Вам также может понравиться
- Hydraulic Fluids and Lubricants: Guidelines For CleanlinessДокумент24 страницыHydraulic Fluids and Lubricants: Guidelines For CleanlinessKudzie Maphy MasaireОценок пока нет
- Ferrography PresentationДокумент56 страницFerrography PresentationNaveen Chodagiri100% (1)
- Grease PropertiesДокумент51 страницаGrease PropertiesronfrendОценок пока нет
- Evaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForДокумент3 страницыEvaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForahmedОценок пока нет
- Laterite StoneДокумент38 страницLaterite StoneRaghu Thyagaraj100% (3)
- Engine Oil: Operation and Maintenance ManualДокумент5 страницEngine Oil: Operation and Maintenance ManualАлександр БудзинскийОценок пока нет
- Practical Approaches To Controllong Sludge and Varnish in Turbine OilsДокумент17 страницPractical Approaches To Controllong Sludge and Varnish in Turbine OilsDimas Febrian SaputraОценок пока нет
- Ultimate Guide To Cast Iron WeldingДокумент16 страницUltimate Guide To Cast Iron WeldingMohamedОценок пока нет
- BOQ for Road and Drainage WorksДокумент20 страницBOQ for Road and Drainage WorksVenkatesha Hebbar50% (2)
- Improving Liquid Paraffin Production ProcessesДокумент6 страницImproving Liquid Paraffin Production ProcessesAndrek QueckОценок пока нет
- Lubs, Properties & TeatingДокумент33 страницыLubs, Properties & Teatingjamesv52_743942786Оценок пока нет
- Re 51400Документ14 страницRe 51400Jamin Smtpng0% (1)
- STAR Method - Inteview PreparationДокумент2 страницыSTAR Method - Inteview PreparationjdfdfererОценок пока нет
- Weight Calculations Specific Weight (G/CM)Документ15 страницWeight Calculations Specific Weight (G/CM)Ranjeet Kumar ThakurОценок пока нет
- Sample Report Dilapidation CommercialДокумент12 страницSample Report Dilapidation CommercialhfzhnОценок пока нет
- Machinery Lubrication November December 2017Документ89 страницMachinery Lubrication November December 2017Jorge Cuadros BlasОценок пока нет
- PEHP6001 - Good Oil SampleДокумент2 страницыPEHP6001 - Good Oil SampleAndre Paul MektronikОценок пока нет
- Chapter 6 LubricationДокумент24 страницыChapter 6 Lubricationchala nigussieОценок пока нет
- Report On Oil Types and Applications: 3 YearДокумент5 страницReport On Oil Types and Applications: 3 YearMahmoud KassabОценок пока нет
- ACI 308R-16 - Guide o External Curing - PreviewДокумент6 страницACI 308R-16 - Guide o External Curing - PreviewHaniAmin0% (3)
- Exams GCCДокумент21 страницаExams GCCKudzie Maphy MasaireОценок пока нет
- What is Grease ExplainedДокумент29 страницWhat is Grease ExplainedAshishОценок пока нет
- Water Content Lube Oil StandardДокумент11 страницWater Content Lube Oil StandardalexmontellОценок пока нет
- Lubricant GlossaryДокумент8 страницLubricant GlossaryAli KhanОценок пока нет
- 1.2. BTR - Lubrication NotesДокумент17 страниц1.2. BTR - Lubrication Notesvishnu vishnu G.T.Оценок пока нет
- Engine Oil AnalysisДокумент11 страницEngine Oil AnalysisZegera MgendiОценок пока нет
- Business Plan Broiler Production BulawayoДокумент21 страницаBusiness Plan Broiler Production BulawayoSimbarashe Marisa84% (19)
- Lubricant Base OilsДокумент3 страницыLubricant Base OilssinhleprovietОценок пока нет
- 100 Ways To Improve Lubrication ProgramДокумент21 страница100 Ways To Improve Lubrication ProgramTalha NizamiОценок пока нет
- Mechanical ScreeningДокумент9 страницMechanical ScreeningKudzie Maphy MasaireОценок пока нет
- Laying of DWC PipesДокумент56 страницLaying of DWC Pipessatyam50% (2)
- Oil and Your EngineДокумент39 страницOil and Your EngineMillet westОценок пока нет
- Sridhar2014 Article CharacterizationOfMicrostructuДокумент13 страницSridhar2014 Article CharacterizationOfMicrostructuChandan PandeyОценок пока нет
- Plumbing Review: DAY 1: 29 May 2016 Danilo V. RavinaДокумент93 страницыPlumbing Review: DAY 1: 29 May 2016 Danilo V. Ravinajurhym doteОценок пока нет
- Base Oil Technology EvolutionДокумент14 страницBase Oil Technology EvolutionsalleyОценок пока нет
- Gearbox LubricationДокумент5 страницGearbox LubricationTaranpreet Singh100% (1)
- Section 5 - Fuel, Lubricating Oil, and CoolantДокумент11 страницSection 5 - Fuel, Lubricating Oil, and CoolantRamon100% (1)
- Pub Role Additives v4 LOДокумент20 страницPub Role Additives v4 LOTudor RatiuОценок пока нет
- Grease Construction and FunctionДокумент7 страницGrease Construction and FunctionProphx BliziceОценок пока нет
- Ic Engine FUELSДокумент44 страницыIc Engine FUELSkalaisselvaneОценок пока нет
- Bab2 LubricationДокумент29 страницBab2 LubricationFirdaus ZahariОценок пока нет
- Lubricant & LubricationДокумент4 страницыLubricant & LubricationmimОценок пока нет
- Evaluate Turbine Oils Using Key TestsДокумент2 страницыEvaluate Turbine Oils Using Key TestsGautam BandyopadhyayОценок пока нет
- Lubricants and LubricationДокумент5 страницLubricants and LubricationsafowanОценок пока нет
- Lubricants FinalДокумент18 страницLubricants FinalRonak GandhiОценок пока нет
- Ferrography AnalysisДокумент34 страницыFerrography Analysistribo technicalОценок пока нет
- Engineering Chemistry Unit III(A) - Definition and Types of LubricantsДокумент25 страницEngineering Chemistry Unit III(A) - Definition and Types of Lubricantssri aknth100% (1)
- The Tata Power Company Limited: Analyst Meet - March 2008Документ65 страницThe Tata Power Company Limited: Analyst Meet - March 2008yoursmathew22Оценок пока нет
- Material Science: BY:-Prerna AgrawalДокумент13 страницMaterial Science: BY:-Prerna AgrawalPrerna AgrawalОценок пока нет
- Turbine Oil Condition Monitoring: Oil is the LifebloodДокумент13 страницTurbine Oil Condition Monitoring: Oil is the LifebloodJagadish PatraОценок пока нет
- Using Membrane Patch Color 1708408Документ8 страницUsing Membrane Patch Color 1708408Hesham MahdyОценок пока нет
- CBT Questions for Piping Code ASME B31.3Документ41 страницаCBT Questions for Piping Code ASME B31.3arulselvamОценок пока нет
- Assessing Mechanical Damage Using Multiple Data Sets in Ili: Abel Lopes Market Development Manager EH 14 November 2012Документ39 страницAssessing Mechanical Damage Using Multiple Data Sets in Ili: Abel Lopes Market Development Manager EH 14 November 2012abhi_luvme03100% (1)
- M 295 DesДокумент5 страницM 295 DesJuan Daniel Rojas Palma100% (1)
- Fuel AnalysisДокумент34 страницыFuel AnalysisYedla Santosh kumar100% (2)
- The Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereДокумент1 страницаThe Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereKudzie Maphy MasaireОценок пока нет
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Документ46 страницUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaОценок пока нет
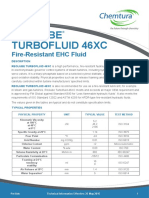
- Reolube TF 46xc Data SheetДокумент5 страницReolube TF 46xc Data SheetMario MullerОценок пока нет
- STLE - Basic of WearДокумент17 страницSTLE - Basic of WearGerson NevesОценок пока нет
- General Practice in Failure Analysis PDFДокумент12 страницGeneral Practice in Failure Analysis PDFAhmed AymanОценок пока нет
- Synthetics Lubricant Basestock Brochure - ExxonMobilДокумент13 страницSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioОценок пока нет
- Fuel DilutionДокумент18 страницFuel DilutionMuHaZir0% (1)
- Natural Gas Engines LubricationДокумент9 страницNatural Gas Engines Lubricationjameel babooramОценок пока нет
- MIL-L-2105D Downloaded Gear Oil SpecДокумент17 страницMIL-L-2105D Downloaded Gear Oil Speckamal arabОценок пока нет
- Maintenance Tips On OilДокумент12 страницMaintenance Tips On OilAndrea StoneОценок пока нет
- Lubrication BasicsДокумент3 страницыLubrication BasicsVenkatesh RjОценок пока нет
- New Sae j300 2013 - Definition Viscosity Grade Engine M oДокумент1 страницаNew Sae j300 2013 - Definition Viscosity Grade Engine M oecjvi1Оценок пока нет
- Comparison - Shell HTO S2 Vs Competitor Fluids - 2018Документ1 страницаComparison - Shell HTO S2 Vs Competitor Fluids - 2018Vipul GodseОценок пока нет
- Wear Particle Analysis of OilДокумент7 страницWear Particle Analysis of OilChandan KumarОценок пока нет
- How To Select Turbine OilДокумент41 страницаHow To Select Turbine OilshaonaaОценок пока нет
- Why Brake Fluid It Is ImportantДокумент5 страницWhy Brake Fluid It Is ImportantengrsurifОценок пока нет
- Whitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFДокумент4 страницыWhitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFAhmed El-ShafeiОценок пока нет
- Limit Values For LubricantsДокумент28 страницLimit Values For LubricantsSindley LimaferОценок пока нет
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorОт EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorОценок пока нет
- Industrial Supervisor's Form Diploma IndustrialДокумент3 страницыIndustrial Supervisor's Form Diploma IndustrialKudzie Maphy MasaireОценок пока нет
- 330Документ1 страница330Kudzie Maphy MasaireОценок пока нет
- 10x36 Single Toggle R.B.JДокумент19 страниц10x36 Single Toggle R.B.JKudzie Maphy MasaireОценок пока нет
- MCM 7jun2001Документ4 страницыMCM 7jun2001Kudzie Maphy MasaireОценок пока нет
- Consent of Defendant Elon MuskДокумент7 страницConsent of Defendant Elon MuskTodd BishopОценок пока нет
- TsumoДокумент15 страницTsumoKudzie Maphy MasaireОценок пока нет
- MuskДокумент140 страницMuskKudzie Maphy MasaireОценок пока нет
- MCM 7jun2001Документ4 страницыMCM 7jun2001Kudzie Maphy MasaireОценок пока нет
- Chute DesignДокумент10 страницChute DesignKudzie Maphy MasaireОценок пока нет
- 10x36 Single Toggle R.B.JДокумент19 страниц10x36 Single Toggle R.B.JKudzie Maphy MasaireОценок пока нет
- Gear FailureДокумент20 страницGear FailureJames HoldenОценок пока нет
- Narrow Vein Minimum Dilution Case StudyДокумент6 страницNarrow Vein Minimum Dilution Case StudyKudzie Maphy MasaireОценок пока нет
- Screen Instruction Operating Manual Incl GAДокумент26 страницScreen Instruction Operating Manual Incl GAKudzie Maphy MasaireОценок пока нет
- Biological Cyanide Degradation Project ProposalДокумент21 страницаBiological Cyanide Degradation Project ProposalKudzie Maphy MasaireОценок пока нет
- Introduction To Star-Delta Motor StarterДокумент14 страницIntroduction To Star-Delta Motor StarterKudzie Maphy MasaireОценок пока нет
- Extreme Pre SureДокумент2 страницыExtreme Pre SureKudzie Maphy MasaireОценок пока нет
- High-carbon steel for hard wearing applicationsДокумент2 страницыHigh-carbon steel for hard wearing applicationsKudzie Maphy MasaireОценок пока нет
- UP5 11cTAS 8Документ12 страницUP5 11cTAS 8Kudzie Maphy MasaireОценок пока нет
- Controlling The Risks in The WorkplaceДокумент5 страницControlling The Risks in The WorkplaceKudzie Maphy MasaireОценок пока нет
- AwsДокумент1 страницаAwsKudzie Maphy MasaireОценок пока нет
- Understanding The Basics of AutofrettageДокумент5 страницUnderstanding The Basics of AutofrettageKudzie Maphy MasaireОценок пока нет
- Instructiuni La SuduraДокумент36 страницInstructiuni La SuduraAntohi CatalinОценок пока нет
- Spares EbookДокумент2 страницыSpares EbookKudzie Maphy MasaireОценок пока нет
- C 1242 - 02 - Qzeynditmdjb PDFДокумент16 страницC 1242 - 02 - Qzeynditmdjb PDFjayakumarОценок пока нет
- TECK90: XLPE/PVC/AIA/PVC, Control, Armored 600 V, CSA TECK90, Multi-Conductor, 14 AWGДокумент10 страницTECK90: XLPE/PVC/AIA/PVC, Control, Armored 600 V, CSA TECK90, Multi-Conductor, 14 AWGjonathan cuba mejiaОценок пока нет
- Retaining Wall Block, Size, Style and Color OptionsДокумент1 страницаRetaining Wall Block, Size, Style and Color Optionsmax3731Оценок пока нет
- Narrative ReportДокумент4 страницыNarrative ReportMichael Adrian Magbanua100% (1)
- Aluminium WeldingДокумент2 страницыAluminium WeldingARYAОценок пока нет
- CH 7 Doors & WindowsДокумент75 страницCH 7 Doors & WindowsAnuwar BuserОценок пока нет
- Splicing Bar Resources: Additional Information On Lap Splices Can Be Found HereДокумент5 страницSplicing Bar Resources: Additional Information On Lap Splices Can Be Found HereLiyakhat aliОценок пока нет
- Pictorial Report of Conservation Works: Qutb Shahi Heritage Park, HyderabadДокумент34 страницыPictorial Report of Conservation Works: Qutb Shahi Heritage Park, HyderabadnandinipriyatОценок пока нет
- !0 Brass Industries ProductДокумент4 страницы!0 Brass Industries ProductSmit MungraОценок пока нет
- Marshall Stability Test ProcedureДокумент9 страницMarshall Stability Test ProcedurePurshottam SharmaОценок пока нет
- Flare Joints in RacДокумент7 страницFlare Joints in RacRay NamuОценок пока нет
- Strength and Shrinkage Properties of Mortar Containing A Nonstandard High-Calcium Fly AshДокумент4 страницыStrength and Shrinkage Properties of Mortar Containing A Nonstandard High-Calcium Fly AshTarek ChikerОценок пока нет
- Astm A312-A312m-05Документ11 страницAstm A312-A312m-05NadhiraОценок пока нет
- Earthbound Canada 2011Документ12 страницEarthbound Canada 2011Christopher GarciaОценок пока нет
- CANTEX Fitting Brochure 200809Документ48 страницCANTEX Fitting Brochure 200809Kim Ill JeongОценок пока нет
- Pipefitter Tools PDFДокумент1 страницаPipefitter Tools PDFedwinОценок пока нет
- Grade 500 SteelДокумент3 страницыGrade 500 SteelNathan LakaОценок пока нет
- PCCP Pipe SpecificationsДокумент22 страницыPCCP Pipe SpecificationsChief Engineer Hydro Project & Quality ControlОценок пока нет
- Manufacturing Process MESCETДокумент22 страницыManufacturing Process MESCETSarvan P PОценок пока нет