Вам также может понравиться
- LA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaДокумент65 страницLA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaGloria Gutiérrez O100% (1)
- Unidad 4Документ65 страницUnidad 4Rafa AgsОценок пока нет
- Tesis Ing. Manolo CarrilloДокумент58 страницTesis Ing. Manolo CarrilloSergio Cortez Martínez0% (1)
- Antología de Justo A TiempoДокумент39 страницAntología de Justo A TiempoJesus Alejandro Santiago Guillen100% (1)
- Aplicación de Los Datos Estándar Trabajos en Taladro Automático, Torno y Fresadora.Документ8 страницAplicación de Los Datos Estándar Trabajos en Taladro Automático, Torno y Fresadora.keto93Оценок пока нет
- Proyecto de EvidenciaДокумент2 страницыProyecto de EvidenciasaskilОценок пока нет
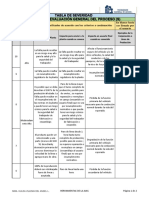
- Tablas de AMEFДокумент8 страницTablas de AMEFFrida Ojeda100% (1)
- Análisis de operaciones RassiniДокумент5 страницAnálisis de operaciones RassiniISRAELITO130186 Alvarado0% (1)
- Zegel IpaeДокумент81 страницаZegel IpaeTony Sanchez ChambaОценок пока нет
- Metodos Automatizados para Generar AlternativasДокумент8 страницMetodos Automatizados para Generar AlternativasJ-Karlos Chan-SempaiОценок пока нет
- Reporte Unidad II Equipo 6 Poka-YokeДокумент12 страницReporte Unidad II Equipo 6 Poka-YokeJacobo JiménezОценок пока нет
- Análisis de OperacionesДокумент19 страницAnálisis de OperacionesGely RosasОценок пока нет
- 4-1. Sistemas Productivos WordДокумент74 страницы4-1. Sistemas Productivos WordErick P Portillo100% (1)
- Activacion Planetaria y ConexiÓn Con El Ser SuperiorДокумент4 страницыActivacion Planetaria y ConexiÓn Con El Ser Superiorapi-3781260Оценок пока нет
- Estudio de tiempos MODAPTS para análisis de procesos productivosДокумент2 страницыEstudio de tiempos MODAPTS para análisis de procesos productivosSerchh Lopez GarciaОценок пока нет
- Tutorial Analisis de Riesgos SIL-SISДокумент32 страницыTutorial Analisis de Riesgos SIL-SISJuan Calderon100% (2)
- Prueba de Estanqueidad - ABNT NBR 9650Документ22 страницыPrueba de Estanqueidad - ABNT NBR 9650percevezОценок пока нет
- Aplicaciones de Simulacion en Empresas de Manufactura y de ServiciosДокумент7 страницAplicaciones de Simulacion en Empresas de Manufactura y de ServiciosJosa MartínezОценок пока нет
- Ciclo PHVA: Planificar, Hacer, Verificar, ActuarДокумент2 страницыCiclo PHVA: Planificar, Hacer, Verificar, ActuarAlejandro RodasОценок пока нет
- Diagrama Bimanual AvionДокумент2 страницыDiagrama Bimanual AvionyaaliОценок пока нет
- 1a Evaluación de Ergonomia - Pedraza Bautista Luis DiegoДокумент7 страниц1a Evaluación de Ergonomia - Pedraza Bautista Luis Diegoluis pedraza100% (1)
- 5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoДокумент25 страниц5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoJesús Roberto MoralesОценок пока нет
- Costos predeterminados: qué son y cómo funcionanДокумент5 страницCostos predeterminados: qué son y cómo funcionanluzОценок пока нет
- Unidad 3 Planeacion FinancieraДокумент6 страницUnidad 3 Planeacion FinancieraJulian GonzalezОценок пока нет
- Ventajas de STPDДокумент3 страницыVentajas de STPDjair97Оценок пока нет
- 5 W 2 HДокумент6 страниц5 W 2 HJosé Alberto Serrano Peña0% (1)
- Ventajas y Desventajas de Los Diagramas de GanttДокумент3 страницыVentajas y Desventajas de Los Diagramas de GanttJuan' Magaña'Оценок пока нет
- Simulación SIMIO taller mantención L1 MetroДокумент26 страницSimulación SIMIO taller mantención L1 MetroPedroPizarroOrtizОценок пока нет
- MODAPTS y MTM para medir tiempos en el cambio de pilas y ensamble de celularДокумент8 страницMODAPTS y MTM para medir tiempos en el cambio de pilas y ensamble de celularAndrés Suaréz GilОценок пока нет
- Mejoras Al Proceso de Fabricación de ArnesesДокумент14 страницMejoras Al Proceso de Fabricación de ArnesesCinthiiaAkamiiОценок пока нет
- 4.1 Arrendamiento FinancieroДокумент4 страницы4.1 Arrendamiento FinancieroDuenDverD OswaGamesОценок пока нет
- Planeación de La Conservación Industrial FannyДокумент7 страницPlaneación de La Conservación Industrial FannyStheffiiОценок пока нет
- Triptico TPMДокумент2 страницыTriptico TPMivan holguinОценок пока нет
- Proyecto Integradora 8DДокумент3 страницыProyecto Integradora 8DdeniLcabronОценок пока нет
- PDCA y 8D en ingeniería mecánicaДокумент17 страницPDCA y 8D en ingeniería mecánicajuanОценок пока нет
- Emprendimiento e Innovación en Ingeniería-Foro 1 - 17.07.2022 - TareaДокумент1 страницаEmprendimiento e Innovación en Ingeniería-Foro 1 - 17.07.2022 - Tareajanett ramirez0% (1)
- Calculo de Los Requerimientos de InstalacionesДокумент6 страницCalculo de Los Requerimientos de InstalacionesJair CaballeroОценок пока нет
- Administracion de Operaciones I U5Документ37 страницAdministracion de Operaciones I U5roberto enríquez0% (1)
- Mapa Mental. Teoria de ColasДокумент3 страницыMapa Mental. Teoria de ColasiseОценок пока нет
- Estudio de factibilidad para la adopción de Big Data en WalmartДокумент31 страницаEstudio de factibilidad para la adopción de Big Data en WalmartDiego Yandun50% (2)
- 1.6 Matriz de Asignacion de Responsabilidades, Contrl. Mediantte Grafica de GanttДокумент3 страницы1.6 Matriz de Asignacion de Responsabilidades, Contrl. Mediantte Grafica de GanttRuben Rodrigo Velasquez Vazquez100% (1)
- Mapa Conceptual 6Документ1 страницаMapa Conceptual 6Alan Vázquez YañezОценок пока нет
- Aplicaciones (Enfoque Probabilistico)Документ8 страницAplicaciones (Enfoque Probabilistico)Daniel CustodioОценок пока нет
- Proyecto Integrador MantenimientoДокумент9 страницProyecto Integrador MantenimientoGeovanny Javier Morocho ChocaОценок пока нет
- Empresa Sabritas Take Time y VSMДокумент8 страницEmpresa Sabritas Take Time y VSMJaciel EscobarОценок пока нет
- Proyecto Integrador-MantenimientoДокумент7 страницProyecto Integrador-Mantenimientoaugusto romeroОценок пока нет
- 1.4 Descripccion de Ejemplos: Casos PrototiposДокумент13 страниц1.4 Descripccion de Ejemplos: Casos Prototiposluis eugenio gonzalez lomaОценок пока нет
- Técnicas de análisis de flujo y distribución de plantaДокумент32 страницыTécnicas de análisis de flujo y distribución de plantaArles Noe Reyes Martinez100% (1)
- Joseph Juran Calidad y Empresa DQДокумент3 страницыJoseph Juran Calidad y Empresa DQKarla Castillo de la Torre0% (1)
- Unidad 3 Inv. Operaciones (Enunciados)Документ2 страницыUnidad 3 Inv. Operaciones (Enunciados)osc8240% (1)
- Programación lineal, dinámica y por metasДокумент2 страницыProgramación lineal, dinámica y por metasEsmeralda MoralesОценок пока нет
- 1.2 Principios de OrganizaciónДокумент6 страниц1.2 Principios de Organizaciónjose gomezОценок пока нет
- Procesos de fabricación y manufactura: introducción generalДокумент10 страницProcesos de fabricación y manufactura: introducción generalGabrielОценок пока нет
- 2.6 Proceso de ManufacturaДокумент18 страниц2.6 Proceso de ManufacturaJesus ChavezОценок пока нет
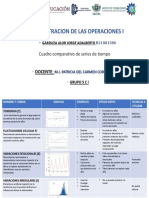
- Cuadro Comparativo de Series de TiempoДокумент2 страницыCuadro Comparativo de Series de TiempoJorge Anfibio Garduza AlorОценок пока нет
- Sistema MRP, JIT, Kanban, Calidad y ERP OdooДокумент3 страницыSistema MRP, JIT, Kanban, Calidad y ERP OdooJhon FloresОценок пока нет
- Datos Estandares en Operaciones MaquinadoДокумент6 страницDatos Estandares en Operaciones MaquinadoangelnfОценок пока нет
- EVALUACIÓN UNIDAD 4 - Administración Mantenimiento IndustrialДокумент2 страницыEVALUACIÓN UNIDAD 4 - Administración Mantenimiento Industrialdiana herreraОценок пока нет
- Problemas que afectan la productividad en una tortilleríaДокумент1 страницаProblemas que afectan la productividad en una tortilleríaadriana100% (1)
- Unidad II Diseño de Experimentos2021-1Документ81 страницаUnidad II Diseño de Experimentos2021-1PaulVegaОценок пока нет
- ActividadДокумент1 страницаActividadMarissa RochaОценок пока нет
- Entregable 2 - Alejandro Gonzalez Rodriguez Administración de La Producción e InventariosДокумент31 страницаEntregable 2 - Alejandro Gonzalez Rodriguez Administración de La Producción e Inventariosjose perezОценок пока нет
- GRAFICA NPДокумент24 страницыGRAFICA NPduraymjdv100% (8)
- Gestión producción historia evoluciónДокумент79 страницGestión producción historia evoluciónDaniel SantoyoОценок пока нет
- Plan OperacionalДокумент27 страницPlan OperacionaljoanthaОценок пока нет
- GIGI U1 Cristian Urias AIДокумент9 страницGIGI U1 Cristian Urias AICristian UriasОценок пока нет
- Caso Practico 21Документ1 страницаCaso Practico 21saskilОценок пока нет
- Caso Practico 21Документ1 страницаCaso Practico 21saskilОценок пока нет
- Prácticas de Diseño de Tubo-SolidДокумент11 страницPrácticas de Diseño de Tubo-SolidsaskilОценок пока нет
- Equipo1 4U7Документ3 страницыEquipo1 4U7saskilОценок пока нет
- Programación de un robot IRB 140 para manipulación de objetosДокумент6 страницProgramación de un robot IRB 140 para manipulación de objetossaskilОценок пока нет
- Merca 0010Документ12 страницMerca 0010saskilОценок пока нет
- Equipo1 4U7Документ3 страницыEquipo1 4U7saskilОценок пока нет
- EstructuraДокумент3 страницыEstructurasaskilОценок пока нет
- h2 Resumen CompletoДокумент74 страницыh2 Resumen CompletoAriadnaОценок пока нет
- Practica 1Документ8 страницPractica 1MarioОценок пока нет
- Baja de luminarias, lámparas y fotocélulas usadasДокумент51 страницаBaja de luminarias, lámparas y fotocélulas usadasJhon RYОценок пока нет
- Diseño caída vertical canalДокумент8 страницDiseño caída vertical canalJose GuevaraОценок пока нет
- Arquitectura peruana antiguaДокумент19 страницArquitectura peruana antiguaMo FadayОценок пока нет
- GLOSARIO TERMINOLÓGICO (Energías Renovables)Документ5 страницGLOSARIO TERMINOLÓGICO (Energías Renovables)Ana Azorín PucheОценок пока нет
- Reglamento de VoleibolДокумент14 страницReglamento de VoleibolEduKJamesОценок пока нет
- Textos ReparablesДокумент2 страницыTextos ReparablesEnrique Quispe CabanaОценок пока нет
- Conductos en C: anatomía, clasificación y tratamientoДокумент94 страницыConductos en C: anatomía, clasificación y tratamientodjcОценок пока нет
- Actividades de lectoescritura para primer gradoДокумент2 страницыActividades de lectoescritura para primer gradovereniceОценок пока нет
- Investigación Arquitecturas Vernáculas Hallenhaus o "Casa Sajona"Документ6 страницInvestigación Arquitecturas Vernáculas Hallenhaus o "Casa Sajona"api-583988681Оценок пока нет
- Encuesta de ProventaДокумент4 страницыEncuesta de ProventasalvadorquispeapazaОценок пока нет
- Flujo de líquidosДокумент3 страницыFlujo de líquidosWillian CedeñoОценок пока нет
- Practicas de PuentesДокумент10 страницPracticas de PuentesEddie Edgar Alvarez HermozaОценок пока нет
- Guia de Ejercicios GeneticaДокумент38 страницGuia de Ejercicios GeneticaDylan Daian Saavedra LandivarОценок пока нет
- Presupuesto VillacuriДокумент2 страницыPresupuesto VillacuriJaime Flores PacoОценок пока нет
- Cuadro Estructura CelularДокумент3 страницыCuadro Estructura CelularAndrea Trujillo CardosoОценок пока нет
- Deberes y Obligaciones de Los Esposos en El MatrimonioДокумент16 страницDeberes y Obligaciones de Los Esposos en El MatrimonioLuiza Hz100% (1)
- Ginecologia 1Документ4 страницыGinecologia 1ERICKОценок пока нет
- Diseño de programa de cosecha para cultivos de estación fríaДокумент3 страницыDiseño de programa de cosecha para cultivos de estación fríaMaicol VizaОценок пока нет
- COCHURADOДокумент4 страницыCOCHURADOVaneОценок пока нет
- Evidencia Etapa 2 EticaДокумент10 страницEvidencia Etapa 2 Eticaang directionОценок пока нет
- Propiedades MecanicasДокумент18 страницPropiedades MecanicasDamalpa LopezОценок пока нет
- Ley Hooke fuerza deformaciónДокумент14 страницLey Hooke fuerza deformaciónPepona Paz Munizaga100% (1)
- Levantamiento Con TeodolitoДокумент7 страницLevantamiento Con TeodolitoJuan Carlos PovisОценок пока нет