Вам также может понравиться
- Rigid PavementДокумент17 страницRigid Pavementsunilgera50% (2)
- Earth's Curvature and Atmospheric RefractionДокумент11 страницEarth's Curvature and Atmospheric RefractionCharles Carpo67% (3)
- PWPS - ISO EN 15614-1 - DNV-GLДокумент1 страницаPWPS - ISO EN 15614-1 - DNV-GLvinoth100% (1)
- Materials Data for Cyclic Loading: Low-Alloy SteelsОт EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsРейтинг: 5 из 5 звезд5/5 (2)
- SAE - AMS 5759lv003Документ6 страницSAE - AMS 5759lv003Nilesh PatilОценок пока нет
- Engineering Material Specification: Controlled Document at Page 1 of 7Документ7 страницEngineering Material Specification: Controlled Document at Page 1 of 7Reginaldo SantosОценок пока нет
- Overview Fusion Welding StandardsДокумент1 страницаOverview Fusion Welding Standardskaelcorbett100% (3)
- Sae J1102M 2001 (En)Документ5 страницSae J1102M 2001 (En)Oh No PotatoОценок пока нет
- Aerospace Material SpecificationДокумент8 страницAerospace Material SpecificationNav Talukdar100% (2)
- Quality Requirements - Fusion Welding of Metalic MaterialДокумент8 страницQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Rsgv-As: Resilient Seated Gate Valve Approved To As2638.2Документ3 страницыRsgv-As: Resilient Seated Gate Valve Approved To As2638.2MaloneОценок пока нет
- Overview Fusion Welding Standards PDFДокумент1 страницаOverview Fusion Welding Standards PDFVijayananda AnandaОценок пока нет
- 1367 5 PDFДокумент11 страниц1367 5 PDFsonnu151Оценок пока нет
- PDS01.05.001 - Wouter Witzel - EVBLSДокумент3 страницыPDS01.05.001 - Wouter Witzel - EVBLSVilius BukysОценок пока нет
- Datasheet - Wouter Witzel - EVBLSДокумент3 страницыDatasheet - Wouter Witzel - EVBLSKristinОценок пока нет
- MGT-FF-007 - Master List of External OriginДокумент6 страницMGT-FF-007 - Master List of External OriginGourav SharmaОценок пока нет
- PDS01.06.001 - Wouter Witzel - EVTLSДокумент7 страницPDS01.06.001 - Wouter Witzel - EVTLSVilius BukysОценок пока нет
- SB-462 - ASME BPVC 2021 Sección II Part BДокумент6 страницSB-462 - ASME BPVC 2021 Sección II Part BMohammad TaherОценок пока нет
- PDS01.11.001 - Wouter Witzel - EVFLДокумент7 страницPDS01.11.001 - Wouter Witzel - EVFLVilius BukysОценок пока нет
- PDS01.09.001 - Wouter Witzel - EVMLДокумент5 страницPDS01.09.001 - Wouter Witzel - EVMLSiniša MorasОценок пока нет
- Part A: Basic Information: Ref: Current Spec. NoДокумент17 страницPart A: Basic Information: Ref: Current Spec. NoAbhey DograОценок пока нет
- Wouter Witzel - ECV: Product Data SheetДокумент3 страницыWouter Witzel - ECV: Product Data SheetKristinОценок пока нет
- Product Data Sheet Wouter Witzel - EVBS: GD200 01 04 Valves Rubber Lined - Centric EVBSДокумент3 страницыProduct Data Sheet Wouter Witzel - EVBS: GD200 01 04 Valves Rubber Lined - Centric EVBSDerick MendozaОценок пока нет
- Coldrolled Steelstrips - . - # B ? (Box Strappings) - Specification .D (Документ7 страницColdrolled Steelstrips - . - # B ? (Box Strappings) - Specification .D (VivekОценок пока нет
- Dynaxe - W201: Product Data SheetДокумент3 страницыDynaxe - W201: Product Data SheetKristinОценок пока нет
- Is 16651-2017Документ18 страницIs 16651-2017Assistant Coordinator Business DevelopmentОценок пока нет
- Sae Ams 5520G-2015Документ7 страницSae Ams 5520G-2015Mehdi MokhtariОценок пока нет
- UK-0009 EN 14399-3 8 HR NutДокумент4 страницыUK-0009 EN 14399-3 8 HR NutPınar YeloğluОценок пока нет
- Overview Fusion Welding StandardsДокумент1 страницаOverview Fusion Welding StandardsKristijan GeorgievskiОценок пока нет
- Dynaxe - L201: Product Data SheetДокумент3 страницыDynaxe - L201: Product Data SheetKristinОценок пока нет
- Asme B 446Документ5 страницAsme B 446Ramon AraujoОценок пока нет
- Guide Fusion Welding Standards Per enДокумент2 страницыGuide Fusion Welding Standards Per enMakhfud EdyОценок пока нет
- Astm B446-08Документ5 страницAstm B446-08Srinivasan KrishnamoorthyОценок пока нет
- TDG 7467 001 Rev 00Документ17 страницTDG 7467 001 Rev 00Dilip PatilОценок пока нет
- Werkszeugnis Altena Blech Vom 17.06.PDF 1Документ2 страницыWerkszeugnis Altena Blech Vom 17.06.PDF 1MuzammilОценок пока нет
- B 462 - 04 - QJQ2MGДокумент5 страницB 462 - 04 - QJQ2MGLemir LopezОценок пока нет
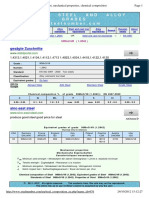
- 90MnCrV8!1!2842 - Steel Equivalent, Mechanical Properties, Chemical CompositionДокумент1 страница90MnCrV8!1!2842 - Steel Equivalent, Mechanical Properties, Chemical CompositionEduardo Guilherme BrandtОценок пока нет
- IS16651 2017 SS - SteelДокумент18 страницIS16651 2017 SS - Steelmanager.nhai.cochin2Оценок пока нет
- ASTM B 564 Specifications For Nickel Alloy ForgingsДокумент8 страницASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanОценок пока нет
- Válvula de Cheque - Forbes Marshall Modelo FMDCVДокумент2 страницыVálvula de Cheque - Forbes Marshall Modelo FMDCVDennis MendozaОценок пока нет
- SUPER! Overview - Fusion - Welding - StandardsДокумент1 страницаSUPER! Overview - Fusion - Welding - StandardsYednatsh ZennonОценок пока нет
- Euronorme SuduraДокумент1 страницаEuronorme SuduragulieionutОценок пока нет
- ME 205 - 432 - Assignment 1Документ9 страницME 205 - 432 - Assignment 1جعفر السلطانОценок пока нет
- Overview Fusion Welding Standards - UnlockedДокумент1 страницаOverview Fusion Welding Standards - Unlockedmanuela vilas boasОценок пока нет
- Overview Fusion Welding StandardsДокумент1 страницаOverview Fusion Welding StandardspedroОценок пока нет
- Meeting Various BS StandardДокумент10 страницMeeting Various BS StandardpicnarukОценок пока нет
- PDS01.04.001 - Wouter Witzel - EVBSДокумент3 страницыPDS01.04.001 - Wouter Witzel - EVBSVilius BukysОценок пока нет
- A3-40 External MetalworkДокумент17 страницA3-40 External Metalworklwin_oo2435Оценок пока нет
- FPO22001 ASME Filer Metal Data SheetДокумент5 страницFPO22001 ASME Filer Metal Data Sheetyousab creator2Оценок пока нет
- Aerospace Material Specification: AMS5708 Rev. LДокумент7 страницAerospace Material Specification: AMS5708 Rev. Lfelipe juremaОценок пока нет
- PDS01.01.001 Wouter Witzel EVSДокумент7 страницPDS01.01.001 Wouter Witzel EVSbiluta1408Оценок пока нет
- Sae Ams 5519N-2014Документ5 страницSae Ams 5519N-2014Mehdi MokhtariОценок пока нет
- Aerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress RelievedДокумент9 страницAerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress Relievedvsraju2Оценок пока нет
- Equivalent ASME EN MaterialsДокумент3 страницыEquivalent ASME EN MaterialsVajid MadathilОценок пока нет
- EHB en File 9.7.3 Equivalent ASME en MaterialsДокумент3 страницыEHB en File 9.7.3 Equivalent ASME en MaterialsRamuAlagappanОценок пока нет
- EHB - en - File - 9.7.3 Equivalent ASME EN Materials PDFДокумент3 страницыEHB - en - File - 9.7.3 Equivalent ASME EN Materials PDFks2000n1Оценок пока нет
- Eawc201 en W Alni r05Документ1 страницаEawc201 en W Alni r05Anonymous nKOyHbОценок пока нет
- Nickel Rod and Bar: Standard Specification ForДокумент6 страницNickel Rod and Bar: Standard Specification FormahfuzОценок пока нет
- Mat Sci Modular 4&5Документ4 страницыMat Sci Modular 4&5Christian AganoОценок пока нет
- Subject: Theory of Machines and Mechanisms (ME-403)Документ79 страницSubject: Theory of Machines and Mechanisms (ME-403)amitОценок пока нет
- Shell Omala S2 GX 100 TDSДокумент2 страницыShell Omala S2 GX 100 TDSEdgar Leonel CortésОценок пока нет
- PI Piezoelectric Solutions Catalog PDFДокумент108 страницPI Piezoelectric Solutions Catalog PDFramuОценок пока нет
- Instrumentation For Mechanics of BreathingДокумент59 страницInstrumentation For Mechanics of BreathingAnonymous hMC57ukОценок пока нет
- Insulation Thickness TableДокумент9 страницInsulation Thickness TableSachin MankameОценок пока нет
- 608 155Документ10 страниц608 155abilio_j_vieiraОценок пока нет
- Digital Assignment 2Документ13 страницDigital Assignment 2Goutham ReddyОценок пока нет
- Introduction To Inorganic Chemistry (Skt1013) Solid State Chemistry 3Документ38 страницIntroduction To Inorganic Chemistry (Skt1013) Solid State Chemistry 3izz isalahОценок пока нет
- Introduction of Feed: The Q-LineДокумент8 страницIntroduction of Feed: The Q-LineQuang Huy BùiОценок пока нет
- Book Review-Quantitative Seismic Interpretation Applying Rock PhysicsДокумент2 страницыBook Review-Quantitative Seismic Interpretation Applying Rock PhysicsQazi Sohail ImranОценок пока нет
- Use of The Generalized Maxwell Model For Describing The Stress Relaxation Behavior of Solid-Like FoodsДокумент6 страницUse of The Generalized Maxwell Model For Describing The Stress Relaxation Behavior of Solid-Like FoodsHadi HasanОценок пока нет
- Ch#17 Physics XiiДокумент16 страницCh#17 Physics Xiinoor deenОценок пока нет
- TurbochargerДокумент8 страницTurbochargersudheeshОценок пока нет
- Recommended For You: Modeling Elastomeric BearingsДокумент3 страницыRecommended For You: Modeling Elastomeric Bearingsnepoznati1111Оценок пока нет
- Fluoroscopy: Yellow-Green SpectrumДокумент46 страницFluoroscopy: Yellow-Green SpectrumDr. Shaji teleОценок пока нет
- Technology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Документ19 страницTechnology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Hamid Vahedi LarijaniОценок пока нет
- Column Thumb RulesДокумент4 страницыColumn Thumb RulesAnand.5100% (1)
- 便携式钻杆漏磁检测装置Документ50 страниц便携式钻杆漏磁检测装置xiong hanОценок пока нет
- AP Sem 1 Final ReviewДокумент42 страницыAP Sem 1 Final ReviewSakib AlamОценок пока нет
- Sorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Документ4 страницыSorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Jorgia lianne UrbanoОценок пока нет
- Roy-Mandal2020 Article Thermo-economicAnalysisAndMultДокумент15 страницRoy-Mandal2020 Article Thermo-economicAnalysisAndMultAhmed RagabОценок пока нет
- 7 Design of Singly Reinforced BeamsДокумент16 страниц7 Design of Singly Reinforced Beamskiran sreekumarОценок пока нет
- Enhancing The Seismic Performance of Batter Piles in Pile-Supported Wharves Using Fluid Viscous Dampers - P - 2018Документ15 страницEnhancing The Seismic Performance of Batter Piles in Pile-Supported Wharves Using Fluid Viscous Dampers - P - 2018Halil Can EryasarОценок пока нет
- Proses Pelapukan Batuan Dan MineralДокумент31 страницаProses Pelapukan Batuan Dan MineralOla CaesarОценок пока нет
- Electrostatic AnalyzerДокумент6 страницElectrostatic AnalyzerKcirtap ZkethОценок пока нет
- Coffee Brewing: Wetting, Hydrolysis & Extraction RevisitedДокумент8 страницCoffee Brewing: Wetting, Hydrolysis & Extraction Revisitedsheetalnirmal02Оценок пока нет
- The Physics of Superfluid Helium: W. F. VinenДокумент12 страницThe Physics of Superfluid Helium: W. F. VinenPaulo CesarОценок пока нет