Вам также может понравиться
- CWE - RRB - VI - Recruitment of Officers Scale IДокумент1 страницаCWE - RRB - VI - Recruitment of Officers Scale IKОценок пока нет
- Perfect NumberДокумент1 страницаPerfect NumberKОценок пока нет
- Infosys SyllabusДокумент1 страницаInfosys SyllabusKОценок пока нет
- 5 Design and Analysis of Diesel Engine Piston (1) With Pafe NoДокумент65 страниц5 Design and Analysis of Diesel Engine Piston (1) With Pafe NoKОценок пока нет
- MSC Chemistry PDFДокумент12 страницMSC Chemistry PDFKОценок пока нет
- CSIR Chemical Science Past Year Paper December 2017Документ32 страницыCSIR Chemical Science Past Year Paper December 2017KОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Cylinder Head Gasket Sets for Proton ModelsДокумент4 страницыCylinder Head Gasket Sets for Proton ModelsWadea BotrosОценок пока нет
- 2008-2S64 1G2S6460EA Sniper2008 HCДокумент62 страницы2008-2S64 1G2S6460EA Sniper2008 HCjs_maxwell100% (1)
- Service Performance ME-BДокумент2 страницыService Performance ME-BThusitha DalpathaduОценок пока нет
- HIAB РЕНОДокумент86 страницHIAB РЕНОСергей КоваленкоОценок пока нет
- 1550 C Duplex Piston Pump Mud PumpДокумент2 страницы1550 C Duplex Piston Pump Mud PumpleoОценок пока нет
- Maxion / Perkins / Internacional engine gasket catalogДокумент43 страницыMaxion / Perkins / Internacional engine gasket cataloggabrieltractoОценок пока нет
- Steam Turbine Servomotor For Main Description and Reheat Stop ValvesДокумент1 страницаSteam Turbine Servomotor For Main Description and Reheat Stop Valvesparthibanemails5779Оценок пока нет
- EV Motor Cooling ThesisДокумент77 страницEV Motor Cooling ThesisAdithyaSrinivsanОценок пока нет
- Express Limited Warranty: FORM 6315 First EditionДокумент2 страницыExpress Limited Warranty: FORM 6315 First EditionLei LiОценок пока нет
- Diesel Locomotive History: From Early Pioneers to Modern GiantsДокумент5 страницDiesel Locomotive History: From Early Pioneers to Modern GiantsАлиса ПестроваОценок пока нет
- E Type CoolingДокумент3 страницыE Type CoolingAlejandro VilacháОценок пока нет
- Boom Cylinder Assembly (Right Hand) PDFДокумент4 страницыBoom Cylinder Assembly (Right Hand) PDFReyes VargasОценок пока нет
- Husqvarna K 760 Parts ListДокумент61 страницаHusqvarna K 760 Parts Listszantho peter100% (2)
- Pump GDДокумент2 страницыPump GDdelcololalunaОценок пока нет
- Bajaj Pulsar 200 NS Spare Parts Catalogue EURO III/IVДокумент96 страницBajaj Pulsar 200 NS Spare Parts Catalogue EURO III/IVTienda Bogota HeroesОценок пока нет
- 90Hp 4WD Wheel Tractor with Yucahi EngineДокумент1 страница90Hp 4WD Wheel Tractor with Yucahi Enginerolando tabiosОценок пока нет
- SM Volvo Ew180c Wheeled ExcavatorДокумент22 страницыSM Volvo Ew180c Wheeled ExcavatorAl AminОценок пока нет
- Electric Schematic UENR7538-00 PDFДокумент2 страницыElectric Schematic UENR7538-00 PDFbejoythomasОценок пока нет
- Mac Culloch Titan 57Документ5 страницMac Culloch Titan 57robertОценок пока нет
- Press Info: Scania Adds A 540 HP Version To Its 13-Litre Engine RangeДокумент4 страницыPress Info: Scania Adds A 540 HP Version To Its 13-Litre Engine RangeShane LinОценок пока нет
- Binter Mercy KZ200 Factory SpecificationДокумент2 страницыBinter Mercy KZ200 Factory SpecificationErda Muchmad0% (1)
- MC Engine Service Experience: Exhaust Valve Bottom Piece MC/MC-C - 1997Документ9 страницMC Engine Service Experience: Exhaust Valve Bottom Piece MC/MC-C - 1997Aleksandar Sasa SeferovicОценок пока нет
- Series 90 42cc Pump - PM - 520L0838 - Rev BB - April 2008Документ68 страницSeries 90 42cc Pump - PM - 520L0838 - Rev BB - April 2008Jose Manuel Barroso PantojaОценок пока нет
- Blow Off Valve Presentation: Supervised By: DR - Forat Yasir Prepared byДокумент10 страницBlow Off Valve Presentation: Supervised By: DR - Forat Yasir Prepared byحسين الخزاعيОценок пока нет
- DelphiДокумент10 страницDelphileearoza100% (1)
- PT Intranusa Sarana Diesel Generating Set Genset Model Ci-40Документ2 страницыPT Intranusa Sarana Diesel Generating Set Genset Model Ci-40adrinОценок пока нет
- Scania Ses en 492pagesДокумент492 страницыScania Ses en 492pagesAlisson Miranda94% (16)
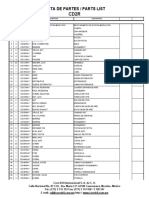
- Partes Motor CD2RДокумент3 страницыPartes Motor CD2Rdany riversОценок пока нет
- Engine and Turbocharger StocklistДокумент17 страницEngine and Turbocharger StocklistRot Tor Fedeca100% (2)
- KE Injection Repairs and TroubleshootingДокумент21 страницаKE Injection Repairs and Troubleshootingpamurtagh100% (2)