Вам также может понравиться
- Brazing SolderingДокумент13 страницBrazing SolderingRUDRESHОценок пока нет
- Welding ProcessesДокумент20 страницWelding Processesvikasbhadoria9894Оценок пока нет
- Welding Electrodes Types and Application Procedures Welding DefectsДокумент77 страницWelding Electrodes Types and Application Procedures Welding DefectsmkpqОценок пока нет
- Unit 2Документ104 страницыUnit 2Sagar DhageОценок пока нет
- 15 Soldering Brazing and RivetingДокумент39 страниц15 Soldering Brazing and RivetingAyush50% (2)
- Process of Jewelry Manufacturing - CastingДокумент3 страницыProcess of Jewelry Manufacturing - CastingS Sonia100% (1)
- Welding FundamentalsДокумент6 страницWelding FundamentalsChinmay Das100% (1)
- MIG Welding Vs Oxy - Docx Aasiemnet 2Документ9 страницMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahОценок пока нет
- FMP 221 Lecture 10 and 11Документ44 страницыFMP 221 Lecture 10 and 11SarojKumarSinghОценок пока нет
- Department of Petrochemical Collage of Technical Engineering Duhok Polytechnic UniversityДокумент13 страницDepartment of Petrochemical Collage of Technical Engineering Duhok Polytechnic UniversityIbrahimОценок пока нет
- Web Safety Guide PartДокумент44 страницыWeb Safety Guide PartZiaul OnimОценок пока нет
- AE2253 Unit 2Документ15 страницAE2253 Unit 2Jones Jones Jr.Оценок пока нет
- CH 31 Brazing & SolderingДокумент53 страницыCH 31 Brazing & SolderingNasir MaqsoodОценок пока нет
- Presented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringДокумент18 страницPresented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringJyoti Sharma100% (1)
- Effect of Alloying Elements On SteelsДокумент245 страницEffect of Alloying Elements On SteelsJim Gray100% (1)
- Corrosion AnalysisДокумент39 страницCorrosion Analysissatya_chagantiОценок пока нет
- Joining of Plastics and CeramicsДокумент73 страницыJoining of Plastics and Ceramicsrohit mathankerОценок пока нет
- STRUCTURE OF MATERIALS - The Key To Its Properties PDFДокумент66 страницSTRUCTURE OF MATERIALS - The Key To Its Properties PDFRaafeymohammed khanОценок пока нет
- Brazing & Soldering: by Ashrav GuptaДокумент22 страницыBrazing & Soldering: by Ashrav GuptaAshrav GuptaОценок пока нет
- 06 ExtrusionДокумент43 страницы06 ExtrusionSreekumar RajendrababuОценок пока нет
- Spot Welding Process LabДокумент4 страницыSpot Welding Process Labjunaid gujratiОценок пока нет
- 9 Different Types of Welding Processes & Their AdvantagesДокумент14 страниц9 Different Types of Welding Processes & Their AdvantagesMohamedОценок пока нет
- Unit 4 Fundamentals of WeldingДокумент102 страницыUnit 4 Fundamentals of WeldingSagar DhageОценок пока нет
- Welding Lecture 1 Welding IntroductionДокумент42 страницыWelding Lecture 1 Welding IntroductionAdel AbdelmaboudОценок пока нет
- Soldering and Brazing ProcessesДокумент11 страницSoldering and Brazing ProcessesAdiОценок пока нет
- Gas Tungsten Arc Welding ProcessДокумент9 страницGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Welding IntroductionДокумент58 страницWelding IntroductionAbhishek Sharma100% (1)
- Chap 4 ElastiДокумент15 страницChap 4 Elastisaeed100% (1)
- Heat TreatmentДокумент24 страницыHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Chapter 9d FractureДокумент70 страницChapter 9d FracturenaveenaОценок пока нет
- Optimization of MIG Welding ParametersДокумент6 страницOptimization of MIG Welding ParametersMario Antonio Araya MorosoОценок пока нет
- Friction Welding, Explosive WeldingДокумент7 страницFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWAОценок пока нет
- Forge WeldingДокумент6 страницForge WeldingRamoji Aditya Chary100% (1)
- On Ultrasonic WeldingДокумент18 страницOn Ultrasonic Weldingkamal dewani0% (1)
- Advantages and Disadvantages of Cold WorkingДокумент7 страницAdvantages and Disadvantages of Cold WorkingFadi Innocent100% (4)
- Arc Welding Basics LincolnДокумент61 страницаArc Welding Basics LincolngonzorsОценок пока нет
- Soldering Brazing and Braze WeldingДокумент25 страницSoldering Brazing and Braze WeldingNaram Appanna100% (1)
- Plasma Oxy Fuel: Metal CuttingДокумент20 страницPlasma Oxy Fuel: Metal CuttingRIDHAMОценок пока нет
- The Mortise and Tenon Joint: Best Results Come Directly From Chisel and SawДокумент6 страницThe Mortise and Tenon Joint: Best Results Come Directly From Chisel and SawAdrian Cocis100% (1)
- A Review of High Speed Machining of Titanium AlloysДокумент0 страницA Review of High Speed Machining of Titanium AlloysGeoffrey ArmstrongОценок пока нет
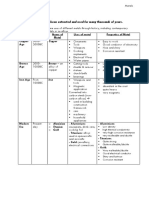
- 8.3 Metals: Metals Have Been Extracted and Used For Many Thousands of YearsДокумент5 страниц8.3 Metals: Metals Have Been Extracted and Used For Many Thousands of YearsClayton FengОценок пока нет
- PCD Wire Edm Technology PDFДокумент6 страницPCD Wire Edm Technology PDFyorf1989Оценок пока нет
- Welding Processes and Technology: N. BabuДокумент62 страницыWelding Processes and Technology: N. BabuKamal Jayaraj100% (1)
- Welding ShopДокумент10 страницWelding ShopAsifJavedОценок пока нет
- Material Science - Manual PDFДокумент119 страницMaterial Science - Manual PDFsujit kcОценок пока нет
- Explosion Welding SeminarДокумент22 страницыExplosion Welding Seminarvaibhavsawal100% (1)
- 1 Arc Welding 1Документ40 страниц1 Arc Welding 1ali100% (1)
- Gas Welding ReportДокумент18 страницGas Welding ReportAkmal AzaliОценок пока нет
- NAME: Swapnil Sanjay Gaikwad Roll No: Sch-15Документ4 страницыNAME: Swapnil Sanjay Gaikwad Roll No: Sch-15yaseen sheikhОценок пока нет
- Metal Joining PrcocessДокумент42 страницыMetal Joining PrcocessDheerajSharmaОценок пока нет
- Temperature Distribution in Aluminum Extrusion BilletsДокумент28 страницTemperature Distribution in Aluminum Extrusion BilletsrobadvancedautomatioОценок пока нет
- Extrusion ProcessДокумент24 страницыExtrusion Processchris mushunjeОценок пока нет
- Introduction To Non Conventional OperationsДокумент13 страницIntroduction To Non Conventional Operationssham javed100% (1)
- Welding ShopДокумент19 страницWelding ShopShaheer SuhaibОценок пока нет
- Welding Class 1Документ73 страницыWelding Class 1omkardashetwarОценок пока нет
- AdWelding PresentationДокумент107 страницAdWelding PresentationAdhanom G.Оценок пока нет
- Welding & Joining ProcessesДокумент29 страницWelding & Joining ProcessesKunal BorkarОценок пока нет
- Welding Processes: Production Technology EDPT 201 A. Prof. Dr. Yasser FouadДокумент37 страницWelding Processes: Production Technology EDPT 201 A. Prof. Dr. Yasser FouadAhmad OmarОценок пока нет
- WeldingДокумент80 страницWeldingssukhmeet551Оценок пока нет
- Welding ProcessДокумент27 страницWelding ProcessaliОценок пока нет
- CD4067Документ10 страницCD4067Atul KumarОценок пока нет
- B.Tech-Curriculum 2018Документ218 страницB.Tech-Curriculum 2018Atul KumarОценок пока нет
- Alternating Series, Absolute and Conditional Convergence-1Документ42 страницыAlternating Series, Absolute and Conditional Convergence-1Atul KumarОценок пока нет
- Convergence of Taylor SeriesДокумент36 страницConvergence of Taylor SeriesAtul KumarОценок пока нет
- Carbonyl Compounds and Carbohydrates I.Data and Results Compound Homogeneity ObservationsДокумент11 страницCarbonyl Compounds and Carbohydrates I.Data and Results Compound Homogeneity ObservationsKateОценок пока нет
- Mixture (Practice Sheet)Документ15 страницMixture (Practice Sheet)mondalbishal238Оценок пока нет
- Wis5 DefectДокумент46 страницWis5 DefectLuong Ho VuОценок пока нет
- Hasan Sayginel: Edexcel A Level Organic ChemistryДокумент41 страницаHasan Sayginel: Edexcel A Level Organic ChemistryDEEBANОценок пока нет
- Sspc-Vis 1: Dry Abrasive Blast CleaningДокумент31 страницаSspc-Vis 1: Dry Abrasive Blast CleaningMarco Bonilla Martínez100% (5)
- CCPCДокумент22 страницыCCPCDeepak100% (4)
- Raspberry Seed Oil - Virgin - Lot# 1680816300317040417Документ1 страницаRaspberry Seed Oil - Virgin - Lot# 1680816300317040417WootОценок пока нет
- 56-C-3 - ChemistryДокумент19 страниц56-C-3 - ChemistryalexОценок пока нет
- Gmail FWD - 1ST QUARTER GENERAL CHEMISTRY 1 SUMMATIVE TESTДокумент6 страницGmail FWD - 1ST QUARTER GENERAL CHEMISTRY 1 SUMMATIVE TESTGaby DuranОценок пока нет
- Chemistry Lecture NotesДокумент83 страницыChemistry Lecture NotesMudathir AyomideОценок пока нет
- Anekal 0Документ84 страницыAnekal 0Anil AliyanОценок пока нет
- Polymer Degradation Notes-IДокумент5 страницPolymer Degradation Notes-IYashi SrivastavaОценок пока нет
- Mil DTL 1222jДокумент51 страницаMil DTL 1222jPAOLO GIANNELLIОценок пока нет
- Reviewing The Operation of Gold ElectrowДокумент35 страницReviewing The Operation of Gold ElectrowAnonymous FfIxH2o9100% (1)
- International Fiber Europe NV: Specification Sheet For Justfiber Bh300 FCCДокумент1 страницаInternational Fiber Europe NV: Specification Sheet For Justfiber Bh300 FCCRintis SuksesОценок пока нет
- IMOA-Imgrund Molybdenum and Stainless SteelДокумент40 страницIMOA-Imgrund Molybdenum and Stainless SteelYohanes KurniawanОценок пока нет
- Asme Section Ii A-2 Sa-675 Sa-675mДокумент6 страницAsme Section Ii A-2 Sa-675 Sa-675mdavid perezОценок пока нет
- This Study Resource Was: Engineering Chemistry LaboratoryДокумент7 страницThis Study Resource Was: Engineering Chemistry Laboratoryapple bottom jeansОценок пока нет
- Dke199 ch12Документ40 страницDke199 ch12qhqhqОценок пока нет
- MatterДокумент25 страницMatterMarvin De JonggoyОценок пока нет
- 1 - MMAW Process - PPT (Compatibility Mode)Документ44 страницы1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Topic 7 - D BlockДокумент47 страницTopic 7 - D Blockizz isalahОценок пока нет
- Decalcification: Mark Lester B. Cauan, RMTДокумент59 страницDecalcification: Mark Lester B. Cauan, RMTMarissa Cordova100% (2)
- Chapter 7 Workplace HygieneДокумент29 страницChapter 7 Workplace HygieneMariane Christine Joy BayonОценок пока нет
- Preparation of Poly Acrylic Acid - Starch Hydrogel and Cadmium Ion RemovalДокумент8 страницPreparation of Poly Acrylic Acid - Starch Hydrogel and Cadmium Ion RemovalMd. Asifur RahmanОценок пока нет
- PBC® Battery OverviewДокумент2 страницыPBC® Battery OverviewNikša StanojevićОценок пока нет
- Filox RДокумент6 страницFilox RMahmudul HasanОценок пока нет
- Berger Red Oxide PrimerДокумент3 страницыBerger Red Oxide Primerkrgm333100% (1)
- Chemical Reactions and Equations Chapter Wise Important Questions Class 10 Science - Learn CBSEДокумент21 страницаChemical Reactions and Equations Chapter Wise Important Questions Class 10 Science - Learn CBSESohail Ahmed0% (1)
- ω-Transaminases for the Production of Optically Pure Amines and Unnatural Amino AcidsДокумент9 страницω-Transaminases for the Production of Optically Pure Amines and Unnatural Amino AcidsChamula K MasОценок пока нет