Вам также может понравиться
- Register Forum Home Page Post Attachment Files All Help Lost PasswordДокумент3 страницыRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanОценок пока нет
- Supplier Template Document For: - Process Flow Diagram, - Pfmea, - Control PlanДокумент6 страницSupplier Template Document For: - Process Flow Diagram, - Pfmea, - Control PlanPuneet SharmaОценок пока нет
- 203 LSS Gbo - FmeaДокумент47 страниц203 LSS Gbo - FmeaRocker byОценок пока нет
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportДокумент6 страницDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityОценок пока нет
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseДокумент1 страницаOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochОценок пока нет
- Procedure - Special CharacteristicsДокумент13 страницProcedure - Special Characteristicsalexandru.ghiniaОценок пока нет
- FMEA - SOD Training - UnibodyДокумент34 страницыFMEA - SOD Training - UnibodyMartin BoianiОценок пока нет
- Multiview and Sectional View DrawingsДокумент55 страницMultiview and Sectional View DrawingsTuba KhanОценок пока нет
- CQI 9 3rd Edition Errata SheetДокумент2 страницыCQI 9 3rd Edition Errata SheetANONIMOОценок пока нет
- SPC Training Material - 18!04!2018Документ34 страницыSPC Training Material - 18!04!2018Rajesh KumarОценок пока нет
- SFMEA Check ListДокумент16 страницSFMEA Check ListIgnacioОценок пока нет
- ZF QD83-2018 - English-French - WebДокумент70 страницZF QD83-2018 - English-French - WebBESОценок пока нет
- Product Part Approval Process: Automotive Quality Management SystemДокумент3 страницыProduct Part Approval Process: Automotive Quality Management SystemrajaОценок пока нет
- Tuv Rheinland Training Schedule 2017Документ19 страницTuv Rheinland Training Schedule 2017ramnathОценок пока нет
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaДокумент85 страницWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaОценок пока нет
- Process Flow/Control Plan WorksheetДокумент4 страницыProcess Flow/Control Plan WorksheetVu NguyenОценок пока нет
- QSP-D&D-02 APQP ProcedureДокумент6 страницQSP-D&D-02 APQP ProcedureDeepak Kumar100% (1)
- Fis-S-Lse-5280 (Faurecia)Документ73 страницыFis-S-Lse-5280 (Faurecia)EdmarОценок пока нет
- Potential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)Документ20 страницPotential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)asamadhОценок пока нет
- PPAP Webinar Core Tools PDFДокумент62 страницыPPAP Webinar Core Tools PDFSirius100% (1)
- FMEA Master PresentationДокумент63 страницыFMEA Master Presentationnigeldouch100% (1)
- 8 QRQC Working MethodДокумент14 страниц8 QRQC Working MethodLuis Cisneros100% (1)
- Spec Characteristics GdlnesДокумент2 страницыSpec Characteristics Gdlnessathyabalaraman0% (1)
- F M E A (FMEA) P 4 - C C: Ailure Ode and Ffects Nalysis ART Haracteristic LassificationДокумент12 страницF M E A (FMEA) P 4 - C C: Ailure Ode and Ffects Nalysis ART Haracteristic LassificationGonzalo MazaОценок пока нет
- Msa-R&R Training Program: DateДокумент25 страницMsa-R&R Training Program: DateHarshad KulkarniОценок пока нет
- 5y AnalysisДокумент2 страницы5y AnalysispsathishthevanОценок пока нет
- Fmea ExerciseДокумент5 страницFmea ExerciseHamada Ahmed100% (1)
- FMEA Facilitator Thought-Starter QuestionsДокумент5 страницFMEA Facilitator Thought-Starter QuestionsvikeshmОценок пока нет
- Supplier Management V4 PDFДокумент13 страницSupplier Management V4 PDFRx DentviewОценок пока нет
- Root Cause & Corrective Action Corrective Action (RCCA) (RCCA)Документ37 страницRoot Cause & Corrective Action Corrective Action (RCCA) (RCCA)Bisma Masood100% (1)
- GM 1805Документ33 страницыGM 1805Hector Calle100% (1)
- Sample DFMEA - Full PackageДокумент7 страницSample DFMEA - Full Packageabhisheksen.asindОценок пока нет
- Layer Process AuditДокумент8 страницLayer Process AuditR JОценок пока нет
- Xfmea Pfmea PDFДокумент8 страницXfmea Pfmea PDFvinidesoОценок пока нет
- The Case Against The AIAG-VDA DFMEAДокумент22 страницыThe Case Against The AIAG-VDA DFMEA57641Оценок пока нет
- Problem Solving Tool Template 5DДокумент1 страницаProblem Solving Tool Template 5DAlex NogueiraОценок пока нет
- VDA AIAG FMEAДокумент59 страницVDA AIAG FMEA576410% (1)
- 5j GM1927 84 Drill Deep Worksheet 12 Oct 04Документ2 страницы5j GM1927 84 Drill Deep Worksheet 12 Oct 04jesusmemОценок пока нет
- Escalation Procedure Updated 020915Документ30 страницEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- Pfmea ExampleДокумент5 страницPfmea Exampleesivaks2000Оценок пока нет
- MSA Training RevAFДокумент134 страницыMSA Training RevAFVikram Billal100% (2)
- Process FmeaДокумент8 страницProcess Fmeaanirudha samalОценок пока нет
- PPAP Checklist GenericДокумент9 страницPPAP Checklist Genericamr ahmedОценок пока нет
- Aiag & Vda Pfmea Form (1st Edition 2019)Документ10 страницAiag & Vda Pfmea Form (1st Edition 2019)Gurcan SayaralОценок пока нет
- Advanced Product Quality Planning and Control Plan PDFДокумент13 страницAdvanced Product Quality Planning and Control Plan PDFCesarОценок пока нет
- Meenakshi Molding Private Limited Process FMEA: O C C U RДокумент4 страницыMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Документ5 страницFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinОценок пока нет
- Fmea Training PDFДокумент34 страницыFmea Training PDFpmzabОценок пока нет
- DFMEA Sample For A PenДокумент3 страницыDFMEA Sample For A PenVinay GowdaОценок пока нет
- APQP ENG SiemensДокумент12 страницAPQP ENG SiemensVikash KumarОценок пока нет
- PFMEA AuditingДокумент18 страницPFMEA AuditingelevendotОценок пока нет
- APQP FormsДокумент23 страницыAPQP FormsJOECOOL670% (1)
- GD3 Activity (English)Документ40 страницGD3 Activity (English)api-3770121100% (2)
- Example To Be Adapted To Manufacturing Process (Technology) and Number of Operations Per WorkstationДокумент1 страницаExample To Be Adapted To Manufacturing Process (Technology) and Number of Operations Per WorkstationTHANGОценок пока нет
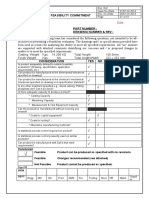
- 02-Team Feasibility CommittmentДокумент1 страница02-Team Feasibility CommittmentVinod SaleОценок пока нет
- NCM DB - 8D Problem Solving Training Ver 1.1Документ24 страницыNCM DB - 8D Problem Solving Training Ver 1.1Memo Gonzalez Aleman100% (1)
- Automotive Quality Management Systems A Complete Guide - 2020 EditionОт EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionОценок пока нет
- 05 TEC1.2 Sound-InsulationДокумент16 страниц05 TEC1.2 Sound-InsulationJohn ShupОценок пока нет
- 2017-2018 EM Normandie Dissertation GuideДокумент28 страниц2017-2018 EM Normandie Dissertation GuideBanga JosephОценок пока нет
- Assignment 2 MIS 333 Spring 2013Документ3 страницыAssignment 2 MIS 333 Spring 2013SurajОценок пока нет
- Gcse D&T TextileДокумент29 страницGcse D&T TextileOlusaye OluОценок пока нет
- Final PPT Compliance Audit P K Jain 20210415102658Документ67 страницFinal PPT Compliance Audit P K Jain 20210415102658Pratik Sharma100% (1)
- Rigor or Reliability and Validity in Qualitative ResearchДокумент9 страницRigor or Reliability and Validity in Qualitative ResearchMarc Andreo MalalaОценок пока нет
- GGR107 - Textbook NotesДокумент148 страницGGR107 - Textbook NotesSaeed BahatheqОценок пока нет
- Assessment Task 2 of 2 Portfolio and Written Questions: Submission InformationДокумент28 страницAssessment Task 2 of 2 Portfolio and Written Questions: Submission InformationDiego Grecco100% (1)
- Deposition of J. Kevin Lacy - NCDOTДокумент126 страницDeposition of J. Kevin Lacy - NCDOTSteven LawrenceОценок пока нет
- ESS 4104 AssignmentДокумент9 страницESS 4104 AssignmentSamlall RabindranauthОценок пока нет
- MPD 2003 Mediation AgreementДокумент31 страницаMPD 2003 Mediation AgreementKSTPTVОценок пока нет
- BPOC SELF-ASSESSMENT AND AUDIT FORM (BPOC Form 1)Документ11 страницBPOC SELF-ASSESSMENT AND AUDIT FORM (BPOC Form 1)Haa Lim Dimacangan94% (16)
- Hardware and Network Servicing Level 3Документ64 страницыHardware and Network Servicing Level 3ብርሃነ ኣፅብሃ85% (41)
- Desicion Support SystemДокумент44 страницыDesicion Support SystemFalkneer ReicernageОценок пока нет
- Study SkillsДокумент22 страницыStudy SkillsKopi AisОценок пока нет
- Hand-Arm Vibration GuideДокумент61 страницаHand-Arm Vibration Guide泽颖100% (1)
- Acceptability of The Basic Electro-Pneumatic Control TrainerДокумент3 страницыAcceptability of The Basic Electro-Pneumatic Control TrainerJeff PereyrasОценок пока нет
- Validacion Metodos de PruebaДокумент14 страницValidacion Metodos de Pruebabairon100% (1)
- Nurse As TeachersДокумент26 страницNurse As Teachersnjones33Оценок пока нет
- Iso 9001 TemplateДокумент2 страницыIso 9001 Templatefranckri3010Оценок пока нет
- Definition of AssessmentДокумент2 страницыDefinition of AssessmentGhriebОценок пока нет
- Unit 7: Performance Management and Evaluation: Project Management (BUS 407) Handout #7Документ19 страницUnit 7: Performance Management and Evaluation: Project Management (BUS 407) Handout #7ahmedeОценок пока нет
- Surigao Education Center: Research MethodologyДокумент4 страницыSurigao Education Center: Research MethodologyArleneConteОценок пока нет
- Dan Shen Unreliability The Living Handbook of NarratologyДокумент10 страницDan Shen Unreliability The Living Handbook of NarratologyAnonymous uD8YEGVОценок пока нет
- Ojt Manual 2019Документ27 страницOjt Manual 2019thnrhrghrh5r5Оценок пока нет
- Supplier Quality Survey FormДокумент4 страницыSupplier Quality Survey Formsutharitessh100% (1)
- Klausul 4-10 Iso 9001 2015Документ73 страницыKlausul 4-10 Iso 9001 2015Anggit MuhammadОценок пока нет
- Survey Method in ResearchДокумент16 страницSurvey Method in ResearchSyed Fakhar E ImamОценок пока нет
- Ac7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Документ25 страницAc7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Nestor Czerwacki100% (1)
- Office of The Building OfficialДокумент34 страницыOffice of The Building OfficialDylan MakroОценок пока нет