Вам также может понравиться
- Trench Wall Design SheetДокумент7 страницTrench Wall Design SheetramyaОценок пока нет
- Durability For Working Life of 120 YearsДокумент11 страницDurability For Working Life of 120 YearsDEBASIS BARMANОценок пока нет
- CBLM Core Smaw nc1Документ57 страницCBLM Core Smaw nc1MANPOWER ORMOC100% (5)
- Honing Procedures For LinerДокумент6 страницHoning Procedures For LinersughieantoОценок пока нет
- Simple Boring BarДокумент3 страницыSimple Boring BarMike Nichlos100% (1)
- Building: LatheДокумент60 страницBuilding: LathePierre799es86% (7)
- SOP Compressed GasДокумент4 страницыSOP Compressed GasSandeep ShettyОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент5 страницQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент2 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Drilling Bits SPE Series-ADIДокумент62 страницыDrilling Bits SPE Series-ADIAlfredo TintayaОценок пока нет
- The Manufacture of Steel Balls 1914 Grant. Ball BearingsДокумент56 страницThe Manufacture of Steel Balls 1914 Grant. Ball BearingsjleydencoОценок пока нет
- Gemstone Settings BLAD WebДокумент8 страницGemstone Settings BLAD WebInterweave75% (16)
- Mathcad - Pile Cap Design2 PDFДокумент17 страницMathcad - Pile Cap Design2 PDFVictorAndresCamposCamposОценок пока нет
- Design of Sheet Metal Working ToolsДокумент38 страницDesign of Sheet Metal Working ToolsAsef ShahriarОценок пока нет
- Shaper Cut GearsДокумент5 страницShaper Cut GearstaiwestОценок пока нет
- Quorn: Tool and D Cutter GrinderДокумент5 страницQuorn: Tool and D Cutter GrinderDan HendersonОценок пока нет
- Presentation1 130907161730Документ222 страницыPresentation1 130907161730Radu RîcăОценок пока нет
- Foundry Manual02Документ82 страницыFoundry Manual02Mohammad Namazi100% (2)
- 9686-6130-ITP - 000-1002 - Inspection and Test Plan For General Civil Works Rev A1Документ34 страницы9686-6130-ITP - 000-1002 - Inspection and Test Plan For General Civil Works Rev A1anil pk100% (8)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОт EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОценок пока нет
- The Industrial Press 006 - Punch and Die WorkДокумент56 страницThe Industrial Press 006 - Punch and Die Workeomer1968100% (1)
- A Flair For SpringДокумент8 страницA Flair For SpringMonica MazzoniОценок пока нет
- Hussain Rabia - Drill Bits (Chapter 9)Документ44 страницыHussain Rabia - Drill Bits (Chapter 9)Andreas Ansen VitalisОценок пока нет
- Bendable ConcreteДокумент18 страницBendable ConcreteScarlordОценок пока нет
- Loss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Документ10 страницLoss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Mahmoud HosnyОценок пока нет
- Ethylene-Propylene Diene Rubber As A Futuristic Elastomer For Insulation of Solid Rocket MotorsДокумент12 страницEthylene-Propylene Diene Rubber As A Futuristic Elastomer For Insulation of Solid Rocket MotorsbbnchemОценок пока нет
- NLAW TrainerДокумент2 страницыNLAW Trainercanishtain100% (2)
- Jig For SharpeningДокумент2 страницыJig For SharpeningOmegacool100% (1)
- ES107Документ60 страницES107Kristine SantosОценок пока нет
- Tesla Turbine Patent 1922 B..Документ3 страницыTesla Turbine Patent 1922 B..zekau100% (1)
- United States Patent 19: Kitsukawa Et AlДокумент10 страницUnited States Patent 19: Kitsukawa Et AlneusonОценок пока нет
- Annular Mill1Документ4 страницыAnnular Mill1rahulОценок пока нет
- Dec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetДокумент6 страницDec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetEstebanPortilloОценок пока нет
- Cementing Patent 2Документ3 страницыCementing Patent 2Lara CitlalliОценок пока нет
- US898276Документ5 страницUS898276Jacob LukaОценок пока нет
- Tesla Gas Turbine PatentДокумент3 страницыTesla Gas Turbine PatentHasan Murat SolmazОценок пока нет
- Nov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsДокумент3 страницыNov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsmazaherramazaniОценок пока нет
- 1,067,012. Patented July 8, 1913,: E, FaberДокумент4 страницы1,067,012. Patented July 8, 1913,: E, FaberGalo YambayОценок пока нет
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Документ3 страницыBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadОценок пока нет
- United States Patent: (12) (10) Patent N0.: US 6,450,269 B1Документ8 страницUnited States Patent: (12) (10) Patent N0.: US 6,450,269 B1Cường Nguyễn QuốcОценок пока нет
- Engineering Vol 56 1893-11-03Документ33 страницыEngineering Vol 56 1893-11-03ian_newОценок пока нет
- Us6517602 PDFДокумент18 страницUs6517602 PDFEidelsayedОценок пока нет
- Us2218783 PDFДокумент4 страницыUs2218783 PDFlandagoОценок пока нет
- Chum/W: April 8, 194?. H. C. HebardДокумент3 страницыChum/W: April 8, 194?. H. C. HebarderwerОценок пока нет
- Patented July 2,: C, C, El SenerДокумент6 страницPatented July 2,: C, C, El SenerTito TitoОценок пока нет
- Mini Project ReportДокумент19 страницMini Project ReportSan DeliriousОценок пока нет
- In The: CavityДокумент9 страницIn The: Cavitybrowar444Оценок пока нет
- US1908080Документ3 страницыUS1908080reichanОценок пока нет
- SmoothwallДокумент5 страницSmoothwallДүвчинмичид БалбийгомбоОценок пока нет
- Drill Bits 1Документ43 страницыDrill Bits 1aly449440Оценок пока нет
- A Study Into Cold Rotary Forming of Precisison Metal ComponentsДокумент6 страницA Study Into Cold Rotary Forming of Precisison Metal ComponentsTayfun TezanlarОценок пока нет
- Casting?: Casting Is A Manufacturing Process by Which A LiquidДокумент21 страницаCasting?: Casting Is A Manufacturing Process by Which A LiquidAkashShuklaОценок пока нет
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Документ4 страницыUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerОценок пока нет
- Machine Tools and Machining 3Документ65 страницMachine Tools and Machining 3Faisal MaqsoodОценок пока нет
- 1966 Organic Bonded Abrasive ArticleДокумент4 страницы1966 Organic Bonded Abrasive ArticleBattuka BatjargalОценок пока нет
- Lecture NotesДокумент74 страницыLecture Notesasisha mostОценок пока нет
- Casting?: Casting Is A Manufacturing Process by Which A LiquidДокумент28 страницCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiОценок пока нет
- Sheet Metal Proces DetailsДокумент11 страницSheet Metal Proces DetailsTito TitoОценок пока нет
- CastingДокумент5 страницCastingXQF PyariLalОценок пока нет
- Abrasive Machining Processes & Slotter MachineДокумент65 страницAbrasive Machining Processes & Slotter MachineFaisal MaqsoodОценок пока нет
- Nov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantДокумент7 страницNov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantSeenu CnuОценок пока нет
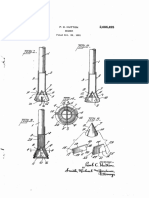
- Filed Oct. 22, 1951: P. C. HuttonДокумент5 страницFiled Oct. 22, 1951: P. C. HuttonGalo YambayОценок пока нет
- Circuito Electronico de ControlДокумент3 страницыCircuito Electronico de ControlemernelsonmanОценок пока нет
- Unit 2 NotesДокумент11 страницUnit 2 NotesSelvaОценок пока нет
- Unit-2 Grinding & Super PDFДокумент10 страницUnit-2 Grinding & Super PDFMehul MunshiОценок пока нет
- Foundry QuestionsДокумент2 страницыFoundry QuestionsAbishek RajasekarОценок пока нет
- I Set: II. F TaxaДокумент6 страницI Set: II. F Taxafrank saruhanОценок пока нет
- Us5221379 PDFДокумент8 страницUs5221379 PDFdfus603Оценок пока нет
- Yo Yo YoДокумент39 страницYo Yo YoDrew LadlowОценок пока нет
- BS 1881-Part 109-83Документ3 страницыBS 1881-Part 109-83AntonОценок пока нет
- Chemkin 7 PremixДокумент85 страницChemkin 7 PremixAjit DubeyОценок пока нет
- Phenol, 2,2'-Methylenebis (6 - (1,1-Dimethylethyl) - 4-MethylДокумент3 страницыPhenol, 2,2'-Methylenebis (6 - (1,1-Dimethylethyl) - 4-MethylcanishtainОценок пока нет
- Calculo Densidad Del Aire Cipm-2007Документ7 страницCalculo Densidad Del Aire Cipm-2007jagegonzalezОценок пока нет
- Akatsuka 2001Документ5 страницAkatsuka 2001canishtainОценок пока нет
- Enthalpy QRДокумент1 страницаEnthalpy QRNina SmytheОценок пока нет
- Us 5302658Документ6 страницUs 5302658canishtainОценок пока нет
- United States Patent: Primary Examiner-Richard A. GaudetДокумент8 страницUnited States Patent: Primary Examiner-Richard A. GaudetcanishtainОценок пока нет
- Calculo Densidad Del Aire Cipm-2007Документ7 страницCalculo Densidad Del Aire Cipm-2007jagegonzalezОценок пока нет
- Aiaa 2003 4963 191Документ12 страницAiaa 2003 4963 191canishtainОценок пока нет
- Anti-Virus Test Results 2015Документ4 страницыAnti-Virus Test Results 2015RAMESH JUNJU100% (1)
- Overview of Quantitative Analysis of Curing Mechanisms of Epoxy Resin by Mid&Near Fourier Transform Infrared SpectrosДокумент8 страницOverview of Quantitative Analysis of Curing Mechanisms of Epoxy Resin by Mid&Near Fourier Transform Infrared SpectroscanishtainОценок пока нет
- Pat 5356839Документ11 страницPat 5356839canishtainОценок пока нет
- Aluminum Oxidation in Nitramine PropellantДокумент3 страницыAluminum Oxidation in Nitramine PropellantcanishtainОценок пока нет
- Advanced BindersДокумент7 страницAdvanced BinderscanishtainОценок пока нет
- Double Base Propellant Formulation PDFДокумент26 страницDouble Base Propellant Formulation PDFcanishtainОценок пока нет
- Thermal Decomposition Kinetics of PBAN-binder and Composite Solid Rocket Propellants PDFДокумент8 страницThermal Decomposition Kinetics of PBAN-binder and Composite Solid Rocket Propellants PDFcanishtain100% (1)
- A 18 V 18 N 1Документ9 страницA 18 V 18 N 1canishtainОценок пока нет
- Game 2Документ22 страницыGame 2canishtainОценок пока нет
- Rocketry - Sensitivity of Solid Rocket Propellants For Card Gap TestДокумент5 страницRocketry - Sensitivity of Solid Rocket Propellants For Card Gap TestcanishtainОценок пока нет
- (Chemistry Explosives) I-RDX As Solid Rocket Propellant PaperДокумент9 страниц(Chemistry Explosives) I-RDX As Solid Rocket Propellant PapercanishtainОценок пока нет
- Manufacture of Castable Composite Propellant Rocket MotorsДокумент11 страницManufacture of Castable Composite Propellant Rocket Motorscanishtain100% (1)
- 14 JanderaДокумент18 страниц14 JanderacanishtainОценок пока нет
- Determination of Chlorinated Phenols and Cresols in Human Urine Using Solid-Phase Extraction and Gas ChromatographyДокумент8 страницDetermination of Chlorinated Phenols and Cresols in Human Urine Using Solid-Phase Extraction and Gas ChromatographycanishtainОценок пока нет
- 1111 PDFДокумент6 страниц1111 PDFcanishtainОценок пока нет
- MДокумент12 страницMcanishtainОценок пока нет
- Separation and Determination of Phenolic Antioxidants by HPLC PDFДокумент5 страницSeparation and Determination of Phenolic Antioxidants by HPLC PDFcanishtainОценок пока нет
- Jis G 3505-2004Документ17 страницJis G 3505-2004wasatiah05Оценок пока нет
- RSC Advances: ReviewДокумент17 страницRSC Advances: Reviewwudi zheОценок пока нет
- Not Alloyed: Case-Hardening Steels C16EДокумент1 страницаNot Alloyed: Case-Hardening Steels C16Esafat parОценок пока нет
- Human Hair As ReinforcementДокумент7 страницHuman Hair As ReinforcementShubhanshu KumarОценок пока нет
- 01 - Milestone DMA-1 Mercury Analyser PDFДокумент3 страницы01 - Milestone DMA-1 Mercury Analyser PDFgraciela areinamoОценок пока нет
- Cement Lecture Note - AAIДокумент27 страницCement Lecture Note - AAINafizОценок пока нет
- DynaPrep MDSF Tooling Chart Rev A 04154Документ2 страницыDynaPrep MDSF Tooling Chart Rev A 04154Andres NavarroОценок пока нет
- EPDM Strips BrochureДокумент1 страницаEPDM Strips Brochurepolygomma Industries Pvt. LtdОценок пока нет
- API 5L Line Pipe 24 Inch SCH 40 ERW PipeДокумент14 страницAPI 5L Line Pipe 24 Inch SCH 40 ERW PipeJuan CilloОценок пока нет
- Innovative New Facade Material UsedДокумент2 страницыInnovative New Facade Material UsedRafia GulzarОценок пока нет
- D 2199 - 03 - RdixotkДокумент2 страницыD 2199 - 03 - RdixotkphaindikaОценок пока нет
- Factors Affecting Inservice Cracking of Weld Zone in Corrosive ServiceДокумент6 страницFactors Affecting Inservice Cracking of Weld Zone in Corrosive ServicesuparnaОценок пока нет
- Aditya Birla GroupДокумент24 страницыAditya Birla GroupPrateek ChauhanОценок пока нет
- Low Cost HousingДокумент11 страницLow Cost HousingLahari 06Оценок пока нет
- Daisy The Cavapoochon by Amanda BerryДокумент4 страницыDaisy The Cavapoochon by Amanda Berryvanessa.shand1Оценок пока нет
- The Oxidation of Azo DyesДокумент245 страницThe Oxidation of Azo Dyesglen dunnОценок пока нет
- Solubility of Asphalt Materials in Trichloroethylene: Standard Test Method ForДокумент3 страницыSolubility of Asphalt Materials in Trichloroethylene: Standard Test Method ForMohamed Maamoun T.Оценок пока нет
- Lubwama 2018Документ13 страницLubwama 2018Richard Solis ToledoОценок пока нет
- Neutralization Analysis: OutlineДокумент20 страницNeutralization Analysis: OutlineJosé AscensaoОценок пока нет
- Mock 1Документ4 страницыMock 1stella2dmoonОценок пока нет
- Process For Technical NitrationДокумент18 страницProcess For Technical Nitrationmo ShahanawazОценок пока нет