Вам также может понравиться
- CSWIP 3.1 Multichoice With AnswerДокумент18 страницCSWIP 3.1 Multichoice With AnswerBassamOmarFarghl100% (2)
- Practice Multi Choice Questions: Page 1 of 32Документ32 страницыPractice Multi Choice Questions: Page 1 of 32mdasifkhan2013100% (3)
- Cswip3.1 Exam QuestionДокумент4 страницыCswip3.1 Exam QuestionMOHAMMAD SAJIDALAM100% (2)
- GENERAL2 Solve AnswerДокумент3 страницыGENERAL2 Solve AnswerJlkKumar80% (5)
- GENERAL5 Answer-1Документ4 страницыGENERAL5 Answer-1JlkKumarОценок пока нет
- اسئلة واجوبة CSWIPДокумент64 страницыاسئلة واجوبة CSWIPLaith SalmanОценок пока нет
- Technology Multi Choice Exam 4Документ9 страницTechnology Multi Choice Exam 4Alex Kulleh100% (1)
- Knowladge Question CSWIP 3.1Документ25 страницKnowladge Question CSWIP 3.1larusi100% (5)
- General All SolvedДокумент25 страницGeneral All SolvedAndiappan Pillai100% (2)
- Day 1 Questions Easy FirstДокумент63 страницыDay 1 Questions Easy Firsthaoues23100% (1)
- Preparation CSWIP 3.1Документ10 страницPreparation CSWIP 3.1Mohd Farid OsmanОценок пока нет
- CSWIP 3.1 Question PaperДокумент4 страницыCSWIP 3.1 Question PaperEswar RaoОценок пока нет
- CSWIP 3.1 QuestionsДокумент43 страницыCSWIP 3.1 QuestionsMichael Albuquerque100% (2)
- WISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014Документ10 страницWISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014rinhycraОценок пока нет
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersДокумент5 страницTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- CSWIP Sample QuestionsДокумент31 страницаCSWIP Sample QuestionsNeo80% (5)
- Welding Inspection Level 2 - Paper 5 Technology - Exercise IVДокумент10 страницWelding Inspection Level 2 - Paper 5 Technology - Exercise IVMohd Farid Osman100% (1)
- Paper 3Документ10 страницPaper 3Umaibalan100% (2)
- CSWIP 3.1 (Updates-2016) : General - 1Документ9 страницCSWIP 3.1 (Updates-2016) : General - 1PradeepОценок пока нет
- CSWIP 3.1 Question With Answer and Explanation - Part 12Документ9 страницCSWIP 3.1 Question With Answer and Explanation - Part 12adel100% (3)
- Section 16 QuestionsДокумент5 страницSection 16 QuestionsSameer MohammadОценок пока нет
- Practice 7 Questions - CSWIPДокумент12 страницPractice 7 Questions - CSWIPravichandran0506100% (1)
- CSWIP Tough QuestionsДокумент2 страницыCSWIP Tough Questionsprasad_kcp50% (4)
- CSWIP 3.1 Multiple Choice Paper 5 - Exams - CSWIP - The Welding Inspecions CommunityДокумент7 страницCSWIP 3.1 Multiple Choice Paper 5 - Exams - CSWIP - The Welding Inspecions CommunityĐặng Sơn100% (1)
- Multiple Choice 2 Heat Treatment Carbon Content PreheatДокумент10 страницMultiple Choice 2 Heat Treatment Carbon Content PreheatAhmed Ben Nouma100% (1)
- Technology 1Документ9 страницTechnology 1Prabhu KalpakkamОценок пока нет
- Cswip Multi Choice Questions With AnswersДокумент19 страницCswip Multi Choice Questions With AnswersNeel Mukherjee0% (1)
- CSWIP 3.1 Multiple Choice Paper 1 - Exams - CSWIP - The Welding Inspecions CommunityДокумент7 страницCSWIP 3.1 Multiple Choice Paper 1 - Exams - CSWIP - The Welding Inspecions CommunityĐặng SơnОценок пока нет
- Cswip 3.1 Difficul - Multichoice QuesДокумент11 страницCswip 3.1 Difficul - Multichoice QuesLuan Nguyen0% (1)
- Cswip Question PaperДокумент3 страницыCswip Question Paperantonyfernandof100% (1)
- TWI CSWIP 3.1 Welding Inspection Macro-Section. PracticalДокумент11 страницTWI CSWIP 3.1 Welding Inspection Macro-Section. Practicalsibin k vargheseОценок пока нет
- Cswip 3.1 QaДокумент54 страницыCswip 3.1 QaJanakiram100% (2)
- Cswip 3.1 QU MSR WI 4 05Документ8 страницCswip 3.1 QU MSR WI 4 05Luan Nguyen100% (3)
- General 6Документ4 страницыGeneral 6Solomon AttaОценок пока нет
- Cswip 2015 Q& AДокумент61 страницаCswip 2015 Q& ANaga Jothi50% (2)
- Exam - 2Документ12 страницExam - 2Stanley Alex100% (3)
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesДокумент62 страницыCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23100% (1)
- CSWIPДокумент3 страницыCSWIPBox Empty100% (2)
- CSWIP 3 1 Exam Question and AnswersДокумент23 страницыCSWIP 3 1 Exam Question and AnswersIyappan Balu100% (1)
- Welding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aДокумент8 страницWelding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aTahar Dabbar100% (1)
- 2.WIS5 Course Notes 501 699Документ199 страниц2.WIS5 Course Notes 501 699nani356Оценок пока нет
- Appendix 1 2017Документ34 страницыAppendix 1 2017Sohrab FarmanОценок пока нет
- Appendix English 2016Документ180 страницAppendix English 2016Adil Hasanov100% (1)
- WIS5 - Appendix 1Документ118 страницWIS5 - Appendix 1Reza FakhrizalОценок пока нет
- CSWIP 3.2 - AppendixДокумент51 страницаCSWIP 3.2 - AppendixRujal Maldini100% (1)
- Senior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateДокумент6 страницSenior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateFuaz SukaryaОценок пока нет
- Model Question PaperДокумент48 страницModel Question Paperselva100% (2)
- Cswip Appendix 01Документ23 страницыCswip Appendix 01Nsidibe Michael EtimОценок пока нет
- Question ShopДокумент112 страницQuestion ShopThân Kha100% (3)
- Homework 2Документ5 страницHomework 2NIMISHОценок пока нет
- WISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014Документ5 страницWISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014rinhycra100% (1)
- Cswip QuestioДокумент15 страницCswip Questioniminkp123100% (1)
- Welding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateДокумент7 страницWelding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateBENNY BUSTOMI100% (1)
- Welding Inspection Q and Ans.Документ20 страницWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Welding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedДокумент4 страницыWelding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedSurendra KamalОценок пока нет
- Technology 4Документ8 страницTechnology 4Prabhu KalpakkamОценок пока нет
- Multiple Choice 1 Welding Imperfections (12 Files Merged)Документ64 страницыMultiple Choice 1 Welding Imperfections (12 Files Merged)PradeepОценок пока нет
- Welding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper UnmarkedДокумент4 страницыWelding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper Unmarkedrex valenciaОценок пока нет
- WIS5 Paper 1 Rev 3Документ4 страницыWIS5 Paper 1 Rev 3Ali ClubistОценок пока нет
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Документ7 страницWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Le TuanОценок пока нет
- SVDN-CPP-I-0023-D01-0003-Rev.02-General Arrangement Drawing Isolation Valve Instrusive SignalerДокумент6 страницSVDN-CPP-I-0023-D01-0003-Rev.02-General Arrangement Drawing Isolation Valve Instrusive SignalerjfdlksaОценок пока нет
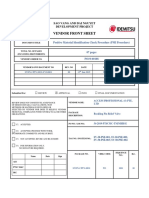
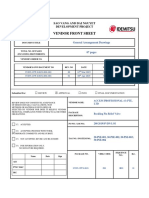
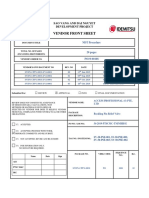
- Vendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectДокумент7 страницVendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectjfdlksaОценок пока нет
- SVDN CPP I 0031 D01 0001 Rev.02 General Arrangement DrawingsДокумент8 страницSVDN CPP I 0031 D01 0001 Rev.02 General Arrangement DrawingsjfdlksaОценок пока нет
- SVDN CPP I 0031 Q04 0001 Rev.00 Inspection and Test PlanДокумент4 страницыSVDN CPP I 0031 Q04 0001 Rev.00 Inspection and Test PlanjfdlksaОценок пока нет
- SVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsДокумент7 страницSVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsjfdlksaОценок пока нет
- SVDN CPP I 0031 p11 0001 Rev.03 NDT ProcedureДокумент20 страницSVDN CPP I 0031 p11 0001 Rev.03 NDT ProcedurejfdlksaОценок пока нет
- Заварување на P91 челик (труд)Документ10 страницЗаварување на P91 челик (труд)Kristijan AngelovskiОценок пока нет
- Percentage Boq: Validate Print HelpДокумент18 страницPercentage Boq: Validate Print HelpASRAR AHMED KHANОценок пока нет
- Downloadfile 26Документ71 страницаDownloadfile 26Peachy FreezyОценок пока нет
- TDS - VISCOATEX™ 730 - en - WW-2021-02-18Документ2 страницыTDS - VISCOATEX™ 730 - en - WW-2021-02-18Hai NguyenОценок пока нет
- Electrical BOQ 07.12.2021 New Boq R4 05-01-2022 Final 16.02.2022Документ92 страницыElectrical BOQ 07.12.2021 New Boq R4 05-01-2022 Final 16.02.2022Upendra ChariОценок пока нет
- NanotechnologyДокумент20 страницNanotechnologyjainetiОценок пока нет
- Magnelis Brochure enДокумент8 страницMagnelis Brochure enorkunituОценок пока нет
- BrochureДокумент2 страницыBrochureshwyfrecyclingОценок пока нет
- Reverse Tehnique LS 7551 TECHДокумент1 страницаReverse Tehnique LS 7551 TECHAna_DragoiОценок пока нет
- 10 Most Common Chrome Plating ProblemsДокумент3 страницы10 Most Common Chrome Plating ProblemsRicardo GaringОценок пока нет
- Rosa Gres Pools Terraces Construction Rehabilitation enДокумент36 страницRosa Gres Pools Terraces Construction Rehabilitation en2fqjkrfspnОценок пока нет
- Horizontal Shaftwall Duct and Ceiling Assemblies: Description DetailsДокумент2 страницыHorizontal Shaftwall Duct and Ceiling Assemblies: Description DetailsVan LLiОценок пока нет
- Chemistry Class 12 Project File - MERCURY CELLДокумент8 страницChemistry Class 12 Project File - MERCURY CELLVivek PooniaОценок пока нет
- Methodology For Cast in Place Girder CastingДокумент10 страницMethodology For Cast in Place Girder CastingHasnain Bukhari100% (2)
- Lesson 3.4 (Formula Writing)Документ77 страницLesson 3.4 (Formula Writing)Reign CallosОценок пока нет
- Detailed EstimateДокумент59 страницDetailed EstimateAngie Lee RomanillosОценок пока нет
- Chapter 4 Carbon and Its CompoundsДокумент44 страницыChapter 4 Carbon and Its CompoundsKaran Raj SinghОценок пока нет
- Oils (AutoRecovered)Документ15 страницOils (AutoRecovered)Real NanotechОценок пока нет
- Foldable Helmet Project ReportДокумент43 страницыFoldable Helmet Project ReportArnaz Asa Sholeh100% (2)
- VCS ID Pikotek Gaslets Technical CanadaДокумент3 страницыVCS ID Pikotek Gaslets Technical CanadaRajesh RadeОценок пока нет
- PET Fiber 95% Biodegradation in Less Than A YearДокумент2 страницыPET Fiber 95% Biodegradation in Less Than A YearBiodegradablePlasticОценок пока нет
- Salt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmДокумент4 страницыSalt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmTENGKU AHMAD NAQIUDDIN BIN TENGKU NADZUAN MoeОценок пока нет
- Carbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Документ2 страницыCarbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Richard Vica CalvoОценок пока нет
- Practice Problems Mat Bal With RXNДокумент4 страницыPractice Problems Mat Bal With RXNRugi Vicente RubiОценок пока нет
- Audit AssignmentДокумент17 страницAudit AssignmentYeamin HossainОценок пока нет
- 6,7-Forge Welding, Resistance WeldingДокумент13 страниц6,7-Forge Welding, Resistance WeldingRamu AmaraОценок пока нет
- Construction and Building Materials: Yasumichi Koshiro, Kenichi IchiseДокумент7 страницConstruction and Building Materials: Yasumichi Koshiro, Kenichi IchiseSaad UllahОценок пока нет
- Industrial Attachment Report On Micro Fibre GroupДокумент125 страницIndustrial Attachment Report On Micro Fibre GroupDigonto Das50% (2)
- Fastness Properties of Dyed and Printed TextilesДокумент7 страницFastness Properties of Dyed and Printed Textilesfathi mustafaОценок пока нет
- Plastic and SyntheticsДокумент104 страницыPlastic and SyntheticsShah ChenzenОценок пока нет