Вам также может понравиться
- INFORS HT White Paper Continuous CultureДокумент6 страницINFORS HT White Paper Continuous CulturebiocloneОценок пока нет
- Spray DryingДокумент14 страницSpray Dryingkunalprabhu148Оценок пока нет
- Process Description of Powdered Orange JuiceДокумент18 страницProcess Description of Powdered Orange JuiceAjith RajapakshaОценок пока нет
- SANOVO Spray Drying - BoxДокумент5 страницSANOVO Spray Drying - BoxCornelius Toni KuswandiОценок пока нет
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewДокумент52 страницыAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranОценок пока нет
- 10.1201 9780429055133 Previewpdf PDFДокумент102 страницы10.1201 9780429055133 Previewpdf PDFPipee AndreesОценок пока нет
- Gea Niro M: MOBILE MINOR™ Spray DryerДокумент6 страницGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- Spray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierДокумент5 страницSpray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierLabultima processОценок пока нет
- Spray Dryers Drynetics Brochure 2012 05 en Tcm11 29468Документ4 страницыSpray Dryers Drynetics Brochure 2012 05 en Tcm11 29468qaiser khanОценок пока нет
- Features: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDДокумент3 страницыFeatures: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDUmar MuhammadОценок пока нет
- Niro Analytical Methods Allv2Документ103 страницыNiro Analytical Methods Allv2Vishal Vasantrao Bhagwat100% (1)
- Instructions Design Laboratory Production Animal Vaccine Cell CultureДокумент56 страницInstructions Design Laboratory Production Animal Vaccine Cell CultureRasu KuttyОценок пока нет
- Spray Dryer ProblemДокумент2 страницыSpray Dryer Problemaravind1997murali0% (2)
- SYMTEC ADMIX AllProdBrochureДокумент20 страницSYMTEC ADMIX AllProdBrochureRodolfo RuaroОценок пока нет
- Spray DryerДокумент10 страницSpray DryerRana MubasherОценок пока нет
- NETZSCH Steam Jet Mill S-Jet eДокумент20 страницNETZSCH Steam Jet Mill S-Jet ejojibaОценок пока нет
- As 2913-2000 Evaporative Air-Conditioning EquipmentДокумент7 страницAs 2913-2000 Evaporative Air-Conditioning EquipmentSAI Global - APACОценок пока нет
- 2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsДокумент30 страниц2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsHeartwin Amaladhas PushpadassОценок пока нет
- 5l Glass FermenterДокумент17 страниц5l Glass FermenterRobert Jahirzinho Machaca MamaniОценок пока нет
- AlgacultureДокумент9 страницAlgacultureraghavan89Оценок пока нет
- PL Ba 111 2400 00003Документ21 страницаPL Ba 111 2400 00003السماني احمدОценок пока нет
- Allpro Vector Group Mosquito Control Products: David Sykes Joe AndrewsДокумент16 страницAllpro Vector Group Mosquito Control Products: David Sykes Joe AndrewsskeeterhawkОценок пока нет
- Foaming InstructionДокумент25 страницFoaming InstructionQuang HoangОценок пока нет
- En GEA Personalbericht 2010 Web 1aДокумент44 страницыEn GEA Personalbericht 2010 Web 1abaloch4allОценок пока нет
- Whey Protein Nitrogen Index A21aДокумент6 страницWhey Protein Nitrogen Index A21aDinesh Kumar BansalОценок пока нет
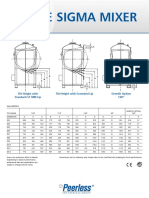
- Sigma MixerДокумент2 страницыSigma Mixermmk111Оценок пока нет
- Technical Spec Equipment Food 23-07-2021Документ184 страницыTechnical Spec Equipment Food 23-07-2021Subhra AddisОценок пока нет
- Hi Shear GranulatorДокумент1 страницаHi Shear GranulatoreddyteranvacaОценок пока нет
- Gea - STD Single Use Cip Sys - CipdДокумент6 страницGea - STD Single Use Cip Sys - CipdTBОценок пока нет
- Application Guide - Spray DryingДокумент4 страницыApplication Guide - Spray DryingHassan FarazОценок пока нет
- Cleaning Principles COP and CIP ProcessДокумент62 страницыCleaning Principles COP and CIP ProcessFernando Tellez CordovaОценок пока нет
- ViscosityДокумент7 страницViscositykiran2381Оценок пока нет
- En Sofraden Blades Mixer Mib-MicДокумент4 страницыEn Sofraden Blades Mixer Mib-MicreyesdavidОценок пока нет
- Current Trends in Drying Dehydration of FoodsДокумент1 страницаCurrent Trends in Drying Dehydration of FoodsIonut VelescuОценок пока нет
- Code of Practice FOR Sales and Engineering Process Plants and EquipmentДокумент3 страницыCode of Practice FOR Sales and Engineering Process Plants and EquipmentparapencarituhanОценок пока нет
- Magnetkupplungen, Rührwerksantriebe Für Chemische Reaktoren: BMD Und Cyclone: Absolut Dicht, Sicher Und ZuverlässigДокумент8 страницMagnetkupplungen, Rührwerksantriebe Für Chemische Reaktoren: BMD Und Cyclone: Absolut Dicht, Sicher Und ZuverlässigJohn HaasОценок пока нет
- Spray Drying Lithium IonДокумент7 страницSpray Drying Lithium Ionarses20026695Оценок пока нет
- NETZSCH General BrochureДокумент19 страницNETZSCH General BrochureAnonymous T7zEN6iLHОценок пока нет
- 11962-Encapsulated Citric AcidДокумент10 страниц11962-Encapsulated Citric AcidantiquekОценок пока нет
- GEA Atlas Pilot Freeze Drying PlantДокумент2 страницыGEA Atlas Pilot Freeze Drying PlantCordero Julio100% (1)
- Spray DryerДокумент2 страницыSpray DryerMuhammad Ali Khan100% (1)
- Current Issues and Troubleshooting Fluid Bed GranulationДокумент6 страницCurrent Issues and Troubleshooting Fluid Bed GranulationoanaciupercaОценок пока нет
- Nano Spray Dryer B-90 - Literature Review and ApplicationsДокумент8 страницNano Spray Dryer B-90 - Literature Review and ApplicationsprinceamitОценок пока нет
- Mit 1. Introduction To CFDДокумент7 страницMit 1. Introduction To CFDkulov1592Оценок пока нет
- Proposal For DDGS DryerДокумент15 страницProposal For DDGS Dryernirmal krisnaОценок пока нет
- Caustic Recovery Membrane FiltrationДокумент9 страницCaustic Recovery Membrane FiltrationRaghavendra Pratap SinghОценок пока нет
- 3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc CountryДокумент29 страниц3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc Countryhugo737977Оценок пока нет
- 6.spray Dryer Modelling PDFДокумент41 страница6.spray Dryer Modelling PDFValeria BenalcazarОценок пока нет
- 1 - Niro Standard 6.01 PDFДокумент10 страниц1 - Niro Standard 6.01 PDFJignesh PandyaОценок пока нет
- Shell and Tube Heat Exchanger DesignДокумент66 страницShell and Tube Heat Exchanger DesignOmkar SutarОценок пока нет
- Bio Based Chemical Fermentation Biomass Separation Evaporation Crystallization Drying GeaДокумент6 страницBio Based Chemical Fermentation Biomass Separation Evaporation Crystallization Drying GeaxinlizimuОценок пока нет
- GEA Westfalia Separator HYCONДокумент1 страницаGEA Westfalia Separator HYCONAbdulAbdulОценок пока нет
- Modeling of Refractance Window Film PDFДокумент12 страницModeling of Refractance Window Film PDFEliasОценок пока нет
- Homo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFДокумент5 страницHomo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFtahera aqeelОценок пока нет
- Rotary EvaporatorДокумент3 страницыRotary EvaporatorDaryl ChianОценок пока нет
- Spray Dryer Parameters For Fruit Juice DryingДокумент7 страницSpray Dryer Parameters For Fruit Juice DryingJannah MonibОценок пока нет
- Bioprocessing Technology for Production of Biopharmaceuticals and BioproductsОт EverandBioprocessing Technology for Production of Biopharmaceuticals and BioproductsClaire KomivesОценок пока нет
- Accepted Manuscript: Food HydrocolloidsДокумент61 страницаAccepted Manuscript: Food HydrocolloidsSeyedeh Maryam MousaviОценок пока нет
- Accepted Manuscript: Food HydrocolloidsДокумент46 страницAccepted Manuscript: Food HydrocolloidscarolasbdОценок пока нет
- Handbook On Particle Separation Processes (2011) PDFДокумент227 страницHandbook On Particle Separation Processes (2011) PDFmarmaduke32100% (1)
- Spray Drying Modelling Based On Advanced Droplet Drying KineticsДокумент9 страницSpray Drying Modelling Based On Advanced Droplet Drying Kineticsmarmaduke32Оценок пока нет
- Modeling of Food Drying Processes in Industrialspray Dryers PDFДокумент12 страницModeling of Food Drying Processes in Industrialspray Dryers PDFmarmaduke32Оценок пока нет
- HVAC, RameshДокумент1 104 страницыHVAC, RameshRamadan Rashad86% (7)
- A Distributed Parameter Model For Particles in The Spray Drying Process PDFДокумент7 страницA Distributed Parameter Model For Particles in The Spray Drying Process PDFmarmaduke32Оценок пока нет
- Hydro CyclonesДокумент24 страницыHydro Cyclonesmarmaduke32Оценок пока нет
- Study of The Influence of Soy Lecithin Addition On The Wettability of BuffaloДокумент34 страницыStudy of The Influence of Soy Lecithin Addition On The Wettability of Buffalomarmaduke32Оценок пока нет
- How To Design and Size A BaghouseДокумент25 страницHow To Design and Size A BaghouseWalter MustafaОценок пока нет
- Spray Drying Modelling Based On Advanced Droplet Drying KineticsДокумент9 страницSpray Drying Modelling Based On Advanced Droplet Drying Kineticsmarmaduke32Оценок пока нет
- Spray Dryer Modeling in Theory and Practice PDFДокумент34 страницыSpray Dryer Modeling in Theory and Practice PDFmarmaduke32Оценок пока нет
- 14APR1WB Handout PDFДокумент58 страниц14APR1WB Handout PDFRICARDOALEXBORGESОценок пока нет
- Process ValidationДокумент33 страницыProcess Validationmarmaduke32Оценок пока нет
- Changing Faces - We Can Look More Trustworthy, But Not More Competent PDFДокумент4 страницыChanging Faces - We Can Look More Trustworthy, But Not More Competent PDFmarmaduke32Оценок пока нет
- Modelling of The Spray Drying Process For Particle Design PDFДокумент41 страницаModelling of The Spray Drying Process For Particle Design PDFmarmaduke32Оценок пока нет
- Chemical Engineering Magazine Feb PDFДокумент64 страницыChemical Engineering Magazine Feb PDFmarmaduke32Оценок пока нет
- Parinya Sanguansat Principal Component Analysis Multidisciplinary Applications InTech 2012 PDFДокумент212 страницParinya Sanguansat Principal Component Analysis Multidisciplinary Applications InTech 2012 PDFmarmaduke32Оценок пока нет
- Spray Drying Modelling Based On Advanced Droplet Drying KineticsДокумент9 страницSpray Drying Modelling Based On Advanced Droplet Drying Kineticsmarmaduke32Оценок пока нет
- Changing Faces - We Can Look More Trustworthy, But Not More Competent PDFДокумент4 страницыChanging Faces - We Can Look More Trustworthy, But Not More Competent PDFmarmaduke32Оценок пока нет
- Boiling Heat Transfer and Two-Phase Flow (2018) PDFДокумент573 страницыBoiling Heat Transfer and Two-Phase Flow (2018) PDFmarmaduke32Оценок пока нет
- How To Use Excel in Analytical Chemistry and in General Scientific Data Analysis - Robert de LevieДокумент501 страницаHow To Use Excel in Analytical Chemistry and in General Scientific Data Analysis - Robert de LevieadminchemОценок пока нет
- VBA Cheat-Sheet and Tutorial: VBA References To Information in ExcelДокумент19 страницVBA Cheat-Sheet and Tutorial: VBA References To Information in Excelmarmaduke32100% (2)
- Boiling Heat Transfer and Two-Phase Flow (2018) PDFДокумент573 страницыBoiling Heat Transfer and Two-Phase Flow (2018) PDFmarmaduke32Оценок пока нет
- Chemical Engineering Magazine Jan PDFДокумент68 страницChemical Engineering Magazine Jan PDFmarmaduke32Оценок пока нет
- Chemical Changes During Extrusion Cooking - Camire PDFДокумент13 страницChemical Changes During Extrusion Cooking - Camire PDFmarmaduke32Оценок пока нет
- VBA Cheat-Sheet and Tutorial: VBA References To Information in ExcelДокумент19 страницVBA Cheat-Sheet and Tutorial: VBA References To Information in Excelmarmaduke32100% (2)
- Chemical Engineering 12 2012Документ70 страницChemical Engineering 12 2012Leonardo Ramos100% (1)
- Apostila Exc Avan16-1Документ372 страницыApostila Exc Avan16-1marmaduke32Оценок пока нет
- Handbook On Particle Separation Processes (2011) PDFДокумент227 страницHandbook On Particle Separation Processes (2011) PDFmarmaduke32100% (1)
- Lean Six Sigma GuidebookДокумент200 страницLean Six Sigma Guidebookafonsopilar100% (11)
- Motion To Dismiss Guidry Trademark Infringement ClaimДокумент23 страницыMotion To Dismiss Guidry Trademark Infringement ClaimDaniel BallardОценок пока нет
- Market EquilibriumДокумент36 страницMarket EquilibriumLiraOhОценок пока нет
- Routine Maintenance For External Water Tank Pump and Circulation Pump On FID Tower and Rack 2017-014Документ5 страницRoutine Maintenance For External Water Tank Pump and Circulation Pump On FID Tower and Rack 2017-014CONVIERTE PDF JPG WORDОценок пока нет
- OracleCarrierManifestingPartnerIntegration PDFДокумент40 страницOracleCarrierManifestingPartnerIntegration PDFvishal_vishnu11Оценок пока нет
- Science Grade 10 (Exam Prep)Документ6 страницScience Grade 10 (Exam Prep)Venice Solver100% (3)
- Piping Class Spec. - 1C22 (Lurgi)Документ9 страницPiping Class Spec. - 1C22 (Lurgi)otezgidenОценок пока нет
- Technology 6 B Matrixed Approach ToДокумент12 страницTechnology 6 B Matrixed Approach ToNevin SunnyОценок пока нет
- Die Openbare BeskermerДокумент3 страницыDie Openbare BeskermerJaco BesterОценок пока нет
- MikoritkДокумент6 страницMikoritkChris Jonathan Showip RouteОценок пока нет
- Retail Operations ManualДокумент44 страницыRetail Operations ManualKamran Siddiqui100% (2)
- Black Hole Safety Brochure Trifold FinalДокумент2 страницыBlack Hole Safety Brochure Trifold Finalvixy1830Оценок пока нет
- Serenity RPG Firefly Role Playing Game PDFДокумент225 страницSerenity RPG Firefly Role Playing Game PDFNathaniel Broyles67% (3)
- Poka-Yoke or Mistake Proofing: Historical Evolution.Документ5 страницPoka-Yoke or Mistake Proofing: Historical Evolution.Harris ChackoОценок пока нет
- B.e.eeeДокумент76 страницB.e.eeeGOPINATH.MОценок пока нет
- MSDS Formic AcidДокумент3 страницыMSDS Formic AcidChirag DobariyaОценок пока нет
- IFSSO Newsletter Jul-Sep 2010Документ2 страницыIFSSO Newsletter Jul-Sep 2010rjotaduranОценок пока нет
- Adsorption ExperimentДокумент5 страницAdsorption ExperimentNauman KhalidОценок пока нет
- Bugatti Type 57SCДокумент10 страницBugatti Type 57SCjorge Angel Lope100% (1)
- Learning Module - Joints, Taps and SplicesДокумент9 страницLearning Module - Joints, Taps and SplicesCarlo Cartagenas100% (1)
- 3 AcmeCorporation Fullstrategicplan 06052015 PDFДокумент11 страниц3 AcmeCorporation Fullstrategicplan 06052015 PDFDina DawoodОценок пока нет
- Training Course For 2 Class Boiler Proficiency Certificate (Gujarat Ibr)Документ3 страницыTraining Course For 2 Class Boiler Proficiency Certificate (Gujarat Ibr)JAY PARIKHОценок пока нет
- DXFtoGerberConversionGuide Rev2!12!10 13Документ8 страницDXFtoGerberConversionGuide Rev2!12!10 13Tomasz BarwińskiОценок пока нет
- Adding and Subtracting FractionsДокумент4 страницыAdding and Subtracting Fractionsapi-508898016Оценок пока нет
- PUPiApplyVoucher2017 0006 3024Документ2 страницыPUPiApplyVoucher2017 0006 3024MätthëwPïńëdäОценок пока нет
- CIGRE Operational Evaluation of RTV Coating Performance Over 17 Years On The Coastal Area at Jubail-SAДокумент9 страницCIGRE Operational Evaluation of RTV Coating Performance Over 17 Years On The Coastal Area at Jubail-SAMalik Shoaib khalidОценок пока нет
- Region: South Central State: Andhra PradeshДокумент118 страницRegion: South Central State: Andhra PradeshpaulinОценок пока нет
- Newsela Teacher Review - Common Sense EducationДокумент1 страницаNewsela Teacher Review - Common Sense EducationJessicaОценок пока нет
- Programming MillДокумент81 страницаProgramming MillEddy ZalieОценок пока нет
- Tutorial 6Документ3 страницыTutorial 6Lai Qing YaoОценок пока нет
- Aqa Ms Ss1a W QP Jun13Документ20 страницAqa Ms Ss1a W QP Jun13prsara1975Оценок пока нет