, so that
varying positions can be approached in both directions (Table 2 page 9).
The intermediate position can be used as follows:
• Stopping point between end positions of cores. Core pull cylinder must
be pressureless. There must be an "0" in column L.
• Switchover to a second pressure and velocity stage (e.g. braking with
transmissions). "Movement to intermediate position" and "Movement to
end position" must be entered underneath each other in the sequence.
Core pulling cylinder must be under pressure in intermediate position.
There must be an "1" in column L.
Movement up to end The end position can be approached from an intermediate position or direct
position without intermediate position.
7-40 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Parallel up to intermediate If several cores are allocated under one starting point, core movement occurs
position sequentially (serially) according to allocation. If a core movement is to be
Parallel up to end position started parallel to the pre-core, "Parallel up to intermediate position" or
"Parallel up to end position" must be actuated.
Position pressureless Determines if core pull is held under pressure =1 or pressureless =0 in
Position under pressure intermediate/end position. With Enter the function is changed. Column L
displays the function.
Multi stroke from end With ejector as core pull, it is possible to achieve a vibrating effect. If the line
position is confirmed with Enter, columns M and tR are released/blocked. In column M
the number of strokes and in column tR the return time to the start of the next
stroke are entered.
Position signal from limit With Enter an "e" appears in column S. The intermediate/end position is
switch (end position signalled by limit switches and indicated by light-emitting diodes in the
monitoring) manual function keys.
Position signal from timer With Enter a "t" appears in column S. The intermediate and end position is
signalled after time has expired, column tA/Ü. There is no certainty that the
core position is always the same. Monitoring is not possible.
Position Signal from With Enter an "s" appears in column S. The intermediate/end position is
position transducer (ejector signalled by position transducer. Stroke points must be entered in column s2.
as core 9)
Start delay time With Enter, column tV is released for the required core. Start of core
movement is delayed by the time entered. Again actuating Enter fades out
the function.
Action time When activating the serial function "Position signal from timer" a "t" appears
Monitoring time in column S. The time to be entered in column tA/Ü is the action time of the
core pull or the air valve. Monitoring is not possible.
When the serial function "Position signal from limit switch" (an "e" in
column S) or "Position signal from position transducer" (an "s" in column S) is
activated, the tA/Ü time can be displayed with Enter. It is active as monitoring
time and must be set longer than action time. If the time expires before core
movement is completed, the programme is interrupted and a message is
issued. Activating Enter fades out the function.
Pneumatic / electric core With Enter the blocked starting requirements (depending on machine type)
are released on screen page 61.0. With these starting points a core pull can
only be moved with an external energy supply (air, electricity, hydraulic unit).
Again actuating Enter fades out the function.
00 0405 K-TEC40 - K-TEC155 7-41
Running and operating the machine
Screw core (option) Only core pull 1 and core pull 5 can be activated as screw core. With Enter,
core pull 1 or core pull 5 are displayed in magenta on screen page 60.0.
For both core pulls 4 limit switches are available. This means that each
direction has its own intermediate position for braking. Multi-stroke is blocked
during this function. Activating Enter fades out the function.
7.4.7 Enter sequence
The entry for the sequence is made via softkeys
– Defining sequence
– Modify sequence
– Erase programme
– Enter core designation
– Testing sequence
– Erase last entry
– Next core
– New start requirement
on screen pages 60.0 to 62.0.
After the corresponding selection the next screen page appears
automatically. On screen page 62.0 multiple selection is possible.
Defining sequence
Before a new core-pulling sequence can be defined, an existing core-pulling
sequence must be erased and the core-pull switched off in screen line 60.02
"Define sequence" mode can be exited with Clear at any time.
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Actuate Softkey "Define sequence".
Screen page 60.0 is installed in window. The guided input can begin.
• Position cursor on the required line.
• Actuate "ENTER" key
7-42 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
The selected start requirement appears in window.
The full-page changes to screen page 61.1 (selection of core movement
type).
• Position cursor on desired core or air valve.
• Actuate "ENTER" key
The core or air valve under the selected start requirement appears in the
window and the full page changes to screen page 62.0 (serial functions)
Erase last entry • Select the desired serial function with cursor and confirm with Enter
The last line can be erased with Softkey "Erase last entry".
Next core • If a further core with the same start requirement is to be activated,
actuate Softkey "Next core". A return jump to full page 61.1 occurs.
Repeat from step 6
New start requirement • If a further new start requirement is to be selected, actuate Softkey "New
start requirement". A return jump to full page 61.0 occurs. Repeat from
step 4
Complete sequence entry • Actuate Clear if entry is completed. The selection programme is exited
and screen page 60.0 is installed
• "Programme modified" appears after mode "Define course" or "Modify
course". A plausibility test has not yet occurred
Testing sequence
• Actuate Softkey "Test sequence". A plausibility test occurs. If the
sequence is plausible, the text "Programme tested" appears. Is the
sequence is not plausible, a reference to a faulty entry appears
Air valves are not included in the plausibility test!
Sending programme to • When the programme is tested, it can be sent to SPS. There are 2
SPS possibilities to do this.
– Switch on core puller by entering "1" on screen page 60.02
or if core pulling function was switched on during modifying or creating
the sequence.
– Actuate Softkey "Test sequence"; transmission begins with the
message "Sending core pulling programme to the SPS".
00 0405 K-TEC40 - K-TEC155 7-43
Running and operating the machine
If "Programme updated" appears in screen line 60.08, transmission to the
SPS is complete and the function test can start.
• Enter required values (pressure, velocity, time, strokes etc.)
• Establish monitoring in setting mode, screen line 60.02:
1 = with monitoring
0 = without monitoring
Testing function
• Bring machine and cores to initial position. Screen line 60.04 shows the
"Initial position of the cores". Screen line 60.06 shows the "Actual core
position". Both values must be equal. Initial position of the machine is
mould opening width.
• If a machine or core movement is initiated without the cores being in the
right position, "Expected positions" are displayed in screen line 60.05 for
about 10 seconds and a reference to the fault is issued.
• Bringing the displayed cores into initial position:
– Check if no damage can occur
– Set operation mode selector switch in position "Setting"
– Press and hold down key "Core in" or "Core out" until limit switch is
triggered (LED in key lights up), or action time expires.
– If "Monitoring during setting" is active, cores can block each other if
they are not in initial position. Remedy: Switch off "Monitoring during
setting" (line 60.02, value 0). Repeat point c)
ATTENTION!
Faulty operation can cause damage to the mould.
The core pulling process is integrated into the machine cycle. It can be run in
operation modes manual, semi-automatic or automatic, as soon as the core
puller is switched on with "1", in screen line 60.02.
7-44 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.4.8 Modify sequence
If during "Test sequence" a programme fault was discovered or an additional
function needs to be inserted (e.g. an air valve), the programme sequence
can be modified with the Softkey "Modify sequence".
Enter function
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Actuate Softkey "Modify sequence"
Full page 61.0 with page 60.0 is installed in window
• Position cursor with Softkeys "Line forward" or "Line back" on input
position in window.
• Actuate Softkey "Insert line". Line is inserted.
• Wth keys "Page forward" / "Page back" select full page 61.0 or 61.1
• Select starting point or valve with the cursor
• Actuate "ENTER" key
Line is inserted.
• With keys "Page forward" / "Page back" select full page 62.0.
• Process serial functions and confirm desired function (e.g. start delay
time) with Enter
• Actuate key "CLEAR"
"Modify sequence" is ended and screen page 60.0 is installed
• Actuate Softkey "Test sequence".
If the core puller is switched on and the sequence is plausible, the
programme is sent directly to the SPS and "Programme current" is displayed.
If core puller is not switched on, "Programme tested" is displayed
00 0405 K-TEC40 - K-TEC155 7-45
Running and operating the machine
Modifying sequence
If starting point, valve or serial function has to be modified, the programme
"Modify sequence" makes this possible. The line to be modified can be
overwritten by the new input.
• Core puller switched on or off
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Actuate Softkey "Modify sequence"
• Position Cursor in window with Softkey "Line forward" or "Line back" on
the line that has to be modified.
• Select the desired full page (screen page 61.0, 61.1 or 62.0) with keys
"Page forward" / "Page back".
• Select line with cursor.
• Actuate "ENTER" key
If further programme parts are to be erased, repeat from step 5.
• Actuate key "CLEAR" when modifying is completed
• Actuate Softkey "Test sequence".
If the core puller is switched on and the sequence is plausible, the
programme is sent directly to the SPS and "Programme current" is displayed.
If core puller is not switched on, "Programme tested" is displayed
Erasing line
• Core puller switched on or off
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Actuate Softkey "Modify sequence"
• Position Cursor in window with Softkey "Line forward" or "Line back" on
the line to be erased.
• Actuate Softkey "Erase line"
7-46 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
If further programme parts are to be erased, repeat from step 5.
• Actuate key "CLEAR" when modifying is completed
• Actuate Softkey "Test sequence".
If the core puller is switched on and the sequence is plausible, the
programme is sent directly to the SPS and "Programme current" is displayed.
If core puller is not switched on, "Programme tested" is displayed
Erase programme
Before compiling a new core pulling sequence, the old sequence must be
erased.
If the core puller is switched on, the sequence in the SPS is erased
simultaneously with the sequence on screen page 60.0.
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Actuate Softkey "Erase program".
In the Info-window the inquiry "Erase core pulling program yes = 1 / no = 0"
appears.
• Enter value "1"
• Actuate "ENTER" key
The core pulling programme is erased.
• Switch off core puller
7.4.9 Switching on core puller
After display "Programme tested" the machine and cores must be moved to
initial position.
• Put key switch in position 3-8
• Set operation mode selector switch in position "Setting"
• Switch on motor
• Generate safety gate release
• Switch on "Monitoring during setting" (line 60.02, value 1)
00 0405 K-TEC40 - K-TEC155 7-47
Running and operating the machine
Note
Core and mould movement lock each other. Movement is not possible
• Switching on core puller
• Actuate key "Move core in / out". In screen line 60.05 the "Expected
positions" are displayed for about 10 sec. and in the status lines a
message (e.g.: "C1 not moving because of C....") is displayed.
• Memorise or make a note of "Expected positions"
• Switch off "Monitoring during setting" (line 60.02, value 0).
ATTENTION!
Faulty operation can cause mould damage.
• With keys "Move core in / out" move cores in and out in correct
sequence. Keep key pressed until, "Current core position" equals
"Expected core positions" in screen line 60.06.
• Move up to at least mould opening width (only if machine is not at mould
opening width)
• Switch on "Monitoring during setting" (line 60.02, value 1)
• With keys "Move core in / out" move cores into initial position. If
"Monitoring during setting" is active, cores can block each other if they
are not in initial position. Remedy: Switch off "Monitoring during setting"
(line 60.02, value 0).
ATTENTION!
Faulty operation can cause mould damage.
The display "Current core position" must equal the display "Initial
position of cores".
7-48 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.4.10 Operating modes
Mould safety If the starting points of screen page 61.0
– Before closing mould
– Parallel mould closing with starting point
– Parallel mould closing with control point
– At mould closing with intermediate stop
are activated in the core pulling sequence, the machine does not open if
mould safety responds.
With other starting points of screen page 61.0 the machine opens up to
mould opening width if mould safety responds.
Setting without monitoring
Mould movement, ejector, core pulls and air valves can be activated by touch
operation.
ATTENTION!
Faulty operation can cause mould damage.
Setting with monitoring
Mould movement, ejector and core movement must occur according to the
core pulling sequence entered.
ATTENTION!
Movements can block each other.
Air valves are not monitored.
Manual
Core pulls and air valves cannot be operated with keys.
If the starting points of screen page 61.0
– Before injection
– With injection stage
are activated, the machine will only open when the key "Injection" is activated
briefly after the start of the mould opening movement.
00 0405 K-TEC40 - K-TEC155 7-49
Running and operating the machine
Manual, semi-automatic, and automatic
If core movements in the core pulling sequence are activated under clamping
force, monitoring during setting operation must be switched on. Monitoring
prevents the release of clamping force during switchover to operation mode
setting, before the core puller has moved out.
7.4.11 Air valves
Air valves parallel to core • Without action time and delay time:
puller Air valves that are arranged under a core, work parallel to core
movement.
• With delay time:
As step 1., but triggering of air valve is delayed.
• With action time:
As step 1., but at end of action time air valves are switched off, at the
latest with start of the core reset.
• Action time and delay time: As described in steps 1.-3
Air valve on/off with starting • Without action time
point When starting point is reached the air valve is switched on/off
• With delay time
When starting point is reached the air valve is switched on/off with the
time delay in column tV.
• With action time
When starting point is reached the air valve is switched on/off with the
time in column tA/Ü.
• Action time and delay time
When starting point is reached the air valve is switched on/off with the
time in column tA/Ü.
Core puller as air valve If one of the cores K1 - K8 is used as an air valve function, the core pull must
be moved via time. Switch-off occurs with action time. To pass the plausibility
test, the core must be switched off with an action time of at least
0.01 seconds.
Hot runner needle shut-off During manual injection air valves have no function. Opening the hot runner
needle shut-off in operation mode manual is only possible by hand at the air
valve.
7-50 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.4.12 Options
Series/parallel
Serial core pull If several cores have the same starting point, movements must run serially.
In the case of parallel setting, the oil flow divides and movements run
uncontrolled. If the end position is set under pressure, the lowest pressure
becomes effective for all cores.
Parallel core pull If each core is equipped with a separate proportional part, cores can be
moved parallel to each other.
Ejector as core pull
Requirements • Ejector must be treated as a core.
• In screen line 52.06 the value "0" must be entered. The rest of the lines
on screen page 52.0 have no function.
• Strokes (mm), pressures (bar) and velocities (mm/sec) must be entered
on screen page 60.0 - 60.2 (depending on length of programme).
• Ejector as core pull can be started and reset repeatedly during the cycle.
If the core-pulling programme is switched of or erased, screen page 52.0 is
relevant for operating the ejector.
Screw core
Core 1 and core 5 are designed for 4 limit switches. This allows for the
activating of an intermediate and end position for each direction of
movement. The function is activated by key "ENTER" in line "Screw core" on
screen page 62.0 (after actuating key "ENTER" font colour changes on
screen page 60.0).
Turning
General description of The "Turning" function (screen page 57.0) can be included in the sequence of
screen pages the freely editable core puller.
The "Turning" function can only be activated with starting point "With mould
open " on screen page 61.0.
00 0405 K-TEC40 - K-TEC155 7-51
Running and operating the machine
Softkey With Softkey "Next injection unit" the injection unit to be allocated to the core
"Next injection unit" pulling function is selected.
This applies only to starting points:
– Before injection
– With start injection stage
– End injection
The turning function is activated on screen page 61.1 by selecting screen line
"Turning" (under the air valves).
The core puller for turning, fixed by Ferromatik Milacron, is identified on
screen page 61.1 with "Turning" in red fonts
If turning is not activated, the core puller can be used for a normal core
movement.
If locking the turntable is necessary, the function is to be set via one of the
free core pullers (define core puller correspondingly before and after turning).
The settings for pressure, velocity, direction, status of end position and delay
time to the next working step (e.g.: ejector forward) are made on screen
page 57.0.
Operation mode turning 0 = turning switched off (only monitoring of turntable position)
Line 57.0.2
Value 1 = turning right or left
Value 2 = turning in one direction only
Line 57.0.14 Column 11 = v and p the first stage for direction I
Line 57.0.15
Column 12 = v and p the second stage (braking) for direction I
Column 21 = v and p the first stage for direction II
Column 22 = v and p the second stage (braking) for direction II
Direction I = core pulling key in (core pulling valve B, uneven valve No.)
Direction II = core pulling key out (core pulling valve A, even valve No.)
Note
When an injection unit is switched off, the injection times (screen page
41.0 and 42.0) for this injection unit continue to be taken into account
during cycle sequence.
Switching an injection unit off does not affect the programme
sequence.
7-52 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Including Handling in the programme sequence
Screen line 70.0.4 The value entered corresponds to the core pull No.
The core pull entered waits on the release of Handling.
7.4.13 Fault diagnosis
After the core puller is switched on and the programme has been transmitted
to the SPS, "Initial core position" and "Current core position" are displayed. If
"Initial core position" and "Current core position" are not equal, the cores
must be moved to their initial position with manual keys in operation mode
Setting.
ATTENTION!
Incorrect operation can cause mould damage.
With keys "Move core in / out" move cores into initial position.
Keep key "Move core in" / "Move core out" pressed until "Current core
position" equals "Initial core position" or "Expected core position" (see
Fig. 74, page 30).
7.4.14 Print core pulling programme
• Connecting printer
• Put key switch in position 1-8
• Select screen line 60.01
• In "Print programme" enter a "1".
When entering a "2", a waiting alarm text is also printed out.
• Actuate "ENTER" key
• Programme is printed out
00 0405 K-TEC40 - K-TEC155 7-53
Running and operating the machine
7.4.15 Core puller form
60.0 CORE PULL: all cores CORE PULLER FORM
1 Core pull No. Print programme
2 Core pull in =1 out =0 Monitoring during setting on =1 off =0
K1 K2 K3 K4 K5 K6 K7 K8 K9
4 Initial position of cores on=0 moved in=1 moved out=2
Expected position moved in=1 moved out=2 on interm. pos.=3
not active=4
Current core position out=0 moved in=1 on interm. pos.=3 0 0 0 0 0 0 0 0 0
p v S s1 s2 ta/Ü L tV M tR
Programme sequence bar % mm mm sec sec n sec
0 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
1 .... ... . ....,. ....,. ..,.. . ..,.. . ..,..
2 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
3 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
4 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
5 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
6 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
7 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
8 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
9 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
10 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
11 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
12 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
13 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
14 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
15 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
16 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
17 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
18 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
19 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
20 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
21 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
22 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
23 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
24 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
25 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
26 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
27 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
28 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
29 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
30 ... ... . ....,. ....,. ..,.. . ..,.. . ..,..
Fig. 82: Core puller form
7-54 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.5 Smould heating (option)
Basis
Mould heating or temperature control devices are an optional feature of the
machine. The screen pages for the fixture can only be selected after the
optional equipment has been installed.
If the mould is to be heated and the respective connections were made
during installation, the appropriate parameters must be entered. The mould
can have various heating zones, which can be named and set individually.
The processing temperatures for the material can be determined from the
respective data sheet of the manufacturer.
The mould heating has a soft start which can be activated in the control.
During the start phase heating occurs slowly and gently with reduced power.
After pressing the key "Mould heating on" the mould is heated to the preset
temperatures, with key "Mould heating off" mould heating is switched off.
Required values and tolerance values, messages
Required values as well as narrow and wide tolerances for the heating zones
must be entered. When reaching the narrow tolerance values mould release
occurs, i.e. injection is possible, if no faults exist to prevent it. The fault
message "Mould heating release missing" erases.
If the temperatures for one or more heating zones reach only the wide
tolerance values, the message "Mould zone ... outside narrow tolerance" is
displayed; the machine continues to operate.
When exceeding the wide tolerance the fault message "Mould heating
switched off - mould zone ... outside wide tolerance" is displayed; injection is
not possible, the machine stops automatically. Mould heating is automatically
switched off.
When the wide tolerance falls short, the message "Mould release missing" is
displayed; the machine stops automatically.
During pauses it can be advantages to maintain or produce a temperature
below the working temperature, to allow faster reheating to working
temperature. This temperature can also be defined as so-called reduction
temperature. It can be activated by pressing key "Reduce mould
temperature". Mould heating can be reactivated by first pressing key "Mould
heating off" and then key "Mould heating on".
00 0405 K-TEC40 - K-TEC155 7-55
Running and operating the machine
Note
If the machine is switched off during a fault or at the main switch
without first pressing the key "mould heating off", reheating up to
reduction temperature occurs automatically when the machine is
switched on again.
Machine operation duringmessages
In operation modes "Semi-automatic" and "Automatic" the cycle is interrupted
or not released during messages "Mould heating switched off" and "Mould
heating release missing".
In operation modes "Setting" and "Manual" the machine can be the moved in
spite of mould heating messages, if no other fault prevents it.
Procedure: Setting mould heating
• Call up screen page 32
• If required, activate soft start in line 32.06 by entering "1"
• When soft start is activated, in lines 32.07 to 32.09 enter start duration,
start temperature and power limit for the starting phase
• In line 32.11 enter reduction temperature; entering "0" switches
reduction temperature off
Fig. 83: Screen page 32: Mould heating: Soft start and temperature reduction
7-56 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Call up screen page 33
• In key switch position "3" the temperature control devices can be freely
defined by text input
• Enter required values for temperature control devices; a required value
of "0" switches off mould heating
• Fade in the columns for input of tolerances with Softkey "tolerances on/
off"
• Enter tolerances for temperature control devices; tolerances which are
too low are not practical
Fig. 84: Screen page 33: Mould heating: Description of temperature control
devices, required values and tolerances
• Call up screen page 34
• In key switch position 3 the hot runner can be freely defined by text input
• Enter required values for hot runners; a required value of "0" switches
off mould heating
• Fade in the columns for input of tolerances with Softkey "tolerances on/
off"
• Enter tolerances for hot runners; tolerances which are too low are not
practical
00 0405 K-TEC40 - K-TEC155 7-57
Running and operating the machine
Fig. 85: Screen page 34: Mould heating: Description of hot runners, required values
and tolerances
7-58 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.5.1 Setting heating control parameters
ATTENTION!
Attempt regulator compensation only if you have sufficient knowledge
of regulator technique
On screen page 39.1 the heating control parameters for the heating control
devices and mould heaters can be set. By entering the control parameters
the controller can be matched to the control stroke. The following table shows
how the control stroke reacts to parameter changes.
Parameter Reaction
xp higher higher stability, slower fault control
xp smaller less stability, faster control of faults, possibly fluctuations
TN higher higher stability, slower fault control
TN smaller less stability, faster fault control
TV higher less stability
TV smaller higher stability
xp reciprocal parameter for proportional increase
TN follow up time
TV rate time
Procedure: • Set operation mode selector switch in position "Setting"
• Set key switch in position "1" if control parameters for mould heating are
to be changed
• Set key switch in position "8" if control parameters for cylinder heating is
to be changed
• Select screen page 30.0 or 33.0 or 34.0
• Select required heating zone
• Actuate Softkey "Change control parameters"; screen page 39.1
appears
00 0405 K-TEC40 - K-TEC155 7-59
Running and operating the machine
Fig. 86: Screen page 39.1: Control adjustment
• Further controllers can be selected with Softkeys "Controller back" and
"Controller forward" or by direct entry of the controller number in line
39.1.2.
• Set controller name in line 39.1.04; controller name can be freely
defined
• Set function in line 39.1.05:
– Value 1: Power out put element
– Value 2: Two-point controller
– Value 3: Three-point
controller
• For temperature measurement, enter value 1 in line 39.1.06 for all
heating controllers used.
• Enter control parameters in line 39.1.08 to 39.1.17
7-60 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Examples: Relationship between parameter set and control stroke characteristics:
Three-point controller,
slow (temperature control) TN 370
TV 82
xpH 26,2
switching duration 5,5
Two-point controller,
medium (distribution bar) TN 64
TV 14
xpH 5,2
switching duration 4,5
Two-point controller, very
fast (cartridge with TN 10
integrated sensor)
TV 2
xpH 4,8
switching duration 0,5
Standard parameter
(mould heating) TN 69
TV 15
xpH 5,4
switching duration 5,0
00 0405 K-TEC40 - K-TEC155 7-61
Running and operating the machine
7.5.2 Automatic control parameter determination
Automatic control parameter determination saves manual, time-consuming
determination xp, TN, TV. The proportional range Xp and the switching
duration can be set differently for heating and cooling. Control parameter
determination can be used purely for heating controllers or also for heating/
cooling controllers. For heating zones which have a temperature variation
higher than 6/s, technical changes for controlling the stroke are necessary.
The control parameters can be carried out individually for each controller
(individual optimization).
Coupled control circuits or control circuits which are to be handled in common
can be optimized as control block. Here the coupled control circuits are
simply handled as a control block and optimized.
Prerequisite The temperature difference between required and actual value of each
controller must be at least 100°C.
Individual optimization
• Set operation mode selector switch in position "Setting"
• In line 39.01, enter the number of the controller to be optimized, or
select a controller via Softkeys "Controller forward/return"
• In line 39.08, enter required temperature value
• In line 39.09 enter value "1" to integrate the controller into the block of
controllers to be optimized
• Enter value "1" in line 39.11 to start optimization
• Switch on heating
The parameters determined are displayed on screen when optimization is
completed.
• Enter value "1" in line 39.18 to take over the parameters determined
• Enter value "1" in line 39.18 to reject the new parameters
7-62 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Block optimization
• Set operation mode selector switch in position "Setting"
• To define control block
– enter controller number in line 39.01
– In line 39.08, enter required temperature value
– To integrate the controller into the block of controllers to be optimized,
enter value "1" in line 39.09
– Repeat process until all controllers to be optimized are integrated into
the control block
• Enter value "1" in line 39.11 to start optimization
• Switch on heating
As soon as block optimization is finished, the newly determined parameters
for the controller selected in line 39.01 are displayed on the screen.
• Enter value "1" in line 39.18 to take over the parameters determined for
all controllers integrated into the block
• If value "0" is entered in line 39.18, the determined parameters are
rejected
Erase controller from block • Enter controller number in line 39.01
• Enter value "0" in line 39.09, i.e. the corresponding controller is erased
from the block
00 0405 K-TEC40 - K-TEC155 7-63
Running and operating the machine
7.6 Setting the injection unit
7.6.1 Setting cylinder heating
Basis
The suitable processing temperature for the material can be determined from
the manufacturer's data sheet. Standard values can be called up via Help
texts
After actuating key "Cylinder heating on" the screw cylinder is heated to the
temperature set, actuating key "Cylinder heating off" switches cylinder
heating off.
Under screw cylinder graphics on screen page 30.0, duty cycle (ED),
required and actual temperatures and tolerances are allocated to each
heating zone.
Control adjustment for cylinder heating can be made in key switch position 8
(for procedure see Chapter 7.5).
WARNING!
There are hot surfaces near the screw cylinder.
The cover over the heating section of the screw cylinder must not be
removed. Failure to follow these instructions can lead to injury and/or
machine damage.
ATTENTION!
The heater bands must fit snugly to the cylinder for efficient heat
transfer. If plastic material enters the heater bands they will be
damaged.
Fig. 87: Seating of the FeCuNi sensors
Temperatures are measured with FeCuNi sensors (thermal elements).
Ensure they are seated correctly.
7-64 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Required values and tolerance values, screw release
For the processing temperature, required values as well as narrow and wide
tolerance values must be entered. When reaching the narrow tolerance
values and after a delay time of four minutes, screw release occurs, i.e.
plasticizing and injection is possible. In line 30.18 screw release delay time
i.e. the remaining time to screw release is displayed. A delay time of four
minutes is not enough if the screw cylinder is heated from a cold state; after
screw release is given a further 15 minutes (small screws) to 30 minutes
(large screws) must expire.
ATTENTION!
If the protective function of "Screw release" is bypassed, through input
of required temperature values which are too low and do not
correspond to the recommended processing temperature and input of
tolerance bands which are too high, damage to the plasticizing unit
could ensue.
Ferromatik Milacron is not liable for damages to the plasticizing unit
caused through bypassing the protective "Screw release" function.
If a heating zone is completely switched off with required value entry 0,
it is ignored during thermal soak time.
Messages
If the temperature reaches only the narrow tolerance values, the message
"Heating zone outside narrow tolerance" is displayed; the machine continues
to operate. If temperatures are outside the wide tolerance the message
"Screw release missing" is displayed; plasticizing and injection are not
possible, the machine stops automatically. At temperatures above the wide
tolerance the heating switches off automatically.
Temperature reduction
During pauses or if machine monitoring responds it can be advantageous to
maintain or produce a temperature below the processing temperature, so that
a reheating to processing temperature can take place faster and the screw
cylinder is protected from damage. This temperature can also be defined as
so-called reduction temperature. Temperature reduction can be activated by
actuating key "Reduce cylinder temperature" or via the automatic machine
shutdown after motor shutdown delay time has expired. Cylinder heating may
be restarted by actuating key "cylinder heating on".
00 0405 K-TEC40 - K-TEC155 7-65
Running and operating the machine
Note
If the machine is switched off during a fault or at the main switch
without first pressing the key "Cylinder heating off", reheating up to
reduction temperature occurs automatically when the machine is
switched on again.
Procedure: Setting cylinder heating
• Select screen page 30
Fig. 88: Screen page 30: Cylinder temperature: Required values, tolerances and
temperature reduction
• In line 30.11 enter the required temperatures (max. 350°C for the
heating segments of the screw cylinder
• In line 30.11 enter the required temperature for the hopper feedthroat;
the ideal temperature depends type and dryness of the material,
however it must not exceed 80 °C
7-66 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
ATTENTION!
By entering required value of "0" the heating segment is switched off
completely; during screw release this segment is then not taken into
account.
• Fade in screen pages 30.14 to 30.17 with softkey "Tolerance on/off"
• In line 30.14 to 30.17, enter permitted temperature tolerances; too low a
tolerance is not practical
ATTENTION!
When processing polycarbonate always use a suitable reduction
temperature! The reduction temperature must not be switched off with
this material.
• In line 30.19 enter reduction temperature; entering "0" switches
reduction temperature off
A graphic overview of temperatures in cylinder and feed throat can be faded
in with the softkey "Required/actual graphic". With other softkeys, the graphic
can be scaled to specific temperature areas and display the entered
temperature tolerances.
Fig. 89: Screen page 30.1: Cylinder temperature: Graphic display of required and
actual temperatures
00 0405 K-TEC40 - K-TEC155 7-67
Running and operating the machine
7.6.2 Setting nozzle retraction
Nozzle retraction is determined via nozzle retraction time (line 49.10) and
nozzle return speed (line 49.12).
Nozzle speed / nozzle holding pressure
S-Version Nozzle speed and holding pressure for KTEC S-series injection moulding
machines are set at the factory. Nozzle speed and holding pressure which
can be controlled via the screen is an option.
Standard version Nozzle speed (line 49.11 and 49.12) and holding pressure (line 49.13) on
standard K-TEC injection moulding machines can be controlled via the
screen. The nozzle holding pressure entered in line 49.13 must always be
slightly higher than the pressure value set at pressure switch .5-F1. If this is
not observed, pressure switch .5-F1 does not switch and the machine stops
on step 16. The fault message "nozzle holding pressure not reached"
appears. The pressure switch .5-F1 is preset at the factory to 100 bar.
Fig. 90: Screen page 49: Nozzle retraction: Programmes and required values
7-68 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Setting pressure switch .5-F1 (standard design)
ATTENTION!
A safe ladder or safe steps must be used when setting the pressure
switch.
• In line 49.13, enter nozzle holding pressure
• Set operation mode selector switch in position "semi-automatic" or
"automatic"
• Actuate key "Start" to initiate the cycle
• Set pressure switch .5-F1 with hexagon socket wrench so that the
machine stops on step 16 (fault message: "nozzle holding pressure not
reached")
• Then set pressure switch .5-F1 so that it just switches, i.e. the fault
message "nozzle holding pressure not reached" erases and the cycle
continues. Pressure switch .5-F1 is now set on the value entered in line
49.13.
• Increase the value in line 49.13 by 5 to 10 bar so that the pressure
switch operates faultlessly.
For S-version The reduced nozzle holding pressure during mould open is set in line
option, 49.14. This means: The traverse cylinders of the injection unit do not become
pressureless when the mould opens; the injection unit is held with the
reduced nozzle holding pressure entered in line 49.14.
Line 49.02, value 0
Function: Nozzle retraction takes place immediately after injection.
Application: Only possible with shut-off nozzle
Line 49.02, value 1, line 49.09, enter value
Function: Nozzle retraction delayed after injection.
Application: Through time-controlled nozzle retraction the heat transfer from the nozzle to
the sprue bushing is precisely controlled. Retraction before the end of
plasticizing can lead to material escaping from the open nozzle.
00 0405 K-TEC40 - K-TEC155 7-69
Running and operating the machine
Line 49.02, value 2, line 49.09, enter value
Function: Nozzle retraction delayed after plasticizing
Application: Preventing material escaping from the open nozzle. Delay time is so selected
that the compression in the front of the screw is released.
Line 49.02, value 3
Function: The nozzle always remains in the forward position. There is no loss of cycle
time since there is no nozzle movent. Delay time for nozzle retraction
(line 49.09) is not taken into account.
Application: With hot runner moulds, tab moulds, and generally when good heat insulation
is required against mould cooling systems. If necessary, also to prevent
cobwebbing.
Line 49.02, value 4
Function: Nozzle retraction during faults. The nozzle always remains in the forward
position. There is no loss of cycle time since there is no nozzle movement.
Nozzle retraction delay time (line 49.09) is taken into account during a fault
and the nozzle retracts according to the set nozzle retraction time
(line 49.10).
ATTENTION!
In connection with the automatic machine shut-down (line 80.12), for
correct retraction of the nozzle in case of a fault a higher value must be
entered for motor shut-down delay time (line 80.13) than for nozzle
retraction time (line 49.10).
Application: In case of a fault the nozzle retracts and relieves the hot runner.
Line 49.02, value 3, line 49.14, enter value
Function: Reduced nozzle holding pressure during mould open (option). When the
mould opens the traverse cylinders of the injection unit do not become
pressureless but the nozzle is held with the reduced nozzle holding pressure.
7-70 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.7 Setting plasticizing process
7.7.1 Basis
The material is plasticized by heating the screw cylinder and by the friction of
screw movement, which depends on screw rpm. The material weight of the
moulded part is determined by plasticizing stroke/plasticizing volume, screw
diameter, back pressure and material density. Plasticizing can take place
parallel to mould opening movement (see Chapter 7.3.4 "Setting mould
opening").
7.7.2 Stroke or volume dependent parameters
The input of parameters for plasticizing and injecting can be done on the
basis of stroke or volume, e.g. plasticizing stroke in mm or plasticizing volume
ccm; during switchover both values are directly converted into the other one.
Plasticizing can occur in four individually settable stages with different screw
rpm and back pressure.
Entry/display of plasticizing and injection parameters can occur stroke or
volume dependent (e.g. plasticizing stroke in mm or plasticizing volume in
ccm).
• Put key switch in position 1
• Select screen page 40
• Select type of entry via Softkey "Display stroke/volume" or "Display
hydraulic / specific".
By actuating Softkey "Display stroke/volume"
– the dimensions change from mm or mm/s into ccm or ccm/s or
reverse.
– the dimension for screw rpm from 1/min to mm/s and reverse.
By actuating Softkey "Display hydraulic./specific"
– the display for injection, back-, and switchover pressures changes
from "Pressure, hydraulic " into "Pressure, specific" and reverse.
00 0405 K-TEC40 - K-TEC155 7-71
Running and operating the machine
Fig. 91: Screen page 40: Plasticizing and cooling time, basic unit: volume
Fig. 92: Screen page 40: Plasticizing and cooling time, basic unit: stroke
7-72 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• In line 40.02, enter plasticizing stroke or plasticizing volume; this
determines the material quantity necessary to fill the mould
• In line 40.05 enter the switchover points for switchover to the next
plasticizing stage; the plasticizing stroke/volume entered in line 40.2 is
automatically entered in the last column.
7.7.3 Screw r.p.m.
Higher screw r.p.m. means higher friction and higher friction heat in the screw
cylinder, which speeds up plasticizing; however, it increases wear. Therefore,
making use of cooling time for plasticizing recommends itself.
Screw r.p.m. can remain constant during the whole plasticizing process
(plasticizing without ramp) or reduced toward the end of the plasticizing
process (plasticizing with ramp).
• In line 40.06 enter screw rpm or speed for the corresponding plasticizing
stages, equal values can be entered.
• With Softkey "Plasticizing ramp on or off" switch plasticizing ramp on or
off.
Screw r.p.m. Screw r.p.m.
with ramp without ramp
plasticizing stroke plasticizing stroke
Fig. 93: Diagram: Plasticizing process – approaching end position
Optional equipment: • By means of the softkey "increased torque" (option) a switchover to a
Switchover to increased higher screw torque at a lower screw speed can be effected. A message
screw torque appears on the screen indicating that the increased screw torque is
active.
00 0405 K-TEC40 - K-TEC155 7-73
Running and operating the machine
Fault during screw speed measurement (only for S-version)
During failure of screw rpm counter the plasticizing process is interrupted and
the message "Screw rpm counter unit 1 interrupted". A defective rpm counter
may be the cause. If this fault occurs screw rpm control is no longer active.
Plasticizing is still possible without screw rpm control. To do this:
• Actuate key "Start" to erase the message
• Put operating mode selector switch in position "Manual"
• Actuate key "Injection"
• After releasing key "Injection" plasticizing continues without screw rpm
control
To rectify the fault (reactivate screw rpm control):
• Put key switch in position 8
• Select screen page 89.3
• Actuate softkey "Refresh"
7.7.4 Back pressure
Back pressure improves homogenization of the form mass. A low back
pressure of 4 to 5 bar (hydraulic) is adequate as a rule, but a higher value
could be necessary depending on the material. The manufacturers
recommendations serve as a guide. In manual operation back pressure is
automatically reduced to zero, if no other value was entered. Back pressure
value during manual operation must not exceed the resistance of the open
nozzle.
• In line 40.07 enter backpressure for the corresponding plasticizing
stages, equal values can be entered.
ATTENTION!
In manual operation do not set the back pressure higher than the
resistance of the open nozzle since it will cause material to leak out of
the nozzle.
• In line 40.08, enter back pressure for manual operation; This value will
be used in manual operation instead of the value entered in line 40.07
7-74 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Screw suck-back
The screw suck-back relieves the mould hot runner and the front area of the
screw. Screw suck-back can occur before or after plasticizing or at both
times. To avoid streaking in the moulded part a minimal stroke should be set.
ATTENTION!
Keep the screw suck-back stroke and speed minimal to avoid faults in
the moulded part.
• In line 40.09, enter the required screw suck-back before plasticizing; "0"
switches screw suck-back off
• In line 40.10, enter speed for screw suck-back before plasticizing
• In line 40.12, enter the required screw suck-back after plasticizing; "0"
switches screw suck-back off
• In line 40.13, enter speed for screw suck-back after plasticizing
7.7.5 Backpressure relief or screw end position control (only for S-version)
Screw end position control, Screw end position control counteracts this phenomenon and holds the screw
line 40.14 in its defined end position. The melted mass compressed by the back
(S-version) pressure in front of the screw, could cause the screw to drift away.
In order to avoid the plasticized mass from overflowing the nozzle, the use of
a shut-off nozzle is recommended when screw end position control is
switched on (line 40.14, value 1).
• In line 40.14, switch screw end position control on or off
Back pressure relief, The injection cylinder is switched pressureless after plasticizing so that the
Line 40.14 compressed form mass can be relieved. When using a hydraulic shut-off
nozzle the back pressure relief can be switched off.
• In line 40.14 switch back pressure relief on or off
00 0405 K-TEC40 - K-TEC155 7-75
Running and operating the machine
7.7.6 Hydraulic shut-off nozzle (option)
Hydraulic shut-off nozzle Should the hydraulic shut-off nozzle remain continuously open, or if an open
continuously open nozzle is used, enter value 0 in line 40.16.
Nozzle shut-off • Enter value 1 in line 40.16.
The hydraulic nozzle opens with start of injection and closes at the end of the
last injection/dwell pressure phase.
Note: The hydraulic nozzle opens:
• at intrusion
• at screw suck-back before plasticizing; (at screw suck-back after
plasticizing the hydraulic nozzle remains closed)
• at emergency-off
• when motor is shut down
• when heating is shut down
• at temperature reduction
• during power failure
• during switchover to setting mode
7-76 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Setting the hydraulic pressure for activating the hydraulic shut-off nozzle
Pressure reduction valve The hydraulic pressure for activating the hydraulic shut-off nozzle can be set
DV21 at the pressure reduction valve DV21. To avoid damaging the mould an
especially sensitive pressure setting of the DV21 is required in the case of
internal and external needle shut-off nozzles. The DV21 is located on
hydraulic block 2 (injection unit) is set at the factory:
• to 100 bar in case of rotary shut-off nozzles
• to approximately 30 bar in case of needle shut-off nozzles
Material escaping from a shut-off nozzle can have the following causes:
• The mechanical setting of the actuating lever for the hydraulic shut-off
nozzle is not correct
• Insufficient pressure for closing the hydraulic shut-off nozzle. If, e.g. high
pressure is used for plasticizing, it can back-activate the shut-off nozzle
and cause material to escape. By raising the pressure on the DV21
sufficient nozzle shut-off pressure can be obtained.
ATTENTION!
Needle shut-off nozzles require a sensitive pressure setting at the
pressure reduction valve DV21.
Failure to follow this instruction may result in damages to machine and
mould.
Procedure • Install the pressure gauge which has been supplied to the connection on
the DV21 (fixed pressure gauge = option)
• Loosen the counter nut on the setting screw of the DV21
• Switch on motor
• Set desired pressure with the adjustment screw on the DV21
• Secure with counter screw after adjustment on the DV21 has been
made.
00 0405 K-TEC40 - K-TEC155 7-77
Running and operating the machine
7.7.7 Plasticizing delay
If cooling time is very long, the form-mass in front of the screw can be
damaged by being heated for a long period. If lengthening plasticizing time,
e.g. reduced screw rpm, is not enough to avoid this, plasticizing start can be
delayed and first started during cooling time.
• In line 40.17, enter the required plasticizing delay
7.7.8 Intrusion
The injection volume of the machine can be increased above the measure of
the injection volume of the injection unit by Intrusion. For this plasticizing is
done with nozzle held and with screw rpm n2, so that the form-mass is
pressed into the mould before the actual injection process begins. Cycle time
is extended accordingly. The amount of intruding form mass depends on
material consistency and resistance in the mould.
• In line 40.18 enter the required intrusion period; "0" switches intrusion
off
7.7.9 Cooling time
With end of dwell time cooling time starts. Cooling time must be long enough
to allow for proper extraction of the moulded part. During cooling time new
material can be plasticized.
• In line 40.19, enter cooling time
The actual value in this line indicates the remaining cooling time
7-78 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.8 Setting the injection process
The injection process can be subdivided into two to six (with optional
equipment: up to twelve) injection stages with different injection velocities and
different injection pressures. The change in stages of speed and pressure
can be necessary due to mould form and material characteristics. Goal is
optimum filling of the mould and excellent part characteristics.
Switchover to the next stage occurs stroke, time, or pressure-dependent. The
actual values are displayed on screen. The criterion reached first triggers the
switchover; the triggering value is displayed in violet during operation at the
end of every injection stage. The last injection stage (dwell pressure) occurs
only time-dependent. After the last injection stage the cushion is displayed on
screen.
The switchover can occur through injection unit parameters or mould
parameters (mould cavity pressure dependent switchover). For this the
mould must be fitted with a pressure or power transducer and the machine
retrofitted with a charge amplifier.
7.8.1 Number of injection stages
The number of injection stages selected should not be higher than
necessary.
• Select screen page 41
Fig. 94: Screen page 41: Injection parameters, here with six injection stages
00 0405 K-TEC40 - K-TEC155 7-79
Running and operating the machine
• In line 41.01, enter required injection stages
• In line 41.02, the value entered in line 40.02 for the plasticizing volume
or plasticizing stroke (switch over with softkey "display stroke/ volume")
is displayed
7.8.2 Injection pressure
This pressure is maximum pressure which is only reached when no
switchover to the next injection stage occurs.
• Enter the required injection pressure p1, p2 etc., for all injection stages.
The pressure set must be adequate to overcome the resistance in the
mould
By actuating Softkey "Display hydraulic./specific"
– the display for injection, back-, and switchover pressures changes
from "Pressure, hydraulic" into "Pressure, specific" and reverse.
• When stroke or pressure-dependent switchover is required, this value
must be higher than the actual pressure during injection
• When time-dependent switchover is set, this value acts as limit value
• In the last injection stage (dwell pressure) this value acts as limit value
7.8.3 Injection speed
This speed in mm/s or ccm/s (switchover with softkey "display stroke/
volume") is maximum speed, which is only reached when no switchover to
the next injection stage occurs.
• Enter the required injection speed v1, v2 etc. for all injection stages
7.8.4 Injection time, time-dependent switchover
This time is maximum duration, which is only reached when no switchover to
the next injection stage occurs.
For time-dependent switchover, set switchover pressure and switchover point
so that they are not reached before expiry of injection time.
• Enter the required injection time t1, t2 etc. for all injection stages
7-80 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.8.5 Switchover pressure, pressure-dependent switchover
This pressure is maximum pressure which is only reached when no
switchover to the next injection stage occurs. The switchover pressure must
not be higher than injection pressure.
For pressure-dependent switchover, set injection time and switchover point
so that they are not reached before switchover pressure is reached.
The actual pressure of the previous injection stage must be lower than the
switchover pressure entered here, otherwise directly after switchover to this
injection stage the existing switchover pressure is transferred to the next
injection stage.
Pressure-dependent switchover in the first injection stage should be avoided,
since a clogged sprue could lead to reaching the switchover pressure too
quickly and the first injection stage is skipped.
If pressure-dependent switchover is to take place in a number of successive
injection stages, the switchover pressure from stage to stage must be
selected higher.
• Enter the required switchover pressure pu1, pu2 etc. for all injection
stages
7.8.6 Switchover point, stroke-dependent switchover
This switchover point in mm stroke or ccm injection volume (switchover with
Softkey "Display stroke/volume") is a limit point which is only reached when
no switchover to the next injection stage occurs.
For switchover at the selected switchover point set injection time and
switchover pressure so that they are not reached before switchover point is
reached.
• Enter the required switchover point s1, s2 etc. for all injection stages
00 0405 K-TEC40 - K-TEC155 7-81
Running and operating the machine
7.8.7 Mould cavity pressure dependent switchover (requires optional equipment)
Setting mould cavity pressure-dependent switchover
For mould cavity pressure-dependent switchover the mould has to be
equipped with a pressure or force transducer and the machine has to be
retrofitted with a KISTLER charge amplifier, type 5039A222. Mould cavity
pressure-dependent switchover can take place only in one and not several
injection stages.
• Put key switch in position 1
• Set operation mode selector switch in position "Setting"
• Call up screen page 43
Fig. 95: Screen page 43: Mould cavity pressure-dependent switchover
• In line 43.05, enter type of transducer (pressure or power transducer)
• When using a pressure transducer, enter sensor sensitivity
(min. 2.000 pC/bar, max. 9.999 pC/bar) in line 43.08
• When using a power transducer, enter pin diameter in line 43.10 and
sensor sensitivity in line 43.11; the control automatically enters the value
calculated from this pC/bar (min. 2.000 pC/bar, max. 9.999 pC/bar) in
line 43.08
7-82 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• In line 43.02, enter the injection stage into which the mould cavity
pressure-dependent switchover should take place
Now the cursor jumps to the pre-selected injection stage. For control the
display changes in this injection stage: instead of switchover pressure pu
mould cavity pressure pi appears.
• Enter required mould cavity pressure
For entering tolerance the cursor jumps to the tolerance line of the pre-
selected injection stage
• Enter tolerance
Switching off or changing mould cavity pressure-dependent switchover
The mould cavity pressure-dependent switchover can later be activated or
switched off for another injection stage.
• Proceed as described in the previous paragraph
• In line 43.02, enter "0", to switch off the mould cavity pressure-
dependent switchover, or choose or to select another injection stage
• The cursor will now jump automatically to each screen line that requires
corrections or new entries
00 0405 K-TEC40 - K-TEC155 7-83
Running and operating the machine
7.8.8 Two-colour injection
The function of both injection units during two-colour injection is set via
screen page 44.0 "Optional equipment: Multi-colour".
To enter the parameters relevant to the individual injection units, the
corresponding screen pages need to be switched over via key "Additional
injection units". The injection unit selected is displayed in the status display
(position 4).
Operating mode line 44.02 In this line the injection units are selected. Entering value 1 the respective
injection unit is switched on.
Operating mode nozzle movement
Line 44.08 During parallel operation the start signal for nozzle movement for both
Value 1: parallel injection units is given simultaneously. The delay times for nozzle forward
Value 2: serial movement entered in line 44.12 are taken into account.
During serial operation the start signal for nozzle movement fort he second
injection unit is given after nozzle movement of the first injection unit is
completed. The sequence set in line 44.10 and the delay times set in line
44.16 are taken into account.
Line 44.10 During serial operation the sequence for nozzle movement is set in this line
Line 44.12 A delay time for nozzle forward movement can be entered in this line for the
selected injection unit (key "Additional injection units").
7-84 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Operating mode injection
Line 44.14 During parallel operation the start signal for injection for both injection units is
Value 1: parallel given simultaneously. The injection delay times entered in line 44.18 are
Value 2: serial taken into account.
During serial operation the start signal for injection for the second injection
unit is given after the injection process of the first injection unit is completed.
The sequence set in line 44.16 and the injection delay times set in line 44.18
are taken into account.
Line 44.16 During serial operation the sequence for injection is set in this line
Line 44.18 An injection delay time can be entered in this line for the selected injection
unit (key "Additional injection units").
Notes
When heating is switched on with key "Cylinder heating on", only the
injection unit switched on in line 44.02 (value 1) is heated.
When an additional injection unit is switched on via line 44.02 while
heating is on, the heating for this injection unit is activated.
When an injection unit is switched off (value 0) via line 44.02 while
heating is on, the heating for this injection unit remains activated. If the
heating is to be switched off together with the injection unit, the heating
must be switched off via key "Cylinder heating off" and switched on
again via key "Cylinder heating on".
00 0405 K-TEC40 - K-TEC155 7-85
Running and operating the machine
Screen page 44.0,
Special equipment:
Multi-colour
Display of injection unit
selected
Fig. 96: Screen page 44.0: Special equipment multifcolour
7-86 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.9 Setting machine monitoring
Automatic monitoring of various operational values ensures consistently good
part quality. When there is a deviation from the reference values, automatic
monitoring is equipped for graduated reactions, from the simple message
during continuous production right up to machine shut-down.
The monitoring functions are switched on on screen page 80, the tolerance
bands for monitoring on the following pages.
Fig. 97: Screen page 80: Setting the monitoring functions
00 0405 K-TEC40 - K-TEC155 7-87
Running and operating the machine
7.9.1 Trend diagram
Recording of actual values for tolerance monitoring and process analysis is
done on pages 82.0 to 86.0. Each page contains two block diagrams for
plotting a freely selectable process value (actual value). The allocation of
which process variable should be recorded on which page and in which
diagram (above or below) is made on page 81.0.
Fig. 98: Screen page 81.0: Trend diagram selection of process size
Basically all actual values from pages 81.1 to 81.5 can be selected the for
trend display via the select-mode.
Recording is done cyclic. A maximum of 82 cycles can be recorded in a
diagram.
7-88 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 99: Screen page 82: Trend diagram
Softkey "Switchover (only multi-colour/multi-component injection moulding machines)
process size" With the trend diagram a total of 20 actual values can be recorded. On screen
pages 82.0 to 86.0 either the actual values 1 to 10 or 11 to 20 are graphically
displayed. By actuating the softkey "Switchover process size" switchover
between these two diagrams (process size 1 to 10 or 11 to 20) occurs.
Setting of trend diagram
The setting of trend diagram is divided into 3 main steps:
• Selection of process sizes
• Setting tolerances
• Setting of actual reference values
Selection of process sizes Recording of the selected process sizes occurs on screen pages 82.0 to
86.0. 2 process sizes (actual values) can be selected per side, which are then
allocated to the upper or lower diagram.
Entering actual values • Put key switch in position 1
• Select screen page 81.0
00 0405 K-TEC40 - K-TEC155 7-89
Running and operating the machine
• Select the required position into which a process value is to be entered
via curser keys.
• Actuate softkey "enter actual value"
Now the screen page 81.0 is displayed in reduced size and you are now
in SELECT-MODE.
Fig. 100: Screen page 81: Trend diagram in selection mode
• Select process values; to do this:
– Select one of the screen pages 81.1 to 81.5
– Select the required process values via cursor keys
– Actuate "ENTER" key
Now the selected process sizes are allocated to the pre-selected diagram
(display in plain text and by select-code)
• Select further process sizes or
to end SELECT-MODE actuate key "CLEAR"
7-90 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 101: Screen page 81.1: Trend diagram tolerance input
Erase actual value • Put key switch in position 1
• Select screen page 81.0
• Actuate softkey "erase actual value"
• Select actual value to be erased via cursor keys
• Actuate "ENTER" key
• To erase further actual values or end ERASE-MODE by actuating key
"CLEAR"
Setting tolerances Input of tolerances is made for
• injection parameters on screen pages 81.1 and 81.2
• screw cylinder temperatures on screen page 30.0
Setting actual reference Setting the actual reference value has the effect that the currently valid actual
values value is declared as actual reference value, saved and used as basis for
tolerance monitoring.
It is represented by the central point of the Y axis in the trend diagram. The
symmetric tolerance band is laid around this central point.
00 0405 K-TEC40 - K-TEC155 7-91
Running and operating the machine
The reference values can be set for
• all process sizes with softkey on screen page 81.0 or
• for each individual process size in the trend diagram on screen pages
82.0 to 86.0.
• For each individual process size on screen page 81.1 or 81.2.
1. option • Select screen page 81.0
• Press Softkey "Set reference value"
2. option • Select the screen page on which the trend diagram of the process value
is found for which a new actual reference value is to be set.
• Actuate softkey "Set reference 1" to set a new actual reference value for
the upper diagram or
• Actuate softkey "Set reference 2" to set a new actual reference value for
the lower diagram.
3. option • Put key switch in position 1
• Select screen page 81.1 or 81.2
• Select the required process values via cursor keys
• Actuate Softkey "Set reference value"
Erasing In the trend diagram on screen page 82.0 to 86.0 each individual trend
Trend diagram diagram can be erased. To do this:
• Put key switch in position 1
• Select one of the screen pages 82.0 to 86.0
• Actuate softkey "Erase graphics 1" or softkey "Erase graphics 2"
7-92 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.9.2 Time analysis
Page 17.1 displays the time analysis of various functional processes within a
machine cycle. In column "N" the times of the current macine cycle, in column
"N-1" the times of the previous cycle and in column "D" the last 10 machine
cycles are recorded.
Fig. 102: Screen page 17.1: Time analysis
00 0405 K-TEC40 - K-TEC155 7-93
Running and operating the machine
7.9.3 Production data
Entry of product related data serves especially to complete the data to be
saved or printed as well as the value for calculating production quantity
(REQUIRED/ACTUAL/REMAINING) and duration of production
(REQUIRED/ACTUAL/REMAINING). Screen page 20.0 gives on overview of
production data. The values shown on this screen page are taken over by
screen page 21.0 or calculated from values entered on screen page 21.0.
Additionally, when writing on the data carrier the production data "Material
number" and "Mould number" are used in order to clearly identify the sets of
data saved.
Fig. 103: Screen page 20.0: Overview of production data
As soon as good parts are moulded product related data can be entered on
screen page 21.0:
• In line 21.11 enter the cycle time shown in the status display
• In line 21.12 enter the required production quantity
• With multi-cavity mould enter the number of cavities in line 21.13
On the basis of cycle time, production quantity and number of cavities
entered, the cycles, the number of moulded parts per hour and duration of
production (REQUIRED) are calculated.
7-94 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 104: Screen page 21.0: Input of production data, shot counter
Note
Activate special programme:
• Set operation mode selector switch in position "Setting"
• In line 21.10 enter special programme number to activate special
program
• Enter required values for the sequence of the special programme
(see description of special program)
00 0405 K-TEC40 - K-TEC155 7-95
Running and operating the machine
Adding shot counter and subtracting shot counter
From the reading on the adding and subtracting shot counter the current
production quantity (ACTUAL), good and reject parts as well as remaining
production quantity (REMAINING) is calculated on screen page 20.0. The
corresponding duration of production (ACTUAL and REMAINING) is also
displayed.
1 2
Fig. 105: Screen page 21.0: Production data
1 Adding shot counter
2 Subtracting shot counter
The adding shot counter is to be used for the whole order. All machine cycles
are counted. In the status display the current stand of the adding shot counter
is displayed.
The subtracting shot counter (good part counter) only counts those cycles in
which tolerance monitoring has not responded. The current stand of the
subtracting shot counter is shown in the status display.
If a multi-cavity mould is installed, i.e. the number of cavities exceeds 1, the
subtracting shot counter shows the number of shots which correspond to the
production quantity entered.
7-96 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
At production start the adding shot counter must be erased and the
subtracting shot counter must be set. Procedure:
• Enter production quantity in line 21.12
• Entert he number of cavities in line 21.13
• Erase adding shot counter (in line 21.14 enter value 1)
• Set subtracting shot counter (in line 21.15 enter value 1)
• Starting production
Subtracting shot counter If the production quantity is reached, subtracting shot counter on 0, the
activated without automatic machine stops on step 63 and the emergency-off lamp blinks.
machine shut-down
Subtracting shot counter If the production quantity is reached, subtracting shot counter on 0, the
activated with automatic machine shut-down programme is activated after the shut-down delay times
machine shut-down entered.
In both cases the message 'Subtracting shot counter =0' appears.
00 0405 K-TEC40 - K-TEC155 7-97
Running and operating the machine
The adding parts counter (shift)
The adding part counter (shift) serves as shift counter. It is set on 0 at the
start of a shift (in line 21.16, enter value 1). Starting and end time of a shift
are set on screen page 20.1. At the end of the shift the produced quantity can
be read. Every cycle is counted. From the stand of the subtracting shot
counter the good parts per shift (see screen page 20.0 and 20.1) are
calculated.
Fig. 106: Screen page 20.1: Starting and end times of the shift
7-98 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.9.4 Recording of process data
During a monitoring period of a maximum of 24 hours, eight process actual
values (lines 22.11 to 22.18), messages (line 22.06, value 1), stoppage time
(line 22.07, value 1) and required value changes (line 22.08, value 1) can be
recorded. Three recording periods per day can be defined during which
production data recording operates. Continuous recording over the whole day
can also be selected.
Screen page 25.0 – 25.3 contains a list of process data recorded.
25.0: Process data
25.1: Messages
25.2: Stoppage times
25.3: Required value changes
Screen pages 22.0 and 23.0 become visible when the key switch is in
position ≥ 3.
Fig. 107: Screen page 22: Setting the protocol sequence
00 0405 K-TEC40 - K-TEC155 7-99
Running and operating the machine
Fig. 108: Screen page 23: Recording periods and printing
Activating Process data recording is activated in line 22.02. On screen page 23 a
recording period or continuously running recording must be set.
Before recording the protocol memory must be erased (line 23.18, value 1).
Protocol sequence • Set key switch in a position ≥ 3.
• Select screen page 22
• Switch on process data recording (line 22.02, value 1)
• Select one of the lines 22.11 to 22.18 via cursor keys
• Actuate softkey "enter actual value"
Now screen page 22 is displayed in reduced size and you are now in so-
called SELECT-MODE.
• Select actual process values, to do this:
– Select the screen page on which the required actual process values
are found
– Select actual process values via cursor keys
– Actuate "ENTER" key
7-100 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
The actual process value selected is now inserted in the selected line
(22.11 - 22.18).
• Insert further actual process values or
to end SELECT-MODE actuate key "CLEAR"
Note
When entering an actual process value in lines 22.11 to 22.18 a
previously selected actual value is overwritten.
Selected actual process values can be erased. To do this
– Set key switch in a position ≥ 3.
– Actuate softkey "erase actual value"
– Select the actual process values to be erased (lines 22.11 – 22.18)
– Actuate "ENTER" key
– To erase further actual process values or end ERASE-MODE by
actuating key "CLEAR"
Printing recorded data
ATTENTION!
The protocol memory is erased after recorded data is printed.
The recorded process data can be printed out in various ways:
• On demand by actuating softkey "print" (line 23.13, value 0)
• Continuously (line 23.13, value 1)
• At the end of a recording period (line 23.13, value 2)
• At the end of a cycle interval (line 23.13, value 3) after expiry of the cycle
number entered in line 23.11
Note
The print layout of the protocol on the printer is set on screen
page 16.2.
00 0405 K-TEC40 - K-TEC155 7-101
Running and operating the machine
Saving data
ATTENTION!
Hereby the protocol memory is erased!
By actuating "Database format on disk" the recorded data in the protocol
memory can be stored as table-text-format on disk.
Before actuating this softkey it is recommended to change into operating
mode "setting" otherwise it could lead to faulty data transmission or damage
to the disk drive.
Acknowledging stoppage times
Acknowledgement of stoppage times by machine operator
On screen page 24 the reasons for machine stoppage are firmly fixed. These
could be extended by further reasons on customer request (option).
Stoppage times are only recorded when value 1 is entered in line 22.07.
Fig. 109: Screen page 24: Acknowledgement of stoppage times
7-102 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Select screen page 24
• Select line which states the reason for machine stoppage.
• Actuate softkey "start stoppage"
• When fault is rectified actuate softkey "end stoppage"
Editing stoppage texts (option)
If this function is released, free text stating reasons for stoppage can be
entered (Procedure see Chapter "Setting air valves").
Note
With softkey "Loading standard texts" factory settings are restored.
7.9.5 Cycle time monitoring
Cycle time monitoring occurs during semi-automatic and automatic operation.
The complete machine cycle is monitored. It is not possible to switch off cycle
time monitoring.
• Select screen page 80
• Enter cycle time monitoring period in line 80.09 (at least 2 seconds)
• Enter tolerance for trend diagram in line 81.2.09
Fig. 110: Screen page 80: Machine monitoring, automatic shutdown
00 0405 K-TEC40 - K-TEC155 7-103
Running and operating the machine
Reaction when exceeding time in STEP 0 to 18
The machine opens and stops at mould opening width. The plasticizing
process stops, the machine becomes pressureless. Motor and heating
remain switched on. The message "Cycle time exceeded" appears and the
alarm lamp on the electric cabinet lights up.
• Remove cause of fault
• Press key "Start" to resume production
Reaction when exceeding time in STEP 19 to 63
The cycle is completed. The machine stops at mould opening width. The
plasticizing process stops, the machine becomes pressureless. Motor and
heating remain switched on. The message "Cycle time exceeded" appears
and the alarm lamp on the electric cabinet lights up.
• Remove cause of fault
• Press key "Start" to resume production
If cycle time is interrupted during the plasticizing process, proceed as follows:
• Actuate "Start" key
• Put operating mode selector switch in position "Manual"
• Press key "Injection unit return" and move injection unit completely back
• Actuate key "Injection"
• Set operation mode selector switch on "Automatic" and resume
production
Reaction when automatic machine shut-down is activated
When in line 80.12 the automatic machine shut-down is activated and cycle
time monitoring responds, the machine opens and stops at mould opening
width. The plasticizing process is interrupted. Motor and heating are switched
off. The message "Cycle time exceeded" appears and the alarm lamp on the
electric cabinet lights up.
• Remove cause of fault
• Press key "Start" to resume production
7-104 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
When cycle time monitoring responds at a time when the mould cannot move
open, cycle time runs down a second time. At expiry of this time the machine
stops at the position just reached. The plasticizing process stops, the
machine becomes pressureless. Motor and heating are switched off. The
message "Cycle time exceeded twice" appears and the alarm lamp on the
electric cabinet lights up.
7.9.6 Plasticizing time monitoring
The whole plasticizing process is monitored. Plasticizing time monitoring can
be switched off.
• Select screen page 80
• In line 80.10, enter monitoring time; entering "0,0" switches plasticizing
time monitoring off
• Enter tolerance for trend diagram in line 81.1.03
Reaction when exceeding time in STEP 0 to 18
The machine opens and stops at mould opening width. The plasticizing
process is interrupted. Motor and heating remain switched on. The message
"Plasticizing time exceeded" appears and the alarm lamp on the electric
cabinet lights up.
Reaction when exceeding time in STEP 19 to 63
The cycle is completed. The machine stops at mould opening width. The
plasticizing process is interrupted. Motor and heating remain switched on.
The message "Plasticizing time exceeded" appears and the alarm lamp on
the electric cabinet lights up.
• Remove cause of fault
• Actuate "Start" key
• Put operating mode selector switch in position "Manual"
• Press key "Injection unit return" and move injection unit completely back
• Actuate key "Injection"
• Set operation mode selector switch on "Automatic" and resume
production
00 0405 K-TEC40 - K-TEC155 7-105
Running and operating the machine
Reaction when automatic machine shut-down is activated
When in line 80.12 the automatic machine shut-down is activated and
plasticizing time monitoring responds, the machine opens and stops in mould
opening width. The plasticizing process is interrupted. Motor and heating are
switched off. The message "Cycle time exceeded" appears and the alarm
lamp on the electric cabinet lights up.
7.9.7 Plasticizing stroke monitoring
In manual operation plasticizing occurs as long as the key "plasticizing" is
pressed. This makes exceeding the set plasticizing stroke possible. In this
case plasticizing stroke monitoring responds.
Reaction without automatic machine shut-down
When the automatic machine shut-down is not activated in line 80.12 and
plasticizing stroke monitoring responds, no injection process occurs; the
machine opens up to mould opening width. The message "Plasticizing stroke
exceeded" appears and the alarm lamp on the electric cabinet lights up.
• Remove cause of fault
• Put operating mode selector switch in position "Manual"
• Press key "Injection unit return" and move injection unit completely back
• Actuate "Start" key
• Actuate key "Injection"
• Set operation mode selector switch on "Automatic" and resume
production
Reaction with automatic machine shut-down
When the automatic machine shut-down is activated in line 80.12 and
plasticizing stroke monitoring responds, emergency-off occurs; motor and
heating are switched off. The message "Plasticizing stroke exceeded"
appears and the alarm lamp on the electric cabinet lights up.
• Remove cause of fault
• Put operating mode selector switch in position "Manual"
• Press key "Injection unit return" and move injection unit completely back
7-106 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Actuate "Start" key
• Actuate key "Injection"
• Press key "Open mould" and move mould to opening width
• Set operation mode selector switch on "Automatic" and resume
production
7.9.8 Injection parameter monitoring
Monitoring for the individual injection stages can be set independent of each
other. Basis for monitoring is a reference value and a tolerance band for the
deviation. When the tolerance band is left a message is given out.
• Select screen page 80
• In line 80.02, enter "0", to switch off monitoring, or enter "1", to switch on
cushion monitoring, or enter "2", to monitor all injection parameters
• When monitoring was switched on, select screen page 81
• Press Softkey "Set reference values", to take over the actual value
parameter set of a good part as reference
The maximum number of tolerance deviations directly following one another
can be preset. Counting occurs separately for every injection parameter. For
every machine cycle outside tolerance the meter count increases by one, for
every cycle inside tolerance the meter count is decreased by one. When the
set number is exceeded the machine stops and a message is displayed. The
function is active only in key switch position "0".
• Select screen page 80
• In line 80.06 set the maximum number of tolerance deviations; entering
"0" switches the function off, i.e. when leaving the tolerance zone a
message appears but the machine is not stopped
• Messages caused by tolerance deviations can only be erased by
pressing the key "CLEAR"; entry and confirmation of "0" in line 80.02
resets counter to zero
00 0405 K-TEC40 - K-TEC155 7-107
Running and operating the machine
Tolerance monitoring:
Selection of process steps (multi-component injection moulding)
During multi-component injection moulding the injection process often
consists of three processing stages. If working with more than one injection
unit, they can be allocated to the various processing stages for tolerance
monitoring.
Number and allocation The number of processing stages is entered on screen page 80.01 in line 2;
of processing stages allocation of the injection units to the various stages is made in line 4. More
than one injection unit may be allocated to one stage.
Reject status, process To asses the ejected part as "Good part" or "Bad part", control evaluates the
evaluation individual processing stages. The individual processing stages for the ejected
part are evaluated from the pre-injected part to the finished part.
Example: The injection moulding machine employed has three injection units. The
moulded part runs through two processing stages to completion. In the first
processing stage injection units 1 and two are used to inject the pre-injected
part. In the second processing stage the third injection unit is used to
complete pre-injected part.
Line 80.1.02: Number of processing stages 2
Line 80.1.04: Processing stages - allocation (1-2)
Injection unit 1 1
Injection unit 2 1
Injection unit 3 2
7.9.9 Automatic machine shutdown
It serves mainly for operation without personnel. During each cycle
interruption the monitoring function can automatically (line 80.12 value 1)
shut down the motor, the heating and cooling water.
Shutdown delay motor/ When the motor shuts down, heating also shuts down or temperature
heating reduction takes place. The corresponding shutdown delay time is entered in
line 80.13. A shutdown valve is required for cooling water shutdown (option)
Shutdown delay Cooling water shutdown delay time (line 80.14) should always be selected
cooling water longer than motor shutdown delay time since screw cylinder (feedthroat)
requires adequate cooling down time after heating has shut down (flow-on
heat).
7-108 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.10 Freely composable screen pages
From the multitude of required and actual value lines a selection can be
compiled on the 3 screen pages 13.0 to 13.2. It is possible to compile lines, in
which set value changes are constantly made, on a user compiled page. Also
graphic elements, e.g. trend diagrams, can be inserted in user compiled
screen pages.
The user compiled screen pages are saved when writing on data carrier.
They can be read out again together with setting information (compare see
Chapter 7.15 "Storing and reading of parameter sets").
7.10.1 Composing pages
• Put key switch in position 2
• Select one of screen pages 13.0, 13.1 or 13.2
• Actuate Softkey "Insert object" to get to select-mode; the screen page
selected appears reduced on the screen
• Leaf through screen pages and with the cursor keys select the
parameters or graphics required and confirm by pressing the "ENTER"
key; in the window faded in the layout of the compiled page appears
• Press key "CLEAR", to close selection
Fig. 111: User compiled pages in select-mode
00 0405 K-TEC40 - K-TEC155 7-109
Running and operating the machine
7.10.2 Changing user compiled pages
• Select page to be changed, 13.0, 13.1 or 13.2
• Press Softkey "Insert empty line", determine empty line position with
cursor key and confirm with the "ENTER" key; press key "CLEAR" when
all empty lines are set
• Press Softkey "Erase object", determine object on page with cursor key
and confirm erase with the "ENTER" key; press key "CLEAR" when the
required objects are erased
• Press Softkey "Insert object", to insert new objects
7.10.3 Required value entries on user compiled pages
On the user compiled pages required values can also be entered in key
switch position "0". However, the entry is protected by a password. After
entering the password required values can be set for a period of 30 minutes.
Setting password
• Select screen page 13.0, 13.1 or 13.2
• Put key switch in position 3
• Press Softkey "Set password"
• Enter password (max. length eight letters, small and capital letters are
considered
• Press "ENTER" key, to confirm password
Required value entry
• Put key switch in position 0
• Select screen page 13.0, 13.1 or 13.2
• Press Softkey "Enter password"
• Enter password
• Actuate "ENTER" key
• Enter required value; you have 30 minutes available
• Block entry again; for this press Softkey "Enter password", do not enter
password and press "ENTER" key
• Erase the fault message "Wrong password entered" with the "CLEAR"
key
7-110 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.11 Freely writeable screen pages
To retain important setting information screen pages 12.3 to 12.6 can be
used. They serve as "Note pad" and have no influence on machine function.
The setting information can be read out from a disk or read in from a disk (see
Chapter "Storing and reading of parameter sets" on page 125).
Text input • Select one of the screen pages 12.3 to 12.6
• Put key switch in position 3
• Hold "ALT" key pressed and with input keys enter any text you like
• After completing text entry press "ENTER" key to confirm entry
Setting information There is also the option of saving important setting information corresponding
to a mould on screen pages 12.0 to 12.2.
00 0405 K-TEC40 - K-TEC155 7-111
Running and operating the machine
7.12 Configurable digital inputs and outputs
7.12.1 Configurable digital inputs
The four configurable digital inputs make it possible for the operator to
influence certain machine functions by means of 24V-signals of external
devices. These 24V-signals are put onto module A1230 (in case of multi-
colour machines: on module A1230) (see circuit diagram - group 1, sheet 45).
The blocking parameters are selected on screen page 66.0 and allocated to
configurable digital inputs 1 to 4. For this, a characteristic number from 0 to
12 has to be entered in the box "Function" of the corresponding input.
If the input is energized with 24 V (box "ACT", value 1), the selected machine
function is blocked. Only when the digital input is deactivated (box "ACT",
value 0), the selected machine function is enabled.
Monitoring
If a blocked machine function should be started via a configurable digital
input, although the corresponding input is activated, one of the following
messages appears after 3 seconds: "Release conf. input 1 missing ", ...,
"Release conf. input 4 missing".
Example:
If the function "External cycle stop" is desired, the characteristic number 2
"End of machine cycle" has to be entered on one of the configurable digital
inputs.
Standard configuration:
Digital Terminal Address/ Function input on
input on module A1230 Channel screen page 66.0 in
1 6 1/4 / 5 Line 1
2 7 1/4 / 6 Line 2
3 8 1/4 / 7 Line 3
4 9 1/4 / 8 Line 4
Configuration for multi-
colour machines: Digital Terminal Address/ Function input on
input on module A1230 Channel screen page 66.0 in
1 26 37 / 21 Line 1
2 27 37 / 22 Line 2
3 28 37 / 23 Line 3
4 29 37 / 24 Line 4
7-112 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 112: Screen page 66.0: Configurable digital inputs
7.12.2 Configurable digital outputs
The four configurable digital outputs make it possible for the operator to
trigger external devices in dependence on certain machine functions. These
24V-signals are put onto module A1330 (in case of multi-colour machines: on
module A1250) (see circuit diagram - group 1, sheet 45).
The blocking parameters are selected on screen page 66.1 and allocated to
configurable digital outputs 1 to 4.
For this, a characteristic number from 0 to 17 has to be entered in the box
"Function" of the corresponding output (line 1 to 4).
In the box "ACT.TIME" it is determined how long the digital output remains
triggered.
– Value 0:
The digital output remains activated for as long as the selected
machine function is operating.
– Value greater than 0:
The digital output is activated upon start of the selected machine
function (box "ACT", value 1) and is deactivated after the lapse of the
action time entered (box "AKT", value 0).
00 0405 K-TEC40 - K-TEC155 7-113
Running and operating the machine
Standard configuration
Digital Terminal on Address/ Function and
output module A1330 Channel action time
input on screen
page 66.1 in
1 12 1/5 / 9 Line 1
2 13 1/5 / 10 Line 2
3 14 1/5 / 11 Line 3
4 15 1/5 / 12 Line 4
Configuration for multi-
colour machines Digital Terminal on Address/ Function and
output module A1350 Channel action time
input on screen
page 66.1 in
1 21 38 / 17 Line 1
2 22 38 / 18 Line 2
3 23 38 / 19 Line 3
4 24 38 / 20 Line 4
Fig. 113: Screen page 66.1: Configurable digital outputs
7-114 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.12.3 Configurable analogue outputs (option)
The four configurable analogue outputs enable the operator to display certain
process variables. Analogue outputs are updated every 10ms. In box "AKT"
the actual value in volt given out. The unit and the scaling are faded in
dependent on the selected function, i.e. the max. output voltage of 10V
corresponds to the final scaling value given in the table. The analogue
outputs are wired on BNC-sockets on the side wall of the electric cabinet (see
flow diagram - group 1, sheet 46).
Function Scaling
off = 0
screw position =1 10 V = 500 mm
mould position =2 10 V = 1,000 mm
ejector position =3 10 V = 250 mm
clamping pressure = 4 10 V = 400 bar
system pressure = 5 10 V = 400 bar
mould cavity pressure = 6 10 V = 5000 bar
injection speed = 7 10 V = 500 mm/s
mould speed = 8 10 V = 1,200 mm/s
ejector speed = 9 10 V = 500 mm/s
screw speed - plasticizing = 10 10 V = 500 rpm
actual nozzle temperature = 11 10 V = 500 °C
Process variables are selected on screen page 66.2 and assigned to the four
configurable analogue outputs.
• Therefore, enter a characteristic number from 0 to 11 in box "Function"
of the corresponding output (line 1 to 4).
00 0405 K-TEC40 - K-TEC155 7-115
Running and operating the machine
Fig. 114: Screen page 66.2: Configurable analogue outputs
7-116 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.13 Standard graphics
With standard graphics, the four operational parameters of hydraulic
pressure actual value, (channel 1), screw stroke (channel 2), mould cavity
pressure (channel 3; for this the mould must be fitted with a pressure or
power transducer and retrofitted with a charge amplifier) and hydraulic
pressure required value (channel 4) can be graphically displayed at the same
time. However, process monitoring does not take place. Recording time can
be set and starts with start of injection. The graphic is displayed on screen
page 46 and serves for visual purposes only; setting parameters on this page
is not possible.
With the help of two cursor lines the exact values of a certain curve position
can be displayed. The cursor lines can also be used to spread, i.e. magnify,
certain curve sections over the full graphic width. Free scaling of the Y axis
enables selecting the display size of the individual channels.
7.13.1 Setting of standard graphics
• Select screen page 45.0
Fig. 115: Screen page 45.0: Setting of standard graphics
00 0405 K-TEC40 - K-TEC155 7-117
Running and operating the machine
Operation modes of standard graphics
The operating mode depends on the key switch position.
– In key switch position "0" (key removed) standard graphics operates in
the operating mode set in line 45.04.
– In key switch position 1 to 8 a switchover to single display always
occurs, independent of the operating mode set in line 45.13.
• In line 45.04, enter required operating mode:
– "0" standard graphics switched off
– "1" single display: recording and display of the data is started on page
46.0 by pressing Softkey "Start single recording"; for a new recording
the Softkey must be pressed again
– "3" cyclic measurement: The recording and display of the data occurs
automatically in the rhythm set in line 45.13
• In line 45.11 enter the required measuring time, e.g. injection and dwell
pressure time; the measuring time can encompass any part of a cycle or
a number of cycles
• In line 45.12, enter start delay; entering "0" starts the measurement with
injection start
• In line 45.13, enter an automatic measuring interval; entering "0" means
every cycle is measured, entering "1" means a cycle is jumped after
every measurement, entering "2" means two cycles are jumped after
every measurement etc.
• In line 45.16, enter the number of actual curves (max 20), which are
graphically displayed on screen page 46 from every channel. This
means that after a new measured value is taken up, the graphics are not
deleted but the new actual curves are drawn into the existing graphics.
• Line 45.17 "Standard graphics for unit"
only multi-colour/multi-component injection moulding machines
Standard graphics is active for the injection unit selected in this line.
This applies up to an amendment in this line or at least for one cycle
7-118 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Scaling of the display
By entering scaling values the display size of the individual channels can be
set. The maximum measuring range is limited by the maximum input signal of
10 V.
• Select screen page 45.1
Fig. 116: Screen page 45.1: Scaling the display of standard graphics
• In line 45.1.03 enter scaling value for channel 1 (hydraulic actual value,
max. 200 bar); to achieve a more accurate display, an entry of slightly
above the expected actual injection pressure is recommended
• In line 45.1.06, enter scaling value for channel 2 (screw stroke,
max. 500 mm); to achieve a more exact display, an entry of slightly
above the set screw stroke is recommended
• In line 45.1.09, enter scaling value for channel 3 (mould cavity pressure,
max. 3000 bar); to achieve a more exact display, an entry of slightly
above the actual mould cavity pressure is recommended
• In line 45.1.12, enter scaling value for channel 4 (required injection
pressure); for an exact display, the same set value as for channel 1
must be entered
00 0405 K-TEC40 - K-TEC155 7-119
Running and operating the machine
7.13.2 Display of the standard graphics
Standard graphics is displayed on screen page 46.0 according to the settings
on page 45.0 and 45.1. On page 46.0 the spread of the display, i.e. magnified
display of certain areas, and the exact determination of the measured values
at various points is possible.
• Select screen page 46
Fig. 117: Screen page 46.0: Standard graphics
Reading exact measured values, enlarging display (spreading)
The exact measured values for the position of cursor 1 and cursor 2 are
displayed left next to the display window. The cursor position can be
changed. In key switch position 1 a switchover to single display always
occurs, independent of the operating mode set in line 45.04.
• Put key switch in position 1
• With Softkey "Change cursor" determine the cursor whose position
should be changed; the selected cursor and its actual position appear in
red under the display window
• Put cursor in the required new position with arrow keys "Right" or "Left";
the relevant measured values appear to the left of the display window
7-120 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• To spread the area between cursor 1 and cursor 2 over the whole
display window, i.e. displayed enlarged, press Softkey "Spread";
multiple spreading is possible
• To cancel spreading, press Softkey "Cancel spreading"
• To again call up spreading press Softkey "Start single recording"
Enlarge display (spreading) by measurement with time acceptance
The area between cursor 1 and cursor 2 can be used for a new
measurement; the values, set on screen page 45.0, for measurement time
and start delay are ignored during this measurement.
• Select operating mode 1 (line 45.04, value "1")
• Bring cursor 1 and cursor 2 into the required position
• Press Softkey "Measurement with time acceptance"; measurement is
made and the result displayed over the whole window
• By changing to operating mode 3 or by pressing Softkey "Start single
recording" the values set on page 45.0 become effective again
00 0405 K-TEC40 - K-TEC155 7-121
Running and operating the machine
7.14 Working with the background set of data
The machine is equipped with two data sets: one foreground parameter data
set, with which the machine works and a background set of data, which is not
active. Both sets of data can be identical or different. The background set can
be worked with at any time, independent of production, i.e. independent of
the selected operation mode. It can be used to optimize the foreground set of
data or to create a new set for planned production. Reading the background
set of data in and out on disk (comp. see Chapter 7.15 "Storing and reading
of parameter sets") is possible.
To work on it, the screen must be switched over to the background set of
data.
Background and foreground set of data are basically exchanged, not copied.
After exchange, the original values of the foreground set remain also in the
new background set.
7.14.1 Optimizing the foreground data set in the background
• Select screen page 11
Fig. 118: Screen page 11: Working with the background data set
7-122 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• In line 11.03, enter value "1" to copy the foreground set of data into the
background data set; by confirming the entry with the "ENTER" key the
transmission occurs with out further enquiry; the existing background
data set is overwritten
• Press key "Foreground/background data set" to display the background
data set; screen colour changes to indicate that the background data set
is displayed
• Work on data set; the actual values of the currently running production
can be switched on or off with Softkey "Actual values on/off" on screen
page 11
• For transmission of background data set into the background data set
set operation mode selector switch in position "Setting"
• When the complete set is to be exchanged, close the mould
• Select screen page 11
• In line 11.06 enter "1" to exchange only the changed data between
foreground and background data set (precondition: the mould number is
the same), or enter "2" to exchange the foreground set of data
completely with the background set of data
7.14.2 Preparing a new data set in the background
A completely new data set can be created or an existing data set can be read
in from a data carrier (EEPROM or disk) in the background.
• Press key "Foreground/background data set" to display the background
data set; screen colour changes to indicate that the background data set
is displayed
• Work on data set; the actual values of the currently running production
can be switched on or off with Softkey "Actual values on/off" on screen
page 11
• For reading in of complete data sets or data blocks from a disk see see
Chapter 7.15 "Storing and reading of parameter sets"
• For transmission of background data set into the background data set
set operation mode selector switch in position "Setting"
• When the complete set is to be exchanged, close the mould
• Select screen page 11
00 0405 K-TEC40 - K-TEC155 7-123
Running and operating the machine
• In line 11.06 enter "1" to exchange only the changed data between
foreground and background data set (precondition: the mould number is
the same), or enter "2" to exchange the foreground set of data
completely with the background set of data
7.14.3 Comparing foreground data set and background data set
• Select screen page 11
• In line 11.10 enter "1" to compare the data sets totally
Only the message "Data sets equal" or "Data sets not equal" appears
• For an exact comparison enter "1" in line 11.13 to compare individual
elements of the data sets
Unequal values are marked in red in the background data set.
7-124 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.15 Storing and reading of parameter sets
To shorten setting time, the complete parameter set of a fully set machine
can be read out and later read in on an EEPROM data carrier or a standard
3.5" disk. Reading in can be done in the background while the machine
continues to produce with the foreground data set (see Chapter 7.14
"Working with the background set of data").
7.15.1 Formatting data carrier
Standard IQT operator terminal
ATTENTION!
Before a brand new data carrier is used for saving data it must be
formatted. Formatting erases existing data from disk.
For 3.5" disk drives, 3.5" DS/HD disks must be used. They are formatted to
DOS format and storage capacity of 1.44 megabyte.
Procedure: • Put key switch in position 2
• Select screen page 10
Fig. 119: Screen page 10.0. Formatting data carrier
00 0405 K-TEC40 - K-TEC155 7-125
Running and operating the machine
• Select data carrier type in line 10.02
• Insert data carrier
• After selecting data carrier "Disk" type, set operation mode selector
switch to position "Setting"
• Enter value 3 in line 10.06.
• Actuate key "Enter"; the question appears: "Formatting? yes=1/no=0"
• Enter value 1
• Actuate "ENTER" key; formatting begins
7-126 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
IQT operator terminal type IQT.net (option)
ATTENTION!
Formatting erases existing data from disk.
For 3.5" disk drives, 3,5 HD disks must be used They are formatted to
DOS format and storage capacity of 1.44 MB.
Procedure: • Put key switch in position 2
• Set operation mode selector switch in position "Setting"
• Select screen page 10
Fig. 120: Screen page 10.0: Formatting data carrier
• Insert disk into drive
• Enter value 3 in line 10.06
• Actuate key "Enter"; the question appears: "Formatting? yes=1/no=0"
• Enter value 1
• Actuate "ENTER" key; formatting begins
00 0405 K-TEC40 - K-TEC155 7-127
Running and operating the machine
7.15.2 Storing data set on disk
Standard IQT operator terminal
ATTENTION!
The data carrier must not be removed during the reading in or reading
out process.
Data carriers can only be read out and read in in "Setting" mode.
Before a brand new data carrier is used for saving data it must be
formatted (see Chapter 7.15.1 "Formatting data carrier")
Procedure • Select screen page 21.0
Fig. 121: Screen page 21.0: Enter operating data for data carrier
• For later file identification the parameter set to be stored must be
labelled with the following entries (numbers or text):
– Material number in line 21.06
– Mould number in line 21.08
• Select screen page 10
• Put key switch in position 2
• Enter data carrier type in line 10.02
7-128 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Insert data carrier
• After selecting data carrier "Disk" type, set operation mode selector
switch to position "Setting"
• Enter value 2 in line 10.06
Notes
EEPROM data carrier can be written on in every operating mode.
Duration is approximately 60 seconds
Disks can only be written on in operation mode "Setting". The disk drive
is a precision engineered device; vibrations of the recording head can
cause errors during recording
File numbers and date are automatically allocated when writing on data
carrier
If a coded mould is used and coded plug is connected the actual value
of the mould number is stored on the disk
Approximately 6.000 bytes storage space is required for one parameter
set. This can increase by 8 – 9 KB if setting information becomes more
comprehensive. The storage capacity of the EEPROM data carrier
amounts to 32 KB, that of the 3.5" disk more than 1 MB
Disks must be removed from the disk drive when the machine is
transported or operated. Vibration can cause the recording head to
impact on the disk's magnetic surface or become dirty, thereby causing
it to be come damaged.
IQT operator terminal type IQT.net (option)
ATTENTION!
The data carrier must not be removed during the reading in or reading
out process.
Data carriers can only be read out and read in in "Setting" mode.
Before a brand new data carrier is used for saving data it must be
formatted (see Chapter 7.15.1 "Formatting data carrier")
00 0405 K-TEC40 - K-TEC155 7-129
Running and operating the machine
Procedure • Select screen page 21.0
• For later file identification the parameter set to be stored must be
labelled with the following entries (numbers or text):
– Material number in line 21.06
– Mould number in line 21.08 for non-coded moulds
• Put key switch in position 2
• Set operation mode selector switch in position "Setting"
• Insert disk into drive
• Select screen page 10
• Enter value 2 in line 10.06
• Remove disk from drive after writing process
Notes
Disks can only be written on in operation mode "Setting". The disk drive
is a precision engineered device; vibrations of the recording head can
cause errors during recording
File numbers and date are automatically allocated when writing on data
carrier
If a coded mould is used and coded plug is connected the actual value
of the mould number is stored on the disk
Approximately 6.000 bytes storage space is required for one parameter
set. This can increase by 8 – 9 KB if setting information becomes more
comprehensive. The storage capacity of the 3.5" disk is 1.44 MB
Disks must be removed from the disk drive when the machine is
transported or operated. Vibration can cause the recording head to
impact on the disk's magnetic surface or become dirty, thereby causing
it to be come damaged.
7-130 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.15.3 Reading out specific data sets from data disk
Display file index of data carrier
• Set operation mode selector switch in position "Setting"
• Put key switch in position 1
• Select screen page 10
• Enter data carrier type in line 10.02
• Insert data carrier
• In line 10.06 enter "1" (file overview)
• Screen page 10.1 appears and the stored files on the selected data
carrier are displayed; if the list of files is too long for one page, you can
leaf through the list with softkeys "Page up" and "Page down"
Fig. 122: Screen page 10.1: File overview
00 0405 K-TEC40 - K-TEC155 7-131
Running and operating the machine
Selection of data to be read
ATTENTION!
To read in and out from disks always set the operation mode selector
switch on "Setting".
The data carrier must not be removed during the reading in or reading
out process.
When reading the data into the machine the data set in the EE-PROM
(machine memory) is overwritten.
Tab. 3: Data type
Data type What is read in? Requirements
Line 10.1.2
Machine data • Mould related required values • Operation mode selector switch in position
Enter: "1" • no robot data "Setting"
• no core pulling data • Key switch in position 1
• Mould height adjustment is necessary after
reading in
Setting information • Contents of screen pages 12.0 to 12.6 • Key switch in position 1
Enter: "2" • Contents of screen pages 13.0 to 13.2 • Mould height adjustment not necessary
after reading in
Process graphics • Process graphics: two required value • Key switch in position 1
data curves for the required and actual value • Mould height adjustment not necessary
(option) adjustment and tolerance monitoring after reading in
Enter: "3"
Robot data • Robot data • Robot control occurs via the IQT machine
(option) control
Enter: "4" • Operation mode selector switch in position
"Setting"
• Key switch in position 1
• Mould height adjustment is necessary after
reading in
Core pulling data • Core pulling data of the editable core • Operation mode selector switch in position
Enter: "5" puller "Setting"
• Key switch in position 1
• Mould height adjustment is necessary after
reading in
EUROMAP 17 • Robot data for extraction device type • Robot control occurs via the IQT machine
Robot data "Wittmann" and "Wemo" control
(option) • Operation mode selector switch in position
Enter: "6" "Setting"
• Key switch in position 1
• Mould height adjustment is necessary after
reading in
All data • all mould related required values • Robot control occurs via the IQT machine
Enter: "7" incl. Robot and core pulling data control
• Operation mode selector switch in position
"Setting"
• Key switch in position 1
• Mould height adjustment is necessary after
reading in
7-132 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• In line 10.1.02, enter which file type should be read out (compare Tab. 3
on page 132)
• Press Softkey "Read file" after selecting data block
• Enter number of the file to be read out; if a coded mould is used the file
is only read out, when the mould number and the data set match
• Depending on the type of the data to be read, one of the messages
"Read machine data", "Read robot data" or "Reading file" is displayed
• After transmission of files of type "1" (machine data), "4" (robot data), "5"
(core pulling data), "6" (robot data for extraction unit type "Wittmann"
and "Wemo") and "7" (all data), a jump to screen page 50 occurs, to
make the necessary mould height adjustment
• Make mould height adjustment as described in "Carrying out mould
height adjustment", page 10
• As a control, check values of screen pages 50 to 52
00 0405 K-TEC40 - K-TEC155 7-133
Running and operating the machine
Erasing files
• Put key switch in position 1
• Select screen page 10
• Enter data carrier type in line 10.02
• After selecting "Disk" type data carrier,
set operation mode selector switch in position "Setting"
• In line 10.06 enter "1" (file overview)
• If the file overview is longer than one page, you can leaf through the list
with softkeys "Page up" and "Page down"
• When the file to be erased is found, press Softkey "Erase file"
• In the dialogue field "Erase file No. ..." enter file number
• In dialogue field "Erase yes = 1 / no = 2" enter "1"; the file will now be
erased
7-134 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.16 Printing screen pages
7.16.1 Connecting printer
Screen pages can be printed with a connected printer (not part of Package).
An automatic printout is possible. The printout occurs selective in mode
"ASCII" (text only) or "Graphic" (text and graphic).
The printer must have a parallel interface (a serial printer interface is an
option). Usable are pure text printers (7-Bit-ASCII), printers of the product
range Epson LQ, NEC P6/ P7, Hewlett-Packard Deskjet and other
compatible printers.
• Connect printer to the printer interface at the IQT operator terminal
• Connect printer to the Schuko protective socket at the IQT operator
terminal
• Fill printer with paper and switch on
7.16.2 Matching printer parameters
First determine printer type and issue format.
• Select screen page 16
Fig. 123: Screen page 16: Printer operation
• Press Softkey "Change printer parameters"
Screen page 16.2 appears
00 0405 K-TEC40 - K-TEC155 7-135
Running and operating the machine
Fig. 124: Screen page 16.2: Setting printer parameters
• In line 16.2.02 enter printer type; printer type "5" (disk) does not produce
a paper printout but an ASCII-file on an inserted disk (ASCII-file or bmp-
file
• In line 16.2.08 to 16.2.11 select the required component parts of the
IQT-screen for printout
• In line 16.2.13 enter the required number of lines per printed page; 36
lines correspond to two IQT-screen pages
• In line 16.2.14 and 16.2.15 indicate the desired upper and lower
margins for the pages in empty lines
• Call up screen page 16.3 with softkey "change interface"
• Assign the interface configuration X0 to the printer (parallel printer
interface)
7-136 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 125: Screen page 16.3: Interface configuration
System printer (printer type "6" in line 16.2.02)
only in connection with IQT.net (option)
The system printer must first be installed in the WindowsNT operating system
of the IQT.net and defined as standard printer. The system printer can be
operated from IQT.net or from a network printer server.
• In line 16.02.02 enter value 6
• In line 16.2.19 enter value 1
• Select system printer by entering corresponding code
00 0405 K-TEC40 - K-TEC155 7-137
Running and operating the machine
7.16.3 Printing individual pages
• Put key switch in position 1
• Select screen page 16
• In line 16.02, enter "1" (printing via print key) or "2" (printing via print key
or automatic)
• Select required screen page
• With key "Switchover print mode ASCII / graphic" select ASCII or
graphic print
• Actuate "PRINT" key
7.16.4 Automatic printout
• Put key switch in position 1
• Select screen page 16
• In line 16.02 enter value "2" (print via print key or automatic)
The page numbers of the maximum five pages to be printed can be selected
directly or composed in the select mode.
Entering page numbers directly
• In line 16.07 to 16.11, enter the screen pages to be printed automatically
• In line 16.12, indicate if the messages are to be printed with the printout
Selecting pages in select-mode
• Press Softkey "Select page" to switch the select-mode over; page 16 is
faded reduced into the screen
• Select the required page and press "ENTER" key; the page number
appears in line 16.07 of the faded-in window
• Select further pages in the same way; if more than five pages are
selected, the cursor jumps back to line 16.07 and overwrites the
previous selection
7-138 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• When all pages have been selected, press key "CLEAR" to end the
select-mode
• In line 16.12, indicate if the messages are to be printed with the printout
Fig. 126: Screen page in select-mode with page 16 faded in
Enter print interval for automatic print
• In line 16.14, enter time interval for automatic printout; the interval
begins with the input, input of a time interval of "0.00" switches off the
time controlled automatic printout
• In line 16.15, enter time interval for the automatic printout; the interval
starts with the machine cycle at the time of entry, entering a cycle
interval of "0" switches off the cycle controlled automatic printout
• In line 16.16, indicate if the printout should also occur at automatic
machine shut-down
00 0405 K-TEC40 - K-TEC155 7-139
Running and operating the machine
7.17 Preparing for operation
ATTENTION!
Make a check of the safety devices at the start of every shift. At each
check the machine must effectively shut off. The checks must be made
in the sequence set out.
Never work with the machine if a safety device fails during a test. Have
the safety device set in working order without delay.
Observe all safety instructions
7.17.1 Prerequisite
Before starting production the following conditions must exist:
• The machine is fully set up
• The required parameter set is loaded
• Machine-relevant data have been checked
• Production-relevant data have been checked
7.17.2 Short inspection before start of work
Before switching on the machine you must make a short inspection of the
machine and its surroundings.
ATTENTION!
Before starting your shift inspect the machine for any visible external
damage, such as, leakages on the hydraulic equipment, loose cable
connections and mechanical damage.
Have any damage or faults repaired by qualified personnel, before you
operate the machine; this applies especially to damages of safety devices
and hydraulic equipment.
• Loose cable connections and noticeable mechanical damage?
• checked oil level in oil level viewing glass?
• Removed obstacles in machine area; machine freely accessible from all
sides?
• Reaching into mould blocked from all sides? (visual check - reaching in
from underneath and check peripheral equipment)
7-140 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Are limit switches on safety devices functioning?
• Contact bank on safety gate functioning properly?
• Limit stops and guides of safety door functioning properly?
• Heating adjusted to the material being processed?
• Setup key removed?
• Is discharge chute secured against reaching in?
• Squash and cutting places on plasticizing unit secured?
• Injection moulding machine free from oil- and water leakages?
• Work place free from causes for tripping, granules and other
contaminants?
WARNING!
Remove oil spots from the machine immediately and thoroughly!
Dispose of oil soaked rags and oil containers immediately and properly!
• if necessary remove oil spots on the floor around the machine
• if necessary remove spilled plastic granules from the floor
00 0405 K-TEC40 - K-TEC155 7-141
Running and operating the machine
7.17.3 Fill hopper
ATTENTION!
Do not climb onto the machine to fill the hopper with raw material.
Always use safe ladders or steps. For heavy bulk loads a suitable lifting
device must be used.
DANGER!
Individual machine parts can be very hot. Never support yourself on
any part of the machine!
• The hopper must be filled with the appropriate raw material
Fig. 127: Material hopper, example
1 Hopper, resin.
2 Guide plate
3 Heater band
For removal of material no longer required, the guide plate is fitted with an
discharge position
7-142 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
5 1
4 3
Fig. 128: Hopper operating elements
1 Pin, locking
2 Locking lever
3 Material feed injection unit
4 Pivot bearing
5 Guide plate with discharge port
Emptying hopper The guide plate has an opening for emptying the hopper. The hopper is
moved over this guide plate
Note
Before sliding the hopper over the discharge opening set up a
collecting vessel. The material will flow immediately from the hopper!
Sliding the hopper • Lift locating plunger and move hopper into desired position
• Re-insert plunger
Swivelling the hopper • Move hopper into its rest position over the pivot bearing
• Loosen locking lever and swivel out guide plate with hopper into the
position required
• After swivelling in tighten locking lever
00 0405 K-TEC40 - K-TEC155 7-143
Running and operating the machine
7.17.4 Switching on cooling water supply
Open valve
Note
Cooling water lines and auxiliary cooling devices are to be installed by
user.
• Setting up cooling water system installed by user
Checking flow regulator setting
The cooling water flow rate is controlled manually via the corresponding
circuit of the cooling water manifold. A central swimmer position in the
viewing glass is recommended. This ensures a turbulent flow and thereby the
least amount of deposit in the cooling channels.
Fig. 129: Cooling water manifold
1 Specified level
2 Floating cone
3 Thermometer
4 Return flow control valve
5 Forward flow control valve
Depending on the type of mould and materials used the specified levels are
to be set on the corresponding position and the rates of flow set. Depending
on the cooling water system the flow can be controlled either via supply or
return.
7-144 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
When carbonates and phosphates etc. are present, water which is not
adequately treated and a flow rate which has been set too low increases both
the rate of deposit and the follow-up temperature. This does not present a
problem in factory-wide closed cooling water circuits; neither is the re-cooling
capacity increased since heat dissipation remains constant.
Higher flow rates also do not present a problem, as long as the increased
flow rates are supplied by the factory cooling system.
Further information: see Chapter 5.4.4 "Cooling water connection"
00 0405 K-TEC40 - K-TEC155 7-145
Running and operating the machine
7.17.5 Switching on machine
Selecting setting mode
Before beginning automatic operation various units must be switched on.
This is done in setting mode.
• Set operation mode selector switch in position "Setting"
Fig. 130: Operation mode selector switch
Further information: see Chapter 4.5.3 "Key board switch"
Switch on main switch
Fig. 131: Main switch on electric cabinet
1 Position on
2 Position off
• Turn on main switch (see Fig. 131; Pos. 1)
The control is powered up. After expiry of the initializing phase the
machine is operational; screen page 0 "List of contents" appears at the
IQT
7-146 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 132: Screen page 0: List of contents
Check for messages
During the initializing phase the control checks the state of various systems.
Should a fault be detected, corresponding messages are displayed in the
alarm overview.
Fig. 133: Key for alarm overview
• Press key "Alarm overview" to call up current messages
Message "Mains voltage Since mains power was just turned on, the message "Mains voltage failed"
failed" appears
00 0405 K-TEC40 - K-TEC155 7-147
Running and operating the machine
Fig. 134: Key to erase the message
• Press key "ERASE" to erase message "Mains voltage failed"
ATTENTION!
Do not erase all other messages until cause of fault has been removed.
Switching on pump motor and cylinder heating
Fig. 135: Keys "Pump motor on" and "cylinder heating on"
• Actuate key "Pump motor on"
The hydraulic system starts up. The hydraulic system is put under
working pressure
• Actuate key "Cylinder heating on"
The screw cylinder is heated to the parameters set
7-148 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Actuate safety gates
• For the sake of the safety circuits the front and rear safety gates must be
opened and closed
A message must appear (see Chapter 6.3.2 "Checking movable safety
gates").
Fig. 136: Start key
• Actuate key "Start" to erase the message
7.17.6 Setting oil preheating
The oil preheating provides for flawless and wear reducing machine
operation and prevents damage. Oil preheating can be started by the
operator after the machine is switched on; however, it is recommended to
start the oil preheating automatically after every machine start. When oil
preheating is switched on and the set oil temperature is not reached all
machine movement is blocked.
To start oil preheating automatically
• Set operation mode selector switch in position "Setting"
• Switch off motor
• Select screen page 15
• Enter the preheat temperature (max. 35 °C) in line 15.05
• In line 15.03 enter "1" to switch on automatic oil preheating
• Switch on motor
The message "Oil preheating running" appears. All machine movements
are blocked until the set preheating temperature (max. 35 °C) is reached
00 0405 K-TEC40 - K-TEC155 7-149
Running and operating the machine
To start a machine cycle the oil preheating temperature must have been
reached or value 0 must be entered in line 15.03.
The actual oil temperature is displayed in the status display (Pos. 5) on the
screen.
If value 0 is entered in line15.03, oil preheating is activated after each start of
the machine with main switch ON and switching on the motor.
If oil preheating should be activated after a pause in production (without main
switch OFF) the following procedure is necessary:
• Set operation mode selector switch in position "Setting"
• Enter the preheating temperature (max. 35°C) in line 15.05
• Enter value 0 in line 15.03
• Enter value 1 in line 15.03
• Switch on motor
Fig. 137: Screen page 15: Oil preheating: switch on and required value
7-150 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.17.7 Activating central lubrication (option)
Central lubrication provides lubrication for:
– the rod guides in the moving mould clamping platen
The lubrication interval is determined via the IQT operator terminal.
Line 15.07, value 0 Central lubrication is switched off
Line 15.07, value e.g. 500 After every 500 machine cycles a lubricating interval starts. The interval
should be selected so that there is always a thin grease film present.
Function Each time the number of cycles entered in line 15.07 has run down, and after
clamping pressure release, a lubricating cycle starts. The grease pump then
presses grease into the lubricating points via the distributors. Limit switches
on the distributors monitor if the grease has flowed through all lines. If this
signal is not received after a fixed monitoring time, the message "Lubricating
pressure not reached" is displayed. Also, the message "Lubrication, reservoir
empty" is displayed when the grease reservoir is empty.
Note
When central lubrication is activated in line 15.07, a lubricating interval
starts each time the motors are switched on.
Topping up the grease Use the recommended lubricants for topping up the reservoir see Chapter
reservoir. 10.3 "Lubricant recommendations"
7.17.8 Checking by-pass oil filtration and oil cooling
A separate pump unit is installed in the hydraulic system for by-pass oil
filtration and oil cooling. This circuit is activated by pressing key "Pump motor
on".
00 0405 K-TEC40 - K-TEC155 7-151
Running and operating the machine
7.18 Starting production
7.18.1 Reaching processing temperature
• Wait an additional 15 minutes after screw release, until the
plasticizing cylinder has reached the set operating temperature
• If the user operates mould heating, wait until the specified processing
temperature is reached (see Chapter 7.5 "Smould heating (option)")
7.18.2 Plasticizing in manual mode and purging screw cylinder
To have excellent material for injection, plasticize several times with
maximum plasticizing stroke to purge the screw cylinder.
Fig. 138: Operation mode selector switch
• Put operating mode selector switch in position "Manual"
3 2
Fig. 139: Machine relevant key board
1 Injection unit return
2 Plasticizing
3 Injection
• Actuate key "Injection unit return" and move injection unit to its rear
position
7-152 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Fig. 140: Screen page 40.0: Injection unit: Plasticizing, cooling time
• Select screen page 40.0
• Enter maximum plasticizing stroke in line 40.02
• Switch on screw suck-back before plasticizing, to do this enter
– 20 mm screw suck-back stroke in line 49.09 and
– 5 mm/s screw suck-back speed in line 49.10
• Actuate key "Injection"
After releasing the key "Injection" the plasticizing process starts
automatically.
• Purge screw cylinder. To do this keep key "Injection" pressed until the
screw has reached its forward position
7.18.3 Position screw for production
• Select screen page 40.0
• Enter plasticizing stroke for production in line 40.02
• Enter screw suck-back parameters for production
• To move the screw into position, again purge screw cylinder in manual
mode
After releasing key "Injection" a new plasticizing process begins until the
set plasticizing stroke is reached.
00 0405 K-TEC40 - K-TEC155 7-153
Running and operating the machine
7.18.4 Running a test cycle
Select operating mode "Manual"
• Put operating mode selector switch in position "Manual"
Open mould
• Press key "Open mould" and move mould to opening width (according
to specified parameter)
Run test cycle in semi-automatic mode
1
2
Fig. 141: Operation mode selector switch
1 Operation mode Semi-automatic
2 Start key
3 Operation mode Automatic
• Put operation mode selector switch in position "semi-automatic"
• Actuate "Start" key
The machine runs one cycle and then stops
• Check moulded part
• If it is faultless and no other adjustments are necessary, automatic
operation can commence.
Selecting operating mode "Automatic"
• Put operation mode selector switch in position "Automatic"
• Actuate "Start" key
ATTENTION!
When a fault occurs remove its cause or have it removed by a qualified
person before operating the machine again.
Watch for unusual machine movement or noises during automatic
operation.
7-154 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.18.5 Parameter set for production start (option)
After start of production, during a settable number of machine cycles, various
required values are replaced by certain starting values. These starting values
are summarized on screen page 40.2, in the parameter set for production
start.
• Select screen page 40.0
• Actuate Softkey "start cycles", to call up screen page 40.2
• The number of start cycles can be entered for the injection process
(line 40.2.02) as well as for mould safety (line 40.2.17)
The following is considered as production start:
• change from operation mode "setting" or "manual" to operation mode
"semi-automatic" or "automatic"
When the above-mentioned operation has been executed and the start
programme is switched on, the start cycles begin. The messages "production
start: parameter active" and "production start: mould safety active" are
displayed.
The start program is switched off or can be switched off when value 0 is
entered in lines 40.2.02 and 40.2.17.
Fig. 142: Screen page 40.2: Parameter set for production start
00 0405 K-TEC40 - K-TEC155 7-155
Running and operating the machine
7.19 Material or colour change
During material or colour change all the old material or colour must be purged
and the hopper filled with new material. Sometimes it is advisable to purge
the old material at a temperature which lies in the lower range of the
manufacturers recommended temperature. This increases the friction of the
material in the screw cylinder and improves the cleaning results.
ATTENTION!
Each material makes certain demands regarding its processing
temperatures. Observe the manufacturers recommendations.
If the old material is temperature sensitive and the new material requires high
temperatures, use a material in the intermediate stage which is not
temperature sensitive until all the old material has been completely purged
from the screw cylinder. Following that, the material used in the intermediate
stage can be purged from the screw cylinder and replaced by the new
material. Polyethylene, polypropylene, and polystyrene are useful as
intermediate materials.
When changing from a high temperature to a lower temperature material,
clean out the cylinder at low temperature. Use an intermediate material if
necessary.
DANGER!
You must wear protective clothing, safety glasses and face shield.
Pressurized gas could be expelled from the screw cylinder and could
cause serious personal injuries.
Colour change can be made with the same or similar material as follows:
• Purge the old colour at low temperature
• Switch off motor
• Thoroughly clean hopper and feed zone
• Material remains in the hopper, especially fine material dust, can lead to
delayed colour change
• Fill hopper with the new material
• Purge screw cylinder at low temperature until all material is purged
completely from hopper
• Start new injection cycle
7-156 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.20 Work breaks
• During short work breaks press key "Pump motor off" to switch off the
machine
• During longer work breaks press key "Reduce cylinder temperature",
and with heated moulds press key "Reduce mould temperature"
• To resume production press key "Cylinder heating on" to reheat the
screw cylinder
• When using mould heating press key "Mould heating on" to reheat the
mould
• Wait for screw release and mould release and then resume production
00 0405 K-TEC40 - K-TEC155 7-157
Running and operating the machine
7.21 Switching machine off
DANGER!
You must wear protective clothing, safety glasses and face shield.
Pressurized gas could be expelled from the screw cylinder and could
cause serious personal injuries.
Before switching the machine off, before maintenance work and before
removal of the screw cylinder the screw cylinder must be purged.
7.21.1 Emptying hopper
DANGER!
Individual machine parts can be very hot. Never support yourself on
any part of the machine!
The hopper must be emptied accordingly, see Chapter 7.17.3 "Fill hopper".
7.21.2 Purging screw cylinder
• If necessary fill with cleaning granules and flush screw cylinder
• The screw cylinder must be purged accordingly (see Chapter 7.18.2
"Plasticizing in manual mode and purging screw cylinder".)
• For safety reasons, again enter the plasticizing stroke for production in
line 40.02 on screen page 40.0
7.21.3 Moving screw into forward position
1 2
3
Fig. 143: Machine relevant key board
1 Pump motor off
2 Cylinder heating off
3 Injection
7-158 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Press key "Injection" and keep it pressed
• Set operation mode selector switch in position "Setting"
• Release key "Injection"
Fig. 144: Operation mode selector switch
7.21.4 Switch off cylinder heating
• Press key "Cylinder heating off"
7.21.5 Switching off hydraulic unit
Note
In case of monosandwich injection moulding machines with vertical
injection unit the horizontal unit must be moved to its rear position
before the pump motor is switched off. This prevents the vertical unit
from sitting on the horizontal unit in case the vertical unit is lowered.
• Actuate key "Pump motor off"
7.21.6 Allow screw cylinder to cool
ATTENTION!
To allow controlled cooling of the screw cylinder without ending
feedthroat cooling, wait before switching off the main switch and the
cooling water supply.
7.21.7 Switching off main switch
• Set main switch on electric cabinet on "Off"
00 0405 K-TEC40 - K-TEC155 7-159
Running and operating the machine
7.21.8 Shutting off cooling water supply
Note
Cooling water lines and auxiliary cooling devices are to be installed by
user.
• Shut off user-installed cooling water supply
7.21.9 Shutting down the machine immediately in an emergency with the
emergency-off function and restarting
The emergency-off function is triggered by actuating the emergency-off
button. It effects:
• Immediate cycle interruption
• Shutdown of all machine movement
• Shutdown of motor
• Shutdown of heating (screw cylinder and mould)
Fig. 145: Emergency-off switch
To continue machine operation:
• Disengage "Emergency-off key"
• Actuate "Start" key
• Switch on motor
• Switch on heating
• Open and close front safety gate
• Actuate "Start" key
7-160 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.22 Weekday timer (option)
The day timer is an option and is available as follows:
• Channels for motor and heating
• One additional external channel
• Two additional external channels
The external channels are made available either via relay or contactor
(customer's choice) and socket.
One turn-on and one turn-off time can be programmed per weekday which is
the same for all channels (lines 14.09 to 14.15)
When using a weekday timer it is important that date and time are accurately
set (see screen page 19). Important for the weekday timer are the machine
calendar and clock.
Line 14.02 Entering 1 activates the weekday timer. Entering 0 switches it off.
Line 14.03 Here the date for the start of timer activity is entered.
Lines 14.04 By entering 1 the channel becomes active. Entering 0 switches the motor or
and 14.05 the heating off.
The manual keys for motor and heating and the timer channels operate in
parallel. This means that when the channel is switched off the switching
status of motor and heating is determined by the manual keys. The required
status can be restored by the manual keys even when channels are switched
on. The timer continues operating independently.
Line 14.06 There are three selections:
and 14.07
– Value 0: the channel is permanently off
– Value 1: the channel operates with the times programmed set on the
day timer
– Value 2: the channel is permanently on
00 0405 K-TEC40 - K-TEC155 7-161
Running and operating the machine
Lines 14.16 By means of a switch-on and a switch-off delay time per channel individual
to 14.19 switch-on and switch-off times per channel can be achieved.
Setting • Switch on the timer (line 14.02, value 1).
• In line 14.03 enter the date from which the timer is to be switched on,
e.g. at an extended standstill of the machine.
• Enter the switching time times for the corresponding day of the week
(lines 14.09 to 14.15).
• Enter the delay times for switch-on and switch-off for the corresponding
channels (lines 14.16 to 14.19).
• Determine the status for the individual channels (lines 14.04 to 14.07)
• Check date and time on screen page 19 and reset them if necessary.
Notes
If value 0.00 is entered for a switching time, the respective switch-on/off
time is ignored.
In connection with the temperature reduction (line 30.19), the heating is
not entirely switched off via the timer but the temperatures are lowered
to the entered value.
The switch-off times for motor and heating are taken into account also
in operating modes Setting and Manual; message: "Timer run down".
7-162 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.23 Process graphics (option)
Process graphic (screen pages 45.0 to 47.1) is offered as an option. On a
graphic overview (page 46.0) 4 parameters can be displayed simultaneously:
Channel 1:
Specific injection pressure, actual value
Channel 2:
Screw stroke
Channel 3:
Mould cavity pressure
Channel 4:
Hydraulic pressure, required value
Fig. 146: Screen page 46.0: Process graphics overview
The duration of the registration can be selected freely. This allows the whole
injection process to be displayed and monitored according to preset
measuring time.
00 0405 K-TEC40 - K-TEC155 7-163
Running and operating the machine
Cursor lines, spreading Two cursor lines permit the measurement of all plotted curves. The maximum
values of each curve as well as the curve values corresponding to each
position of both cursor lines are displayed aside from the graphics. In
addition, through appropriate selection of marginal conditions curve sections
can be enlarged, i.e. a curve section can be isolated with both cursor lines
and then spread over the entire width of the graphics. Multiple spreading is
possible. This magnifying effect allows precise examination of individual
curve sections. Furthermore, by entering the scale end values for the Y-axis
the display size of the individual channels can be freely selected.
Required and actual value By means of process graphics a required and actual value comparison
comparison (screen pages 46.1 and 46.3) and tolerance monitoring (screen pages 46.2
and 46.4) can be carried out in the single display of the measured values. For
the required and actual value comparison, a specified required curve (stored
actual curve with ideal curve trace) is overwritten by an actual curve after
every machine cycle. Required and actual curves have different colours so
that deviations can be easily recognized.
Fig. 147: Screen page 46.1: Process graphics required and actual value
comparison 1
7-164 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Tolerance monitoring For tolerance monitoring the stored reference curve can be occupied by a
tolerance field which can be freely selected. Then, the actual curve trace is
recorded into this tolerance band cycle by cycle.
Fig. 148: Screen page 46.2: Process graphics tolerance monitoring 1
Injection work The graphics system also offers the option of calculating the injection work
(screen pages 47.0 to 47.1). The injection work is a characteristic size which
links the most important parameters of the injection process. In connection
with the calculation of the injection work, injection speed and injection
pressure in dependence of screw stroke are graphically displayed on screen
page 47.1.
Fig. 149: Screen page 47.1: Process graphics injection work speed
00 0405 K-TEC40 - K-TEC155 7-165
Running and operating the machine
7.23.1 Setting process graphics
Process graphics is set on screen pages 45.0, 45.1 and 47.0.
Line 45.17: Process Process graphics is active for the injection unit selected in this line. This
graphics for unit applies up to an amendment in this line or at least for one cycle
Line 45.04: Maximum In connection with key switch position 0, process graphics remains in the
stroke for x-axis operation mode selected on screen page 45.0.
modes
When changing key position into a position greater than 0, process graphics
changes from preselected operating mode 3 (cyclic measurement) into
operating mode 1 "Single diagram without monitoring".
When operating mode 1 "Single diagram without monitoring" or operating
mode 2 "Single diagram with monitoring" is pre-selected and key switch
position is changed to a position greater than 0, operating mode of process
graphics does not change.
The selected and currently active operating mode is displayed in each display
page (screen page 46.0, 46.1, 46.2, 46.3, 46.4 and 47.1). Recording starts
with signal "Start injection".
Operating mode 1
Single diagram without A single recording is made which is requested by actuating softkey "Start
monitoring single recording" and then remains on screen for evaluation. Required and
actual value comparison and tolerance monitoring are now active for only one
recorded measuring process. However, process monitoring does not take
place. In this operating mode all options for operating process graphics, such
as cursor control and spreading, are available.
Operating mode 2
Single diagram with A single recording is made which is requested by actuating softkey "Start
monitoring single recording" and then remains on screen for evaluation. Process
monitoring takes place in this operating mode. This means: During evaluation
of the recorded measuring process the measurement with monitoring
continue to run in the background for the following cycles.
7-166 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Operating mode 3
Cyclic monitoring With input of the automatic measuring interval in line 45.13 the automatic
recording of parameters cycle by cycle (line 45.13, value 0) or periodic
according to the number of cycles pre-selected in line 45.13 takes place.
Prerequisite • Operating mode "Cyclic measurement" (line 45.04, value 3)
• Key switch in position 0
Line 45.11: The measuring time determines the duration of recording. Recording starts
Measuring time with signal "Start injection". To display the injection process the total injection
time can be selected as guide value.
Injection times of the injection stages used are marked by short, red lines
below the x-axis. During measuring time the message "Recording
measurement" appears in yellow on screen pages 46.0 to 47.1.
Line 45.12: Start delay If a value different to 0 is entered in line 45.12, recording starts after expiry of
the delay time.
Corresponding to the input in line 45.12 recording does not start at t=0, but by
the t-value corresponding to the start delay time.
The start delay time can, e. g. be used to fade out undesired curve traces at
the start of the measuring cycle.
Line 45.13: Automatic The value entered in line 45.13 corresponds to the number of cycles which
measuring interval were not measured and displayed between two recordings.
Line 45.14: Maximum The input is required for the graphics display on screen page 47.1. On screen
stroke for x-axis page 47.1 two curves above the screw stroke are traced:
• Injection pressure above screw stroke
• Screw speed above screw stroke
From the display of the specific injection pressure above the screw stroke the
injection work is calculated. The plasticizing stroke can serve as guide value
for the maximum stroke of the x-axis.
00 0405 K-TEC40 - K-TEC155 7-167
Running and operating the machine
Display size of the individual channels
Scale end values By entering the scaled end values for the y-axis (lines 45.1.03, 45.1.06,
45.1.09 and 45.1.12) the display size of the individual channels can be freely
selected. The scaled end values must not exceed the corresponding
admissible maximum value (lines 45.1.02, 45.1.05, 45.1.08 and 45.1.11). The
maximum measuring range is determined by the maximum input signal of
10 V of the corresponding measured value.
Fig. 150: Screen page 45.1: Process graphics standard graphics setting 2
7-168 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Cursor control
Two cursor lines, freely movable in x-direction, are available for analytical
observation of the processes. The actual values at the intersections of the
curved cursor lines are displayed next to the axis in the corresponding
colours. The corresponding cursor line positions are displayed below the
x-axis.
Selection of • Put key switch in position 1
cursor lines 1 and 2
• Actuate softkey "Change cursor", the position display of the selected
cursor line is marked in colour.
• By actuating the "Right" or "Left arrow keys the selected cursor line runs
step by step to the right or left.
• The selected cursor line runs continuously to the right (left) when the
arrow key "Right" (left) is continuously pressed.
Remarks: At the initial position the cursor line 1 is on the y-axis, cursor line 2 represents
the right edge of the graphics.
Magnifying effect – To facilitate an exact examination of important sections of the process, the
spreading of a curve section which is bordered by the two cursor lines, can be spread over the
section whole display area.
• Put key switch in position 1
• Enclose curve section which is to be spread, with cursor lines 1 and 2.
• Actuate softkey "Spreading"
Remarks: Multiple spreading is possible.
When changing into operating mode 2 or 3 or when requesting a message
via softkey "Start single recording" the times entered on screen page 45.0
become effective again. The non-spread display appears.
00 0405 K-TEC40 - K-TEC155 7-169
Running and operating the machine
Measurement request with A further possibility for spreading is offered by the working mode
time takeover "Measurement request with time takeover". In this case, the time which
corresponds to the position of cursor line 1 is taken over as start delay and
the time period between both cursor lines, rounded off to full seconds, as
measuring time.
• Select operating mode 1 (line 45.04, value 1)
• Enclose curve section with cursor lines 1 and 2
• Actuate softkey "Measurement with time takeover"
A measurement with the newly defined start delay and newly defined
measuring time takes place. When changing into operating mode 2 or 3 or
when requesting a message via softkey "Start single recording" the times
entered on screen page 45.0 become effective again.
7-170 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.23.2 Required and actual comparison and tolerance monitoring
Required and actual value The choice for which channel the required and actual comparison and
comparison tolerance monitoring should be carried out, is to be made in line 45.1.15 for
required and actual value comparison 1 (screen page 46.1) and tolerance
monitoring 1 (screen page 46.2), and in line 45.1.17 for required and actual
value comparison 2 (screen page 46.3) and tolerance monitoring 2 (screen
page 46.4).
Procedure: • Put key switch in position 1
• Enter the number of the channel in line 45.1.15 or 45.1.17 for which
required value and actual value comparison and tolerance monitoring is
to be carried out.
• Select screen page 46.1 or 46.3
• Actuate softkey "Store actual curve"
This way the last measured actual value curves of the selected channels are
taken over as reference curves. Reference curves and their corresponding
values are displayed in green.
• Put key switch in position 0
After a new measurement request, the stored reference curves are
overwritten by the measured actual curves. The actual curves are displayed
in colour harmony with the graphics overview. (screen page 46.0).
Tolerance monitoring Based on the reference curves determined for required and actual value
comparison 1 and 2 and tolerance inputs in lines 45.1.16 and 45.1.18, the
tolerance bands for tolerance monitoring 1 and 2 are installed on screen
pages 46.2 and 46.4. The input for tolerance is entered in % of maximum
value of the corresponding channel, e.g. at a maximum value of 1000 bar for
mould cavity pressure a tolerance of 3 % corresponds to a +/- tolerance of 30
bar.
To obtain practical tolerance monitoring the measuring period (line 45.11)
must have elapsed after the injection process has ended.
After a new request for measurement the measured actual curve is traced
into the constructed tolerance band. Tolerance deviations are indicated in the
fault text "Graphic: Tolerance band exceeded". The message can be erased
by pressing the "CLEAR" key.
00 0405 K-TEC40 - K-TEC155 7-171
Running and operating the machine
In operating modes "Single diagram with monitoring" (line 45.04, value 2) and
"Cyclic measurement" (line 45.04, value 3), tolerance monitoring 1 and 2 can
be used for process monitoring and the control of rejects. This is done by
entering permissible tolerance deviations in line 80.06.
A common deviations counter is available for tolerance monitoring 1 and
tolerance monitoring 2. Counting starts when tolerance bands are exceeded.
Prerequisite: • Key switch in position 0
• Value 2 or 3 must be entered in line 45.04
• The number of permissible tolerance deviations must be entered in
line 80.06
Counting process • When leaving the tolerance bands the count increases
• If the curves lie within the tolerance band the count is decreased
• The limits, minimum = 0 and maximum = value in line 80.06, are not be
exceeded
• Entering value 0 or 1 in line 45.04 resets the deviations counter
After reaching the permissible tolerance deviations the machine stops on
step 62. The message "Product outside tolerance" appears. The message is
erased by pressing the "Start" key.
When leaving the tolerance bands the message "Tolerance band exceeded"
appears and can be erased by pressing the "CLEAR" key.
Simultaneously an electric signal is sent "Outside" which can be used for
sorting rejects.
The input of value 0 in line 80.06 cancels the counting process (deviations
counter); tolerance deviations are issued via messages, however, the
machine is not stopped.
Notes
When writing on data carrier, the two required value curves defined for
required and actual value comparison 1 and 2 and for tolerance
monitoring 1 and 2 are stored on the data carrier.
Process graphics with all its possibilities can be operated during
printout of one of the screen pages 46.0 to 46.4 and 47.1.
7-172 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Reading process graphics data from data carrier
When reading process graphics data the two required value curves from the
selected file are taken over as reference curves for required and actual value
comparison 1 and 2.
Process graphics data can be read in every operating mode of the machine.
Selection of data to be read is made in line 10.1.02.
Procedure
ATTENTION!
The data carrier must not be removed during the reading in or reading
out process.
• Put key switch in position 1
• Select data carrier type in line 10.02
• Insert data carrier
• Enter value 1 in line 10.06. Screen page 10.1 "File overview" appears
• Enter value 3 in line 10.1.02 (reading process graphics data)
• Actuate Softkey "Read file"
• Enter file number
• Actuate key "Enter"
Note
The required value for setting process graphics is read out together
with the machine data (line 10.1.02, value 1). This reinitializes process
graphics, i.e. the reference curves are erased.
00 0405 K-TEC40 - K-TEC155 7-173
Running and operating the machine
7.23.3 Calculating injection work
Calculation of injection work is integrated in the graphics system. The
process size indicates the work required in order to fill a certain section of the
mould. For instance, a change in the flow behaviour of the plastic material
leads to increased or decreased injection work. By means of a test series, the
quality characteristics of the moulded parts and the injection work must be
determined for every mould. By determining a permissible tolerance the
injection work can be used for the control of rejects.
Setting the calculation of injection work
Setting • Enter the maximum stroke for the x-axis in line 45.14. The value entered
should be somewhat greater than the plasticizing stroke (line 40.02).
• Enter scaling value for speed in line 45.15
• Enter value 1 or 2 in line 47.03
• Enter the constraints for calculating the injection work in line 47.08 and
47.09. Start and end point are indicated on screen page 47.1 by cursor
lines 1 and 2.
• Enter permissible tolerance (in % of maximum value) in line 47.15
Fig. 151: Screen page 47.0 process graphics: Setting for injection work
7-174 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
• Put key switch in position 0
• The injection work calculated is displayed.
– In Nm on screen page 47.0
– In Nm on every display page of process graphics next to the y-axis
– In Nm in the trend display (line 81.2.07), see Chapter 7.9.1 "Trend
diagram"
Determination of start and end point for calculation of injection work by means of
cursor lines 1 and 2
• Put key switch in position 1
• Select screen page 47.1
• Set cursor lines 1 and 2 on desired start and end point
• Actuate softkey "Work calculation between cursor lines"
The stroke values corresponding to cursor lines 1 and 2 are now taken over
on screen page 47.0 as new required values for start point and end point (line
47.08 and 47.09).
Fig. 152: Screen page 47.1: Process graphics injection work speed
Note
Screw acceleration and dwell pressure phase should be faded out of
the injection work calculation by means of suitable selection of
constraints.
00 0405 K-TEC40 - K-TEC155 7-175
Running and operating the machine
Calculation of injection work with monitoring
Line 47.03, value 2 By entering value 2 in line 47.03 the injection work can be used for process
monitoring and the control of rejects.
Prerequisite: • Process graphics in operating mode 2 or 3 (line 45.04, value 2 or 3)
• Key switch in position 0
• Value 2 must have been entered in line 47.03
• The number of permissible tolerance deviations must have been
entered in line 80.06
The injection work curve displayed in the trend display on one of the screen
pages between 82.0 to 86.0 is monitored The deviations counter is available
for tolerance monitoring of the injection work. When the tolerance band is
exceeded counting begins and the message "Injection work outside
tolerance" appears. The message is erased by pressing the "CLEAR" key.
• When the injection work calculated lies outside the tolerance band the
count increases
• When the injection work calculated lies inside the tolerance band the
count decreases
• The limits, minimum = 0 and maximum = value in line 80.06, are not be
exceeded
• Entering value 0 or 1 in line 47.03 resets the deviations counter
After reaching the permissible tolerance deviations the machine stops on
step 62. The message "Product outside tolerance" appears. The message is
erased by pressing the "Start" key.
The input of value 0 in line 80.06 cancels the counting process (deviations
counter); tolerance deviations are issued via messages but the machine is
not stopped.
7-176 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.24 Statistical process control (option)
General
Statistical process control (SPC) offers the option using economical and
statistical methods to collect process data, to process and interpret them
such that quality and productivity can be increased.
SPC basically has the function
• of clarifying whether the process is under statistical control and
signalling the presence of systematic influences so that corrective
measures can be taken.
• of maintaining the state "Under statistical control"
• of establishing measures for improving processing capability
E
M
TI
UNDER CONTROL
(VARIATION BY CHANCE
INFLUENCES PARTLY REDUCED)
UNDER CONTROL
(SYSTEMATIC INFLUENCES ARE ELIMINATED)
MASS OUT OF CONTROL
(SYSTEMATIC INFLUENCES EXIST)
Deviation, chance influences and systematic influences
A process value naturally shows certain behaviour toward deviation, also
called variation. This variation results from the interaction of various
influences. One distinguishes between systematic influences and chance
influences.
Systematic influences Systematic influences are based on factors which are often irregular and
unstable and therefore not predicted. Moulded part quality for example can
be affected by the machine, mould, material, personnel, maintenance and
work environment.
00 0405 K-TEC40 - K-TEC155 7-177
Running and operating the machine
Chance influences Chance influences on the other hand can be based on many factors and are
therefore present in all processes to varying degrees. If variation is caused by
chance influences it results in a variation pattern which over time becomes
stable and predictable and therefore provides the basis for subsequent
process improvement.
Sample tests To measure variation behaviour, sample tests of certain size are taken at
measured time intervals and evaluated. These results can be used for
making a prediction about the process as whole.
State: "Process under statistical control"
Via SPC the systematic causes of variation can be gradually eliminated. It is
said: The process is subjected to statistical control, i. e. the only causes for
variation are chance influences. As long as the process stays under statistical
control it remains predictable with regard to consistent quality, productivity
and cost.
Fig. 153: Screen page 93: SPC capability analysis
7-178 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.24.1 Setting the SPC control charts
Before the start of automatic recording via softkey "Automatic mode" the
following procedure is required for proper functioning of the SPC:
• Select characteristics
• Determine size of sample, number of samples for pre-test test and
number of pause cycles.
• Start pre-test
• After the completion of pre-test, set the scale of the xq/R- and xq/s
charts for each characteristic.
Selection of characteristics For SPC a maximum of 5 characteristics (characteristics index 0 to 4) can be
(lines 90.02 and 90.03) selected and monitored simultaneously. For each defined characteristic the
SPC charts must be set separately. Additionally, for each defined
characteristic a capability analysis and the check for normal distribution
(probability line) is carried out. Switchover between characteristics occurs via
softkey "Next characteristic".
A characteristic is a process size for which an actual value (e.g. injection
parameter) is recorded. The selection of process size should be concentrated
on those which influence part quality. This includes e.g. cushion, mould
temperature, mass temperature, injection work, and switchover pressure.
Procedure: • Put key switch in position 1 or 2
• Select screen page 90
• In line 90.02 enter characteristics index (0 to 4)
• Select line 90.03
• Actuate softkey "enter actual value"
Now screen page 90 is displayed in reduced size and you are now in so
called select-mode.
• Call up relevant screen page on which the required actual value is found
and select the required actual value via cursor keys
• Actuate key "Enter"
Now the selected actual value is allocated to the corresponding
characteristics index.
• Select a further actual value or end selection mode by actuating key
"CLEAR".
00 0405 K-TEC40 - K-TEC155 7-179
Running and operating the machine
Fig. 154: Screen page 90: Setting SPC control charts
Size of sample test An appropriate sample test influences the effectiveness of the SPC control
(Line 90.06) charts. The test samples should be selected so that variations between parts
within a sample test are small.
For a pre-test, sample tests can be typically made up from 5 (but at least 2)
parts produced in succession.
The size of the sample test must remain "constant" for all test samples.
Changing the size of the sample test during monitoring distorts the result;
especially the determination of the capability index is no longer soundly
based. The size of the sample test entered in line 90.06 is the valid criterion
for the pre-test and for automatic recording.
Number of sample tests for From the view of the process enough pre-tests tests must be made to ensure
the pre-test that all potential causes for variation have occurred. From a statistical view,
(Line 90.07) 20 pre-tests which contain 100 or more individual values result in a good
stability test. 20 pretests are a recommended minimum.
Example: Size of sample test = 5
The number of sample tests for the pre-test = 20
This results in 5 x 20 = 100 recorded individual values for the pre-test.
7-180 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Number of pause cycles The aim is to determine changes in the process over a period of time. For this
(line 90.08) reason sample tests should be taken often. During one of the first process
studies sample tests are taken at short intervals (small number of pause
cycles) in order to determine if the process shifts or shows other signs of
instability over a short period. If the stability of the process increases the time
interval between sample tests can be extended (large number of pause
cycles).
• The number of the pause cycles is only taken into account in automatic
mode.
• The actual values are continuously recorded during the pre-test.
• It is possible to carry out a manual sample test during a pause cycle
By multiplying the number pause cycles by the size of the sample test the
result is the number of machine cycles, which are not recorded between two
sample tests.
Example: Size of sample test = 5
Number of pause cycles = 10
i.e. in automatic mode between two sample tests there are 5 x 10 = 50
machine cycles which are not recorded.
Scaling the xq/R- and the xq/s control charts for individual characteristics
xq/R control chart, After calculating of the upper and lower action limits (OEG und UEG) for the
xq/s control chart mean value xq, the standard deviation s and the range R from a pre-test,
OEG and UEG scaling of the xq/R and xq/s control charts takes place.
The scale end values entered in line 90.10, 90.12 and 90.14 should be larger
than the corresponding upper action limits.
The scale start values entered in line 90.11, 90.13 and 90.15 should be
smaller than the corresponding lower action limits.
The scaling of the control charts must be carried out individually for each
characteristic.
Remarks: The calculated upper and lower action limits (OEG und UEG) can also be
entered or corrected manually. The manually entered OEG and UEG are
distinguished from the calculated OEG and UEG by colour.
00 0405 K-TEC40 - K-TEC155 7-181
Running and operating the machine
7.24.2 Calculation and evaluation
In principle the calculations from the pre-test and from an interval are to be
differentiated.
Calculations from the pre-test
From pre-test For the values recorded in the pre-test the following is calculated for each
characteristic:
• the mean value xqq of the individual random sample test averages
• the average sq of the individual sample test deviations
• the average Rq of the individual sample test ranges
• the upper and lower action limits (OEG und UEG) for the above named
averages
• the machine capability values cm and cmk
The values xqq, sq and Rq as well as the upper and lower action limits are
drawn in the xq/R and the xq/s control card as horizontal lines.
Machine capability cmk The machine capability is a measurement for short-term influences on
product variation (minimum requirement cmk = 1.33 or higher)
Improvement of the machine
Influence of capability on quality
7-182 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Calculation from the interval (25 sample tests)
From the interval In automatic mode the recording on the xq/R and the xq/s control chart
encompasses a maximum of 25 sample tests. The marking of individual
sample tests occurs according to time or number of shots. The type of
marking is selected via softkey "switchover: Time – number of shots".
In addition, sample tests initiated manually via softkey "Manual sample test"
are coloured.
After recording 25 sample tests the actual interval from screen page 91.0 is
transferred to screen page 91.1 and from screen page 92.0 to screen page
92.1 for evaluation. Recording on screen pages 91.1 and 92.0 continues.
Fig. 155: Screen page 91.1: SPC xq/R card last interval
00 0405 K-TEC40 - K-TEC155 7-183
Running and operating the machine
The following is calculated from the interval:
• mean value of all individual values
• standard deviation
• process capability values cp and cpk
Process capability cpk Process capability is a measurement for long-term influences on product
variation (minimum requirement cmk = 1.0 or higher)
Improvement of process
Influence of capability on quality
7-184 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Testing for normal distribution of individual characteristics
Normal distribution Screen page 94 allows a visual test for normal distribution for each individual
characteristic The Gaussian bell-shaped curve for normal distribution is
transformed into a probability line.
Fig. 156: Screen page 94: Probability line
Probability line In connection with specifications for the moulded part (upper and lower
specification limits in lines 93.05 and 93.06) the probability line indicates
whether the variation lies within specifications.
USG Specifications- Process mean OSG
middle value
Fig. 157: Off-centre position of a process
00 0405 K-TEC40 - K-TEC155 7-185
Running and operating the machine
The upper and lower specification limits (OSG and USG) are entered in lines
93.05 and 93.06 and drawn as horizontal lines in the diagram on screen
page 94.
Fig. 158: Screen page 93: SPC: Capability analysis
7-186 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
7.25 Ejector and core movement while safety gate is open via key
switch (option)
DANGER!
This key switch must only be used if the design of mould, cores,
ejectors and their drives excludes access to shearing and crushing
positions. Failure to follow these instructions can lead to serious injury.
In accordance with EN 201 (4/97) dangerous movements of ejectors and
cores must be stopped and prevented while safety gates are open in the
mould area. This means:
Key switch • The function "Ejector and core movement while safety gate is open"
"Ejector and core must be switched on via the additional key switch "Ejector and core
movement while safety movement while safety gate is open". This key switch is installed in the
gate is open" front plate of the control unit
• After opening the safety gate, ejector and core movement takes place
only as long as the ejector and core input keys are actuated on the
control unit or by an optional foot switch.
00 0405 K-TEC40 - K-TEC155 7-187
Running and operating the machine
7.26 MONOSANDWICH process (option)
General
The monosandwich process represents a simple solution for producing multi-
layered moulded parts consisting of skin and core components (sandwich
structures).
Principle
For the monosandwich process an auxiliary extruder is employed which fills
the injection unit with a skin component through the nozzle opening.
Volumetric feeding is taken over by the stroke measuring system of the
injection unit. The plasticizing stroke (line 40.02) is divided into the two parts
of core and skin components. This means: Until the stroke point s1 is
reached (line 40.05, column 1) the core component is plasticized via the
injection unit. Then the auxiliary extruder immediately conveys the skin
component into the nozzle or the front section of the screw via a special
diverter nozzle until the set plasticizing stroke (line 40.02) is reached. Both
melts, positioned one behind the other in the screw cylinder, are then injected
into the cavity.
The maximum quantity of core material is determined experimentally. By
varying stroke point s1 (line 40.05, column 1) the quantity of the core
component can be increased until no core component breaks out of the
surface of the moulded part.
Switching on/off
• Select screen page 40.0
• Actuate "Monosandwich on/off"
Message: "Monosandwich operation switched/off"
7-188 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Special function of auxiliary extruder
During activated monosandwich operation in operating modes Setting and
Manual
Move forward auxiliary extruder Heating ON
Auxiliary extruder
Return auxiliary extruder
Heating OFF
Plasticizing -
auxiliary extruder
Temperatur reduction -
auxiliary extruder
Fig. 159: Special keys for auxiliary extruder
Monosandwich operation
During monosandwich operation plasticizing takes place with the injection
unit until the switchover point "s1" (rpm "nl". The injection unit at the same
time returns up to limit switch .8-B33. When the limit switch is reached, the
auxiliary extruder moves forward to limit switch .5-B202 which in turn allows
the injection unit to move forward again. When reduced nozzle holding
pressure is reached the auxiliary extruder is activated and used to plasticize
with speed "n2" up to stroke point "s2". The injection unit moves back to the
limit switch which in turn releases the return movement of the auxiliary
extruder. Then the injection unit moves forward with reduced pressure (limit
switch .8-B32). When clamping pressure is built up switchover to nozzle
holding pressure takes place.
When monosandwich operation is switched off, plasticizing takes place via
the injection unit only. The switch-over valve is not activated. Monitoring of
movement strokes is not activated.
If monosandwich is activated and screw release is given plasticizing can take
place with the auxiliary in manual with key "Plasticizing - auxiliary extruder".
00 0405 K-TEC40 - K-TEC155 7-189
Running and operating the machine
Screen relevant keyboard
Selection: Injection unit / auxiliary extruder; applies only to screen page 30.0
"Temperatures – injection unit" and "Temperatures – auxiliary extruder".
Via key "Select: Injection unit/auxiliary extruder" the temperature side for the
auxiliary unit is selected.
When monosandwich operation is not active these values are not linked with
injection unit release.
Heating of auxiliary extruder can be switched on with key "Heating on –
auxiliary extruder" and switched off with key "Heating off – auxiliary extruder".
Temperature reduction for auxiliary extruder is entered with key
"Temperature reduction – auxiliary extruder", if a reduction temperature is
entered.
ATTENTION!
• When monosandwich operation is active, plasticizing is only
possible when screw release from injection unit and auxiliary
extruder exists.
• The auxiliary extruder can only be moved forward when the safety
gates are closed.
• In operating modes semi-automatic or automatic the auxiliary
extruder remains forward under pressure during the filling
process. "Auxiliary extruder rear" monitoring remains active even
when monosandwich operation is switch off. If the limit switch is
reached when the auxiliary extruder returns, the unit stops, again
actuating the key "Auxiliary extruder return" allows movement up
to the limit stop.
Entering parameters for monosandwich operation.
Temperatures, Temperatures for the injection unit and the auxiliary extruder are entered via
Screen page 30.0: screen page 30.0 in connection with key "Select: Injection unit/auxiliary
extruder".
Plasticizing process,
Screen page 40.0:
Line 40.05, column 1 Plasticizing stroke s1 for injection unit (core component)
Line 40.06, column 1 Screw speed nl for injection unit.
Line 40.05, column 2 Total plasticizing stroke (input in line 40.02) = plasticizing stroke s1 (core
component) + plasticizing stroke (skin component)
7-190 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Line 40.06, column 2 Screw speed n2 for auxiliary extruder.
Line 40.05 Plasticizing stroke
Column 1 Line 40.02
0 s1 s2
Core component Skin component
Notes: • Possible nozzle movements during monosandwich operation:
– Nozzle retraction immediately after injection (line 49.02, value 0) or
– Nozzle retraction delayed after injection (line 49.02, value 1)
• Nozzle retraction time (line 49.10) must be set long enough to allow limit
switch .8-B33 to be reached during nozzle retraction.
Messages during monosandwich
– "Injection unit not in correct position"
Injection unit is not in rear position to allow auxiliary extruder to move
forward (limit switch .8-B33)
– "Screw release auxiliary extruder missing"
Required temperatures for auxiliary extruder not yet reached
– "Temperature reduction auxiliary extruder running"
– "Heating auxiliary extruder is off"
Note
In the event of a fault during the movement sequences for filling the
injection unit by the auxiliary extruder, the respective unit should be
moved into its rear position and checked if the limit switches are
correctly triggered.
00 0405 K-TEC40 - K-TEC155 7-191
Running and operating the machine
7.27 AIRPRESS gas injection technique (GIT) from Ferromatik
Milacron (option)
Process and system technology
Identifying characteristic of airpress process is filling the mould cavity with
two fluids. The one fluid consists of a plastic melt, the other a gas, generally
nitrogen N2. Through gas injection, which takes place via a special machine
nozzle or a mould nozzle, cavities can be deliberately created in the moulded
part.
Airpress interface The injection moulding machine is connected to gas pressure system via an
electric 24 pole interface. The pressure setting/control takes place
1.) via the gas pressure system or
2.) via the machine control.
External system technique In the first instance, only a start signal is given by the injection moulding
machine for gas injection. The parameters for gas injection are set on the gas
pressure controller.
Via screen page of injection In the second instance, parameter input takes place via special screen page
moulding machine 48.0 "Injection unit: Airpress II/III". Gas pressure control can take place
externally (gas pressure system with pressure control module) or internally
via the injection moulding machine (gas pressure system without pressure
control module).
Fig. 160: Screen page 48.0 with selected operating mode "Airpress III"
7-192 00 0405 K-TEC40 - K-TEC155
Running and operating the machine
Input options on screen page 48.0 include Airpress II – GIT according to the
air jet process – as well as Airpress III – a mass back-pressure process
patented by Ferromatik Milacron – by which the melt forced back into the
front of the screw by means of gas pressure.
Airpress II (operating The process begins with the melt being injected into the cavity. When the
mode 2, line 48.03, mould has been filled to between 50 and 95 %, the gas injection phase
value 2) begins via a mould nozzle. The gas fills the cavity by driving the melt front
further forward. This deliberately creates cavities in the moulded part. During
gas injection, gas must be prevented from entering the front of the screw
either by means of a shut-off nozzle or by melt dwell pressure. When the
cavity is completely filled gas dwell pressure continues until the moulded part
has become dimensionally stable. When the melt has solidified, gas pressure
is released by letting the gas escape into the environment or by recycling a
certain portion (up to 90 %) via the machine or mould nozzle.
Airpress III (operating During the Airpress III process the cavity is first completely filled. After a
mode 3, line 48.03, specific melt dwell pressure phase, with which thin-walled sections of the
value 3) moulded part are compensated, gas injection begins. Gas pressure causes
the excess melt to be forced back into the front section of the screw. The
screw return movement caused by the gas pressure is monitored and after
reaching a certain stroke point the mould or the machine nozzle is closed.
This is followed by a gas dwell pressure phase, in order to compensate for
material shrinkage, and then gas pressure release.
Setting for the Airpress process
Operating mode, In this line the Airpress process to be operated with is selected:
Line 48.03 Value 2: Airpress II process (air jet process)
Value 3: Airpress III process (mass return pressure process)
Airpress type, line 48.04 In this line the gas pressure system is defined. The input controls the
"Airpress release" signal set by the machine.
Airpress start with phase, In this line the injection phase is set; after the expiry of this phase gas
line 48.02 injection takes place.
ATTENTION!
So that the stroke points for screw return movement are acknowledged,
the following condition must have been met:
Cushion must be smaller than the stroke points entered in line 48.10.
00 0405 K-TEC40 - K-TEC155 7-193
Running and operating the machine
Time monitoring 1 to 4, applies only to Airpress III
line 81.7.02 to 81.07.05 For tolerance monitoring of screw return movement, a monitoring time can be
entered on screen page 81.7 in line 2 "Time monitoring 1" up to line 5 "Time
monitoring 4". After setting the reference values, the necessary actual values
for reaching stroke point 1 and 4 can be traced and monitored in the trend
diagram.
Gas injection phase
The parameters for the gas injection phase are entered in lines 48.10 to
48.16. The required values entered in these lines are effective for the nozzle
selected via softkeys "GID-nozzle 1", "GID-nozzle 2", "GID-nozzle 3", and
"Nozzle 4".
Delay time, Delay time starts with start of Airpress (line 48.02). After expiry of delay time
Line 48.11 the respective nozzle is activated for the injection of gas.
Stage 1 to 5, The gas injection phase can be subdivided into five stages. For each stage
lines 48.14 to 48.16 gas pressure, action time and ramp time must be entered.
Ramp time Via ramp time it is set in which time the gas pressure entered is built up/
released.
Action time Action time determines the duration of gas injection.
Pressure Gas pressure, is built up by the gas pressure system via the pressure control
module.
Closing mould nozzle with applies only to Airpress III,
stroke point, line 48.10 With the stroke points (line 48.10) entered, screw return movement is
monitored. Gas pressure causes the melt to be forced back in the direction of
the sprue or front of the screw. This causes return movement of the screw.
After reaching the set stroke points (screw positions) the mould nozzle is
closed.
7-194 00 0405 K-TEC40 - K-TEC155
Elimination of faults
8 Elimination of faults
8.1 Step list
The Steps described are part of the main programme of the machine control.
Steps which are not listed belong to special programmes and are
documented in the corresponding description of the special programme.
Step 0
Fault: "Screw release missing", "Mould heating release missing"
Remedy: Check temperature actual values and tolerances
Fault: "Plasticizing stroke not reached", "Plasticizing stroke exceeded". The
machine will stop on this step, when after initiating semi- or automatic
operation modes by pressing key "Start", the above mentioned faults have
occurred.
Remedy: Check material feeding, purge screw cylinder in manual operation
Step 1
Fault: "Mould not at opening width"
Remedy: Select operation mode manual or setting; press key "Open mould".
Fault: "Ejector not in rear position"
Remedy: Select operation mode manual or setting; press key "Ejector return"
Fault: "Ejector zero point shortfall"
Remedy: Select operation mode setting; move ejector to position 0 by activating key
"Ejector forward"
00 0405 K-TEC40 - K-TEC155 8-1
Elimination of faults
Fault: "Electronic eye/production scale"
Remedy: Check if the part ejects correctly
Fault: "Ejector platen safety"
Remedy: Move ejector forward; check whether the ejector platen is dirty and if
necessary blow it clean.
Step 7
Fault: "Mould safety"
Fault: "Mould safety repetition"
Remedy: Check if the part is properly ejected; if necessary clean mould surfaces
Step 10
Fault: "Plasticizing stroke exceeded"
Remedy: Manual purging
Fault: "Plasticizing stroke not reached"
Remedy: Check material feed
Step 12
Fault: "Clamping pressure monitoring time"
Remedy: Select operating mode manual; open mould; close mould and check if
required clamping force builds; in case of fault there is a defect in either the
hydraulics or electronics
Step 15
Fault: "Screw release missing"
Remedy: Check temperature actual values and tolerances
8-2 00 0405 K-TEC40 - K-TEC155
Elimination of faults
Fault: "Mould heating release missing"
Remedy: Check temperature actual values and tolerances
Step 16
Fault: "Nozzle holding pressure not reached"
Remedy: Check pressure switch .5-F1; adjust pressure switch until the machine
continues, or check if required values were entered in lines 49.11 and 49.13
Step 18
Fault: "Clamping force smaller than 80 %"
Remedy: Check consistency of clamping pressure during cycle; there is a leakage if
clamping pressure drops
Step 19
No message
Step 26
Fault: Waits till cooling time has expired
Step 42
Control, if opening width is reached, no message; fault possible during offset
problem
Remedy: Check mould position; move machine open in setting mode; manual; open
and close machine and check position; check opening stroke in line 51.02; if
this appears often, there is a hydraulic or an electronic defect
Step 43
No messages, cycle interference possible
Remedy: If ejector does not reach forward stroke point check setting
00 0405 K-TEC40 - K-TEC155 8-3
Elimination of faults
Step 56
Control, if opening width is reached, no message; fault possible during offset
problem
Remedy: Check mould position; move machine open in setting mode; manual; open
and close machine and check position; check opening stroke in line 51.02; if
this appears often, there is a hydraulic or an electronic defect
Step 61
Fault: "Pressure switch .5-F1 does not open"
Remedy: Adjust switch until machine switches; check cables; switch may be defective.
Step 62
Fault: "Oil temperature out of wide tolerance"
Remedy: Check if cooling water circuit is functional
Fault: "Max. tolerance deviations"
Remedy: Check settings on screen pages 41/42/43/81.1-81.5
Step 63
Fault: "Electronic eye/production scale"
Remedy: Check if moulded part has dropped; trigger electronic eye anew
Fault: "Cycle time exceeded"
Remedy: Refer to Alarm page for diagnosis of further faults
Fault: "Plasticizing time unit 1 exceeded"
Remedy: Check material feeding; check back pressure
Fault: "Screw rpm measurement interrupted"
Remedy: Replace rpm counter
8-4 00 0405 K-TEC40 - K-TEC155
Elimination of faults
Fault IQT: "Subtracting shot counter equals zero"
Remedy: Set the subtracting shot counter in lines 21.12 and 21.15.
Note: The diagnostics screen pages 87 to 89 are described in the service manual.
Screen page 87.0 contains a far more detailed diagnosis of the actual state of
the sequence programme than step information.
NOTE
The diagnostics screen pages 87 to 89 are described in the service
manual.
Screen page 87.0 contains a very detailed diagnosis of the actual status
of the programme sequence.
00 0405 K-TEC40 - K-TEC155 8-5
Elimination of faults
8.2 Fault diagnosis
Actuate emergency-off key
When this message appears, the emergency-off lamp on the machine lights
up
Emergency-off function causes:
• Immediate cycle interruption
• Shut down all movement
• Motor and heating switching-off
• Opening of the hydraulic nozzle
Safety gate open
This message causes:
• Mould movement to stop
• Core pulling movement to stop
• Ejector movement to stop
Open nozzle guard
When the nozzle guard is open:
• The injection unit can be moved back but not forward.
• Purging is not possible
• If the nozzle guard is opened after injection, the cycle will be completed
and the machine stops on step 19.0.
Screw release missing
Screw release occurs four minutes after all heating controllers have reached
the lower value of the set narrow tolerance range at the same time. If a
controller is switched off, the screw release disappears.
8-6 00 0405 K-TEC40 - K-TEC155
Elimination of faults
Mould safety
The machine is opening to mould opening width, core pulling and ejector
programmes are running. Parallel to this message, the emergency-off lamp is
flashing. The monitoring time set in line 50.15 has elapsed before the stroke
point "Start clamping force build-up" is reached.
Possible reasons:
• Part is stuck in mould
• Mould safety pressure too low
• Only one mould half heated
• Mould guide bolt not lubricated, etc.
Oil level too low
The oil level in the tank is monitored by the float switch .1-F30. This message
causes:
• Motor shut-down
• Blocking of all movements
• Heating to shut down or starts temperature reduction
• Emergency-off light blinks
• Opening of the hydraulic nozzle
Oil temperature out of narrow/wide tolerance
The oil temperature is kept to ca. 45° C by the water shut-off valve at the
outlet of the cooler. If the oil temperature rises above this value, the message
"Oil temperature out of narrow tolerance" appears from 55°C on without
having an influence on cycle sequence.
Oil temperature of 60°C causes:
• Message "Oil temperature outside wide tolerance" appears
• Started cycle is completed
• Blocking of all movements
• Opening of the hydraulic nozzle
• Emergency-off light blinks
Oil temperature of >65°C causes: Pump motor shut-down
00 0405 K-TEC40 - K-TEC155 8-7
Elimination of faults
Oil filter contaminated
The Filter insert must be replaced after 1500 operating hours. If an exchange
does not take place, the fault message "Oil filter contaminated" appears when
the filter becomes too contaminated; however, the machine continues
operating.
Motor safety responds
An overload of the motor causes:
• Motor shut-down
• Blocking of all movements
• Opening of the hydraulic nozzle
• Emergency-off light blinks
Checksum fault
This fault may occur during reading in of the data carrier. Possible causes:
• Data carrier not inserted (not all connections made)
• Data carrier was removed during the reading in/out process
• Faulty data carrier
A safety circuit prevents writing on the data carrier or the selection of page 10
during the aforementioned causes.
This prevents storage of wrong or faulty data when writing on data carrier.
Removal of fault:
• Re-formatting data carrier
8-8 00 0405 K-TEC40 - K-TEC155
Elimination of faults
Plasticizing stroke exceeded
When plasticizing stroke is exceeded or screw suck-back occurs by more
than 7mm:
• No injection
• Machine moves to opening width, ejector and core pulling programmes
run down
• Emergency-off light blinks
For removal of fault see Chapter 7.9.6 "Plasticizing time monitoring"
00 0405 K-TEC40 - K-TEC155 8-9
Elimination of faults
8.3 Source of faults when installing mould
Mould height too low:
Consequence: The machine does not close completely during setting operation or does not
move up to the mould fixed on nozzle side, because of the stroke limitation of
the piston.
Remedy: Install spacer or washer
Mould safety pressure set too low (line 50.12)
Consequence: • The mould does not close
• Mould safety time is exceeded
• The machine stops at mould opening width and the fault message
"Mould safety" appears on screen.
Remedy: Increase mould safety pressure
Monitoring time for mould safety set too short (line 50.15)
Consequence: Mould safety time should be selected 0.3 – 0.5 seconds higher than the time
required (see actual value line 50.15). If mould safety time is set too short, the
machine moves to opening width and the mould safety message appears.
Remedy: Increase mould safety time
Opening and closing speeds set too high
(screen pages 50.0 and 51.0)
As a matter of precaution, lower values should be selected for the opening
and closing speeds (when installing the mould). These values can then be
gradually optimized.
Ejector setting (screen page 52.0)
Carefully work down or check screen page 52.0. An incorrect ejector setting
can cause considerable damage to ejector and mould.
8-10 00 0405 K-TEC40 - K-TEC155
Elimination of faults
8.4 Source of faults during injection
Injection time set too short - during stroke-dependent switchover
Consequence: Switchover takes place time-dependent instead of stroke-dependent.
Remedy: Always select a longer injection time than is actually required to reach the
necessary stroke switchover point. (compare Chapter 7.7)
ATTENTION!
Injection pressure must be set.
Switchover point is reached too soon - during time-dependent switchover
Consequence: Switchover takes place stroke-dependent instead of time-dependent.
Remedy: Enter injection stroke (smaller values) so that the stroke switchover point is
not reached within the injection time entered (compare Chapter 7.7)
ATTENTION!
Injection pressure must be set.
During hydraulic pressure-dependent switchover: Injection pressure is lower than
switchover pressure
Consequence: Switchover occurs stroke or time-dependent.
Remedy: Injection pressure must definitely be selected higher than the switchover
pressure entered (compare Chapter 7.7)
Other fault sources: Switchover pressure when not using hydraulic pressure-
dependent switchover:
When switchover does not take place pressure-dependent, the switchover
pressure must be set on 160 bar.
00 0405 K-TEC40 - K-TEC155 8-11
Elimination of faults
Injection pressure too low
Consequence: Injection pressure is too low for reaching set injection speed.
Remedy: Increase injection pressure so that the required injection pressure is higher
by approximately 5 – 20 bar than the actual injection pressure. The pressure
reserve guarantees a constant injection speed.
Note
To obtain practical actual values from the injection phase last used, a
cushion (see screen page 42) of at least 3mm and larger should be
used.
ATTENTION!
Injection pressure must be set.
8-12 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9 Repairs and maintenance
WARNING!
Maintenance work carried out on the machine by untrained, unskilled
and unauthorized personnel can lead to serious injury and machine
damage as well as rendering all warranty claims void.
Work on the machine must only be performed by adequately trained
and qualified personnel.
The following safety instruction must be adhered to:
• Always switch off the machine when you perform setting,
maintenance and repair work, unless it is absolutely necessary
that the machine is operating.
• Secure machine against being unintentionally switched on, see
Fig. 172, page 2.
• Deactivated or disassembled safety devices must be restored to
their proper functioning state and their function tested before
releasing the machine for further operation.
• When carrying out setting, maintenance and repair work, block
access to the working area if necessary.
• Before carrying out work on the electrical system you must switch
off the machine at the main switch and secure it against being
unintentionally switched on again:
- Disconnect the machine (switch off all circuit breakers)
switch off main machine switch
- Secure machine against being switched on
- Carry out a voltage free check
• Always enlist a second person for work on current carrying parts
who can, in an emergency, cut off the power supply.
• All safety guards and covers, especially the screw cylinder covers,
must be correctly re-installed after maintenance work is
completed.
• Always use tools appropriate for the job (e. g. insulated tools when
working on the electrical equipment).
• Use only genuine parts or spare parts and operating material
approved by Ferromatik Milacron Maschinenbau GmbH.
• Observe the prescribed maintenance and service intervals.
00 0405 K-TEC40 - K-TEC155 9-1
Repairs and maintenance
checklist
Locking the main switch Always switch off and the main disconnect switch and secure it against being
switched on when performing setting, maintenance or repair work, unless it is
absolutely necessary that the machine is operating.
Fig. 161: Locking the main switch (circuit breaker)
1 Main switch lever
2 Slider with orifice for padlock
To lock the main switch lever, proceed as follows:
• Turn main switch lever (1) to position "0"
• Pull out slider (2)
• Insert padlock into orifice of slider (3)
• Lock padlock and remove key
• Keep key safe until completion of maintenance work
9-2 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.1 Working on the injection unit
To facilitate certain maintenance work, e.g. exchanging screw, the injection
unit must be swivelled out.
WARNING!
Danger of burning through very high temperatures in the screw cylinder
area!
When working on the injection unit or on one of its components wear
protective gloves, protective clothing and safety glasses.
9.1.1 Swiveling injection unit out/in
Swivelling out
• Set operation mode selector switch in position "Setting"
• Actuate key "Injection unit return" and move injection unit to its rear
position
• Switch off motor (key "Pump motor off")
• Open movable safety gate on injection unit (Fig. 163, Pos. 1)
• Unlock IQT-control unit with clamping lever (Fig. 162, Pos. 1) and swivel
out
Fig. 162: Swivel ou IQT-control unit
1 Clamping lever
00 0405 K-TEC40 - K-TEC155 9-3
Repairs and maintenance
checklist
2
4
Fig. 163: Loosening the traverse cylinder rod on the operator side
1 Movable safety gate injection unit
2 Seat for traverse cylinder extension
3 Socket pin
4 Traverse cylinder extension
5 Safety pin of socket pin
• Pull out safety pin from socket pins (Fig. 163, Pos. 5)
• Remove socket pin on both sides (Fig. 163, Pos. 3)
• Secure injection unit against being moved by screwing in securing
device (M8x80 screw)
Fig. 164: Securing device
• Screw out retaining screws (3 pieces) with Allen key (Fig. 165, Pos. 1
and 2)
• Lossen retaining screws at the pivit point (Fig. 165, Pos. 3)
9-4 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
2 3
Fig. 165: Injection unit fixing screws
1 Retaining screws injection unit front
2 Retaining screws injection unit rear
3 Retaining screw injection unit rear as pivoting point
• Swivel out injection unit up to the mechanical stop in the direction of the
operator side by pulling at the screw cylinder support (Fig. 166, Pos. 1)
1
2
Fig. 166: Injection unit front
1 Screw cylinder support
2 Thread for storing securing device
00 0405 K-TEC40 - K-TEC155 9-5
Repairs and maintenance
checklist
Swivelling in
• Swivel injection unit back up to the mechanical stop
ATTENTION!
Remove securing device from injection unit and store (see Fig. 166,
Pos. 2)!
• Screw in retaining screws (3pieces) but do not tighten
• Secure traverse cylinder piston rods with socket pins to the stationary
mould clamping platen
• Tighten retaining screws (4 pieces including retaining screw at pivoting
point)
• Swivel back IQT-control unit and lock it
• Switch on motor
• Close safety gates
• Actuate "Start" key
• Put operating mode selector switch in position "Manual"
• Mould is installed and clamping pressure built up
• Move injection unit forward by pressing key "Injection unit forward"
• Check nozzle and mould sprue bushing alignment
• If necessary align injection unit over the cam follower (only for
K-TEC 85 - K-TEC 155) or over the adjusting screws in the supports
(see Chapter 5.3.4 "Aligning nozzle on sprue bushing in the mould")
9-6 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.1.2 Swivelling injection unit out
(injection unit of international size 970, optional on K-TEC 155)
2
1
6
7
5
8
9
5
6
Fig. 167: Injection unit with linear guides
1 Socket pin
2 Nozzle body
3 Shipping brackets
4 Hopper with evacuation device
5 Set screw
6 Retaining screws (not visible in illustr.)
7 Retaining screw at pivot point
8 Screw cylinder support
9 Cam follower
00 0405 K-TEC40 - K-TEC155 9-7
Repairs and maintenance
checklist
ATTENTION!
Danger of burning when screw cylinder is hot!
When working on the injection unit or on one of its components wear
protective gloves, protective clothing and safety glasses. Failure to
follow these instructions can lead to injury.
Procedure • Set operation mode selector switch in position "Setting"
• Press key "Injection unit return" and move injection unit into its rear
position
• Switch off motor
• If screw is to be exchanged after swivelling out:
– Loosen front heater band on the screw cylinder
– Remove nozzle body
• Pull out socket pins with which the traverse cylinder piston rods are
secured to the stationary mould clamping platen
• Secure injection unit against moving by installing transport brackets
• Loosen reatining screws (3 pieces) with a 17 mm open-ended spanner;
Retaining screw at the pivot point remains tightened
• Unlock and swivel out the IQT-control unit
• Remove cowling between IQT-unit and stationary mould clamping
platen (required for pulling the screw)
• Swivel out injection unit up to the mechanical stop in the direction of the
operator side by pulling at the screw cylinder support
Returning to injection • Swivel injection unit back up to the mechanical stop
position
ATTENTION!
Remove transport brackets from injection unit and store!
• Do not yet tighten retaining screws (3pieces)
• Secure traverse cylinder piston rods with socket pins to the stationary
mould clamping platen
9-8 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Tighten retaining screws (3 pieces)
• Install nozzle body: (see Chapter 9.1.3 and Chapter 9.1.4)
• Loosen front heater band on the screw cylinder
• Install cowling between IQT-unit and stationary mould clamping platen
• Swivel back IQT-control unit and lock it
• Switch on motor
• Close safety gates
• Actuate "Start" key
• Put operating mode selector switch in position "Manual"
• Mould is installed and clamping pressure built up
• Move injection unit forward by pressing key "Injection unit forward"
• Check nozzle and mould sprue bushing alignment
• If necessary align the injection unit over the cam follower ort he
adjusting screws in the supports
00 0405 K-TEC40 - K-TEC155 9-9
Repairs and maintenance
checklist
9.1.3 Changing nozzle body (flanged nozzle body)
CAUTION!
Danger from faults and material damage when using unsuitable nozzles
or fixing screws.
Only nozzles and fixing screws approved by Ferromatik Milacron must
be used. The specified torque settings must be observed.
WARNING!
Danger of burning through very high temperatures in the screw cylinder
area!
When working on the injection unit or on one of its components wear
protective gloves, protective clothing and safety glasses.
1 2 3 2 4
Fig. 168: Screw-in nozzle body
1 Nozzle tip
2 Heater bands
3 Thermocouple
4 Retaining screws
Removal of nozzle body
• Heat screw cylinder to 250°C
• Loosen retaining screws
• Switch off cylinder heating
• Remove heater bands and thermocouples and optional equipment if
necessary
• Screw out retaining screws and remove nozzle body
9-10 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Installing nozzle body
ATTENTION!
• Before re-installing check sealing surfaces for contamination or
material residue and thoroughly clean if necessary
• When working on sealing surfaces gentle tools must be used.
Otherwise sealing surfaces and edges may sustain damage.
• Coat sealing surfaces with high temperature compound
Notes
The installation instructions for flanged nozzle bodies also apply:
• when installing a screw cylinder with a flanged adapter, into which
a needle shut-off nozzle is screwed.
• when installing a nozzle body with a rotary slide valve, which is
flanged onto the screw cylinder.
Procedure • Check sealing surfaces for contamination or material residue and
thoroughly clean
• Check sealing surfaces with blueing paste (see Chapter "Control of
sealing surfaces with blueing paste")
• Coat retaining screws with high temperature compound (e.g. Rivolta
G.W.F. anti-seize compound)
• Fit nozzle body to screw cylinder with 4 retaining screws
• Install rest of retaining screws
• Lightly and evenly cross-tighten retaining screws so that nozzle body fits
tightly
• Install nozzle heater bands and temperature sensor
• Switch on cylinder heating (250°C)
• Ensure temperature equalization between screw cylinder and nozzle
body.
• Cross-tighten retaining screws to specified torque evenly in several
stages (see adjacent illustration)
– 1. stage with 50 % of required torque
– 2. stage with 75% of required torque
– 3. stage with 95% of required torque
– 4. stage with 100% of required torque
00 0405 K-TEC40 - K-TEC155 9-11
Repairs and maintenance
checklist
Specified torque for retaining screws
Dimension Torque value [Nm]
of retaining screws
M12 120
M16 295
M20 580
M24 1000
M30 2000
• Check nozzle heater bands and temperature sensors for proper seating
and retighten
Installing nozzle tip • If the nozzle tip was removed:
– Check sealing surfaces for contamination or material residue and
thoroughly clean
– Check sealing surfaces with blueing paste (see Chapter "Control of
sealing surfaces with blueing paste")
– Coat thread of retaining screws with high temperature compound (e.g.
Rivolta G.W.F. anti-seize compound)
– Screw in nozzle tip with ring spanner
– Ensure temperature equalization between nozzle tip and body
(250°C)
– Tighten nozzle tip to torque setting
Torque values for nozzle tips
Thread Channel diameter Torque value [Nm]
[mm] [mm]
M30x1.5 8 140
M48x2 12 420
M30x1.5 12 210
M48x2 16 600
9-12 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Check sealing surfaces with blueing paste
Note
Clean surfaces thoroughly before checking with blueing paste. All
contamination leads to faulty control result.
• Thoroughly clean sealing surfaces
• Thinly coat sealing surfaces on nozzle body and nozzle tip with blueing
paste.
• Install nozzle body an lightly tighten retaining screws (tightening to
torque value is also possible) or screw in screw tip and tighten lightly.
• Remove nozzle body/tip.
• There must be an even colour spread of the paste on the sealing
surface of the screw cylinder and nozzle body.
• Remove blueing paste from sealing surfaces with spirit.
00 0405 K-TEC40 - K-TEC155 9-13
Repairs and maintenance
checklist
9.1.4 Changing nozzle body (screw-in nozzle body)
CAUTION!
Danger from faults and material damage when using unsuitable nozzles
or fixing screws.
Only nozzles and fixing screws approved by Ferromatik Milacron must
be used. The specified torque settings must be observed.
WARNING!
Danger of burning through very high temperatures in the screw cylinder
area!
When working on the injection unit or on one of its components wear
protective gloves, protective clothing and safety glasses.
1 2 3
Fig. 169: Screw-in nozzle body
1 Nozzle tip
2 Heater band
3 Thermocouple
Removal of nozzle body
• Heat screw cylinder to 250°C
• Switch off cylinder heating
• Remove heater bands and thermocouples and optional equipment if
necessary
• Screw out nozzle body
9-14 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Installing nozzle body
CAUTION
• Before re-installing check sealing surfaces for contamination or
material residue and thoroughly clean if necessary
• When working on sealing surfaces gentle tools must be used.
Otherwise sealing surfaces and edges may sustain damage.
• Coat sealing surfaces with high temperature compound
Procedure • Check sealing surfaces for contamination or material residue and
thoroughly clean
• Check sealing surfaces with blueing paste (see Chapter "Control of
sealing surfaces with blueing paste")
• Coat thread of nozzle body with high temperature compound (e.g.
Rivolta G.W.F. anti-seize compound)
• Screw nozzle body into screw cylinder and tighten lightly
• Install nozzle heater band and temperature sensor
• Switch on cylinder heating (250°C)
• Ensure temperature equalization between screw cylinder and nozzle
body.
• Tighten nozzle body to torque setting
Torque values for screw-in nozzle body
Thread Screw diameter [mm] Torque value [Nm]
[mm]
M48x2 18 950
M48x2 25 1200
M48x2 30 1700
M58x3 35 2900
M58x3 40 3300
• Check nozzle heater band and temperature sensor for proper seating
and retighten
00 0405 K-TEC40 - K-TEC155 9-15
Repairs and maintenance
checklist
Installing nozzle tip • If the nozzle tip was removed:
– Check sealing surfaces for contamination or material residue and
thoroughly clean
– Check sealing surfaces with blueing paste (see Chapter "Control of
sealing surfaces with blueing paste")
– Coat thread of retaining screws with high temperature compound (e.g.
Rivolta G.W.F. anti-seize compound)
– Screw in nozzle tip with ring spanner
– Ensure temperature equalization between nozzle tip and body
(250°C)
– Tighten nozzle tip to torque setting
Torque values for nozzle tips
Thread Channel diameter Torque value [Nm]
[mm] [mm]
M30x1,5 8 140
M48x2 12 420
M30x1,5 12 210
M48x2 16 600
Check sealing surfaces with blueing paste
NOTE
Clean surfaces thoroughly before checking with blueing paste. All
contamination leads to faulty control result.
• Thoroughly clean sealing surfaces
• Thinly coat sealing surfaces on nozzle body and nozzle tip with blueing
paste.
• Screw in nozzle body/tip and tighten lightly
• Remove nozzle body/tip
• There must be an even colour spread of the blueing paste on the
sealing surface of the screw cylinder and nozzle body.
• Remove blueing paste from sealing surfaces with spirit
9-16 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.1.5 Changing screw and screw tip
WARNING!
There is danger of burning during nozzle and screw change, due to very
high temperatures in the injection unit area and the leakage of hot
material.
Always wear suitable protective clothing when working on the injection
unit or its components; this especially includes heat resisting gloves
and suitable safety glasses etc.
WARNING!
Danger of injury due to squashing and knocking, and damages to the
plant due to inattentiveness!
Always work with extreme care, to avoid injuries due to squashing,
knocking, and damaging the plant.
ATTENTION!
• The screw becomes immovable when cooling material solidifies in
the screw cylinder.
• The screw and the screw tip must be removed in a hot state.
• Use only screw cylinders and retaining screws approved by
Ferromatik Milacron.
• Always use suitable lifting devices (e.g. chains, straps or ropes)
with adequate load-bearing capacity for moving loads and observe
the correct fixing points on the load.
• At least 2 persons are required for changing the screw and screw
tip, due to the weight of parts and the working procedure.
Notes
• Only change screw and screw cylinder in a purged state.
• The screw cylinder has processing temperature (screw release is
given). When changing to a screw cylinder with a different
diameter, the actual screw cylinder parameters must be entered on
screen page 19.1.
• Motor and heating must be switched off.
• After calling up screen page 49 or 19 select page 19.1 via softkey
"Cylinder definition".
• Activate screw change programme for screw and screw cylinder
change
• Operation mode selector switch in position "Setting"
• Select screen page 49.15 and enter value "1"
00 0405 K-TEC40 - K-TEC155 9-17
Repairs and maintenance
checklist
• Actuate key "Injection": Injection cylinder piston forward
• Actuate key "Plasticizing": Injection cylinder piston return
• Pressure and speed are firmly fixed for this function
Screw change
Nozzle body • Loosen cowling at the IQT (the screw will be pushed through here later)
removing
Fig. 170: Cowling on the IQT
1 Retaining screws
• Swiveling out IQT- see Chapter 9.1.1 "Swiveling injection unit out/in"
• Pull nozzle heater band plug
• Remove heater band and nozzle temperature sensor
• Disassembling nozzle body (see Chapter 9.1.3 "Changing nozzle body
(flanged nozzle body)" or see Chapter 9.1.4 "Changing nozzle body
(screw-in nozzle body)")
9-18 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Loosen screw from Prerequisite: Programme "Screw change" is activated.
injection unit
Fig. 171: Screw change
1 Flange half
2 Retaining screws
• Press key "Plasticizing": Move injection cylinder piston into rear end
position
• Remove flange halves (Fig. 171, Pos. 1) of the screw fixture by
loosening the retaining screws (Fig. 171, Pos. 2)!
• Actuate key "Injection": Move injection cylinder piston into forward
position
• Press key "Plasticizing": the multi-spline profile of the screw is pulled out
of the spline adapter
• Pull screw out of screw cylinder
00 0405 K-TEC40 - K-TEC155 9-19
Repairs and maintenance
checklist
Exchanging screw tip / non-return valve
Removal • Loosen the screw tip by slightly knocking on the left tooth flank with a
plastic hammer (Attention! Left-handed thread).
4
3
2
Fig. 172: Exchanging screw tip / non-return valve
1 Screw tip (attention : left-handed thread !)
2 Sliding ring
3 Breaker ring
4 Screw
Installation
Notes
• Observe the position for installing the locking ring!
• Hand-tighten screw tip only !
• Observe the instructions of the lubricant manufacturer!
• Thoroughly check the thread on the screw tip and screw as well as the
sealing surfaces for contamination or material residue and clean
thoroughly
• Coat the screw tip and screw with high-temperature compound (Rivolta
G.W.F anti-seize compound and lubricant)
• Screw in the screw tip together with the non-return valve (attention: left-
hand thread!)
9-20 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Ensure temperature equalization between screw tip and screw.
• Tighten screw tip by hand
• Check if breaker ring lies flush on the front face of the screw
• Try turning the breaker ring. The screw tip is sufficiently tight when the
breaker ring can no longer be turned.
Installing the screw
• Slide screw into screw cylinder
• By pressing key "Injection" move spline adapter step by step up to the
screw
• Turn screw by hand to guide it into the spline adapter.
• Insert screw up to the mechanical stop in the spline adapter
• Install flange halves (observe correct seating) and only slightly tighten
fixing screws
• Installing nozzle body (see Chapter 9.1.3 and Chapter 9.1.4)
• Enter value 0 on screen page 49, line 15
• Centrally align screw in cylinder; to do this
– Open hopper and turn screw slowly (50 min-1). An even material film
forms around the screw
• Cross tighten retaining screws on flange halves to specified torque (see
Chapter 10.2)
Installing the nozzle
ATTENTION!
• Do not coat sealing surfaces with compound!
• Observe the instructions of the lubricant manufacturers
• Retaining screws for flanged nozzles are handled in like manner
• Use only "Unbrako" retaining screws, strength class 12.9!
00 0405 K-TEC40 - K-TEC155 9-21
Repairs and maintenance
checklist
Note
Use only nozzle tips, nozzle bodies, screw cylinder and retaining
screws with our specifications.
Before installing nozzle tips and nozzle bodies, the external must be cleaned
and coated with high-temperature compound (Rivolta G.W.F. anti-seize
compound and lubricant).
ATTENTION!
If this procedure is not followed, nozzle tip, nozzle body or screw
cylinder could sustain damage.
Later disassembly of nozzle tip and nozzle body is very difficult.
• Clean internal thread on nozzle body and screw cylinder
• Screw nozzle tip into nozzle body and nozzle body into screw cylinder
and tighten or fix with flange (see Chapter 9.1.3 and Chapter 9.1.4)
• Install nozzle heater bands and temperature sensor
• Set screw cylinder heating on 250°C and switch on
• After obtaining screw release and a waiting time of more than
15 minutes retighten nozzle body and then nozzle tip. Also retighten
nozzle heater bands
9.1.6 Screw cylinder change
WARNING!
There is danger of burning during nozzle and screw change, due to very
high temperatures in the injection unit area and the leakage of hot
material.
Always wear suitable protective clothing when working on the injection
unit or its components; this especially includes heat resisting gloves
and suitable safety glasses etc.
WARNING!
Danger of injury due to squashing and knocking, and damages to the
plant due to inattentiveness!
Always work with extreme care, to avoid injuries due to squashing,
knocking, and damaging the plant.
9-22 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
ATTENTION!
• The screw becomes immovable when cooling material solidifies in
the screw cylinder.
• Assembly/disassembly must be carried out in a hot state.
• Use only screw cylinders and retaining screws approved by
Ferromatik Milacron.
• Always use suitable lifting devices (e.g. chains, straps or ropes)
with adequate load-bearing capacity for moving loads and observe
the correct fixing points on the load.
• At least 2 persons are required for the work process, due to the
weight of parts and the working procedure.
Notes
• Only change screw cylinder in a purged state.
• The screw cylinder has processing temperature (screw release is
given). When changing to a screw cylinder with a different
diameter, the actual screw cylinder parameters must be entered on
screen page 19.1.
• Motor and heating must be switched off.
• After calling up screen page 49 or 19 select page 19.1 via softkey
"Cylinder definition".
• Activate screw change programme for screw and screw cylinder
change
• Operation mode selector switch in position "Setting"
• Select screen page 49.15 and enter value "1"
• Actuate key "Injection": Injection cylinder piston forward
• Actuate key "Plasticizing": Injection cylinder piston return
• Pressure and speed are firmly fixed for this function
00 0405 K-TEC40 - K-TEC155 9-23
Repairs and maintenance
checklist
Removing screw cylinder
1 2 3
6 7 5 4
Fig. 173: Removal/installation of screw cylinder
1 Lifting device with eyelets
2 Tensioning block retaining screws
3 Cooling water hoses for feedthroat cooling
4 Flange halves of screw fixture
5 Retaining screws to the splined adapter
6 Screw cylinder fixture locking ring
7 Retaining screws to the yoke
Note
Screw cylinder change can be effected with or without the screw
installed. The following describes the change with the screw removed.
9-24 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Swivelling injection unit out (see Chapter 9.1.1 "Swiveling injection unit
out/in"
• Loosen the screw from injection unit (see Chapter 9.1.5 "Changing
screw and screw tip")
• Switch off cylinder heating
• Pull out collective plug for heater bands and thermocouples
• Swivel back the hopper
• Switch off feed throat cooling, relieve cooling water circuit and remove
water hoses (Fig. 173, Pos. 3)
• Remove hopper
• Install eylets (Fig. 173, Pos. 1) for transporting screw cylinder and
secure cylinder to a suitable lifting device
• Remove (Fig. 173, Pos. 6) locking ring
• Remove retaining screws from tensioning block (Fig. 173, Pos. 2)
ATTENTION!
The screw cylinder could sustain damage if it is tilted during lifting. Lift
screw cylinder carefully and horizontally from its mountings!
• Lift screw cylinder from the yoke taking care not to tilt it
00 0405 K-TEC40 - K-TEC155 9-25
Repairs and maintenance
checklist
Installing screw cylinder
• Clean yoke and feedthroat
• Coat contact surfaces on the screw cylinder and cylinder mountings with
a thin, even film of compound (Rivolta G.W.F. compound; anti-seize and
lubricating compound)
ATTENTION!
The screw cylinder could sustain damage if it is tilted during lifting. Lift
screw cylinder carefully and horizontally back into its mountings!
• Set screw cylinder slowly into yoke, taking care not to tilt it
• Align screw cylinder horizontally via cam follower
• Tighten retaining screws on the tensioning block with reduced torque
• Install locking ring and cross tighten fixing screws with reduced torque
• Tighten retaining screws on tensioning block to required torque
(MA = 120 Nm)
• Tighten retaining screws of locking ring to required torque
(MA = 120 Nm)
• Install hopper
• Connect collective plug for heater bands and thermocouples
• Connect cooling water hoses to feedthroat and switch on cooling system
• Heat screw cylinder to working temperature
• Install screw (see Chapter 9.1.5 "Changing screw and screw tip")
• Check heater bands and temperature sensors for proper seating and
retighten
9-26 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.2 Working on clamping unit
9.2.1 Replacing the piston rod seals; replacing the pressure bolts
3
2
1
Fig. 174: Replacing piston rod seal and pressure bolt
1 Clamping cylinder piston rod
2 Pressure plate
3 Pressure bolts
4 Moving mould clamping platen
If the clamping cylinder piston rod (1) is separated from the pressure bolt (2)
or the pressure plate from the moving mould clamping platen (4) (e. g. during
replacement of the piston rod seal, during replacement of the pressure bolts
(3) for changing mould installation height), the following must be observed
during assembly:
• The assembly of clamping cylinder piston rod with pressure plate or
moving mould clamping plate must only be carried out while clamping
cylinder piston rod is fully moved in
• To indicate manufacturing tolerance pressure bolts are marked with
stamped numbers. When replacing pressure bolts, only pressure bolts
with equal markings must be installed e. g. "0", "1", "2" or "3"
Note
Due to the weight of the clamping cylinder piston rod, the piston in the
clamping cylinder housing is not centric when the piston rod has been
moved out. If the assembly is carried out while the clamping cylinder
piston is moved out, it will jam in the cylinder housing.
00 0405 K-TEC40 - K-TEC155 9-27
Repairs and maintenance
checklist
9.2.2 Automatic central lubrication (option)
The automatic central lubrication lubricates the slide bearings on the four
rods with grease. The lubricating system consists of pump, main and sub
distributor as well as lubrication lines.
The lubrication interval is determined via the IQT control unit of the injection
moulding machine.
9-28 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.3 Working on the hydraulic system
9.3.1 Safety measures while working on the hydraulic system
DANGER!
Uncontrolled machine movements due to unintentional switching on or
due to residual pressure in the hydraulic system can lead to serious or
even fatal injuries.
Before carrying out work on the hydraulic system you must:
• Move mould to opening width to render system pressureless
• Check that system is pressureless
• Switch off the machine and secure it against being unintentionally
switched on (see Fig. 172, page 2)
• Ensure that only qualified, adequately trained personnel familiar
with the dangers and are authorized to perform the work
WARNING!
Escaping hydraulic oil (especially under high pressure) can cause
burning, poisoning or injuries through slipping!
Always wear suitable protective clothing (gloves, boots, face visor etc.).
9.3.2 Storing and disposing of hydraulic oil
PROTECTING THE ENVIRONMENT!
When using, storing and disposing of hydraulic oil, cleaning agents and
toxic materials, legal requirements must be observed.
Waste products such as remaining oil, cleaning agents, dirty water etc.,
as well as saturated cloths must be disposed off according to currently
valid environmental protection regulations and delivered to authorized
receiving stations. Contact the relevant authorities for information.
To prevent hydraulic oil, cleaning agents or other toxic materials from
escaping, suitable catching trays are to be employed.
Unintentional spills or leakages of oil, cleaning agents or other toxic
materials must be immediately cleaned. The penetration of these
substances into the floor, into surface water or the drainage systems is
to be absolutely avoided. Inform the relevant authorities immediately
when such an accident occurs.
00 0405 K-TEC40 - K-TEC155 9-29
Repairs and maintenance
checklist
9.3.3 Instructions for exchanging hydraulic components
When exchanging hydraulic components the following must be observed:
• When changing a damaged component, thoroughly flush the hydraulic
system before installing the new component and refill with new hydraulic
oil after new component is installed Filling with hydraulic oil
• Cover or close openings to the hydraulic system to prevent
contaminating the hydraulic system.
• When cleaning hydraulic components with air, use only dry, oil-free air
• Cleaning new components
• When sealing pipe thread with Teflon tape, keep the first internal thread
free
• Use only oils and lubricants recommended by Ferromatik Milacron
ATTENTION!
Never us sealing compound to seal a pipe thread, since it could settle in
the hydraulic valves and interfere with their function.
Use only suitable sealing materials such as Teflon tape.
9.3.4 Recording of work on the hydraulic system
The following data related to work on the hydraulic system is to be recorded
in the machine's maintenance documents:
– Date work carried out
– Type, class and manufacturer of hydraulic oil when refilling or
changing
– results of laboratory analyses
– Complete documentation about replacement or repair of components
of the hydraulic system
– Type of work, such as additional filtration and cleaning, or change of
filter elements, hydraulic oil change, cleaning of system and materials
used
9-30 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.3.5 Oil maintenance procedure
WARNING!
Contact with hydraulic oil, cleaning agents or other toxic materials
could cause injury to the skin, the eyes and the respiratory tracts.
Avoid direct skin contact with hydraulic oil or toxic materials, always
wear protective clothing (gloves, boots, face visor etc.)
If contact with skin or eyes occurs, thoroughly clean skin and rinse
eyes with copious quantities of water and then contact a doctor without
delay.
DANGER!
Failure to observe the necessary safety directives when working on the
hydraulic system can lead to serious even fatal injuries.
When working on the hydraulic system all measures related to safety
and environment stated in chapters Chapter 9.3.1 and Chapter 9.3.2
must be observed!
ATTENTION!
The use of unsuitable hydraulic oil can adversely affect proper and safe
machine function.
Use only brand-new hydraulic oil of the right quality for filling and
refilling (see Chapter 10.3.1 "Hydraulic oils").
The first oil maintenance measure should take place at the latestafter
200 operating hours.
Oil purity can only be ensured by the exclusive use of filter elements specified
by Ferromatik Milacron.
The guarantee for failed hydraulic components is conditional on carrying out
proper oil maintenance measures.
Oil maintenance measures include:
• Oil purification (see "Oil purification intervals" on page 32)
• Oil change after a set number of operating hours (see "Oil-change
intervals" on page 32)
00 0405 K-TEC40 - K-TEC155 9-31
Repairs and maintenance
checklist
• Change of oil filter (see "Change of oil filter" on page 33)
• Specific checks on the hydraulic system (see "Checking the hydraulic
system" on page 35)
• Determining oil quality by oil analysis (see "Checking oil condition" on
page 35)
Oil purification intervals
Oil maintenance measures are to be carried out after the first 200 operating
hours and then after every 200 operating hours. To purify the hydraulic oil a
1µ flushing filter element is installed in the medium pressure filter. The
service time of the flushing filter element is approximately 200 hours.
After the flushing process the 3µ filter element is to be installed in the by-pass
oil filter (see Chapter "Change of oil filter"). The reuse of the oil is possible
after laboratory analysis.
Part number for ordering 3µ filter element 0107993
Part number for ordering 1µ filter element 0008174
The oil filter filters out normal contaminants. When the filter is contaminated a
corresponding message appears on screen. However, the machine
continues to operate.
Oil-change intervals
The first oil change should take place at the latest after 7500 operating
hours.
ATTENTION!
When changing the oil a thorough cleaning of the tank rooms is
especially important.
The guarantee for failed hydraulic components is conditional on carrying out
proper oil maintenance measures.
Oil purity can only be ensured by the exclusive use of oil filter elements
specified by Ferromatik Milacron.
An interval of 15000 operating hours is possible if the complete hydraulic
system is regularly purified with a 1µ flushing filter element.
9-32 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Change of oil filter
ATTENTION!
Oil filters are hazardous waste and must be disposed as such!
Note
If the filter is prematurely contaminated, the message "Oil filter
contaminated" appears on screen; the element must then be replaced.
A general filter change should also take place during oil maintenance
measures and oil change.
Fig. 175: Oil filter
1 Filter housing
2 Retaining ring
Oil filter monitoring The filter is installed in the cooling and filtering circuit. Oil filter monitoring
takes place via a differential pressure switch. It becomes effective at an oil
temperature of 35°C and triggers the screen message "Oil filter
contaminated".
Exchanging the Since the service life of the filter elements is limited and a damaged element
filter elements can cause the failure of components it is necessary to change the filter when
receiving a fault message. The guarantee for failed hydraulic components is
conditional on carrying out filter element changes.
00 0405 K-TEC40 - K-TEC155 9-33
Repairs and maintenance
checklist
Procedure: • Open mould to mould opening width
• Switch off motors (key "Motors off")
• Switch machine off at main switch and secure it against being switched
on (see Fig. 161, page 2)
• Check pressure gauge M3 (see Fig. 187, page 35, Pos. 2) to see if
system is pressureless
• Render hydraulic system pressureless, for S-version machines render
accumulator system pressureless
• Open access cover to electric motor
• Set oil catch tray under filter housing
• Unscrew filter housing from retaining ring (see Fig. 186, page 37)
• Change filter element
ATTENTION!
Do not clean or reuse filter element!
• Clean accumulated dirt from filter housing (with cleaning solvent or
petroleum).
• Ensure that the O-ring and bearing ring in the filter head are not
damaged.
• Use only original replacement filter elements from Ferromatik Milacron
• Moisten thread and sealing surface on the filter housing as well as
thefilter element O-ring with clean hydraulic fluid
• Set filter element with closed end down into the filter housing
• Screw on filter housing. When tightening the retaining rings the filter
element is automatically pushed onto the receiving lug in the filter head.
• Tighten retaining ring by hand (torque value approx. 20 Nm)
• Overtightening does not improve the sealing effect.
• Switch on motor and check filter housing for possible leaks
9-34 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Checking the hydraulic system
1
2
Fig. 176: Sight glass, oil level
1 Oil level sight glass
2 Pressure guage M3
• Regularly check oil level at sight glass (1)
Note
Sinking oil level indicates leakage;
rising oil level indicates leakage from plate heat exchanger: Water is
entering the hydraulic system
• Visually check hydraulic oil for cloudiness and foaming
• Check hydraulic lines and connections for leakages
Checking oil condition
Visually normal looking oil may, through aging, no longer meet requirements.
Only an oil test analysis in a laboratory can reveal this.
00 0405 K-TEC40 - K-TEC155 9-35
Repairs and maintenance
checklist
WARNING!
Contaminants in the oil or oil leakages can adversely affect proper
machine function, cause environmental damage and represent an injury
risk.
The cause of contamination in the oil or leakages must be isolated and
removed and if necessary the oil must be replaced.
Causes for falling oil quality – Natural aging
– Contamination through solid and liquid substances
– Internal leakage
– Damage in the hydraulic system, e. g. leaking or damaged seals
– Incorrect working temperature of the oil
Causes for oil – Wear or corrosion in the hydraulic system
contamination – Cavitation of the drive unit
– Unclean repair and maintenance work (e.g. dust, fibres, metal
shavings, rust, not removing scales when exchanging a pipe)
– Using dirty containers for storing or filling
– Intrusion of dust contaminants when topping up or exchanging
– Particles which enter the oil due to faults, such as pump damage
– Intrusion of dirt via faulty seals of hydraulic cylinders
– Damaged or dirty air filter on the oil tank
– Particle detachment in the hydraulic system
Causes for air in the – Leakage on the suction side of the pump
hydraulic system – Oil level too low
Signs of contamination – Worn out valve seats
through solid foreign matter – Worn out nozzles
in the oil
– Sludge in distribution valves, seized hydraulic cylinder
– Clogged nozzles
– Leakages
– Irregular switching of the hydraulic components
– Reduced machine performance
9-36 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Signs of contamination – Surface foam
through air in the oil are – Air-oil-dispersion (the air bubbles are very small and finely distributed
in the oil)
– Uneven or jerky movements
– Unusual noises in the pump
– Cavitation damage to pumps and seals
– Burned seals
Condition of oil When evaluating oil condition, the number of particles is the first
consideration. For operating Ferromatik Milacron injection moulding
machines, contamination class 15/12 according to ISO 4406 must not be
exceeded. The characteristic number for contamination class according to
ISO 4406 consists of two factors. These relate to particle sizes > 5 µm and
> 15 µm.
Particle number Contamination class according to ISO 4406
per 100 ml
11 12 13 14 15 16 17
from 1000 2000 4000 8000 16000 32000 64000
to 2000 4000 8000 16000 32000 64000 130000
Tab. 4: Contamination class according to ISO 4406
Comparison with various
standards
Contamination class according to
NAS (National Aerospace ISO (International SAE
Standard) Standard Organisation) (Society of Autom)
6 15/12 3
7 16/13 4
8 17/14 5
9 18/15 6
10 19/16 ---
11 20/17 ---
12 21/18 ---
Tab. 5: Contamination according to standards
00 0405 K-TEC40 - K-TEC155 9-37
Repairs and maintenance
checklist
9.3.6 Changing plate heat exchanger
WARNING!
Contact with hydraulic oil, cleaning agents or other toxic materials
could cause injury to the skin, the eyes and the respiratory tracts.
Avoid direct skin contact with hydraulic oil or toxic materials, always
wear protective clothing (gloves, boots, face visor etc.)
If contact with skin or eyes occurs, thoroughly clean skin and rinse
eyes with copious quantities of water and then contact a doctor without
delay.
DANGER!
Failure to observe the necessary safety directives when working on the
hydraulic system can lead to serious even fatal injuries.
When working on the hydraulic system all measures related to safety
and environment stated in Chapter 9.3.1 and Chapter 9.3.2 must be
observed!
The machine automatically shuts down when oil temperature is too high.
In this case the water supply to the plate heat exchanger should be checked
first.
If it is faultless the heater exchanger may have to be replaced (possible
calcification).
Note
For plate heat exchanger operation observe the information in
Chapter 10.1.
9-38 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Procedure:
3 4
6 5
Fig. 177: Plate heat exchanger
1 Retaining screws
2 Plate heat exchanger
3 Oil supply
4 Cooling water drainage
5 Oil drainage
6 Cooling water supply
• Open mould to mould opening width
• Switch off motors (key "Motors off")
• Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Check pressure gauge M3 (see Fig. 176, Pos. 2) if system is
pressureless
• Shutting off cooling water supply; blow water out of cooling channels
• Remove cooling water hoses (4 and 6) and hydraulic hoses (3 and 5)
from plate heat exchanger (2) and tie up, so that oil does not run out
• Remove 4 retaining screws (1) and replace heat exchanger
• Install new heat exchanger in reverse order
00 0405 K-TEC40 - K-TEC155 9-39
Repairs and maintenance
checklist
9.4 Working on the pressure accumulator plant
9.4.1 General information on the accumulator system
Fig. 178: Pressure accumulator plant
1 Nitrogen accumulator
2 Protective cap
3 Accumulator connecting block
Components
• Accumulator;
Content: Nitrogen (N2), Class 4.0 > 99.99 Vol %
9-40 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Accumulator connecting block
– Discharge valve V4
– Safety valves DV5 (responding pressure is set to 211bar and must not
be altered; the valves are tested by the German safety standards
authority TÜV and sealed)
– Electrically actuated drain valve Y9019; at "Motor off" and
"Emergency-off" the accumulator system is automatically drained via
this valve
• Pressure guage M3
• Filling and testing device (option)
Operating pressures
Description Symbol Operating pressure
Gas fill pressure at 20°C N2 130bar
Gas fill pressure at 45°C N2 140bar
Pump actuating pressure .1-B3 180bar
Pump switch off pressure .1-B3 195bar
Tab. 6: Operating pressures for accumulator system
Note
The specified pressure values are so designed that normal temperature
fluctuations (e.g. oil and environment) do not adversely affect the
function of the accumulator system.
Temperature changes produce changes in gas pressure:
Each 5°C increase or fall in gas temperature increases or reduces gas
pressure by 2bar.
Therefore, setting and calibrating must only be done at an operating
temperature of 45°C.
Function
• Adjustment of extreme fluctuations in flow volume requirement
• Energy accumulation for saving pump drive performance
• All linear machine movements are activated via the accumulator unit
00 0405 K-TEC40 - K-TEC155 9-41
Repairs and maintenance
checklist
9.4.2 Work on the accumulator
WARNING!
Improper and incompetent execution of maintenance and repair work
can lead to serious injuries and material damage.
Maintenance and repair work must only be carried out by trained and
qualified personnel.
Additional instructions to be observed:
• Maintenance specifications of the manufacturer must be observed
and only original replacement parts must be used.
• Accumulator vessels must not be soldered welded nor machined.
• Safety valve DV5 is sealed by the German safety standards
authority (TÜV); the seals must not be removed and the setting
must not be altered.
• Each time maintenance and repair work is carried out on the
hydraulic system the accumulators must be relieved on the oil side
by
- switching the motor off and
- opening discharge valve V4
Check nitrogen pressure with filling and testing device
Procedure • Switch off motors (key "Motors off")
• Slowly open discharge valve V4 (to ensure that accumulator unit is
relieved on the oil side)
• Screw the spindle of the filling and testing device out anti-clockwise up
to the limit stop
• Close bleeder valve – turn clockwise (depending on type of device)
• Remove protective cap from accumulator and cap nut at the gas valve
• Screw the filling and testing device (option) onto the accumulator
• Turn the spindle of the filling and testing device in and read nitrogen
pressure at the pressure gauge (a non-return valve on the filling and
testing device prevents nitrogen from escaping through the supply
fitting).
9-42 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Removing the filling and • Screw out the spindle of the filling and testing device anti-clockwise up
testing device to the limit stop
• Slowly open bleeder valve – turn anti-clockwise (depending on type of
device)
• Remove the filling and testing device from the accumulator
• Install gas valve and protective cap to accumulator
• Repeat process on each accumulator
• Close discharge valve V4
2
1
4
8
7
9
6
10
5
11
Fig. 179: Measuring nitrogen pressure, example
1 Accumulator connecting block
2 Discharge valve V4
3 Accumulator shut-off lever
4 Pressure guage M3
5 Protective cap
6 Pressure gauge of the filling and testing device
7 Nitrogen supply connection
8 Spindle of the filling and testing device
9 Bleeder valve
10 Filling and testing device (example)
11 Nitrogen accumulator
00 0405 K-TEC40 - K-TEC155 9-43
Repairs and maintenance
checklist
Checking nitrogen pressure without filling and testing device
While slowly discharging via discharge valve V4 the pressure last displayed
corresponds to the existing nitrogen pressure, before the needle on the
pressure gauge (M3) abruptly returns to zero.
Checking for leakage
If there is a pressure loss in the accumulator, check for leakage by painting
the safety cap with soap solution. Leakages must be corrected immediately,
e. g. by replacing the cap nut and the gas valve insert.
Use only original replacement parts!
Filling accumulator
DANGER!
Danger of explosion if gas other than nitrogen is used!
Only dry nitrogen with a purity degree of 99.99% must be used.
Required are:
– Full nitrogen transport bottles (Class 4.0 > 99.99 Vol %)
– Filling and testing device (option)
Procedure:
• Switch off motors (key "Motors off")
• Slowly open discharge valve V4 to ensure that the accumulators are
relieved on the oil side (see Fig. 179)
• Screw out the spindle of the filling and testing device anti-clockwise up
to the limit stop
• Close bleeder valve on the filling and testing device – turn clockwise
(depending on type of device)
• Remove protective cap from accumulator and cap nut at the gas valve
• Screw the filling and testing device onto the accumulator
ATTENTION!
Gas valve can freeze and sustain damage if filling process is too fast
Open shut-off valve on the supply bottle only slightly so that the
nitrogen can flow slowly into the accumulator.
9-44 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Connect the nitrogen transport bottle to the filling and testing device
• Turn the spindle of the filling and testing device in and read nitrogen
pressure at the pressure gauge
• Close the shut-off valve on the nitrogen supply bottle at certain intervals
and check the pressure on the gauge.
• Continue process until the specified pressure is reached (see Tab. 6:
"Operating pressures for accumulator system")
• Nitrogen overpressure can be reduced by opening the bleeder valve on
the device provided
Note
Since the nitrogen pressure alters with changes in the gas temperature
the required pressure must be finely tuned after temperature has
equalized, if required (approx. 2 minutes).
Removing the filling and • Close shut-off valve on the nitrogen supply bottle
testing device
• Screw the spindle of the filling and testing device out anti-clockwise up
to the limit stop
• Slowly open bleeder valve – turn anti-clockwise (depending on type of
device)
• Disconnect the nitrogen supply bottle from the filling and testing device
• Remove the filling and testing device from the accumulator
• Install gas valve and protective cap to accumulator
9.4.3 Testing of accumulator plant by safety standards authority
Initial acceptance test
The initial acceptance test of the installed accumulator plant is carried out
according to §9 of the German pressure vessel ordinance by an expert from
the responsible safety authority (TÜV) in our factory and is certified by means
of a test report (see test book).
Testing before start-up
The acceptance test before start-up at the current location is abolished
according to § 9 (4) of the pressure vessel ordinance. The responsible safety
authority (in Germany) must be notified that the installation was duly carried
out at the operating location.
00 0405 K-TEC40 - K-TEC155 9-45
Repairs and maintenance
checklist
Regular tests
The scope of the certification and supervision is regulated by:
• EG Guideline 97/23/EG (pressure system guidelines)
The guideline applies to the design, manufacture and conformity evaluation
of pressure systems and units with a maximum permissible pressure of over
0.5 bar.
After regulatory initial commissioning, the responsibility for care, maintenance
and application for acceptance testing by the authority, as well as further
repeat tests lies with the operating company.
Note
Non-observance of these regulations which could leads to accidents
can have legal consequences!
A subsequent replacement of system components which are subject to
acceptance, e. g. pressure vessel, must be reported to the relevant safety
authority (in Germany TÜA or TÜV).
Note
Outside of Germany the acceptance test and supervision is carried out
by comparable institutions.
Pressure system guideline 97/23/EG:
With the introduction of the pressure systems guideline 97/23/EG
(of 29/5/97), only pressure systems which conform to the requirements
of the pressure systems guidelines (DGR) can be brought into service
throughout the European community after 29/5/2002.
This applies to all manufacturers of pressure systems. The DGR
controls the design, the manufacture and conformity evaluation of
pressure systems/assemblies.
Operation and continuous inspection will continue to be regulated
nationally and is not part of this guideline. In Germany pressure
systems are subject to the requirements of the pressure systems
ordinance of 21/4/1989, last amended on 23/6/1999, and article 331 of
the ordinance of 29/10/2001 (BGBI.IS 2785).
9-46 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Suspension of regular test
Suspension of regular testing can be applied for at the responsible safety
authority if the machine is temporarily out of action.
Test book
The inspection book is supplied as a separate part of the operating manual.
Please confirm the receipt of the inspection book by means of the form
enclosed in the book.
The inspection book is a document and is to be kept safe stored (in Germany
according to § 14 of the pressure vessel ordinance).
9.4.4 Checking the nitrogen accumulator
The nitrogen pressure in the accumulators is to be tested for the first time
after one month.
If no loss of gas is established the second test can be made after
approximately 3 months. If this test is equally positive, yearly testing can now
be introduced.
Testing of nitrogen pressure and filling the accumulators are described in
Chapter 9.4.2 "Work on the accumulator".
00 0405 K-TEC40 - K-TEC155 9-47
Repairs and maintenance
checklist
9.5 Safety rules for hydraulic hoses
The safety rules are set out in the German safety regulation ZH 1/74 (issue
April 1988) of the trade association and corresponding DIN standards. They
contain regulations regarding testing, replacing and storing of hydraulic
hoses.
ATTENTION!
All hoses must be inspected at least once a year by an expert for their
safe operating condition. In addition, the contact-free routing of all
hoses must be inspected at monthly intervals. The external influences
of chemicals, direct sunlight or high oil temperatures can shorten the
intervals for inspection and replacement of individual hoses.
Replacement Hoses subject to high pressures must be replaced every six years at the
latest:
– at hydraulic block 1 (clamping unit),
– at hydraulic block 2 (injection unit),
– at hydraulic block 3 (pumps)
– at hydraulic block 5 (ejector)
– at the drive unit
Criteria • Hoses must be replaced when the following faults are detected during
inspection:
• When outer the cover is damaged (e.g. abrasions, cuts, or cracks), cuts
or cracks)
• When outer cover is brittle (cracks in hose material)
• By deformation which does not conform to the natural form of the hose
or line, whether in pressurized or pressureless state or when bending,
e.g. separation of layers, blistering (see also DIN 20066 section 4)
1
• Leakages
• When hose fittings are damaged or deformed (reduced sealing ability);
minor surface damage is no reason for replacement.
• Hoses creeping out of fitting
• When corrosion of fittings reduces function and strength
Ordering hydraulic • Installation rules were not observed (DIN 20066 section 4)
hoses
1 Description of type and
part number
9-48 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.6 Check list for recurring inspection and maintenance work
The listed work to be performed is just an overview and is described in detail
in chapters Chapter 9.7 to Chapter 9.15.
Daily checks (Chapter 9.7)
Short inspection before start of work (Chapter 9.7.1)
Maintenance work weekly and during mould change (Chapter 9.8)
Checking safety devices (Chapter 9.8.1)
Checking nozzle alignment (Chapter 9.8.2)
Checking feedthroat cooling (Chapter 9.8.3)
Checking cooling of electric screw drive (option) (Chapter 9.8.4)
Checking hydraulic oil level (Chapter 9.8.5)
Checking hydraulic oil temperature (Chapter 9.8.6)
Lubricating the rods (Chapter 9.8.7)
Checking the bearing of the moving mould clamping platen
(Chapter 9.8.8)
Greasingguide shoes (only K-TEC 155) (Chapter 9.8.9)
Checking grease level of the automatic central lubrication system
(Chapter 9.8.10)
Maintenance work monthly or every 200 operating hours (Chapter 9.9)
Cleaning ventilation filter of the electrical cabinet (Chapter 9.9.1)
Cleaning the ventilation filter of the IQT control unit (Chapter 9.9.2)
Cleaning disk drive (Chapter 9.9.3)
Initial oil maintenance measures (Chapter 9.9.4)
Replacing tank ventilation filter (Chapter 9.9.5)
Checking ventilation of the motors (Chapter 9.9.6)
Inspecting pumps (Chapter 9.9.7)
Plate heat exchanger cooling effect (Chapter 9.9.8)
Checking hydraulic pump for leakages (Chapter 9.9.9)
Checking the set values of the cooling water manifold (Chapter 9.9.10)
Checking modules and electrical switching elements of the control
(Chapter 9.9.11)
Checking terminal and plug connections (Chapter 9.9.12)
Checking the nitrogen pressure of the accumulator system (only S-
version) (Chapter 9.9.13)
Maintenance work quarterly or every 1000 operating hours (Chapter 9.10)
Checking seating of thermocouples on the screw cylinder (Chapter 9.10.1)
Retighten retaining screws of the screw (Chapter 9.10.2)
Checking the nitrogen pressure of the accumulator system (only S-
version) (Chapter 9.10.3)
00 0405 K-TEC40 - K-TEC155 9-49
Repairs and maintenance
checklist
Maintenance work yearly or every 5000 operating hours (Chapter 9.11)
Checking system pressures (Chapter 9.11.1)
Checking the lead seals on the safety valves (only S-version)
(Chapter 9.11.2)
Checking hoses and connections (Chapter 9.11.3)
Checking machine level (Chapter 9.11.4)
Checking linear guides (Chapter 9.11.5)
Lubricating linear guides (Chapter 9.11.6)
Checking stroke measuring systems, limit switches and cables for proper
seating and tighness (Chapter 9.11.7)
Checking screw release (Chapter 9.11.8)
Cleaning cooling water manifold (Chapter 9.11.9)
Motor maintenance according to specifications on motor identification
plate (Chapter 9.11.10)
Cleaning IQT operator terminal and screen (Chapter 9.11.11)
Adjustment according to setting instructions (Chapter 9.11.12)
Checking platen parallelism (Chapter 9.11.13)
Checking tightness of strain rod nut (Chapter 9.11.14)
Checking the nitrogen pressure of the accumulator system (only S-
version) (Chapter 9.11.15)
Maintenance work every 7500 operating hours (Chapter 9.12)
Oil change, tank cleaning, oil level monitor check, ventilation
filterreplacement (Chapter 9.12.1)
Maintenance work every 3 years (Chapter 9.13)
Changing the buffer battery of the control (Chapter 9.13.1)
Replacing the back-up battery of the IQT control (Chapter 9.13.2)
Maintenance work every 6 years (Chapter 9.14)
Replacing high pressure hose lines (Chapter 9.14.1)
Basic motor cleaning (Chapter 9.14.2)
Maintenance work every 10 years (Chapter 9.15)
Testing by the responsible safety authority (Chapter 9.15.1)
9-50 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.7 Daily checks
9.7.1 Short inspection before start of work
WARNING!
Leaking oil or other contaminants, loose cables, non-functioning safety
devices etc. can cause serious personal injury, material and machine
damage.
Before switching on the machine you must make a short inspection of
the machine and its surroundings.
The machine is to be checked for any visible external damage, such as
leakages, loose cable connections, mechanical damage.
For procedure see Chapter 7.17.2 "Short inspection before start of
work".
00 0405 K-TEC40 - K-TEC155 9-51
Repairs and maintenance
checklist
9.8 Maintenance work weekly and during mould change
9.8.1 Checking safety devices
DANGER!
Non-functioning safety devices can lead serious injury even death
All safety devices must be checked after the initial start-up, at regular
weekly intervals, as well as after alterations or maintenance.
The following must be observed:
• The checks must be made in the sequence set out.
• At each check the machine must effectively shut off.
• The machine must not be operated if a safety device fails.
• Faulty safety devices must be restored to full working order
without delay.
Emergency-off switch
The emergency-off switches are to be checked according to Chapter 6.3.1.
Safety switches on safety gates
The safety switches on all safety gates are to be checked according to
Chapter 6.3.2.
Nozzle guard safety switch
The safety switches on all safety gates are to be checked according to
Chapter 6.3.3.
Jam bar
The jam bar is to be checked according to Chapter 6.3.5.
9-52 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.8.2 Checking nozzle alignment
WARNING!
Damaged or non-matching nozzles can allow material to escape under
high pressure during operation and cause serious burning or damage
to the mould!
• After installing the mould check if the nozzle and the sprue
bushing of the mould have matching diameters.
• Check at weekly intervals if nozzle and the sprue bushing of the
mould are undamaged correctly aligned.
For procedure see Chapter 7.3.6.
9.8.3 Checking feedthroat cooling
Fig. 180: Screen page 30: Temperatures plasticizing cylinder
Select screen page 30.0 and check the temperature display for the feedthroat
if the ACTUAL value lies under the REQUIRED value and that tolerance
values are maintained.
The right temperature and the tolerance values depend on the type and
dryness of the material.
Note
The temperature in the feedthroat must not exceed 80°C.
00 0405 K-TEC40 - K-TEC155 9-53
Repairs and maintenance
checklist
9.8.4 Checking cooling of electric screw drive (option)
Note
The electric screw drive can be supplied as an option. This meansthat
the standard extruder motor can be replaced by an electric motor if the
customer so desires.
Fig. 181: Electric screw drive
1 Electro motor and planetary drive
2 Cooling unit on the frequency converter
Note
The screw drive motor and the transmission together with the
frequency converter are water-cooled.
From a water temperature of 58°C the frequency converter sends a
preliminary alarm message. At 60°C the plasticizing drive is shut off
and the message "Plasticizing drive not operational" is displayed.
9-54 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.8.5 Checking hydraulic oil level
Fig. 182: Display of the hydraulic oil level on the tank
1 Oil level sight glass
WARNING!
Non-observance of safety measures during work on the hydraulic
system and in handling hydraulic oil can lead to serious injuries and
damage to machine and environment.
The directions for work on the hydraulic system and for handling
hydraulic oil must be adhered to, see Chapter 9.3 "Working on the
hydraulic system"!
Carrying out visual checks: • Checking oil level at the sight glass (see Fig. 120)
• If necessary top up to approximately 2 cm under the upper edge of the
sight glass
Note
In addition, the oil level is monitored electronically and the machine is
switched off when oil level falls below the minimum.
00 0405 K-TEC40 - K-TEC155 9-55
Repairs and maintenance
checklist
9.8.6 Checking hydraulic oil temperature
Fig. 183: Temperature display
The oil temperature is monitored by a temperature sensor and is displayed in
the blue and white status information line on every screen page.
• The working temperature for the oil should remain in the 38°C to 50°C
range
• At an oil temperature of 55°C a warning is displayed at the IQT control
unit.
• At 60°C working movement becomes impossible.
• If the oil temperature reaches 65°C the motor switches off
9-56 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.8.7 Lubricating the rods
Carrying out visual checks: • Check grease film on rods
• If necessary, press grease (Chapter 10.3.2 "Lubrication of the strain
rods and guide rods") into the grease nipples with a grease gun until
grease comes out at the sides
9.8.8 Checking the bearing of the moving mould clamping platen
1 2
Fig. 184: Bearings of the moving mould clamping platen
1 Roller bearing K-TEC 40 - K-TEC 110
2 Guide shoes K-TEC 155
3 Grease nipple guide shoes
Carrying out visual checks: • Carry out visual inspection of guide rails for damage and contamination
00 0405 K-TEC40 - K-TEC155 9-57
Repairs and maintenance
checklist
9.8.9 Greasing guide shoes (only K-TEC 155)
Procedure: • With a grease gun, press grease (see Chapter 10.3.5 "Greasing the
mould clamping platen guide shoes (only for K-TEC 155)") into the
grease nipples of the guide shoes, while warm, until grease comes out
at the sides
• Operate guide shoes several times without load for at least four lengths
of the guides during greasing and add grease if necessary
Note
Greasing several times with smaller quantities is better than adding
grease once at the lubricating interval.
9.8.10 Checking grease level of the automatic central lubrication system
Note
The central lubricating system can be supplied as an option if customer
so desires.
Carrying out visual checks: • Checking grease level in reservoir
• Top up if required
9-58 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.9 Maintenance work monthly or every 200 operating hours
9.9.1 Cleaning ventilation filter of the electrical cabinet
Fig. 185: Electrical cabinet, ventilation covers
1 Ventilation covers
Procedure: • Remove ventilation covers (1) by pulling forward
• Remove filter mats if dirty and clean with air pressure or replace if
necessary
Note
In the case of electric screw drive the filter elements of the electrical
cabinet of the screw drive are also to be cleaned or replaced if
necessary!
00 0405 K-TEC40 - K-TEC155 9-59
Repairs and maintenance
checklist
9.9.2 Cleaning the ventilation filter of the IQT control unit
1
2
Fig. 186: Ventilation of the IQT control unit
1 Ventilation cover
2 Clamping lever
Procedure: • Loosen clamping lever (2) and swivel IQT-unit to the left
• Pull off ventilation cover (1) on the rear of the IQT control
• Remove filter mats if dirty and clean with air pressure or replace if
necessary
9-60 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.9.3 Cleaning disk drive
• Preparing cleaning disk
• Insert cleaning disk into disk drive
Fig. 187: Operation mode selector switch and key switch
1 Operation mode "Setting"
2 Key switch position "2"
Procedure: • Set operation mode selector switch in position "Setting"
• Put key switch in position "2"
Fig. 188: Screen page 10
00 0405 K-TEC40 - K-TEC155 9-61
Repairs and maintenance
checklist
Procedure: • Select screen page 10
• Enter value 2 in line 10.06
• Actuate "ENTER" key
The message "Writing file" is displayed and the magnetic head is being
cleaned;
When message erases, the cleaning process is finished.
• Remove cleaning disk
9.9.4 Initial oil maintenance measures
The first oil maintenance measure should take place at the latest after
200 operating hours, (see Chapter 9.3.5 "Oil maintenance procedure").
9.9.5 Replacing tank ventilation filter
1
2
5
3
4
5
4
Fig. 189: Ventilation filter (main and re-suction tanks)
1 Main tank
2 Re-suction tank
3 Cover
4 Housing
5 Filter element
9-62 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
The ventilation filters are installed on the main tank and re-suction tank.
To guarantee proper ventilation of the main and re-suction tanks, the filters
must be regularly inspected and replaced when contaminated.
Ventilation filter (type and filter insert) for main and re-suction tanks.
K-TEC 40 - K-TEC 60 K-TEC 85 - K-TEC 155
Main tank
Type Mahle Pi0121 Sm-L Mahle Pi0121 Sm-L
Part No.: 0123548 Part No.: 0123548
Filter element 852519 Sm-L (3µ) 852519 Sm-L (3µ)
Part No.: 0118752 Part No.: 0118752
Re-suction
tank Mahle Pi0121Sm-L Mahle Pi0153-T Mic
Type Part No.: 0123548 Part No.: 0008189
Filter element 852519 Sm-L (3µ) 852516 Mic
Part No.: 0118752 Part No.: 0008346
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Unscrew covers from the housings
• Exchange filter elements
• Refit the cover
00 0405 K-TEC40 - K-TEC155 9-63
Repairs and maintenance
checklist
9.9.6 Checking ventilation of the motors
Fig. 190: Ventilation of electric motors
1 Ventilation grate motor of drive unit
2 Ventilation grate electric pump (only K-TEC155 custom design)
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Remove the rear side cover on the operator side
ATTENTION!
Whirled up dirt particles could enter the machine and impair its
function.
Do not use air pressure to clean the motor.
Carrying out visual checks: • Check the ventilation grate and the cooling air vents of the motor for
contamination and vacuum off if necessary
• Reinstall all covers
9-64 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.9.7 Inspecting pumps
1 2
Fig. 191: Pumps
1 Drive unit
2 Electric pump (only K-TEC 155 custom design)
Procedure: • Check pumps for unusual noises and for leakages
• In case of excessive noise and/or leakage, repair or replace pump.
00 0405 K-TEC40 - K-TEC155 9-65
Repairs and maintenance
checklist
9.9.8 Plate heat exchanger cooling effect
A constant oil temperature of approx. 45°C must be adhered to for safe
production as well as for the operational safety of Ferromatik Milacron
injection moulding machines. This requires flawless functioning of the plate
heat exchanger.
Reduction in cooling performance of the plate heat exchanger becomes
evident in excessive cooling water consumption and increased oil
temperature. The cause is deposits in the plates of the oil cooler.
Cleaning can restore the original cooling performance. If cleaning is not
possible, the plate heat exchanger must be replaced.
Further information:
• see Chapter 10.1 "Instructions on the operation of the plate heat
exchanger"
• see Chapter 9.3.6 "Changing plate heat exchanger"
9.9.9 Checking hydraulic pump for leakages
Carrying out visual checks: • Visually check all hydraulic hoses, hose connections, cylinders, valves
and fittings for damage or leakage
• If damages, such leakage, corrosion, abrasions, cracks, brittleness,
deformation etc. are found, the damaged part must be replaced
Further information:
• see Chapter 9.5 "Safety rules for hydraulic hoses"
9-66 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.9.10 Checking the set values of the cooling water manifold
Fig. 192: Cooling water manifolds
1 Sight glass
2 Temperature display
3 Flow regulator return flow
4 Flow regulator forward flow
The optimum setting values for the cooling water flow are determined during
machine operation and are to be set on the flow regulator.
00 0405 K-TEC40 - K-TEC155 9-67
Repairs and maintenance
checklist
9.9.11 Checking modules and electrical switching elements of the control
WARNING!
Improper and unauthorized execution of maintenance and repair work,
especially on electric and hydraulic equipment, can lead to serious
injuries and material damage.
Only electrically qualified personnel must perform work on the
electrical equipment.
DANGER!
Danger from electric shock
The supply side of the main switch in the switch cabinet remains live
even when the main switch is switched off.
Utmost care is to be taken when performing work on or near the main
switch!
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Open switch cabinet
• Check that control modules, switch elements and terminals are seated
correctly and if necessary reseat properly or tighten screws (see also
Chapter 9.9.12 "Checking terminal and plug connections")
• Check plug connections of proportional valves, diverter valves, stroke
measuring systems and pressure sensors for correct seating
• Close switch cabinet
9.9.12 Checking terminal and plug connections
DANGER!
Danger of electric shock when touching!
The supply side of the main switch in the switch cabinet remains live
even when the main switch is switched off.
Utmost care is to be used when performing work on or near the main
switch!
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Check by hand or with a screw driver if the electrical terminal and plug
connections of the switch cabinets, the valves, the sensors etc. are in a
flawless condition and seated properly
9-68 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.9.13 Checking the nitrogen pressure of the accumulator system (only S-version)
The nitrogen pressure in all bottles must be tested for the first time after one
month (see Chapter 9.4.4 "Checking the nitrogen accumulator").
To measure the nitrogen pressure and fill the accumulators follow the
procedure described in Chapter 9.4.2 "Work on the accumulator"
00 0405 K-TEC40 - K-TEC155 9-69
Repairs and maintenance
checklist
9.10 Maintenance work quarterly or every 1000 operating hours
9.10.1 Checking seating of thermocouples on the screw cylinder
WARNING!
Danger of burning through very high temperatures in the screw cylinder
area!
Always wear suitable protective clothing when working on the injection
unit or its components; this especially includes heat resisting gloves
and suitable safety glasses etc.
Fig. 193: Thermocouple
1 Bayonet catch
The thermocouples are set in a cold state into their guides in the injection
cylinder with settable spring tension and fixed with a bayonet catch (see
Fig. 193).
The sensors are to be checked for correct seating especially after the heater
bands have been replaced on the screw cylinder.
Fig. 194: Seating of temperature sensor
9-70 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Remove the screw cylinder cover retaining screws and remove cover
• Pull gently on the cables of the thermocouples and check if the
thermocouples are pressed completely back into the guides by the
spring when the cable is released
• If necessary increase the spring tension by loosening the bayonet catch
and turning the bayonet, set thermocouple back into guide and check
seating again
• Install screw cylinder cover and secure with retaining screws
9.10.2 Retighten retaining screws of the screw
Procedure: • Switch machine off at main switch and secure it against being switched
on (see Fig. 161)
• Retighten retaining screws (Fig. 171, Pos. 2) of the flange halves
(Fig. 171, Pos. 1) with corresponding torque value (see Chapter 10.2
"Torque values")
9.10.3 Checking the nitrogen pressure of the accumulator system (only S-version)
The nitrogen pressure is to be checked for the second time on all bottles (see
Chapter 9.4.4 "Checking the nitrogen accumulator").
To measure the nitrogen pressure and fill the accumulators follow the
procedure described in Chapter 9.4.2 "Work on the accumulator".
00 0405 K-TEC40 - K-TEC155 9-71
Repairs and maintenance
checklist
9.11 Maintenance work yearly or every 5000 operating hours
9.11.1 Checking system pressures
Testing of system pressures is performed in accordance with the alignment
and setting instructions (service manual) and should be carried out by a
customer service technician.
9.11.2 Checking the lead seals on the safety valves (only S-version)
Fig. 195: Connecting block
1 Safety valve
2 Hand wheel with lead seal
• Accumulator connecting block: Safety valves DV5 and DV5.1 are set on
211 bar.
• The setting of valves DV5 and DV5.1 must not be altered. The valves
are tested by the standards authority and fitted with lead seals.
Note
The lead seals must not be removed and the settings must not be
altered.
9-72 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.11.3 Checking hoses and connections
Fig. 196: Hoses, example injection cylinder (selection)
Carrying out visual checks: • Check all hoses and fittings for leakages and damage (abrasions)
• Re-tighten fittings if necessary. Observe torque values (see
Chapter 10.2.2 "Torque values for Bosch hydraulic components")
Further information:
• 9.5 "Safety rules for hydraulic hoses"
9.11.4 Checking machine level
For proper machine operation it is absolutely necessary to level the machine
precisely along and across its axes.
Clamping and injection unit alignment mustbe checked at least once a year or
every 5000 operating hours and re-aligned if necessary.
Further information: Chapter 5.3 "Aligning the machine"
00 0405 K-TEC40 - K-TEC155 9-73
Repairs and maintenance
checklist
9.11.5 Checking linear guides
Fig. 197: Injection unit linear guides
1 Grease nipple
Carrying out visual checks: • Visually check injection unit linear guides for damage
9.11.6 Lubricating linear guides
Procedure: • With a grease gun, press grease (see Chapter 10.3.4 "Lubrication of
linear guides of injection unit") into the grease nipples of the injection
unit linear guides, while they are still warm, until grease comes out at the
sides (two grease nipples each at front and rear)
• As an option, the linear guides can be fitted with long-term grease
depots. These depots are to be exchanged or filled with new grease.
Filling is done via the face side opening with grease cartridges.
9-74 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.11.7 Checking stroke measuring systems, limit switches and cables for proper
seating and tighness
Fig. 198: Stroke measuring systems
1 Stroke measuring system for ejector
2 Stroke measuring system for moving mould platen
3 Stroke measuring system for screw movement
Note
Checking the stroke measuring system must be done by two persons.
00 0405 K-TEC40 - K-TEC155 9-75
Repairs and maintenance
checklist
Procedure: • Set operation mode selector switch on "Setting"
• Tighten the retaining screws of the stroke measuring system to correct
torque values (see Chapter 10.2 "Torque values")
• 1. person manually checks the stroke measuring system for correct
seating (tries shaking)
• 2. person observes the status display on the screen for each respective
stroke measuring system
• The stroke values displayed on screen must not change during the
check.
9-76 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.11.8 Checking screw release
Fig. 199: Screen page 30
Procedure: • Switch on machine at main switch (operating system starts)
• On screen page 30.0 set required temperature on 200°C
• Actuate key "Cylinder heating on"
• Wait until screw cylinder is heated and the message "Screw release
missing" erases
• On screen page 30.0 set wide tolerance band lower than 30°C
• Raise required temperature on screen page 30.0 by 30°C (the fault
message "screw release missing" appears")
• Press key "Plasticizing"
If the screw starts to turn, screw release is defective. Have the fault fixed
00 0405 K-TEC40 - K-TEC155 9-77
Repairs and maintenance
checklist
9.11.9 Cleaning cooling water manifold
Fig. 200: Cooling water manifolds
1 Locking screw
2 Sight glass
3 Duct cleaning brush
Cleaning and maintenance work should be done at regular intervals. These
depend on the contaminated state of the cooling medium
Procedure: • Shutting off cooling water supply
• Drain cooling water into suitable container
• Open upper locking screw (1)
• Clean sight glass (2) with a duct cleaning brush (3) (or pull out sight
glass upwards)
• Replace the locking screw O-ring
• Replace O-rings at the sight glass and reinstall sight glass
• Lock locking screw
9-78 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.11.10 Motor maintenance according to specifications on motor identification plate
Fig. 201: Motor maintenance
1 Identification plate
2 Motor grease nipple, example
The maintenance intervals and the lubricating medium must comply with the
specification on the identification plate.
Further information: Basic motor cleaning (Chapter 9.14.2)
9.11.11 Cleaning IQT operator terminal and screen
• Wipe IQT control unit and screen clean with a moist but not wet cloth
(use a special screen cleaner if required).
9.11.12 Adjustment according to setting instructions
Note
The machine parameters, according to adjustment and setting
instructions, are to be checked and if necessary corrected by a
customer service technician.
9.11.13 Checking platen parallelism
Further information: Checking mould clamping platen parallelism
(Chapter 5.3.5)
00 0405 K-TEC40 - K-TEC155 9-79
Repairs and maintenance
checklist
9.11.14 Checking tightness of strain rod nut
Further information: Mould installation with strain rod positioning
(Chapter 7.2.2)
9.11.15 Checking the nitrogen pressure of the accumulator system (only S-version)
The nitrogen pressure is to be checked on all bottles (see Chapter 9.4.4
"Checking the nitrogen accumulator").
To measure the nitrogen pressure and fill the accumulators follow the
procedure described in Chapter 9.4.2 "Work on the accumulator"
9-80 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.12 Maintenance work every 7500 operating hours
9.12.1 Oil change, tank cleaning, oil level monitor check, ventilation filter
replacement
WARNING!
Contact with hydraulic oil, cleaning agents or other toxic materials
could cause injury to the skin, the eyes and the respiratory tracts.
Avoid direct skin contact with hydraulic oil or toxic materials, always
wear protective clothing (gloves, boots, face visor etc.)
If contact with skin or eyes occurs, thoroughly clean skin and rinse
eyes with copious quantities of water and then contact a doctor without
delay.
DANGER!
Failure to observe the necessary safety directives when working on the
hydraulic system can lead to serious or even fatal injuries.
When working on the hydraulic system all measures related to safety
and environmental protection stated in Chapter 9.3 "Working on the
hydraulic system" must be observed!
ATTENTION!
Operating the drive unit with an oil empty tank leads to serious pump
damage!
The drive unit must always be operated with oil.
The maintenance work of changing the oil, cleaning the tank, testing the
function of the oil level monitor and replacing the ventilation filter is carried
out in one operation.
00 0405 K-TEC40 - K-TEC155 9-81
Repairs and maintenance
checklist
Draining oil and checking function of oil level monitor
3
2
Fig. 202: Maintenance on the oil tank, example
1 Oil filler neck cover
2 Ventilation filter
3 Oil level monitor
4 Oil level sight glass
Procedure: • Oil tank must be full
• Switch off motor (key "Motor off")
• Remove cube plug from oil level monitor (3);
the message "Oil level too low" must appear on the screen
• Actuate key "Motor on";
the motor should not switch on
• Should the motor start nevertheless, there is a defect present which
must be corrected without delay.
• Replace cube plug on the oil level monitor
• Unscrew the cover from the oil filler opening
• Drain oil with a suitable device until the float in the sight glass (4)
reaches the lower end of the display
• Stop oil drainage
• The message "Oil level too low" must appear on the screen
9-82 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
• Actuate key "Motor on"
• The motor should not switch on
• If the motor does start, the oil level monitor must be replaced
• Drain tank of oil completely
Cleaning main and re-suction tanks
ENVIRONMENTALLY DANGEROUS!
Remove oil spots from the machine and the floor thoroughly and
dispose of oil soaked rags and containers immediately and properly,
(see Chapter 9.3.2 "Storing and disposing of hydraulic oil")!
Fig. 203: Cleaning ports
1 Tank cover re-suction tank
2 Tank cover main tank
Procedure: • Drain oil from the re-suction tank
• Drain oil from main tank
• Remove tank cover
00 0405 K-TEC40 - K-TEC155 9-83
Repairs and maintenance
checklist
• Loosen the hexagon head screws from the circumference of the suction
filter
• Pull off suction filter from the retaining flange
• Wash out suction filter with suitable cleaning agent (cleaning solvent,
petroleum)
• Blow out suction filter with air from inside to out
• Visual check! If damaged replace suction filter
Note
Oil filters are hazardous waste and must be disposed as such!
• Slide suction filter centrically over retaining flange and secure with
hexagon bolts
• Remove remaining oil with an industrial suction device or a non-fibrous
cloth
• Clean tank with flushing oil; flushing oil and hydraulic oil must be
compatible
• Clean out sludge and solid remains from tank
• Replace tank cover seals
• Screw on tank cover
9-84 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
Replacing tank ventilation filter
see "Replacing tank ventilation filter" on page 62
Replacing oil filter
see "Change of oil filter" on page 33
Pour in hydraulic oil
• Fill main and re-suction tanks with hydraulic oil through a 5µ-filter
(see Chapter 5.4.3 "Filling with hydraulic oil")
Note
The pump housing should be bled to avoid pump damage
Bleeding the pump housing
Fig. 204: Hydraulic pump
1 Oil leakage connection
Procedure: • Remove upper oil leakage connection of the pump
• Fill housing with hydraulic oil until oil emerges
• Reinstall leakage oil connection
00 0405 K-TEC40 - K-TEC155 9-85
Repairs and maintenance
checklist
Concluding work
• Check oil level in sight glass and top up if necessary until the oil level is
approximately 2 cm under the upper edge of the sight glass
• Screw on the lid of the oil filler opening (for torque values see
Chapter 10.2.4 "Torque value for tank cover nuts")
• Allow pump to run 30 minutes in neutral while fitting a 1µ bypass filter;
this filter is then to be replaced by a 3µ bypass filter when the message
"Oil filter contaminated" is displayed (see "Change of oil filter" on
page 33)
• After every oil change allow the machine to make a number of
movements to bleed the hydraulic system of air
• Bleed the injection, ejector and traverse cylinders (see Chapter 6.4.1
"Bleeding the hydraulic system")
9-86 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.13 Maintenance work every 3 years
9.13.1 Changing the buffer battery of the control
Fig. 205: Back-up battery, example
1 Power supply module
2 Cover plate for removing battery
3 Removal instructions
For saving the control IO data there is a back-up battery behind the power
supply module in the rear wall module of the electrical cabinet.
Replace the backup battery every three years.
Instructions for battery removal can be found on the inside of the rear wall of
the electrical cabinet directly under the power supply module.
00 0405 K-TEC40 - K-TEC155 9-87
Repairs and maintenance
checklist
9.13.2 Replacing the back-up battery of the IQT control
To avoid data loss during power failure or when switching the machine off
there is a lithium battery installed in the IQT control unit. Since the service life
of the battery depends on many factors it is recommended to replace it at
yearly intervals. The battery should be visually checked at regular intervals
(danger of battery leakage!). As soon as the battery is empty required values
are no longer displayed on screen.
Note
The battery change in the Provit controller on the rear side of the IQT
control unit should be made while machine is switched on.
Procedure: • Set operation mode selector switch in position "Setting"
• Remove rear cover plate from the IQT control unit
• Remove lithium battery from the battery compartment of the Provit
controller
• Insert new battery (watch polarity!)
9-88 00 0405 K-TEC40 - K-TEC155
Repairs and maintenance
checklist
9.14 Maintenance work every 6 years
9.14.1 Replacing high pressure hose lines
It is recommended to replace all high pressure hose lines on the machine.
Contact Ferromatik Milacron customer service (see Chapter 9.16 "Customer
service").
9.14.2 Basic motor cleaning
Motor maintenance includes:
• Lubricating the bearings
• Basic motor cleaning
General motor maintenance is minimal It is sufficient, depending on degree of
contamination, to clean the cooling air ducts with dry, oil-free air compressed
air. In addition, it is important not to displace the air ducts for the air intake
and exhaust.
Adding grease: Take note that the lubricity is greatly reduced when mixing greases of various
types.
Before switching to another grease type (soap based), thoroughly clean the
bearings and lubricating pipes.
Grease is added with a grease gun. The identification plate of the motor lists
greasing interval, quantity and grease type. Grease should be added during
operation so that the fresh grease spreads throughout the bearing.
General cleaning: General cleaning should be carried out, depending on degree of
contamination, at the latest after 20.000 operating hours. For this, the motor
is stripped down and the windings and bearings are cleaned (see parts list).
Note
The winding and insulation system corresponds to the latest technical
know-how and is subject to constant quality control. However, should
repairs become necessary it is absolutely essential to maintain the
dimensions and the design of the original windings. This applies
especially to the air insulation of the end windings.
00 0405 K-TEC40 - K-TEC155 9-89
Repairs and maintenance
checklist
9.15 Maintenance work every 10 years
9.15.1 Testing by the responsible safety authority
The commissioning of the injection moulding machine with pressure
accumulator plant must be reported in time to the responsible safety
standards authority. The necessary form is included in the inspection book.
The safety standards authority will then carry out regular tests according to
the time interval prescribed by the pressure vessel ordinance (as a rule after
10 years) (see Chapter 9.4.3 "Testing of accumulator plant by safety
standards authority").
9.16 Customer service
Ferromatik Milacron customer service can be reached under the following
telephone numbers:
Replacement parts sales ++ 49 (0) 76 44 78-700
Technical hotline ++ 49 (0) 76 44 78-710
9-90 00 0405 K-TEC40 - K-TEC155
Technical data
10 Technical data
Technical data: K-TEC 40 K-TEC 155 (standard machines)
Machine type K-TEC 40 K-TEC 60
International size 400 - 111 600 - 265
Injection unit
Screw diameter mm 18 25 30 30 35 40
Injection pressure bar 2236 2254 1565 2292 1964 1504
Stroke volume cm³ 25 49 71 99 135 176
Screw stroke mm 100 100 100 140 140 140
Max. injected weight 1) g 22 42 60 84 114 150
Injection rate cm³/s standard 35 68 98 95 128 170
S-version 84 165 239 280 380 495
Injection capacity, calculated kW Standard 11 15
S-version 28.4 49
Plasticizing volume 1) g/s 3.5 11 16 15 20 28
Screw length L/D 20 20 18 20 20 17.3
Max. screw rpm 2) min-1 450 450 450 400 400 400
Installed heating capacity kW 3.75 4.35 4.85 6.35 10.5 10.5
Number of heating zones 4 5
Nozzle holding force kN 47 47
Unit stroke mm 240 240
Clamping unit
Clamping force kN 400 600
Opening force kN 27.6 37.7
Mould opening stroke mm 350 420
Min. mould installation height mm 200 200
Max. distance between mm 550 620
platens
Clearance between tie bars mm 320 x 320 355 x 355
hxv
Mould clamping platens h x v mm 490 x 490 525 x 510
Ejector force kN 34.4 34.4
Ejector stroke mm 120 120
General data
Dry cycle min-1 Standard 27.1 30.6
S-version 32.4 37.5
Pump drive 2) kW Standard 11 15
S-version - -
Total connected power kW Standard 14 19 22 22
S-version - - - -
Machine dimensions m 3.5 x 1.4 x 2.0 3.9 x 1.4 x 2.0
LxWxH
Net weight (without oil) kg Standard 2600 3000
S-version 2800 3300
Oil tank capacity l 175 190
Tab. 7: Technical data K-TEC 40 - K-TEC 60
00 0405 K-TEC40 - K-TEC155 10-1
Technical data
Machine type K-TEC 85 K-TEC 155
K-TEC 110
International size 850 - 493 / 1100 - 493 1550 - 970*
Injection unit
Screw diameter mm 40 45 50 45 50 60
Injection pressure bar 2240 1936 1568 2294 2058 1429
Stroke volume cm³ 201 254 314 382 471 679
Screw stroke mm 160 160 160 240 240 240
Max. injected weight 1) g 171 216 267 324 401 577
Injection rate cm³/s standard 110 140 170 - - -
S-version 570 720 885 636 785 1131
Injection capacity, calculated kW Standard 22 -
S-version 61 62
Plasticizing volume 1) g/s 19 28 35 28 44 55
Screw length L/D 20 21.4 19.3 22 24.3 20
Max. screw rpm 2) min-1 260 260 260 300 300 300
Installed heating capacity kW 12.7 14.5 14.5 16.1 18.8 18.8
Number of heating zones 5 5
Nozzle holding force kN 47 63
Unit stroke mm 290 400
Clamping unit
Clamping force kN 850 / 1100 1550
Opening force kN 52.2 86
Mould opening stroke mm 550 650
Min. mould installation height mm 250 300
Max. distance between mm 800 950
platens
Clearance between tie bars mm 420 x 420 / 470 x 470 500 x 500
hxv
Mould clamping platens h x v mm 640 x 665 / 690 x 690 750 x 750
Ejector force kN 49.5 49.5
Ejector stroke mm 150 180
General data
Dry cycle min-1 Standard 27.6 / 25.6 25.6
S-version S-version 33.1 / 30.3 30.3
Pump drive 2) kW Standard 22 30
S-version - -
Total connected power kW Standard 31 32 32 41 43 43
S-version - - - - - -
Machine dimensions m Standard 5.0 x 1.6 x 2.1 6.4 x 1.8 x 2.4
LxWxH S-version
Net weight (without oil) kg Standard 5000 / 5200 -
S-version 5300 / 5500 8200
Oil tank capacity l 290 450
Tab. 8: Technical data K-TEC 85 - K-TEC 155
*) Optional equipment
1) Related to polystyrene, measured according to EUROMAP 19
2)
Drives can be supplied in various sizes
10-2 00 0405 K-TEC40 - K-TEC155
Technical data
Mould clamping dimensions K-TEC 40 - K-TEC 155 (standard machines)
min*/max*
Fig. 206: Mould clamp dimensions
00 0405 K-TEC40 - K-TEC155 10-3
Technical data
Machine type K-TEC 40 K-TEC 60 K-TEC 85
Tie bar frame:
LHW 320 x 320 355 x 355 420 x 420
Ø f1 50 50 70
Distance between platens
min.* 200 180* 200 170* 250 220*
max.* 550 530* 620 590* 800 770*
Bolt pattern:
a1 140 140 140
a2 210 210 280
a3 280 280 350
a4 350 350 420
a5 420 420 490
a6 - - 560
a7 - - 630
a8 M12x24 M12x24 M16x35
Ejector:
d1 SW 32 SW 32 SW 32
d2 M16x50 M16x50 M16x50
d3* 210 230* 210 240* 285 320*
Stroke 0-120 0-120 0-150
Moving mould clamping platen:
b1 490 525 640
b2 490 510 665
b3* 85 105* 85 115* 120 150*
Ø b4 125 H8 125 H8 125 H8
b5 240 240 210
b6 175 175 280
Stationary mould clamping platen:
c1 490 525 640
c2 492 507 665
c3* 95 115* 115 145* 145 175*
Ø c4 125 H8 125 H8 125 H8
Maximum depth: e1** 45 45 45
Tab. 9: Mould clamping dimensions K-TEC 40 - K-TEC 85
Note
When repositioning the strain rods the distance between platens
changes by min./max. 200 or 400 mm.
All measurements in mm.
Right of alterations in design and construction reserved.
*Option: Reinforced mould clamping platens at standard LHW
(distance between strain rods)
** Standard: Nozzle body/nozzle tip (other design on request)
10-4 00 0405 K-TEC40 - K-TEC155
Technical data
Machine type K-TEC 110 K-TEC 155
Tie bar frame:
LHW 470 x 470 500 x 500 560 x 560
Ø f1 70 80
Distance between platens
min.* 250 220* 300 270* 290
max.* 800 770* 950 920* 940
Bolt pattern:
a1 140 140
a2 280 280
a3 350 420
a4 420 560
a5 490 700
a6 560 -
a7 - -
a8 M16x35 M16x35
Ejector:
d1 SW 32 SW 32
d2 M16x50 M16x50
d3* 285 320* 330 365* 345
Stroke 0-150 0-180
Moving mould clamping platen:
b1 690 750 810
b2 690 750 830
b3* 120 150* 140 170* 150
Ø b4 125 H8 125 H8
b5 210 210
b6 280 280
Stationary mould clamping platen:
c1 690 750 810
c2 690 750 830
c3* 165 195* 190 220* 205
Ø c4 125 H8 125 H8
Maximum depth: e1** 45 45
Tab. 10: Mould clamping dimensions K-TEC 110, K-TEC 155
Note
When repositioning the strain rods the distance between platens
changes by min./max. 200 or 400 mm.
All measurements in mm.
Right of alterations in design and construction reserved.
*Option: Reinforced mould clamping platens at standard LHW
(distance between strain rods)
** Standard: Nozzle body/nozzle tip (other design on request)
00 0405 K-TEC40 - K-TEC155 10-5
Technical data
Macine dimensions K-TEC 40 • K-TEC 155 (standard machines)
Fig. 207: Machine dimensions
10-6 00 0405 K-TEC40 - K-TEC155
Technical data
Type K-TEC 40 K-TEC 60 K-TEC 85 K-TEC 110 K-TEC 155
1112) 265 2)
265 2)
111 2)
493 2)
265 2)
493 2)
265 2)
4932) 9702) 4932) 9702)
LHW 1) 320 x 320 x 355 x 355 x 420 x 420 x 470 x 470 x 500 x 500 x 560 x 560 x
320 320 355 355 420 420 470 470 500 500 560 560
a 3430 3690 3850 3850 4950 4950 4950 4950 5520 6390 5520 6390
b 0 0 0 0 0 0 0 0 380 380 430 430
c 1822 1865 1865 1822 2035 2008 2035 2008 2020 2244 2070 2294
d 1937 1937 1937 1937 1960 1960 1960 1960 1975 1975 1975 1975
e 1800 1800 1960 1960 2598 2598 2598 2598 3060 3060 3060 3060
f 1630 1890 1890 1890 2353 2353 2353 2353 2460 3330 2460 3330
g 1085 1085 1085 1085 900 900 900 900 955 955 755 755
h 267 267 267 267 299 299 299 299 223 223 223 223
k 762 762 762 762 787 787 787 787 755 755 755 755
l 1192 1192 1192 1192 1335 1335 1335 1335 1315 1315 1365 1365
m 1385 1385 1385 1385 1555 1555 1555 1555 1725 1725 2035 2035
n* 32 32 32 32 35 35 35 35 35 35 35 35
o 82 82 82 82 82 82 82 82 82 82 82 82
p 511 511 511 511 596 596 596 596 665 665 845 845
r 711 711 711 711 796 796 796 796 890 890 1025 1025
Tab. 11: Machine dimensions
* +20 mm adjustable
1) Distance between strain rods
2)
Injection unit (international size)
Note
When repositioning the strain rods the distance between platens
changes by min./max. 200 or 400mm.
All measurements in mm.
Right of alterations in design and construction reserved.
00 0405 K-TEC40 - K-TEC155 10-7
Technical data
10.1 Instructions on the operation of the plate heat exchanger
10.1.1 Construction and function
Fig. 208: Plate heat exchanger
The welded platen heat exchanger is made up of non-profiled interleaved
stainless steel plates (1.4401). The flow compartments contain stainless steel
turbulence baffles which, in a vacuum process with copper (99.9%) have
been soldered into a compact and pressure-resistant unit.
10.1.2 Start up procedure
Prior to start up ensure that the admissible values for pressure and
temperature as shown on the performance plate are not exceeded. Ensure
that the connecting lines are firmly tightened.
10-8 00 0405 K-TEC40 - K-TEC155
Technical data
10.1.3 Notes on cooling water
Water channels must not sustain damage through corrosion or become
clogged by means of organic or inorganic substances. Corrosion causes
leakages on hose fittings, while deposits impede heat transfer to the water or
clog the channels.
Contamination
Note
Regulations regarding water contents must be observed and adhered to
(see Chapter "Deposits").
Filters (max. 0.8 mm mesh width) are to be provided when contaminated
mediums such as surface water or circulating cooling water (open
circulation); heater water (esp. old plants) or similar, are in use.
Further, with these mediums the greatest possible volume flows are to be
moved. A scant volume flow or partial load may lessen the turbulence in the
heat exchanger and increase the risk of contamination. If a build-up of
deposits in the flow spaces is expected because of the quality of the medium
(strong contamination; high degree of water hardness etc.), cleaning is to be
carried out at regular intervals.
Corrosion
Galvanic corrosion Galvanic corrosion is caused when differing precious metals have metal to
metal contact or are in contact with an electrolyte. This causes the non-
precious metal to pass ions into the fluid, i.e. the metal is attacked by
corrosion. This can be avoided by avoiding metal to metal contact.
Biological corrosion Biological corrosion is caused through various bacteria which trigger
oxidation on the metal surfaces. This is to be avoided through proper water
treatment by means of antibacterial additives. Additionally, a turbulent water
flow appreciably reduces the growth of such bacteria or algae.
00 0405 K-TEC40 - K-TEC155 10-9
Technical data
Deposits
The water must be treated to avoid deposits of organic or inorganic
substances. This means freeing the water from certain ingredients or
reducing their concentration to a non-critical level.
The problems are associated mainly with carbonate and phosphate, to a
lesser degree with sulphates and silicates. The deposits of calcium-
carbonate are a consequence of carbonate hardness in the water.
Maximum permissible rates of water flow
Aluminium and aluminium alloys 1.8 m/s
Brass/bronze 2.4 m/s
Steel 6.0 m/s
Rubber/plastics 5.0 m/s
Tab. 12: Maximum permissible flow rates
Cooling water quality – standard values
Cooling water temperature < 30°C
pH value min. 7.0
max. 8.5
Total hardness min. 0.5 mol/m3
max. 10.0 mol/m3
Carbonate hardness min. 1.0 mol/m3
max. 2.0 mol/m3
Chloride ions max. 200 mg/l
Sulphate ions max. 325 mg/l
Nitrates and nitrites max. 50 mg/l
Ammonia max. 0.5 mg/l
Iron max. 0.2 mg/l
Manganese max. 0.1 mg/l
Tab. 13: Cooling water quality
10-10 00 0405 K-TEC40 - K-TEC155
Technical data
Setting instructions
Fig. 209: Cooling water manifold
The cooling water flow rate is controlled manually via the corresponding
circuit of the cooling water manifold. A central swimmer position in the
viewing glass is recommended. This ensures a turbulent flow and thereby the
least amount of deposit in the cooling channels.
When carbonates and phosphates etc. are present, water which is not
adequately treated and a flow rate which has been set too low increases both
the rate of deposit and the follow-up temperature. This does not present a
problem in factory-wide closed cooling water circuits; neither is the re-cooling
capacity increased since heat dissipation remains constant.
Higher flow rates also do not present a problem, as long as the increased
flow rates are supplied by the factory cooling system.
The cooling requirements for flange cooling in comparison to the cooling
requirements for the mould are minimal.
00 0405 K-TEC40 - K-TEC155 10-11
Technical data
Cleaning
The necessity of cleaning will be determined by the respective application.
Basically, it is to be ensured that no scale and/or other deposits can form on
the platens. Cleaning can only be carried out by flushing; preferably in
reverse flow, i.e. against the actual operational flow.
Deposits in the cooling channels can be removed by flushing with a suitable
solution.
The flushing solution deconex 25 ORGANAZID made by Borer Chemie is
recommended. Deconex 25 ORGANAZID is used in a solution of 2 to 5%
with distilled water. Higher concentrations can be used in case of stronger
deposits.
Deconex 25 ORGANAZID solution is biodegradable and therefore
environmentally friendly. It is based on citric acid and highly compatible with
aluminium. Additionally, it is non-foaming. The temperature should be 20°C
or slightly higher. Higher temperature increases flushing effect. Flushing time
should be approximately 3 – 5 minutes. After flushing with solution rinse for
an adequate period with water.
Alternatively, other cleaning agents recommended for stainless steel and
copper by a cleaning agent supplier can be employed. Before using,
confirmation from the of the cleaning agent supplier that the intended cleaner
will not attack the fitted materials must be obtained.
ATTENTION!
Generally, the respective valid safety regulations and recommendations
of the cleaning agent supplier must be adhered to.
10-12 00 0405 K-TEC40 - K-TEC155
Technical data
10.2 Torque values
1 kpm = 9.807 Nm = 7.233 lb./ft = 86.8 lb./in.
1 Nm = 0.102 kpm = 0.7376 lb./ft. = 8.851 lb./in.
10.2.1 Torque values for cylinder screws DIN 912 on Ferromatik Milacron
subassemblies
Note on installation: Screws are delivered lightly oiled. When applying the specified torque for
tightening, the screws should not be additionally oiled or greased.
The screws supplied have a tensile strength class 12.9
The torque value corresponds to tensile strength class 10.9
Dimension Torque value
M4 4.1 Nm
M5 8.5 Nm
M6 14 Nm
M8 35 Nm
M10 69 Nm
M12 120 Nm
M14 190 Nm
M16 295 Nm
M18 405 Nm
M20 580 Nm
M22 780 Nm
M24 1000 Nm
M27 1500 Nm
M30 2000 Nm
Tab. 14: Torque values for subassemblies
00 0405 K-TEC40 - K-TEC155 10-13
Technical data
10.2.2 Torque values for Bosch hydraulic components
Socket head screws DIN 912 of stability class 10.9
Dimension Torque value
M4 2.0 +0.5 Nm
M5 6.0 +2.0 Nm
M6 11.0 +3.0 Nm
M8 26.0 +5.0 Nm
M10 50.0 +10.0 Nm
M12 90.0 +30.0 Nm
M14 160.0 +20.0 Nm
M16 240.0 +20.0 Nm
M20 450.0 +50.0 Nm
Tab. 15: Torque values for Bosch hydraulic components
10.2.3 Torque values of nuts for studs on injection and traverse cylinders
Dimension Torque value
M8 20 Nm
M10 35 Nm
M12 60 Nm
M14 100 Nm
M16 150 Nm
M20 290 Nm
M24 500 Nm
M30 1067 Nm
Tab. 16: Torque values of nuts for studs on injection and traverse cylinders
10.2.4 Torque value for tank cover nuts
2.0 Nm
10-14 00 0405 K-TEC40 - K-TEC155
Technical data
10.3 Lubricant recommendations
To fully utilize the efficiency of your high-quality injection moulding machine it
absolutely necessary to keep to the planned lubricating intervals and use only
those high-grade lubricants best suited to your machine. It increases the
service life of the machine. Warranty for the machine is based on the use of
these or other equivalent lubricants.
10.3.1 Hydraulic oils
HLP 46 with quality-Class ISO VG46 according to DIN 51524/2 and
DIN 51519
– ARAL, Vitam GF 46
– AVIA, Avilub RSL 46
– BP Energol HLP 46
– Deutz Oel, HY-S 46
– Esso, Nuto H 46
– KLÜBER LUBRICATION, LAMORA HLP 46
– Mobil, DTE 25; MOBIL DTE Excel 46
– Shell, Tellus 46
– TEXACO, Rando Oil HD B-46
– Unil opal, HFO 46, HYFRO 46
– or hydraulic oils of provable equal value
ATTENTION!
• Refilling only via 5µ-filter or finer!
• Observe oil level on sight glass
00 0405 K-TEC40 - K-TEC155 10-15
Technical data
10.3.2 Lubrication of the strain rods and guide rods
Supplier Grease Description Grease points/grease nipple
Mobil Mobilux EP 2 EP-grease lithium soap base Lubricating the strain rods / grease nipple
Certification according to DIN on the moving mould clamping platen
51 502: KP2K-20 Lubricating the guide rods of the ejector
cross beam* / grease nipple* on the
ejector cross beam*
Greasing of strain rods via
strain rod pressure plate* / grease nipple
on pressure plate
Central lubrication system*
RIVOLTA Rivolta G.w.F. Anti-seize and lubricating Seating of strain rods in the stationary
compound agent mould clamping platen and the end plate
Strain rod thread
*) Optional equipment
10.3.3 Lubrication of the electric motor
Further information: identification plate on the electric motor
10.3.4 Lubrication of linear guides of injection unit
Lithium-saponified mineral oil based greases with the following basic
viscosity must be used:
ISO-VG 100 to ISO-VG 150
– ARAL, Aralub MKL2
– BP, Energrease LS-EP2
– Mobil, Mobilux EP2
– KLÜBER LUBRICATION, KLÜBERPLEX BEM 41-132
– Shell, Retinax LX2
– Fuchs DEA, Renolit LX-EP2
– KLÜBER LUBRICATION, KLÜBERSYNTH UH1 14-151*
*) Grease for food industry
10-16 00 0405 K-TEC40 - K-TEC155
Technical data
10.3.5 Greasing the mould clamping platen guide shoes (only for K-TEC 155)
Lithium-saponified mineral oil based greases with a base oil viscosity of
ISO-VG100 to ISO-VG 150 must be used. (Examples see Chapter 10.3.4)
10.3.6 Lubrication of the electric screw drive (option)
The planetary drives have life-time lubrication. A high-grade, synthetic gear
oil of viscosity class ISO-VG 220 is used for lubrication
Further information: Specification on the identification plate.
00 0405 K-TEC40 - K-TEC155 10-17
Technical data
10-18 00 0405 K-TEC40 - K-TEC155
Index
11 Index
A Disk
Activate special programme ...........................7-95 formatting ............................................... 7-125
Air pressure lines Display size
connection ................................................7-13 of the channels ....................................... 7-168
Air valves
setting .......................................................7-23 E
AIRPRESS gas injection technique (GIT) .....7-192 Ejector
Altering installation height ................................7-6 bleeding .................................................... 6-10
coupling .................................................... 7-14
B setting ....................................................... 7-19
Back pressure ................................................7-74 Ejector and core movement ......................... 7-187
Background data set ....................................7-122 Ejector platen safety ...................................... 7-22
compare with foreground data set ...........7-124 Ejector settings .............................................. 8-10
Basic motor cleaning ......................................9-89 Electric cabinet ................................................ 5-8
Blow-off valve ................................................5-27 Electric motor
checking ..................................................... 6-4
checking rotational direction ........................ 6-1
C
Electrical connection ...................................... 5-29
Central lubrication .............................. 7-151, 9-28
Emergency-off switch .............. 3-5, 4-30, 6-5, 8-6
Checksum fault ................................................8-8
Exchanging non-return valve ......................... 9-20
Clamping cylinder and traverse cylinders
bleeding ....................................................6-10
Clamping force F
setting .......................................................7-17 Fault diagnosis ................................................ 8-6
Clamping unit Fault messages
aligning the base .......................................5-10 machine operation .................................... 7-56
overview .....................................................4-2 Foreground data set
setting .......................................................7-15 compare with background data set .......... 7-124
Closing speed optimising in the background ................... 7-122
setting .......................................................7-15
Closing speeds ..............................................8-10 G
Control adjustment .........................................7-59 Gas injection phase ..................................... 7-194
Control parameter determination ....................7-62
Cooling time ...................................................7-78
H
Cooling water connection ...............................5-25
Heat exchanger
Cooling water lines
operating instructions ................................ 10-8
connection ................................................7-12
High pressure hose lines
Core pulls
replacing ................................................... 9-89
connection ................................................7-12
Hopper, resin.
pneumatically activated .............................3-11
installing ................................................... 5-21
setting .......................................................7-27
Hoses and connections
Cursor control ..............................................7-169
checking ................................................... 9-73
Customer service ...........................................9-90
Hydraulic functions
Cycle time monitoring ..................................7-103
checking ..................................................... 6-9
Cylinder heating
Hydraulic lines
setting .......................................................7-64
checking ..................................................... 6-4
Hydraulic oil
D filling ......................................................... 5-22
Dangers from electrical energy .......................3-14 top up ....................................................... 6-11
Data set Hydraulic pressure
storing on disk .........................................7-128 setting ....................................................... 7-77
Data set in background Hydraulic shut-off nozzle (option) ................... 7-76
preparing ................................................7-123 Hydraulic system
Disassembly of injection moulding machine ...5-30 bleeding .................................................... 6-10
00 0405 K-TEC40 - K-TEC155 A-1
Index
I Monitoring
Injection cylinder cycle time ............................................... 7-103
bleeding ....................................................6-10 plasticizing stroke ................................... 7-106
Injection nozzle plasticizing time ...................................... 7-105
centering ..................................................7-25 Monitoring ejector rest position ...................... 7-21
Injection parameter monitoring .....................7-107 Monosandwich process ............................... 7-188
Injection pressure .................................7-80, 8-12 Motor overload protection ................................ 6-4
Injection process Motor safety responds ..................................... 8-8
setting .......................................................7-79 Mould
Injection speed ..............................................7-80 checking .................................................... 7-2
Injection stages installing ..................................................... 7-2
number .....................................................7-79 Mould cavity pressure-dependent switchover
Injection time .................................................8-11 (option) ......................................................... 7-82
time dependent switchover .......................7-80 Mould clamp dimensions ............................... 10-3
Injection unit MAXIMA 500 ............................................ 10-3
alignment ..................................................5-16 Mould heating
overview .....................................................4-4 connection ............................................... 7-13
setting .......................................................7-64 setting ...................................................... 7-55
swivelling out ..............................................9-7 Mould height ................................................. 8-10
Injection work Mould height adjustment ............................... 7-15
calculation ..............................................7-174 Mould installation ............................................ 7-8
Inputs preparation ................................................. 7-8
digital, freely configurable .......................7-112 Mould installation with strain rod positioning .... 7-4
Installation with crane ...................................... 5-9 Mould opening
Installing the screw ........................................9-21 setting ...................................................... 7-18
Intrusion ........................................................7-78 Mould safety ................................................... 8-7
Monitoring time ........................................ 8-10
setting ...................................................... 7-16
K
Mould safety pressure ................................... 8-10
Key switch .....................................................4-26
Movable safety gates ............................... 3-6, 6-5
L N
Levelling the clamping unit .............................5-10
Noise emission value ...................................... 5-1
Limit switch ......................................................6-6
Normal distribution ...................................... 7-185
Linear bearing
Nozzle
checking ...................................................9-57
installing ................................................... 9-21
greasing ...................................................9-58
Nozzle change .............................................. 9-10
Linear guide
Nozzle guard ............................................ 3-6, 6-7
lubrication ...............................................10-16
Nozzle holding pressure ................................ 7-68
Lockable switch .............................................3-11
Nozzle retraction ........................................... 7-68
setting ...................................................... 7-71
M Nozzle speed ................................................ 7-68
Machine
alignment ..................................................5-10
O
cleaning ....................................................5-21
Oil filter contaminated ..................................... 8-8
filling and connecting ................................5-21
Oil level switch ................................................ 3-7
installing .....................................................5-2
Oil level too low ............................................... 8-7
setting .........................................................7-2
Oil preheating
start up .......................................................6-1
setting .................................................... 7-149
Machine monitoring
Oil temperature ............................................... 8-7
setting .......................................................7-87
Oil temperature monitor ................................... 3-7
Machine shutdown
Open nozzle guard .......................................... 8-6
automatic ................................................7-108
Operating modes
Main switch ......................................................3-5
automatic ................................................. 4-25
Maintenance ....................................................9-1
manual ..................................................... 4-24
Maintenance work ..........................................3-18
semi-automatic ......................................... 4-25
Material or colour change .............................7-156
setting ...................................................... 4-24
Operating panel for second injection unit ....... 4-22
A-2 00 0405 K-TEC40 - K-TEC155
Index
Operation Rotational direction of motor
preparing ................................................7-140 checking ..................................................... 6-1
Operation mode selector switch .....................4-23 Running and operating the machine ................. 7-1
Operator terminal Rust protection .............................................. 5-21
Input keys .................................................4-15
machine relevant key board ......................4-20 S
Overview ..................................................4-10 Safety .............................................................. 3-1
quick-select keys ......................................4-14 Safety devices
screen relevant key board .........................4-12 checking ..................................................... 6-5
switch and connections .............................4-23 Safety gate ...................................................... 6-6
Outputs Safety gate open ............................................. 8-6
digital, freely configurable ........................7-113 Safety gate protection ...................................... 6-6
freely configurable analogue (option) .......7-115 Safety gate release ...................................3-7, 6-8
Overcurrent monitoring ....................................3-7 Safety gates .................................................... 6-5
Safety rules
P for hydraulic hoses .................................... 9-48
Page in page function ....................................4-17 Screen
Parameter sets on disk background colour .................................... 4-19
storing and reading in ..............................7-125 brightness ................................................. 4-19
Permissible ambient conditions ........................5-1 contrast .................................................... 4-19
Pipe connections .............................................6-4 Screen-saver ............................................ 4-18
Piston rod seals working with .............................................. 4-16
replacing ...................................................9-27 Screen pages
Plasticizing delay ...........................................7-78 freely writeable for setting information ..... 7-111
Plasticizing process user compiled ......................................... 7-109
setting .......................................................7-71 Screw
Plasticizing stroke monitoring .......................7-106 changing ................................................... 9-17
Plasticizing time monitoring ..........................7-105 Screw change ................................................ 9-18
Power supply ...................................................4-9 Screw end position control ............................. 7-75
Preparation Screw r.p.m. .................................................. 7-73
for delivery of machine ................................5-2 Screw release missing ..................................... 8-6
transport within the company’s premises .....5-3 Screw rpm counter ......................................... 7-74
Pressure bolts Screw suck-back ........................................... 7-75
replacing ...................................................9-27 Screw tip
Pressure switch .5-F1 changing ................................................... 9-17
setting .......................................................7-69 Setting
Pre-test cylinder heating ........................................ 7-64
calculations .............................................7-182 injection unit ............................................. 7-64
Process graphics .........................................7-163 machine monitoring .................................. 7-87
Process graphics data plasticizing process ................................... 7-71
reading out from data carrier ...................7-173 the clamping unit ...................................... 7-15
Production the injection process ................................. 7-79
starting ....................................................7-152 Setting process graphics .............................. 7-166
Production data ..............................................7-94 Shift part
Production start counter ..................................................... 7-98
parameter set for production start ............7-155 Short inspection
Pump housing before start of work ................................. 7-140
bleeding .......................................... 5-22, 6-10 Shot counter
counter ..................................................... 7-96
R subtracting ................................................ 7-96
Recording of process data .............................7-99 Smart Card Reader ........................................ 4-28
Regulatory application .....................................2-1 Source of fault
Repair work ...................................................3-18 injection process ....................................... 8-11
Repairs ............................................................9-1 mould installation ...................................... 8-10
Repairs and maintenance ................................9-1 SPC control charts
Required and actual value comparison .........7-171 setting ..................................................... 7-179
Required value entry ......................................4-18
Rotational direction
setting .........................................................6-3
00 0405 K-TEC40 - K-TEC155 A-3
Index
Standard graphics ........................................7-117
display ....................................................7-120
operation modes ..................................... 7-118
setting .....................................................7-117
Start key ..........................................................3-7
Start of work
short inspection ......................................7-140
Start up procedure ...........................................6-1
Statistical process control ............................7-177
Step list ...........................................................8-1
Switch off the machine .................................7-158
Switchover
hydraulic pressure-dependent ...................8-11
not hydraulic pressure-dependent .............8-11
stroke dependent ...................................... 8-11
time dependent .........................................8-11
Switchover point ............................................8-11
stroke-dependent switchover ....................7-81
Switchover pressure
pressure-dependent switchover ................7-81
Swivelling injection unit out ..............................9-3
T
Technical data ...............................................10-1
machine location ......................................... 5-1
Three-point controller ..................................... 7-61
Time analysis ................................................7-93
Tolerance monitoring ................................... 7-171
Torque values ..............................................10-13
Transport damage ...........................................5-7
Transporting the machine ................................5-3
Trend diagram ...............................................7-88
setting .......................................................7-89
Two-colour injection ....................................... 7-84
Two-point controller ....................................... 7-61
W
Warning instructions
in the operating manual ..............................1-1
on the machine. ...................................1-1, 1-3
Warning symbols
danger to humans ....................................... 1-1
in the operating manual .......................1-1, 1-2
on the machine. ...................................1-1, 1-3
Weekday timer .............................................7-161
Work breaks ................................................7-157
X
xq/R control chart ........................................7-181
xq/s control chart .........................................7-181
A-4 00 0405 K-TEC40 - K-TEC155
Вам также может понравиться
- Anatomy Anal CanalДокумент14 страницAnatomy Anal CanalBela Ronaldoe100% (1)
- Pivot TableДокумент19 страницPivot TablePrince AroraОценок пока нет
- Pt3 English Module 2018Документ63 страницыPt3 English Module 2018Annie Abdul Rahman50% (4)
- Negotiating Skills Negotiating Skills: To Provide You With The Skills To Plan & Implement Successful NegotiationДокумент32 страницыNegotiating Skills Negotiating Skills: To Provide You With The Skills To Plan & Implement Successful NegotiationKanimozhi.SОценок пока нет
- Blow MoldingДокумент30 страницBlow MoldingHOANGVUNL1988100% (1)
- ENGEL Victory 2018-08 enДокумент17 страницENGEL Victory 2018-08 enVenomous To IbizaОценок пока нет
- How To Identify MQ Client Connections and Stop ThemДокумент26 страницHow To Identify MQ Client Connections and Stop ThemPurushotham100% (1)
- Manual de Operacion Maquinas ENGELДокумент222 страницыManual de Operacion Maquinas ENGELjoaquin mendez100% (4)
- Instruction Manual Branson 2000xd Ps en 4944090Документ253 страницыInstruction Manual Branson 2000xd Ps en 4944090ermoharsinghОценок пока нет
- VisioChrom UK 2 90my 037Документ132 страницыVisioChrom UK 2 90my 037clizas100% (1)
- Mar 2017Документ76 страницMar 2017deshmukhdpraveenОценок пока нет
- Injection MoldingДокумент14 страницInjection MoldingShreyansh ShuklaОценок пока нет
- Blow Moulding MachineДокумент114 страницBlow Moulding MachineAbdelmoneim NoohОценок пока нет
- User Guide : CC300 Operator PanelДокумент49 страницUser Guide : CC300 Operator PanelilijaОценок пока нет
- PocketBook Demag ENGДокумент73 страницыPocketBook Demag ENGSolomon Bogdan-Daniel100% (2)
- DBE-04499Deng - DisplayДокумент163 страницыDBE-04499Deng - DisplayThaigroup CementОценок пока нет
- Arburg370&420C PDFДокумент8 страницArburg370&420C PDFMatoa Papeda0% (1)
- Huski - MM - H-RS - ENG - 4-11-1 - 200703Документ518 страницHuski - MM - H-RS - ENG - 4-11-1 - 200703Андрей Шарый100% (1)
- Hydac Plastic Injection Molding MachinesДокумент12 страницHydac Plastic Injection Molding MachinespeterОценок пока нет
- Folder GluingДокумент3 страницыFolder GluingSyed Mujtaba Ali Bukhari100% (1)
- Dbe 04568bengДокумент74 страницыDbe 04568bengElectronic RampolytexОценок пока нет
- 165-495-1-PB Hal 75-85Документ48 страниц165-495-1-PB Hal 75-85Tia AdrianyputriОценок пока нет
- Demag Liquid Silicone Rubber Inj Moulding PDFДокумент8 страницDemag Liquid Silicone Rubber Inj Moulding PDFMed AliОценок пока нет
- Excon2019 ShowPreview02122019 PDFДокумент492 страницыExcon2019 ShowPreview02122019 PDFSanjay KherОценок пока нет
- Maintenance English8580.772.0699MДокумент427 страницMaintenance English8580.772.0699Msalomonferrer350275% (4)
- HakoДокумент186 страницHakothuanОценок пока нет
- PMP Question BankДокумент3 страницыPMP Question BankOmerZiaОценок пока нет
- Demag en PDFДокумент36 страницDemag en PDFaleskytronОценок пока нет
- RTDM Admin Guide PDFДокумент498 страницRTDM Admin Guide PDFtemp100% (2)
- GPS Spoofing (2002-2003)Документ8 страницGPS Spoofing (2002-2003)Roger JohnstonОценок пока нет
- ENGEL Flomo E-Flomo EN Short ROM PDFДокумент11 страницENGEL Flomo E-Flomo EN Short ROM PDFMarius Vaida100% (1)
- Dbe 04567aengДокумент111 страницDbe 04567aengElectronic RampolytexОценок пока нет
- ENGEL E-Mac enДокумент13 страницENGEL E-Mac enTim SawtellОценок пока нет
- Catalogo Inyectoras ENGELДокумент15 страницCatalogo Inyectoras ENGELMarcWorldОценок пока нет
- Documentazione T E C N I C A: User'S ManualДокумент164 страницыDocumentazione T E C N I C A: User'S ManualAlexander100% (1)
- Operation Manual: Ssep148 Twin Screw ExtruderДокумент22 страницыOperation Manual: Ssep148 Twin Screw ExtruderradhoinezerellyОценок пока нет
- Operaciones Básicas Maquinas ENGEL PDFДокумент180 страницOperaciones Básicas Maquinas ENGEL PDFMarcel Pacheco100% (1)
- Arburg Allrounder 270a TD 680293 en GB PDFДокумент6 страницArburg Allrounder 270a TD 680293 en GB PDFMilan MilanovicОценок пока нет
- Ehb CC100 CC200 en PDFДокумент118 страницEhb CC100 CC200 en PDFlukesky100% (5)
- V 2.0 Translation of Original Operating Manual: Pro Basic C 140Документ64 страницыV 2.0 Translation of Original Operating Manual: Pro Basic C 140ALFONSO TORRES100% (1)
- High Speed Blow Molding MachineДокумент64 страницыHigh Speed Blow Molding MachineSandip LadОценок пока нет
- Smart Power User Manual PDFДокумент1 030 страницSmart Power User Manual PDFAntonio Lucas100% (4)
- Haitian MarsII MAII3800Документ9 страницHaitian MarsII MAII3800putraperdana480% (2)
- Micro Injection Molding Machine-ANN TONG INDUSTRIAL COДокумент4 страницыMicro Injection Molding Machine-ANN TONG INDUSTRIAL COAndreas AlvaroОценок пока нет
- IMM BR IR enДокумент13 страницIMM BR IR enwatnaОценок пока нет
- Cy 600 800gii PDFДокумент92 страницыCy 600 800gii PDFArmando Rivera100% (1)
- eSW-1200 eSW-1200s: Mechanical Edition For RobotДокумент44 страницыeSW-1200 eSW-1200s: Mechanical Edition For Robothung nguyenОценок пока нет
- Facial Tissue Folder User ManualДокумент55 страницFacial Tissue Folder User ManualMURALITHHARANОценок пока нет
- A02-Injection Machine Robot Control System Operation Manual V1.14Документ133 страницыA02-Injection Machine Robot Control System Operation Manual V1.14jagoklurukОценок пока нет
- AI-12 Chen HsongДокумент168 страницAI-12 Chen HsongJuan100% (1)
- Information On The Safe Operation of Starlinger MachinesДокумент29 страницInformation On The Safe Operation of Starlinger MachinesThaigroup CementОценок пока нет
- Iqclampcontrol Info EN PDFДокумент8 страницIqclampcontrol Info EN PDFMarius VaidaОценок пока нет
- Design and Development of Plastic Parts For Car Interior: Project TitleДокумент56 страницDesign and Development of Plastic Parts For Car Interior: Project TitleJyoti KaleОценок пока нет
- Traction Die Cutting BG 07Документ41 страницаTraction Die Cutting BG 07DeniMestiWidiantoОценок пока нет
- Iq Weight Control en PDFДокумент31 страницаIq Weight Control en PDFMarius VaidaОценок пока нет
- Best Heat Press Machine 2020 PDFДокумент3 страницыBest Heat Press Machine 2020 PDFdannie gaoОценок пока нет
- Drymax E Battery en V1 4Документ59 страницDrymax E Battery en V1 4bschmaltzy1Оценок пока нет
- BX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionДокумент4 страницыBX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionAriantoОценок пока нет
- 70D Manual BookДокумент43 страницы70D Manual BookgeorgioОценок пока нет
- TSTA User ManualДокумент218 страницTSTA User ManualHieu NguyenОценок пока нет
- Automatic Pet Stretch Blow MoldingДокумент3 страницыAutomatic Pet Stretch Blow MoldingdivineengineeringОценок пока нет
- 45 1014 01Документ31 страница45 1014 01Adam C. VeresОценок пока нет
- 1 BlowMolding Documentation(英文)倍福Документ31 страница1 BlowMolding Documentation(英文)倍福Aymane QariohОценок пока нет
- CV Cipet Production NewДокумент4 страницыCV Cipet Production NewKamlesh KumarОценок пока нет
- Tai Mex by Tederic D SeriesДокумент13 страницTai Mex by Tederic D SeriesPHYONEGRIPОценок пока нет
- Operating Instructions: MCD 3000 Soft StarterДокумент44 страницыOperating Instructions: MCD 3000 Soft StarterDragoslav DzolicОценок пока нет
- Ehb CC100 CC200 en PDFДокумент118 страницEhb CC100 CC200 en PDF123456789_2014Оценок пока нет
- Allrounder 520-570 C Multi ComponentДокумент12 страницAllrounder 520-570 C Multi ComponentaymanabuzОценок пока нет
- Appendix - Pcmc2Документ8 страницAppendix - Pcmc2Siva PОценок пока нет
- PR KehumasanДокумент14 страницPR KehumasanImamОценок пока нет
- Assembler Pass 2Документ5 страницAssembler Pass 2AnuОценок пока нет
- School of Mathematics 2021 Semester 1 MAT1841 Continuous Mathematics For Computer Science Assignment 1Документ2 страницыSchool of Mathematics 2021 Semester 1 MAT1841 Continuous Mathematics For Computer Science Assignment 1STEM Education Vung TauОценок пока нет
- Chapter 1 To 5 For Printing.2Документ86 страницChapter 1 To 5 For Printing.2Senku ishigamiОценок пока нет
- Rockaway Times 11818Документ40 страницRockaway Times 11818Peter J. MahonОценок пока нет
- Lecturenotes Data MiningДокумент23 страницыLecturenotes Data Miningtanyah LloydОценок пока нет
- The Indonesia National Clean Development Mechanism Strategy StudyДокумент223 страницыThe Indonesia National Clean Development Mechanism Strategy StudyGedeBudiSuprayogaОценок пока нет
- Working Capital in YamahaДокумент64 страницыWorking Capital in YamahaRenu Jindal50% (2)
- Essay Rough Draft 19Документ9 страницEssay Rough Draft 19api-549246767Оценок пока нет
- Article An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2Документ6 страницArticle An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2nguyenthanhtuan_ecoОценок пока нет
- SHCДокумент81 страницаSHCEng Mostafa ElsayedОценок пока нет
- Existential ThreatsДокумент6 страницExistential Threatslolab_4Оценок пока нет
- Objective & Scope of ProjectДокумент8 страницObjective & Scope of ProjectPraveen SehgalОценок пока нет
- Lecture 4 ENGR 243 DynamicsДокумент45 страницLecture 4 ENGR 243 DynamicsRobby RebolledoОценок пока нет
- Chemistry: Crash Course For JEE Main 2020Документ18 страницChemistry: Crash Course For JEE Main 2020Sanjeeb KumarОценок пока нет
- Nutrition and CKDДокумент20 страницNutrition and CKDElisa SalakayОценок пока нет
- in Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Документ5 страницin Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Priyanka MurthyОценок пока нет
- Technical Specification For 33KV VCB BoardДокумент7 страницTechnical Specification For 33KV VCB BoardDipankar ChatterjeeОценок пока нет
- Dialogue Au Restaurant, Clients Et ServeurДокумент9 страницDialogue Au Restaurant, Clients Et ServeurbanuОценок пока нет
- Activity # 1 (DRRR)Документ2 страницыActivity # 1 (DRRR)Juliana Xyrelle FutalanОценок пока нет