Вам также может понравиться
- Chittagong Independent University: Live-In Field Experience (LFE) PresentationДокумент23 страницыChittagong Independent University: Live-In Field Experience (LFE) PresentationMd. SazzadОценок пока нет
- Electro HomeopathyДокумент3 страницыElectro HomeopathyVivekanandanvr25% (4)
- Exp6 (Study of Frequency Demodulation.)Документ5 страницExp6 (Study of Frequency Demodulation.)TA TiusОценок пока нет
- Bio-Fertilizer Possibilities and Scope in NepalA ReviewДокумент5 страницBio-Fertilizer Possibilities and Scope in NepalA ReviewInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Airfreight Glossary of TermsДокумент6 страницAirfreight Glossary of TermsVladanMoviesОценок пока нет
- Critical Short NotesДокумент139 страницCritical Short NotesEyasu demsewОценок пока нет
- Export DocumentationДокумент19 страницExport DocumentationNavin Kumar PottavathiniОценок пока нет
- Biosurfactants in AgricultureДокумент12 страницBiosurfactants in AgriculturesreynaldiОценок пока нет
- Import DocumentДокумент12 страницImport DocumentDiwakar BishtОценок пока нет
- Bio FertilizersДокумент6 страницBio FertilizersTarequl Islam NishadОценок пока нет
- J. Falk's Bushwhacker Wood Gas Stove Build InstructionsДокумент1 страницаJ. Falk's Bushwhacker Wood Gas Stove Build InstructionsWalter ThompsonОценок пока нет
- Bhms HomoeopathyДокумент74 страницыBhms Homoeopathyprince19000% (1)
- 16 Ag Micro BiofertilizersДокумент45 страниц16 Ag Micro BiofertilizersArjunsinh RathavaОценок пока нет
- DREAMS - e - HomoeoДокумент5 страницDREAMS - e - HomoeoMaya01Оценок пока нет
- Bacillinum-Experiences and StudyДокумент7 страницBacillinum-Experiences and Studyssrkm guptaОценок пока нет
- Fundamentals of Homeopathy and Valuable Hints For Practice T P Chatterjee.01332 2Документ6 страницFundamentals of Homeopathy and Valuable Hints For Practice T P Chatterjee.01332 2KainatОценок пока нет
- Medical Fitness Certificate For Swimming To Whom So Ever It May ConcernДокумент1 страницаMedical Fitness Certificate For Swimming To Whom So Ever It May ConcernBhavik SamariyaОценок пока нет
- The Soul of Remedies Rajan Sankaran00222 1Документ4 страницыThe Soul of Remedies Rajan Sankaran00222 1Yashu GamingОценок пока нет
- PeritonitisДокумент4 страницыPeritonitislilaningОценок пока нет
- CCRH IMR Repeort PDFДокумент23 страницыCCRH IMR Repeort PDFRajesh RajendranОценок пока нет
- Case-1: The Sepia IndividualДокумент6 страницCase-1: The Sepia IndividualDr G. Madan MohanОценок пока нет
- Medicine MohantyДокумент39 страницMedicine MohantyMohammad BarzakhОценок пока нет
- Mantra RD Service Manual AndroidДокумент14 страницMantra RD Service Manual Androiddinesh ojhaОценок пока нет
- DREAMS - e - Homoeo"Документ4 страницыDREAMS - e - Homoeo"Saurav AroraОценок пока нет
- What Is Homeopathy - Homeopathic Medicine - HomeopathyДокумент5 страницWhat Is Homeopathy - Homeopathic Medicine - HomeopathyHilion FLAVIOОценок пока нет
- Dreams e Homoeo - 10th IssueДокумент5 страницDreams e Homoeo - 10th IssueSaurav AroraОценок пока нет
- Homoeopathic Genus Epidemicus - Bryonia Alba - As A Prophylactic DuДокумент6 страницHomoeopathic Genus Epidemicus - Bryonia Alba - As A Prophylactic DuAtit ShethОценок пока нет
- The Uranium Series The Actinides in Homeopathy Ulrich Welte.22975Документ25 страницThe Uranium Series The Actinides in Homeopathy Ulrich Welte.22975Velu SubramanianОценок пока нет
- SurgeryДокумент79 страницSurgeryIshratОценок пока нет
- 2 Common Homeopathic Medicines ExamplesДокумент1 страница2 Common Homeopathic Medicines ExamplessukantaryОценок пока нет
- Free As A Bird by Markus Kuntosch Reading ExtractДокумент23 страницыFree As A Bird by Markus Kuntosch Reading ExtractTariq Mehmood0% (1)
- SignoreДокумент6 страницSignoreperisici4_535458722100% (1)
- Bashirmahmudellias - Blogspot.in-Infertility of Women and Its Homeopathic CureДокумент3 страницыBashirmahmudellias - Blogspot.in-Infertility of Women and Its Homeopathic CureairtelОценок пока нет
- Paralysis: W.A. Dewey S ParalysisДокумент23 страницыParalysis: W.A. Dewey S ParalysisFeroj ProdhanОценок пока нет
- Citicoline Vs Alpha-GpcДокумент17 страницCiticoline Vs Alpha-GpcmiadelfiorОценок пока нет
- Methods of PrescriptionДокумент4 страницыMethods of PrescriptionGg K0% (1)
- KP 238 Tahun 2018 PDFДокумент298 страницKP 238 Tahun 2018 PDFAviation MedicineОценок пока нет
- Vázki A Uke Usgkflr O Olkf U%: /KHJLДокумент21 страницаVázki A Uke Usgkflr O Olkf U%: /KHJLaniket RayОценок пока нет
- Bronchial Asthma Therapeutics: Dr. John PaulДокумент19 страницBronchial Asthma Therapeutics: Dr. John PaulJohn100% (2)
- KentmmДокумент3 174 страницыKentmmsrikrishna_rajesh2553Оценок пока нет
- Homeopathy Pharmacy ContactДокумент4 страницыHomeopathy Pharmacy ContactVirag PatilОценок пока нет
- CriticalThinking Tutorial 1Документ3 страницыCriticalThinking Tutorial 1rabdu100Оценок пока нет
- B01135GPCM Ebok PDFДокумент45 страницB01135GPCM Ebok PDFAzad Ansari100% (1)
- Homeopathic Modern-DrugsДокумент761 страницаHomeopathic Modern-Drugsprakash gОценок пока нет
- Alcoholism Diet Obesity Diabetes: Fatty LiverДокумент5 страницAlcoholism Diet Obesity Diabetes: Fatty LiverMukul NehwalОценок пока нет
- Lecture On Infertility Pcod by DR Liyakat NamoleДокумент5 страницLecture On Infertility Pcod by DR Liyakat Namoledr kishor GuptaОценок пока нет
- Asthma and HomoeopathyДокумент4 страницыAsthma and HomoeopathyDr. Rajneesh Kumar Sharma MD Hom100% (1)
- Analgesic PlantДокумент21 страницаAnalgesic PlantSatishkumar PvrОценок пока нет
- Anti Ulcer DrugsДокумент11 страницAnti Ulcer Drugsmehboob666100% (1)
- Homoeopathy in Breast Cancer: AbstractsДокумент5 страницHomoeopathy in Breast Cancer: Abstractskathir_cОценок пока нет
- LFE Final Report Group-3Документ11 страницLFE Final Report Group-3Nafees hasanОценок пока нет
- Feeling Great How To Rapidly Relieve Anxiety in Your LifeДокумент30 страницFeeling Great How To Rapidly Relieve Anxiety in Your LifeJoby1909Оценок пока нет
- DR - Jibachha Sah Latest BiodataДокумент4 страницыDR - Jibachha Sah Latest BiodataJibachha Shah100% (1)
- New Utilisation of Herbals and Their Formulations in Natural Drug TreatmentДокумент74 страницыNew Utilisation of Herbals and Their Formulations in Natural Drug TreatmentanburajjОценок пока нет
- Standard Is at Ion of Homeopathic Drug-HypericumДокумент7 страницStandard Is at Ion of Homeopathic Drug-HypericumHomeopathy TorrentsОценок пока нет
- Homeopathic Materia Medica by Dunham Sepia (Sep) : Platina Murex PurpureaДокумент24 страницыHomeopathic Materia Medica by Dunham Sepia (Sep) : Platina Murex PurpureakivuОценок пока нет
- Experiment No. 2-To Study The Mountings and Accessories in BoilersДокумент10 страницExperiment No. 2-To Study The Mountings and Accessories in BoilersShahed100% (1)
- Boiler MountingsДокумент12 страницBoiler MountingsvikramnikhilanshiОценок пока нет
- Boiler Mountings and AccessoriesДокумент4 страницыBoiler Mountings and AccessorieshumshkhОценок пока нет
- SFC 75-125-AC-460V-CAGI-Datasheet - 46-64978Документ1 страницаSFC 75-125-AC-460V-CAGI-Datasheet - 46-64978Well Countryson Lumban TobingОценок пока нет
- Keipi2018Документ10 страницKeipi2018Gavoutha BisnisОценок пока нет
- Supraschwank UK DE 0309Документ2 страницыSupraschwank UK DE 0309Cassiano OlveiraОценок пока нет
- High Speed DieselДокумент1 страницаHigh Speed DieselDika KiraОценок пока нет
- PLTMG Jayapura Peaker: Power Plant & Energy DepartmentДокумент2 страницыPLTMG Jayapura Peaker: Power Plant & Energy Departmentmilhahanisti22Оценок пока нет
- Daftar Pustaka: Felix A. Farret, Luciane N. Canha, Dan Marcelo G. SimõesДокумент2 страницыDaftar Pustaka: Felix A. Farret, Luciane N. Canha, Dan Marcelo G. SimõesIra AprilianiОценок пока нет
- ARUN072BTE4: Ton Outdoor Unit Multi V™ IV Heat Pump 6.0Документ2 страницыARUN072BTE4: Ton Outdoor Unit Multi V™ IV Heat Pump 6.0Sistemas VRF MexicoОценок пока нет
- UCA - BST.F.2019.18 (Assingment 01)Документ11 страницUCA - BST.F.2019.18 (Assingment 01)shehan harshithaОценок пока нет
- ASME. Gestion Del Ciclo de Vida de Equipos EstaticosДокумент2 страницыASME. Gestion Del Ciclo de Vida de Equipos EstaticosGab_SandovalR7175Оценок пока нет
- FQZSVI3IOKMDUDLДокумент5 страницFQZSVI3IOKMDUDLBittu YozОценок пока нет
- STF Gas&TurbineДокумент20 страницSTF Gas&TurbinepedroanОценок пока нет
- Turbocharger Programme 2011 PDFДокумент36 страницTurbocharger Programme 2011 PDFAlexander Akimov100% (1)
- Power Plants - Geesthacht Pumped-Storage Power Plant - VattenfallДокумент3 страницыPower Plants - Geesthacht Pumped-Storage Power Plant - VattenfallIOANNIS KANAVOSОценок пока нет
- ALSTOM's Electrical Equipt - Chang Gong PresentationДокумент20 страницALSTOM's Electrical Equipt - Chang Gong PresentationJhen Gong ChengОценок пока нет
- Impulse (Pelton) Water Turbine: (HioiДокумент1 страницаImpulse (Pelton) Water Turbine: (HioicayovinОценок пока нет
- Turbocharged Single Cylinder Si Engine: AbstractДокумент7 страницTurbocharged Single Cylinder Si Engine: AbstractKartikey GuptaОценок пока нет
- Rate of Flow Limiter Pilot Valve: Fuelling ProductsДокумент2 страницыRate of Flow Limiter Pilot Valve: Fuelling Productschristos79ersОценок пока нет
- Development of Tesla Turbine For Green Energy Applications: December 2010Документ12 страницDevelopment of Tesla Turbine For Green Energy Applications: December 2010Danur RiswantoОценок пока нет
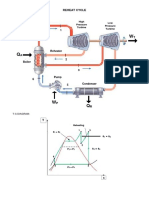
- Reheat Cycle: Schematic DiagramДокумент2 страницыReheat Cycle: Schematic DiagramDave BalladoОценок пока нет
- 9780L12 Hydraulic and Pneumatic Systems Maintenance and TroubleshootingДокумент29 страниц9780L12 Hydraulic and Pneumatic Systems Maintenance and Troubleshootingمعلومة على الماشىОценок пока нет
- 2018-SAC-LATAM-SPEC60Hz - AM040MXMKKC - EA CONDENSADORAДокумент3 страницы2018-SAC-LATAM-SPEC60Hz - AM040MXMKKC - EA CONDENSADORAFabian HernandezОценок пока нет
- 5kW Luminous Solar Off-Grid System (5.5kVA) - Kenbrook Solar PDFДокумент5 страниц5kW Luminous Solar Off-Grid System (5.5kVA) - Kenbrook Solar PDFSen vanОценок пока нет
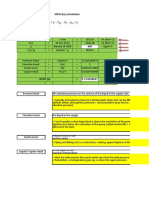
- NPSH CalculationДокумент8 страницNPSH Calculationagung sudarsonoОценок пока нет
- Final Research PaperДокумент15 страницFinal Research Paperapi-609163123Оценок пока нет
- Turbine Engine StartingДокумент4 страницыTurbine Engine Startingmamaadam02Оценок пока нет
- Turbocharger Programme 2011 PDFДокумент36 страницTurbocharger Programme 2011 PDFМаксим АгеевОценок пока нет
- Individual Assignment (Work Sheet)Документ4 страницыIndividual Assignment (Work Sheet)Biniyam DameneОценок пока нет
- MethanolДокумент11 страницMethanolMarcos CastilloОценок пока нет
- 351 F248S J0101 2015.07.22 Id R1Документ77 страниц351 F248S J0101 2015.07.22 Id R1Md Suzon MahmudОценок пока нет
- Fast Pyrolysis and Bio Oil Upgrading Presentation)Документ46 страницFast Pyrolysis and Bio Oil Upgrading Presentation)api-3799861100% (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningОт EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningРейтинг: 5 из 5 звезд5/5 (4)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОт EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОценок пока нет
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingОт EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingОценок пока нет
- Electric Motors and Drives: Fundamentals, Types and ApplicationsОт EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Global Landscape of Renewable Energy FinanceОт EverandGlobal Landscape of Renewable Energy FinanceОценок пока нет
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОт EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОценок пока нет