Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- 16.01.05 Present. Iso 12944 - Cap. Int. - BDM PDFДокумент34 страницы16.01.05 Present. Iso 12944 - Cap. Int. - BDM PDFgilmerОценок пока нет
- Guia Galvanizado en CalienteДокумент54 страницыGuia Galvanizado en Calientemetal tuzaro100% (2)
- Norma Galvanizado Caliente ASTM-A123Документ9 страницNorma Galvanizado Caliente ASTM-A123Vincent Conco VegaОценок пока нет
- A 48 TraducidaДокумент6 страницA 48 TraducidaAlex FabianОценок пока нет
- Resistencia de Los Materiales Semana 1Документ7 страницResistencia de Los Materiales Semana 1DolaОценок пока нет
- Origen de Defectos en Alambron y Otros P PDFДокумент10 страницOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezОценок пока нет
- Especificaciones AstmДокумент8 страницEspecificaciones Astmjose2ramirez-15Оценок пока нет
- Bronce Al Silicio PDFДокумент5 страницBronce Al Silicio PDFLuisa Sierra100% (1)
- Soldadura de InoxidableДокумент17 страницSoldadura de InoxidableNegrito RosarinoОценок пока нет
- Evaliacion de FundicionesДокумент59 страницEvaliacion de Fundicionesqw wqОценок пока нет
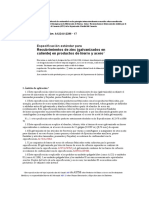
- Traduccion Norma Astm 123 - 17Документ14 страницTraduccion Norma Astm 123 - 17LuisОценок пока нет
- Pasivado de Acero InoxidableДокумент8 страницPasivado de Acero InoxidableAlejandro DammazoОценок пока нет
- ASTM B633 98 - Unlocked - En.esДокумент8 страницASTM B633 98 - Unlocked - En.esJosé RemuzgoОценок пока нет
- Analisis de La Microestructura de Una Aleación de AluminioДокумент11 страницAnalisis de La Microestructura de Una Aleación de AluminioAlex PérezОценок пока нет
- Astm B633 98Документ7 страницAstm B633 98karina Alvarez100% (2)
- API RP 575 3rd Ed. April 2014 Inspection Practices For Atmospheric and Low-Pressure Storage TankДокумент106 страницAPI RP 575 3rd Ed. April 2014 Inspection Practices For Atmospheric and Low-Pressure Storage TankAlejandro Alarcon Contreras100% (1)
- Norma SAE1008 PDFДокумент8 страницNorma SAE1008 PDFkoalaboiОценок пока нет
- Aceros MartensíticosДокумент3 страницыAceros MartensíticosEduardo SNОценок пока нет
- Manual de Electricidad Rutten 2012 IIДокумент100 страницManual de Electricidad Rutten 2012 IIclaudio_enrique_1100% (4)
- Comportamiento de Acero Al Carbono GalvanizadoДокумент15 страницComportamiento de Acero Al Carbono GalvanizadoLeo Raivogan100% (1)
- Macrografía y Sus Aplicaciones01Документ4 страницыMacrografía y Sus Aplicaciones01Karla Castro0% (2)
- Pruebas de Resistencia A La Corrosion en SustratosДокумент16 страницPruebas de Resistencia A La Corrosion en SustratosDanilo Guedes GuedesОценок пока нет
- Astm D 3359Документ6 страницAstm D 3359fernandoОценок пока нет
- Aceros Al Carbono Aisi 10xx PDFДокумент114 страницAceros Al Carbono Aisi 10xx PDFMarco FarezОценок пока нет
- Astm A514Документ3 страницыAstm A514Erik CabezasОценок пока нет
- Técnicas ElectroquímicasДокумент28 страницTécnicas ElectroquímicasNairo MejiaОценок пока нет
- Extrusion de Perfiles de AluminioДокумент92 страницыExtrusion de Perfiles de Aluminioelmarda0% (1)
- LAMINADOS 3b3nДокумент63 страницыLAMINADOS 3b3nluisОценок пока нет
- Fundiciones NI-HARD 2002Документ70 страницFundiciones NI-HARD 2002J. V. Calderón100% (6)
- Hornos IndustrialesДокумент21 страницаHornos IndustrialesArnulfo Perez50% (2)
- Galvanizados en CalienteДокумент34 страницыGalvanizados en CalienteJuan Cadena100% (2)
- Guía para La Inspección de Galvanizado en CalienteДокумент20 страницGuía para La Inspección de Galvanizado en CalienteEdwin53Оценок пока нет
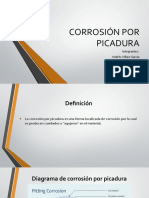
- Corrosión Por PicaduraДокумент39 страницCorrosión Por PicaduraAlejandro Osorio PerezОценок пока нет
- Determinacion de Inclusiones en AcerosДокумент6 страницDeterminacion de Inclusiones en AcerosDidiHarrison100% (1)
- Terminologia MineraДокумент6 страницTerminologia Mineramserrano_611111Оценок пока нет
- Manual EIS IMP UNAMДокумент33 страницыManual EIS IMP UNAMDANIELОценок пока нет
- Curso Operadores FinalДокумент110 страницCurso Operadores Finaljairojorquera02Оценок пока нет
- Temas Tecnologia 2ESO PDFДокумент49 страницTemas Tecnologia 2ESO PDFMilagros Morillo guillenОценок пока нет
- Para La Soldadura Con Aleaciones de PlataДокумент7 страницPara La Soldadura Con Aleaciones de PlataamantessОценок пока нет
- Tesis de Tamaño de Grano en AceroДокумент40 страницTesis de Tamaño de Grano en AceroKleyjarhCorreaОценок пока нет
- Atlas Internacional de Defectos de FundiciónДокумент39 страницAtlas Internacional de Defectos de FundiciónppalmenaresОценок пока нет
- Ensayos de Corrosión en LaboratorioДокумент44 страницыEnsayos de Corrosión en LaboratorioSandra AriasОценок пока нет
- SteelsДокумент2 страницыSteelsAndres AriasОценок пока нет
- Tabla de RecubrimientosДокумент1 страницаTabla de RecubrimientosOswaldo Leyva RОценок пока нет
- Actividad 1 Arenas para FundiciónДокумент9 страницActividad 1 Arenas para FundiciónJuan CarlosОценок пока нет
- Microaleantes Más ComunesДокумент4 страницыMicroaleantes Más ComunesSebastian UscateguiОценок пока нет
- TL 4225 Esp16. AlfredoДокумент25 страницTL 4225 Esp16. AlfredoJuan Cogolludo100% (1)
- 1468 Sales Solubles Metodo Bresle ISO 8509Документ2 страницы1468 Sales Solubles Metodo Bresle ISO 8509IQCALLAN100% (1)
- E18 4861-EspДокумент38 страницE18 4861-EspMariela Belén100% (2)
- MacrografiaДокумент19 страницMacrografiaEnrique BustosОценок пока нет
- Efectos de La Temperatura en La Corrosión de Los MetalesДокумент10 страницEfectos de La Temperatura en La Corrosión de Los MetalesGerson Delgado FarfanОценок пока нет
- ACEROS INOXIDABLES - Diagrama de FasesДокумент19 страницACEROS INOXIDABLES - Diagrama de FasesBrayand Colonia MarquinaОценок пока нет
- Calculo de Carga para Horno de Induccion-1Документ8 страницCalculo de Carga para Horno de Induccion-1Julio Abalos100% (2)
- Resumen AcerosДокумент22 страницыResumen AcerosssierroОценок пока нет
- Laminacion de ZincДокумент7 страницLaminacion de Zincfear951Оценок пока нет
- Aceros HSLAДокумент1 страницаAceros HSLACLIFFORDPAОценок пока нет
- Ferromanganeso Alto CarbónДокумент5 страницFerromanganeso Alto CarbónGabriela Mendoza Hernández100% (1)
- Laboratorio N°6 Partículas MagnéticasДокумент12 страницLaboratorio N°6 Partículas MagnéticasCarlos Reyes FloresОценок пока нет
- Soldadura de Aleados en TermoelectricasДокумент102 страницыSoldadura de Aleados en Termoelectricasjf2587100% (1)
- Procedimiento DecapadoДокумент3 страницыProcedimiento DecapadoJota ZambranoОценок пока нет
- CorrosionДокумент29 страницCorrosionAndrés Noriega Usi100% (1)
- Características y Propiedades de Los Materiales No FerrososДокумент5 страницCaracterísticas y Propiedades de Los Materiales No FerrososJORGE EDUARDO MEJ�A RAMOSОценок пока нет
- Astm b117 RecubrimeintoДокумент9 страницAstm b117 RecubrimeintoSiles Limberds100% (1)
- Requisitos de RevestimientoДокумент13 страницRequisitos de RevestimientoFabian Hernandez MartinezОценок пока нет
- 672Документ16 страниц672Lucy CubillosОценок пока нет
- Enlaces QuimicosДокумент13 страницEnlaces QuimicosFreddy PoloОценок пока нет
- ElectrometalurgiaДокумент13 страницElectrometalurgiaCarlos VergaraОценок пока нет
- MetrologiaДокумент4 страницыMetrologiaevelyn ibacetaОценок пока нет
- Conductores EléctricosДокумент22 страницыConductores Eléctricosjaime lopezОценок пока нет
- Lista General Del Registro de Laboratorios AmbientalesДокумент32 страницыLista General Del Registro de Laboratorios AmbientalesrubenОценок пока нет
- Aleaciones de MagnesioДокумент5 страницAleaciones de MagnesioShuliAPОценок пока нет
- Anexos Tecnicos Lic. 18575110-537-11Документ314 страницAnexos Tecnicos Lic. 18575110-537-11Juan Pablo Huerta LópezОценок пока нет
- Ensayo y Evaluación de La AeronaveДокумент9 страницEnsayo y Evaluación de La AeronaveFranco AquinoОценок пока нет
- Materiales de MetalicosДокумент5 страницMateriales de MetalicosEsmeralda Guadalupe Soto GamezОценок пока нет
- Hornos ElectricosДокумент17 страницHornos ElectricosLuis BerriosОценок пока нет
- Depositos de VanadioДокумент2 страницыDepositos de Vanadionatally martinez roaОценок пока нет
- Ficha de Tarea 01Документ2 страницыFicha de Tarea 01Peliculas nuevasОценок пока нет
- Informe 7 Oxido-Reduccion CorregidoДокумент13 страницInforme 7 Oxido-Reduccion CorregidoPaola Insuasty75% (8)
- Alivio de Tensiones ResidualesДокумент3 страницыAlivio de Tensiones ResidualesAlex ChoqueОценок пока нет
- Tema 18 - Soldadura Blanda y FuerteДокумент72 страницыTema 18 - Soldadura Blanda y FuerteCarlos Quispe MartinezОценок пока нет
- Elementos de Laboratorio Basicos y Sus FuncionesДокумент3 страницыElementos de Laboratorio Basicos y Sus FuncionesSamuel DiazОценок пока нет
- AnatomiaДокумент11 страницAnatomiaSofi FernandezОценок пока нет
- DIDACTICA DE LA GIMNASIA - Parte 2 - ORGANIZACION DE LAS CLASES - GSIA. ARTISTICAДокумент13 страницDIDACTICA DE LA GIMNASIA - Parte 2 - ORGANIZACION DE LAS CLASES - GSIA. ARTISTICASachaОценок пока нет
- Investigación Proceso LaminadoДокумент23 страницыInvestigación Proceso LaminadoSharon GarcíaОценок пока нет
- Aleaciones No Ferrosas en ClaseДокумент5 страницAleaciones No Ferrosas en ClaseAndrea LeonОценок пока нет
- Importancia Estratégica de Los Nuevos Materiales en El Desarrollo Sostenible y Como Alternativa de CompetitividadДокумент7 страницImportancia Estratégica de Los Nuevos Materiales en El Desarrollo Sostenible y Como Alternativa de CompetitividadNeo FénixОценок пока нет
- Estructura Cristalina Del Cloruro de PotasioДокумент2 страницыEstructura Cristalina Del Cloruro de Potasiojon1224100% (1)
- Separata #09 Maclas, Otros DefectosДокумент10 страницSeparata #09 Maclas, Otros DefectosCarlos Fernandez RamosОценок пока нет
- Importancia de Los Procesos Electroquímicos - Mariela RoaДокумент3 страницыImportancia de Los Procesos Electroquímicos - Mariela RoaSandra OviedoОценок пока нет