Вам также может понравиться
- Operación Grúa TorreДокумент8 страницOperación Grúa TorrealdoОценок пока нет
- FPJ 14 EntrevistaДокумент4 страницыFPJ 14 EntrevistaStephy Yuliet Marulanda VargasОценок пока нет
- A2 Nomina (Modo de Compatibilidad)Документ6 страницA2 Nomina (Modo de Compatibilidad)Alberto AvilaОценок пока нет
- Trabajo Lluvia de IdeasДокумент1 страницаTrabajo Lluvia de IdeasHugo Anthony Barragan CRОценок пока нет
- CLASE 4. - Formulación de IdeasДокумент28 страницCLASE 4. - Formulación de IdeasMiguel PoloОценок пока нет
- Musica A Finales Del XIX y Principios Del XXДокумент3 страницыMusica A Finales Del XIX y Principios Del XXasdfghjklkjhgfdsОценок пока нет
- 12edith LitwinДокумент3 страницы12edith LitwinMaria Marcela MenardОценок пока нет
- Plan de NegocioДокумент13 страницPlan de NegocioJaime Pelaez100% (1)
- Ecuador DentalДокумент23 страницыEcuador DentalNatalia Rojas33% (3)
- Correo - Javier Andres Alba Navarro - OutlookДокумент2 страницыCorreo - Javier Andres Alba Navarro - Outlookestefania herreraОценок пока нет
- Kera PoxyДокумент6 страницKera PoxyEstuco AndinoОценок пока нет
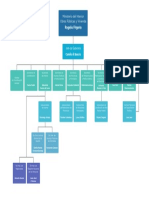
- Organigrama Ministerio Del Interior 1 - ARGENTINAДокумент1 страницаOrganigrama Ministerio Del Interior 1 - ARGENTINAdaniel muñozОценок пока нет
- Premio Nacional de Literatura PDFДокумент3 страницыPremio Nacional de Literatura PDFPatricia ATОценок пока нет
- Cuadernillo 1° Básico 2020 NoviembreДокумент72 страницыCuadernillo 1° Básico 2020 NoviembreMaritza PallautaОценок пока нет
- Informe 7Документ2 страницыInforme 7Cinthia De la Cruz IliquinОценок пока нет
- Ogunda MafunДокумент3 страницыOgunda MafunbobdiazfrancoОценок пока нет
- Distocias Del Trabajo de Parto III - DINÁMICA UTERINA .FinalДокумент34 страницыDistocias Del Trabajo de Parto III - DINÁMICA UTERINA .FinalGeraldine Grercy Mendoza QuijanoОценок пока нет
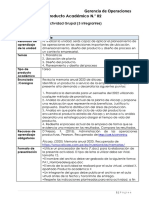
- Producto Académico 02Документ4 страницыProducto Académico 02ROSAURA CLAUDINA BAUTISTA CIRIACO0% (1)
- Cracker Book by Vlad Acid Raven El PadrinoДокумент169 страницCracker Book by Vlad Acid Raven El Padrinodsdsfgfdgfd100% (1)
- Acuerdo de Corretaje EmilДокумент3 страницыAcuerdo de Corretaje EmilPablo Asencio GОценок пока нет
- MicrobiologiaДокумент6 страницMicrobiologiayannsi murilloОценок пока нет
- Catal HuyukДокумент1 страницаCatal Huyukcamila moraОценок пока нет
- Proyecto de Emprendimiento 3H Página Web CosméticosfnlДокумент16 страницProyecto de Emprendimiento 3H Página Web Cosméticosfnlalam beltranОценок пока нет
- Interpretacion TopograficaДокумент14 страницInterpretacion TopograficaCESAR BUITRAGO RUIZОценок пока нет
- Ats Soldador EcopetrolДокумент7 страницAts Soldador EcopetrolJuan Fiestas LizamaОценок пока нет
- Manual de Usuario Del SIADEДокумент100 страницManual de Usuario Del SIADEPAOLA PATRICIA PEREZ GOMEZОценок пока нет
- S CNT 3Документ1 страницаS CNT 3NahuОценок пока нет
- Product BacklogДокумент1 страницаProduct Backlogedson molinaОценок пока нет
- Bioquímica I - Sem-03 - Sesion-05 - 2023-2Документ49 страницBioquímica I - Sem-03 - Sesion-05 - 2023-2Juan AntonioОценок пока нет
- X4394 esCL 4210 SegTransPlate 121917Документ4 страницыX4394 esCL 4210 SegTransPlate 121917Sebastian QuintanaОценок пока нет