Вам также может понравиться
- Introduction To Arc WeldingДокумент36 страницIntroduction To Arc WeldingcfcshakerОценок пока нет
- CH 1Документ53 страницыCH 1huien ababuОценок пока нет
- MODULE 3 RAC Servicing and MaintenanceДокумент23 страницыMODULE 3 RAC Servicing and MaintenanceBembem DelfinОценок пока нет
- Install Piping Systems of PACU and CREДокумент65 страницInstall Piping Systems of PACU and CREBeth AusteОценок пока нет
- Bohler Welding in Tool MakingДокумент24 страницыBohler Welding in Tool MakingcfcshakerОценок пока нет
- S S ElectrodeДокумент1 страницаS S ElectrodeRajeev KhantwalОценок пока нет
- Unit-Ii Manufacturing ProcessesДокумент16 страницUnit-Ii Manufacturing ProcessesArya PrakashОценок пока нет
- Gas WeldingДокумент5 страницGas WeldingAbdullah ArshadОценок пока нет
- Gas WeldingДокумент17 страницGas WeldingMuhammad AbubakarОценок пока нет
- Documents - Pub - Advanced Welding TechnologyДокумент60 страницDocuments - Pub - Advanced Welding TechnologybalamuruganОценок пока нет
- Basics of Refrig PDFДокумент17 страницBasics of Refrig PDFHoàngViệtAnhОценок пока нет
- 3 Ways To Determine The Fitness of Your Refrigeration Compressor - Stellar Food For ThoughtДокумент2 страницы3 Ways To Determine The Fitness of Your Refrigeration Compressor - Stellar Food For ThoughtAshfaq Ali KhanОценок пока нет
- Gas WeldingДокумент15 страницGas WeldingAbhimanyuPradhanОценок пока нет
- Household Refrigerators and FreezersДокумент12 страницHousehold Refrigerators and FreezersLuis Carlos PardoОценок пока нет
- Quat 170503144904Документ21 страницаQuat 170503144904Alfie LariosaОценок пока нет
- Refrigeration 1Документ13 страницRefrigeration 1Vishwanathan RishanthОценок пока нет
- Gas WeldingДокумент30 страницGas WeldingNagendrababu BabuОценок пока нет
- Closed Circuit TelevisionДокумент5 страницClosed Circuit TelevisionAlfie LariosaОценок пока нет
- Kertas Penerangan 3Документ23 страницыKertas Penerangan 3neddylalolaОценок пока нет
- Automatic Protection FinalДокумент50 страницAutomatic Protection FinalAhmed SalemОценок пока нет
- Piping SolderingДокумент33 страницыPiping SolderingKristian UretaОценок пока нет
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearДокумент9 страницRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimОценок пока нет
- Refrigeration System Components: - Vishakh GaneshДокумент34 страницыRefrigeration System Components: - Vishakh GaneshS R Akhil KrishnanОценок пока нет
- ME542 4thДокумент28 страницME542 4thAhmed SalemОценок пока нет
- RefrigeratorДокумент12 страницRefrigeratorVikram PorjeОценок пока нет
- Lesson 6 & 7: Results and DiscussionДокумент29 страницLesson 6 & 7: Results and DiscussionJ i n100% (1)
- 409 - 5 Refrigeration & Air ConditioningДокумент104 страницы409 - 5 Refrigeration & Air Conditioningisrat jahanОценок пока нет
- Rac PPT1.Документ22 страницыRac PPT1.andu gashuОценок пока нет
- Ultrasonic FlowmeterДокумент6 страницUltrasonic Flowmeterদুর্জয় দুর্বারОценок пока нет
- The Four Types of Refrigeration Systems You Need To KnowДокумент2 страницыThe Four Types of Refrigeration Systems You Need To KnowtakayОценок пока нет
- Nozzle Flow: Submitted ToДокумент6 страницNozzle Flow: Submitted Toদুর্জয় দুর্বারОценок пока нет
- 10.troubleshooting Method: 10-1. The Refrigerator Does Not OperateДокумент4 страницы10.troubleshooting Method: 10-1. The Refrigerator Does Not OperateMario FabrisОценок пока нет
- My Freezer Isn't Freezing - HomeServe USAДокумент9 страницMy Freezer Isn't Freezing - HomeServe USAAla SamuelОценок пока нет
- CompressorДокумент20 страницCompressorS R Akhil KrishnanОценок пока нет
- Refrigerator Common ProblemsДокумент3 страницыRefrigerator Common ProblemsMateo, Dale Vincent A.Оценок пока нет
- D06-002 - Fundamentals of Gas Cutting and Welding - USДокумент73 страницыD06-002 - Fundamentals of Gas Cutting and Welding - USAjesh TGОценок пока нет
- Air Condition Refilling Automobile Ac SystamДокумент11 страницAir Condition Refilling Automobile Ac SystamMechanical DepartmentОценок пока нет
- RACДокумент73 страницыRACIvy Jean Ybera-PapasinОценок пока нет
- Refrigeration System Problem and SolutionДокумент29 страницRefrigeration System Problem and SolutionAngel Rose AnongОценок пока нет
- Fridge ManualДокумент24 страницыFridge ManualDylan NelsonОценок пока нет
- Lesson 5 Newer Refrigerants in Commercial RefrigerationДокумент10 страницLesson 5 Newer Refrigerants in Commercial RefrigerationEddie AbugОценок пока нет
- #2 PDFДокумент20 страниц#2 PDFplasmapeteОценок пока нет
- Essential Properties Required in A Refrigerant Are As FollowsДокумент11 страницEssential Properties Required in A Refrigerant Are As FollowssrybsantosОценок пока нет
- Definition of Terms - RefrigerationДокумент32 страницыDefinition of Terms - RefrigerationNiño Gerard JabagatОценок пока нет
- Refrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeДокумент13 страницRefrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeSHREYAS JOSHIОценок пока нет
- MODULE 1 Introduction To Refrigeration SystemДокумент9 страницMODULE 1 Introduction To Refrigeration SystemBembem DelfinОценок пока нет
- Assignment Style GuideДокумент7 страницAssignment Style GuideAhmed Farazv SoomroОценок пока нет
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingДокумент4 страницыJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghОценок пока нет
- Refrigeration and Air Conditioning Technology (RAC) Tool ListДокумент1 страницаRefrigeration and Air Conditioning Technology (RAC) Tool ListAhmed AzadОценок пока нет
- Litar Siri Dan SelariДокумент19 страницLitar Siri Dan SelarineddylalolaОценок пока нет
- Refrigeration CycleДокумент23 страницыRefrigeration CycleTajTajОценок пока нет
- Diode: Is An Electronic Device That Allows The Flow of Current in Only One Direction Other Term IsДокумент7 страницDiode: Is An Electronic Device That Allows The Flow of Current in Only One Direction Other Term IsLeunam SalpadОценок пока нет
- Non Ferrous Metals and Their AlloysДокумент11 страницNon Ferrous Metals and Their AlloysmohansaiОценок пока нет
- Welding RodsДокумент12 страницWelding RodsDigital BusinessОценок пока нет
- Engine Cooling Fan: 1991 Mitsubishi MonteroДокумент9 страницEngine Cooling Fan: 1991 Mitsubishi MonteroAnimemanuel MuñozОценок пока нет
- Technical Note 5: Samsung (Starting Signal Injector)Документ19 страницTechnical Note 5: Samsung (Starting Signal Injector)Producto DigitalОценок пока нет
- Welding Symbols 3Документ8 страницWelding Symbols 3cfcshakerОценок пока нет
- Seminar Report On Gas WeldingДокумент17 страницSeminar Report On Gas WeldingMohd Sohail AliОценок пока нет
- Electrode IDentificationДокумент3 страницыElectrode IDentificationAmit AgarwalОценок пока нет
- Underwater Welding WeldingДокумент10 страницUnderwater Welding Weldingarun9446959008Оценок пока нет
- 0814 b090 DCCQ 001 Esp ManualДокумент9 страниц0814 b090 DCCQ 001 Esp ManualrajuОценок пока нет
- Handling, Transportation and Storage Manual: MT Type EspДокумент1 страницаHandling, Transportation and Storage Manual: MT Type EsprajuОценок пока нет
- Operation Manual: MT MTC Type Electrodtatic PrecipitatorДокумент1 страницаOperation Manual: MT MTC Type Electrodtatic PrecipitatorrajuОценок пока нет
- (欣隆)MT电除尘器安装说明书(英文) (14 10 8)Документ36 страниц(欣隆)MT电除尘器安装说明书(英文) (14 10 8)raju100% (1)
- 0814 B090 DCCQ 006电除尘器安装说明书封面(英文)Документ1 страница0814 B090 DCCQ 006电除尘器安装说明书封面(英文)rajuОценок пока нет
- Model 02.11.2015Документ1 страницаModel 02.11.2015rajuОценок пока нет
- MT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36Документ1 страницаMT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36rajuОценок пока нет
- Vivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordДокумент1 страницаVivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordrajuОценок пока нет
- Handling, Transportation and Storage Manual: MT Type EspДокумент1 страницаHandling, Transportation and Storage Manual: MT Type EsprajuОценок пока нет
- 07-3116 333 EC-33301 Iss - 0Документ5 страниц07-3116 333 EC-33301 Iss - 0rajuОценок пока нет
- WPS 7018+70S2Документ5 страницWPS 7018+70S2rajuОценок пока нет
- RFI FormatДокумент23 страницыRFI FormatrajuОценок пока нет
- WPS 7018+70S2Документ8 страницWPS 7018+70S2rajuОценок пока нет
- WPS 7018+70S2Документ8 страницWPS 7018+70S2rajuОценок пока нет
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Документ1 страницаQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuОценок пока нет
- Format - IiДокумент116 страницFormat - IirajuОценок пока нет
- Mechanical: Department PR No. Indented by DateДокумент1 страницаMechanical: Department PR No. Indented by DaterajuОценок пока нет
- Annexure To FORMAT - IДокумент3 страницыAnnexure To FORMAT - IrajuОценок пока нет
- Raju Mahadevan Resume - Quality Control EngineerДокумент4 страницыRaju Mahadevan Resume - Quality Control EngineerrajuОценок пока нет
- Annexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutДокумент1 страницаAnnexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutrajuОценок пока нет
- ITP For Fire Extinguisher For Power Transformer - 01 & 02Документ5 страницITP For Fire Extinguisher For Power Transformer - 01 & 02rajuОценок пока нет
- ITP of Incoming Material Inspection & Control of MaterialДокумент1 страницаITP of Incoming Material Inspection & Control of MaterialrajuОценок пока нет
- Purchase Requisition: S. No Date Area PurposeДокумент2 страницыPurchase Requisition: S. No Date Area PurposerajuОценок пока нет
- Format - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingДокумент1 страницаFormat - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingrajuОценок пока нет
- Exxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andДокумент1 страницаExxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andrajuОценок пока нет
- Angle Grinder StandДокумент24 страницыAngle Grinder StandVargОценок пока нет
- Traulsen RHF - AHF Hot Food Holding CabinetДокумент2 страницыTraulsen RHF - AHF Hot Food Holding Cabinetwsfc-ebayОценок пока нет
- Instruction: Chapter Four: Imperfections in Solids Part OneДокумент2 страницыInstruction: Chapter Four: Imperfections in Solids Part OnedebelaОценок пока нет
- Ahresty India Private LimitedДокумент11 страницAhresty India Private LimitedMr. BeastОценок пока нет
- Demersal TrawlsДокумент13 страницDemersal TrawlssahnaОценок пока нет
- Make Potassium Metal (Catalyzed Magnesium Reduction Method)Документ6 страницMake Potassium Metal (Catalyzed Magnesium Reduction Method)Imran FirdausОценок пока нет
- Welding Wire 25.10.4.LДокумент2 страницыWelding Wire 25.10.4.LisupmanОценок пока нет
- Astm 666Документ7 страницAstm 666JOSEPH REFUERZOОценок пока нет
- Casting PresentationДокумент34 страницыCasting Presentationvijaykumarn100% (1)
- Soft Magnetic AlloysДокумент12 страницSoft Magnetic Alloysstrip1Оценок пока нет
- Carborundum Industrial Catalog-CA1000Документ172 страницыCarborundum Industrial Catalog-CA1000John Pham NgocОценок пока нет
- Leather Tanning Process Using AluminiumДокумент13 страницLeather Tanning Process Using Aluminiumanon_632703628Оценок пока нет
- Explosion-Proof Control StationsДокумент38 страницExplosion-Proof Control StationsfelipesorciaОценок пока нет
- Section 2 PT Systems: Developed by The Pti Edc-130 Education CommitteeДокумент40 страницSection 2 PT Systems: Developed by The Pti Edc-130 Education CommitteeKhaled AbdelbakiОценок пока нет
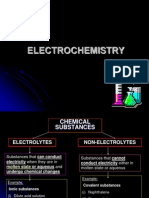
- Chapter 6 Electrochemistry SPMДокумент62 страницыChapter 6 Electrochemistry SPMhanifzainol100% (1)
- Welding& Inspection WPS& WelderДокумент112 страницWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Dril Flex BrochureДокумент4 страницыDril Flex BrochureJon LawheadОценок пока нет
- 2013 Truvativ SPC Rev BДокумент22 страницы2013 Truvativ SPC Rev BMárcio SilvaОценок пока нет
- 2010 Straub Couplings CatalogДокумент24 страницы2010 Straub Couplings CatalogpaulpopОценок пока нет
- A Guide To Aluminum WeldingДокумент12 страницA Guide To Aluminum Weldingnavalzero910100% (1)
- PekaДокумент64 страницыPekamasitahadenanОценок пока нет
- OMB Valve TechДокумент24 страницыOMB Valve TechUNIISCRIBDОценок пока нет
- Mechanical ConnectorsДокумент21 страницаMechanical ConnectorsJohny Lou LuzaОценок пока нет
- Balcony 2Документ41 страницаBalcony 2hayelom100% (1)
- Flux Cored WiresДокумент43 страницыFlux Cored Wiresesltirchy0% (1)
- Metal Injection Moulding - EPMAДокумент36 страницMetal Injection Moulding - EPMAmomiercolesОценок пока нет
- Engineering Geology Lab ManualДокумент18 страницEngineering Geology Lab Manualpengnium100% (1)
- Wrought High-Strength Low-Alloy Steel Butt-Welding Fittings: Standard Specification ForДокумент5 страницWrought High-Strength Low-Alloy Steel Butt-Welding Fittings: Standard Specification ForwlmОценок пока нет
- AN603 - Thruster MountingДокумент6 страницAN603 - Thruster MountingAhmad NazriОценок пока нет