Академический Документы
Профессиональный Документы
Культура Документы
Filtracion Agregado
Загружено:
Brian WilliamsОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Filtracion Agregado
Загружено:
Brian WilliamsАвторское право:
Доступные форматы
TABLA DE CONTENIDO
RESUMEN .......................................................................................................... 4
INTRODUCCIÓN .............................................................................................. 5
PRINCIPIOS TEÓRICOS ................................................................................... 6
DETALLES EXPERIMENTALES .................................................................... 16
1) MATERIALES ..................................................................................... 16
2) DESCRIPCIÓN DEL EQUIPO ............................................................ 16
3) PROCEDIMIENTO EXPERIMENTAL .............................................. 17
4) DATOS EXPERIMENTALES ............................................................. 19
RESULTADOS ................................................................................................. 21
DISCUSIÓN DE RESULTADOS...................................................................... 27
CONCLUSIONES ............................................................................................. 30
RECOMENDACIONES ................................................................................... 30
REFERENCIAS BIBLIOGRÁFICAS ................................................................ 31
APÉNDICE ....................................................................................................... 32
1) CÁLCULOS ......................................................................................... 32
2) GRÁFICAS .......................................................................................... 36
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 1
ÍNDICE DE TABLAS
DATOS EXPERIMENTALES ......................................................................... 19
TABLA Nº1. CONDICIONES DE LABORATORIO..................................... 19
TABLA Nº2. CARACTERÍSTICAS DE FILTRO PRENSA .......................... 19
TABLA Nº3. DATOS EXPERIMENTALES DE LA FILTRACIÓN.............. 19
TABLA Nº4. PESOS DE LAS MUESTRAS DE SOLUCIONES .................... 20
TABLA Nº5. PESOS DE LAS MUESTRAS DE TORTAS ............................. 20
DATOS TEÓRICOS ........................................................................................ 20
TABLA Nº6. PROPIEDADES FÍSICAS DEL FLUIDO (AGUA) Y SÓLIDO
(CARBONATO DE CALCIO) ....................................................................... 20
RESULTADOS ................................................................................................ 21
TABLAS Nº7. VALORES CALCULADOS PARA USAR LA ECUACIÓN DE
CARMAN (FILTRACIÓN A PRESIÓN CONSTANTE) ............................... 21
TABLA Nº7A. A ∆P=15 psi ........................................................................ 21
TABLA Nº7B. A ∆P=35 psi ......................................................................... 22
TABLA Nº7C. A ∆P=55 psi ......................................................................... 23
TABLA Nº8. RESULTADOS DE LA REGRESIÓN LINEAL (ECUACIÓN DE
CARMAN) ..................................................................................................... 24
TABLA Nº9. CARACTERÍSTICAS DE LA FILTRACIÓN........................... 24
TABLA Nº10. CARACTERÍSTICAS DE LA TORTA Y SÓLIDO ................ 25
TABLA Nº11. CARACTERÍSTICAS DE LA SUSPENSIÓN......................... 25
TABLA Nº12. RELACIÓN ENTRE CAÍDA DE PRESIÓN Y RESISTENCIA
ESPECÍFICA DE LA TORTA ....................................................................... 25
TABLA Nº13. CAÍDA DE PRESIÓN ∆P Y RESISTENCIA DEL MEDIO
FILTRANTE Rm ........................................................................................... 26
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 2
ÍNDICE DE GRÁFICAS
GRÁFICA Nº1. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V
(m3) PARA ∆P=15 PSI .................................................................................... 36
GRÁFICA Nº2. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V
(m3) PARA ∆P=35 PSI .................................................................................... 36
GRÁFICA Nº3. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V
(m3) PARA ∆P=55 PSI .................................................................................... 37
GRÁFICA Nº4. RESISTENCIA ESPECÍFICA DE LA TORTA α (m/kg) vs.
VARIACIÓN DE PRESIÓN ∆P (N/m2) ......................................................... 37
GRÁFICA Nº5. LOGARITMO DE α vs. LOGARITMO DE ∆P ……………..38
GRÁFICA Nº6. RESISTENCIA DEL MEDIO FILTRANTE Rm (1/m) vs.
VARIACIÓN DE PRESIÓN ∆P (N/m2) …………… ...................................... 38
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 3
RESUMEN
La práctica se realiza en un equipo de filtración de placas y marcos, soportado sobre una
estructura de hierro galvanizado; consta de placas y marcos de 17,5 x 17,5 cm y espesor
de 1,20 cm, con área efectiva de filtración igual a 5,31 x 10-2 m2, donde se evalúa la
influencia de la presión en las constantes de filtración, resistencia específica de la torta
α, y la resistencia del medio filtrante, Rm. Se utiliza carbonato de calcio precipitado como
sólido en una suspensión de concentración promedio de 2,0% (en peso, mensurada antes
de cada prueba de filtración), a temperatura de 28º C y presión de 756 mmHg
(condiciones de laboratorio). El sólido presenta un tamaño medio de 2.5 micras, una
gravedad específica de 2.7 g/cm 3 Se obtienen valores para la resistencia de la torta de
7,36 x 1010, 6,43 x 1010, 9,72 x 1010 (m/kg), y para la resistencia del medio filtrante 7,59
x 1010, 1,69 x 1011, 1,33 x 1011 (m-1) evaluadas a presiones constantes de 15, 35 y 55 psi,
respectivamente. Se encuentra relación de dependencia de la resistencia de la torta y del
medio filtrante con la gradiente de presión, siendo inversa y directamente proporcional
a la variación mencionada, respectivamente; también se determina el factor de
compresibilidad (n) de la torta, igual a 0,166, lo que indica que es una torta poco sensible
a los cambios de presión.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 4
INTRODUCCIÓN
La filtración es una de las aplicaciones más comunes del flujo de fluidos a través de
lechos empacados. La filtración industrial sólo difiere de la filtración de laboratorio en
el volumen de material manejado y en la necesidad de manejarlo a bajo costo.
En todos los tipos de filtración, la mezcla, suspensión o lodo fluye debido a alguna fuerza
impulsora, tal como la gravedad, la caída de presión o fuerza centrífuga.
De los distintos tipos de filtros el filtro prensa ha sido el más común en la industria
química; aunque está siendo reemplazado en las instalaciones grandes por los aparatos
de filtración continua.
OBJETIVO:
Determinar experimentalmente la resistencia específica de la torta y la resistencia del
medio filtrante cuando se filtra una suspensión acuosa de CaCO3 al 2,0 % en peso a
diferentes presiones y determinar el grado de compresibilidad de la torta.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 5
PRINCIPIOS TEÓRICOS
SUSPENSIÓN
Las suspensiones son mezclas heterogéneas formadas por un sólido en polvo o
pequeñas partículas no solubles (fase dispersa) que se dispersan en un medio líquido
(fase dispersante o dispersora). Cuando uno de los componentes es agua y los otros son
sólidos suspendidos en la mezcla, son conocidas como suspensiones mecánicas.
FILTRACIÓN
El objeto de la filtración es la separación mecánica de un sólido del fluido que lo
contiene, ya sea éste líquido o gas. Esta separación se lleva a cabo forzando el fluido a
través de una membrana porosa, siendo las partículas sólidas atrapadas dentro de los
poros de la membrana y formando una capa sobre la superficie de la misma. El fluido
pasa a través del lecho de sólidos y a través de la membrana de retención. Esta
membrana porosa o medio filtrante no actúa como un tamiz, ya que en muchos casos la
luz de mallas es mayor que el diámetro de las partículas en suspensión. Los poros del
medio filtrante son parcialmente bloqueados por el sólido debido a que las partículas
finas se adhieren a los hilos a causa de su gran energía superficial, formando así una
torta o cake a cuyo través ha de pasar el filtrado, siendo necesario para ello vencer una
oferta resistencia mediante el empleo de presiones adecuadas. Esto quiere decir que
pasados los primeros instantes de filtración ya no es el medio filtrante el que determina
la posibilidad de separación, sino el propio material retenido.
La filtración puede realizarse de tres maneras:
a) A presión constante: Cuando la suspensión llega al filtro desde el primer momento
con una presión que se ha de mantener constante durante todo el proceso, lo que
indica que la velocidad de filtrado va disminuyendo gradualmente conforme va
aumentando la resistencia que ofrece la torta que se va formando.
b) A razón constante: Se comienza a filtrar a pequeña presión y a medida que va
aumentando el espesor de la torta y con ello la resistencia del filtro, se va
incrementando la presión para mantener constante el volumen de filtrado obtenido
en iguales intervalos de tiempo. La desventaja de este procedimiento es que en los
primeros momentos en que por ser pequeña la resistencia, se podría obtener grandes
volúmenes de filtrado, no se aprovechan las condiciones favorables que resultan de
elevar la presión y con ello, el rendimiento global del filtro.
c) A régimen mixto: Combina las ventajas de las dos anteriores para dar solución a la
filtración de las tortas sensibles a la presión. Se comienza a razón constante a poca
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 6
presión hasta que se ha formado un lecho suficiente sobre el material filtrante, después
se eleva la presión hasta el límite oportuno y se procede a presión constante.
Un sistema típico de filtración está constituído por el soporte, el medio filtrante, el cake,
la pulpa y el filtrado.
Los factores comunes que se pueden considerar en la selección de un equipo de filtración
son:
1. Propiedades del fluido (densidad, viscosidad, corrosividad).
2. La naturaleza del sólido (forma y tamaño de las partículas, distribución de tamaños,
características del cake).
3. Concentración de los sólidos en suspensión.
4. Cantidad y valor del material a tratar.
5. Importancia del producto valioso, si es: el líquido, el sólido, o ambos.
6. Necesidad de lavar el cake.
7. Importancia de la posible contaminación del filtrado o cake o pulpa por el líquido.
Las variables que influencian la razón de flujo del líquido son:
1. La presión de filtración.
2. El área de la superficie filtrante.
3. La viscosidad del filtrado.
4. La resistencia del cake.
5. La resistencia del medio filtrante y de las capas iniciales de cake.
MEDIO FILTRANTE
La elección correcta del medio filtrante es condición precisa para obtener un buena
filtración, hay que buscar el término me dio mas conveniente entre un tejido lo más
abierto posible, con objeto de reducir su obstrucción y otro tan cerrado como son
necesario para medir un paso excesivo de partículas finas; una vez fornido un pequeño
espesor de la torta se detiene dicho paso porque éstos quedan atrapados en la torta.
Las características físicas y la naturaleza química del material son condiciones
primordiales para la elección del medio filtrante, ya que éstos pueden presentar de por
sí, poca resistencia al flujo de fluidos, gran resistencia química frente a los productos que
han de filtrarse, suficiente resistencia al desgaste y una superficie lo más lisa posible para
que pueda ser separado de ella el sólido retenido sin pérdidas.
Los medios filtrantes comúnmente usados son: de algodón, lana, seda, lana de vidrio,
algodón nitrado, carbón y otros sólidos porosos, etc.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 7
SÓLIDO RETENIDO EN EL FILTRO (TORTA)
Una torta consiste de una aglomeración compacta de pequeñas partículas de formas
irregulares y el fluido circula a través de los huecos existentes entre estas partículas. La
estructura de la torta se puede considerar integrada por una serie de tubos capilares
paralelos.
Walter, Lewis, Adams y Gilliland explican la acción compresiva de la pulpa: una
partícula suspendida en el líquido que se aproxima a la torta, está sometida a la presión
del líquido circundante, pero circula libremente en la corriente líquida, al llegar a la
superficie de la torta es detenida y el líquido fluye a través de ella produciendo un arrastre
friccional que presiona dicha partícula contra el sólido retenido; luego cada partícula de
la torta está sometida a un arrastre friccional similar más la presión acumulativa de todas
las partículas colectadas posteriormente. Si una partícula se introduce más en la torta, la
presión del líquido circundante disminuye mientras el efecto compresivo sobre el sólido
aumenta, por tanto la torta es más compacta y densa cerca del medio filtrante y más
porosa en la cara opuesta [1].
Los cakes (o tortas) pueden ser: incompresibles y compresibles; el tipo incompresible se
caracteriza porque la resistencia al flujo de un volumen dado de cake no es afectado por
el cambio de la presión de filtración ni por la razón de deposición de las partículas; en
cambio, el cake compresible se caracteriza porque a un aumento de presión o de la razón
de flujo forma un cae más denso, de mayor resistencia.
Condiciones para obtener una buena torta
Además de la selección del medio filtrante indicado anteriormente, hay que considerar
que la velocidad del flujo de filtrado y la compresibilidad del sólido determina la
estructura del cake, rapidez en su formación y consecuentemente la duración del ciclo
de filtrado. La compresibilidad es probablemente el factor más importante en la razón
de filtración porque determina la porosidad del cake y por tanto su resistencia al paso
del fluido. Cuanto más alta sea la temperatura, más baja será la viscosidad del líquido
filtrado, favoreciendo la filtración. La falta de agitación puede causar cakes de desigual
espesor y con capas de variables concentraciones de sólidos. La concentración de sólidos
suspendidos es de gran importancia en la formación del cake, ya que a mayor
concentración corresponde una menor densidad del cake.
La forma de partículas y su estructura son de gran importancia en la razón de filtración
porque influyen en la porosidad del cake, aunque a menudo ellos no pueden ser
controlados.
El tamaño de las partículas tiene marcada influencia en la resistencia del cake y del
medio filtrante. Aún pequeños cambios en el tamaño de las partículas afecta la
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 8
resistencia específica de la torta y grandes cambios afectan la compresibilidad. La
disminución del tamaño de las partículas da como resultado razones de filtración
menores y contenido más elevado de humedad en la torta, pero también produce a veces
mejores rendimientos de lavado.
La presencia de impurezas en la suspensión es uno de los factores que a menudo se
presentan, pero que muy raras veces son considerados, ya que se asume que su
composición es siempre la misma; por ejemplo, la presencia de sílice en las arcillas
origina una disminución de la compresibilidad total de los sólidos, facilitando de este
modo su filtración, en cambio la presencia de magnesio en el carbonato de calcio
alcalino produce un efecto perjudicial dando lugar al fenómeno opuesto, o sea el
aumento de dicha compresibilidad.
FLUJO A TRAVÉS DEL CAKE:
Para conocer la razón de flujo a través de un lecho granular, se aplica la ecuación para
condiciones de flujo laminar, debido a que la razón de filtración es usualmente baja y
las partículas son pequeñas. El lecho granular del cake es de espesor creciente y así para
una presión constante, la razón de filtración irá disminuyendo, ya que se incrementa la
resistencia, si queremos razón constante, deberá incrementarse continuamente la
presión. La ecuación de velocidad de un líquido a través de un lecho granular, en flujo
laminar es:
1 e3 1 ∆P
U= ∗ 2
∗ 2∗
K′′ (1 − e) μs l
Donde:
U= velocidad promedio
1 dV
U= ∗
A dt
∆P= diferencia de presión aplicada
l = espesor del lecho
μ = viscosidad del fluido
A = área transversal total del lecho
K’’= constante, generalmente 5 (valor que depende de la estructura del lecho)
e = porosidad del lecho
s = superficie específica del material m2/m3
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 9
Podemos escribir así:
1 dV 1 e3 1 ∆P
∗ = ∗ 2
∗ 2∗
A dt 5 (1 − e) μs l
1 dV e3 ∆P
∗ = (1)
A dt 5(1 − e)2 μs 2 l
Esta ecuación asume que el cake formado es uniforme, y que la porosidad es constante
en todo el cake; sin embargo la porosidad depende de la razón de deposición de las
partículas y de la naturaleza de la superficie filtrante sobre la que se depositan las
partículas.
Por ello, la etapa inicial de la formación del cake es de suma importancia debido a que,
para cualquier presión de filtración, la razón de filtrado es mayor al comienzo de la
operación, ya que la resistencia es mínima; a razones de filtración altas, se puede
producir el taponamiento de los poros de la tela filtrante y ofrecer una resistencia al flujo
muy alta; y la orientación de las partículas en las capas iniciales puede influenciar
apreciablemente la estructura del cake.
Los cakes se pueden clasificar en incompresibles y compresibles; el tipo incompresible
se caracteriza porque la resistencia al flujo de un volumen dado de cake no es afectada
por el cambio de presión (∆P), ni por la razón de deposición de las partículas, en cambio
el cake compresible se caracteriza porque a un aumento de ∆P o de la razón de flujo
forma un cake más denso, de mayor resistencia.
Considerando cake incompresible, e es constante y e3/5(1-e)2s2, que depende de las
partículas, será constante para un material dado, por lo tanto la razón de flujo a través
de un cake incompresible será:
1 dV ∆P
∗ = (2)
A dt αμl
Siendo:
5(1 − e)2 s 2
α=
e3
∆P se considera como la caída de presión y es siempre positiva.
La ecuación (2) es la ecuación básica en filtración, α es la resistencia específica, y es
numéricamente igual a la diferencia de presión requerida para producir una razón
unitaria del flujo de filtrado, de viscosidad unitaria, a través de un cubo unitario de cake,
sus dimensiones son L-2.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 10
α agrupa los términos relacionados con las propiedades de la torta, pero esto no implica
que α sea constante e independiente de la caída de presión de filtración o del tipo o
tamaño de filtro usado. La resistencia específica de la torta no puede permanecer
constante a través de una operación de filtración a (-∆P)f constante debido a las
variaciones de e y S0. El volumen de poros (e) generalmente varía al cambiar el esfuerzo
de consolidación aplicado a la torta. Este esfuerzo sería directamente proporcional a (-
∆P)/L, como L varía a través del proceso, L también varía. e y S0 son sensibles al grado
de floculación del sólido suspendido en la alimentación. La floculación puede variar con
la turbulencia del flujo de la pulpa alimentada a la prensa y por consiguiente puede ser
una función de la razón de filtración. Sin embargo, en la mayor parte de las filtraciones
a presión constante, α es constante excepto en los momentos iniciales de la filtración
cuando la proporción de flujo es muy alta y aún no se ha fijado la forma de la torta. En
la práctica, para muchas tortas α es relativamente insensible a los cambios de presión,
característico de las tortas incompresibles.
Para hallar la ecuación diferencial básica de filtración, es necesario encontrar la relación
entre el espesor del cake, l, y el volumen de filtrado, V.
Sólidos en el cake:
(1 − e) ∗ A ∗ l ∗ ρs
Líquido retenido en el cake:
e∗A∗l∗ρ
En las ecuaciones anteriores, e representa la porosidad, ρs es la densidad del sólido y ρ
es la densidad del líquido.
Si denominamos J a la relación de la fracción de masa de sólidos en la suspensión
original (gramos de sólido/gramos de suspensión), tenemos:
J (1 − e) ∗ A ∗ l ∗ ρs masa del sólido en el filtrado
= =
(1 − J) (V + e ∗ A ∗ l) ∗ ρ filtrado + líquido retenido en el cake
Luego:
J∗V∗ρ
l= (3)
A ∗ [(1 − J) ∗ (1 − e) ∗ ρs − J ∗ e ∗ ρ]
Haciendo:
Jρ
v=
(1 − J) ∗ (1 − e) ∗ ρs − J ∗ e ∗ ρ
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 11
Se tiene:
V∗v
l= (4)
A
Finalmente:
dV A2 ∆P
= (5)
dt α∗μ∗V∗v
Que es la ecuación para hallar la razón de flujo de líquido a través del cake.
RESISTENCIA DEL MEDIO FILTRANTE
La resistencia del “medio filtrante” comprende la ofrecida por la tela más la que se
produce por la introducción o atrape de las partículas en los poros de la tela y de la capa
inicial de sólidos depositados y posiblemente la pérdida de presión en las tuberías y
accesorios anteriores y posteriores al área de filtración real. Las partículas atrapadas en
la tela pueden incrementar su resistencia por un factor de 20 ó 30. Estas razones
dificultan el tratamiento teórico del problema de flujo a través del medio filtrante, de allí
que es usual considerar la tela más las capas iniciales de cake como espesor equivalente
del cake. La ecuación (5) queda así:
1 dV (−∆P)t g c
=
A dθ μ (αwV + R )
A m
Rm representa la resistencia del medio filtrante y de las tuberías al flujo de filtrado. Por
conveniencia esta resistencia se expresa generalmente en términos de un volumen
equivalente de filtrado:
1 dV (−∆P)t g c
= αw (6)
A dθ μ (V + Ve )
A
Donde Ve es el volumen de filtrado necesario para depositar un espesor de torta ficticia,
cuya resistencia es Rm. La resistencia del medio filtrante se refiere a la resistencia del
medio con los poros parcialmente bloqueados por la torta y con una capa inicial de torta
sobre la cual se depositarán la mayor parte de los sólidos. Esta resistencia es, por
supuesto, mayor que la resistencia de las telas de filtro limpias.
Se puede reordenar la ecuación (6), obteniendo:
dθ μαw μαw
= 2 V + 2 V
dV A (−∆P)t g c A (−∆P)t g c e
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 12
Sea la filtración a presión constante, se puede agrupar los términos como una sola
constante:
dθ
= K1 V + K 2 (7)
dV
Donde:
μαw
K1 =
A2 (−∆P) tgc
μαw
K2 = Ve
A2 (−∆P) tgc
DETERMINACIÓN DE LA RESISTENCIA ESPECÍFICA α Y
COMPRESIBILIDAD RELATIVA n
Efectuando varias pruebas a diferentes presiones se calcula los diferentes valores de α, y
se plotea con respecto a P, en papel log-log, dando una recta cuya ecuación es:
α = α0 + γ ∗ P n (8)
Donde α0 y n, son constantes; la pendiente n, es una medida de la compresibilidad del
cake. Para sustancias extremadamente compresibles (hidróxidos de fierro y aluminio),
n puede alcanzar valores de 0,8 y para poco compresibles puede ser entre 0,01 y 0,15 [2].
La ecuación de Carman y Kozeny
La resistencia α de una torta de filtración, depende del tamaño y número de
poros en la torta. En una primera aproximación, se le puede relacionar con
el tamaño de partículas y la porosidad de su arreglo de acuerdo a la clásica
ecuación de Kozeny. (La base teórica de la ecuación de Kozeny está sujeta a
crítica, sin embargo, es una muy útil aproximación). Para partículas
esféricas, esta ecuación es:
Donde ε es la porosidad de la torta y dS es el diámetro Sauter medio de las
partículas, p.e., el diámetro que da la misma superficie específica.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 13
FILTRO PRENSA DE PLACAS Y MARCOS
Un filtro de prensa contiene un conjunto de placas diseñadas para proporcionas una
serie de cámaras o compartimientos en los que se pueden recoger los sólidos. Las placas
se recubren con un medio filtrante tal como una lona. La suspensión se introduce en
cada compartimiento bajo presión; el líquido pasa a través de la lona y sale a través de
una tubería de descarga, dejando detrás una torta de sólidos húmeda. El filtro de prensa
está diseñado para llevar a cabo una variedad de funciones, cuya secuencia se controla
en forma manual.
FIGURA Nº1. FILTRO PRENSA DE MARCOS Y PLATOS
Durante la filtración el equipo:
1.- Permite el suministro de una suspensión alimentada a las superficies de la prensa a
través de su propio conducto.
2.- Permite forzar a la suspensión alimentada contra las superficies del filtro.
3.- Permite que el filtrado que ha pasado por las superficies del filtro salga a través de su
propio conducto.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 14
4.- Retiene los sólidos que estaban originalmente en la suspensión.
Durante la secuencia de lavado la prensa:
1.- Permite el suministro de agua de lavado a los sólidos filtrados, a través de su propio
conducto.
2.- Permite forzar el agua de lavado a través de los sólidos retenidos en el filtro.
3.- Permite que el agua de lavado y las impurezas salgan a través de un conducto
separado.
Después de la secuencia de lavado, la prensa se desarma y es posible recolectar los
sólidos en forma manual o bien sacarlos y desecharlos.
FIGURA Nº2. REPRESENTACIÓN DE PLACA Y MARCO (PAR)
FIGURA Nº3. PLACAS Y MARCOS DE UN FILTRO PRENSA DE GRIFOS
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 15
FIGURA Nº4. PLACAS Y MARCOS DE UN FILTRO PRENSA CON
COLECTOR DE DESAGÜE ÚNICO
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 16
DETALLES EXPERIMENTALES
1) MATERIALES
a) Material de vidrio: 2 probetas graduadas de 1000 mL, vasos de precipitado de 50
mL.
b) Un cronómetro.
c) Una cinta métrica.
d) Una estufa.
e) Un termómetro.
f) Dos baldes de plástico, para disponer la torta obtenida y el filtrado.
g) Una balanza electrónica, de precisión decimal, incertidumbre +/- 0,1 g.
h) Suspensión de trabajo: Preparada al 2,0 % en peso (2 g de carbonato de calcio
precipitado/100 g de suspensión).
2) DESCRIPCIÓN DEL SISTEMA
El sistema está comprendido de: un tanque de hierro galvanizado de 75 galones de
capacidad con agitador, en el cual se aloja la suspensión de carbonato de calcio; una
bomba centrífuga monofásica de 0,5 HP, un manómetro conectado a la tubería de
entrada de pulpa; un filtro prensa, de placas y un marco de 17,5 cm de lado y 1,20
cm de espesor, en el cual se coloca un par de telas (medios filtrantes) de algodón; y
tuberías y válvulas dispuestas en el arreglo mostrado en las figuras Nº5 y Nº6, con
una tubería de reflujo al tanque y una tubería de salida (de la cual se recoge el
filtrado).
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 17
FIGURA Nº5. SISTEMA DE FILTRACIÓN EN ESTUDIO
3) PROCEDIMIENTO EXPERIMENTAL
Antes de empezar la experiencia se lavan las tuberías, el filtro prensa y el medio filtrante
el equipo para eliminar los restos de carbonato de calcio que pudieron quedar en el
equipo de experiencias anteriores. Se mide las dimensiones del tanque de metal
aproximadamente, para determinar el volumen de agua contenida y con ello poder
calcular la cantidad de carbonato de calcio y preparar la suspensión con un porcentaje
de 2% (en peso) aproximadamente.
Para el presente procedimiento, referirse al esquema del sistema de filtración (figura
Nº6). Se procede a agitar la suspensión, y manteniendo la agitación constante y se abre
la válvula 3. La pulpa mezclada en el tanque pasa a través de la bomba ( 5 ), e ingresa el
filtro prensa ( 18 ), por la línea inferior derecha ( A ), retornando parte al tanque por la
línea de reflujo ( E ).El filtrado sale de los platos corrientes (con una sola descarga), por
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 18
la línea superior derecha ( B ), y de los platos de lavado ( con dos agujeros de descarga)
por la línea superior ( C ) e inferior izquierda ( D ), juntándose las tres corrientes y
descargando por la línea de filtrado ( H ) que es recibido en una probeta graduada de un
litro.
Se realiza la experiencia a tres presiones diferentes: 15 psi, 35 psi y 55 psi, la cual se
regula mediante la válvula 6. Durante la filtración las válvulas 3, 8 ,10 y 12 permanecen
abiertas, y las válvulas 7, 9, 11, 13, 15 y 16 permanecen cerradas, y se toma el tiempo
de llenado por cada litro (para 15 psi ,35 psi y 55 psi); hasta que deje de salir filtrado.
Luego, se extrae la torta y se toma una muestra de la misma la cual se lleva a pesar para
entonces llevarla a la estufa para secarla y pesarla posteriormente. Con el procedimiento
antes descrito se establece una relación entre la torta húmeda y la torta seca,
procedimiento repetido para cada una de las presiones de trabajo.
Antes de cada prueba de filtración, se toma una muestra de suspensión del tanque para
determinar su verdadera concentración (%W/W).
FIGURA Nº6. ESQUEMA DEL SISTEMA DE FILTRACIÓN
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 19
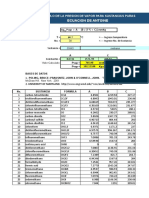
4) DATOS EXPERIMENTALES
TABLA Nº1. CONDICIONES DE LABORATORIO
PRESIÓN (mmHg) 756
TEMPERATURA (ºC) 28
TABLA Nº2. CARACTERÍSTICAS DE FILTRO PRENSA
LADO DE MARCO (cm) 17,5
ESPESOR DEL MARCO (cm) 1,20
ÁREA DE FILTRACIÓN (m2) 5,31 * 10-2
TABLA N°3. DATOS EXPERIMENTALES DE LA FILTRACIÓN
∆P=15 psi ∆P=35 psi ∆P=55 psi
Volumen (L) Tiempo (s) Volumen (L) Tiempo (s) Volumen (L) Tiempo (s)
0,0 0,000 0,0 0,000 0,0 0,000
1,0 19,73 1,0 11,92 1,0 7,090
2,0 41,11 2,0 25,35 2,0 16,01
3,0 66,28 3,0 40,38 3,0 26,41
4,0 98,33 4,0 57,51 4,0 38,36
5,0 128,8 5,0 75,80 5,0 49,27
6,0 192,8 6,0 113,7 6,0 75,29
7,0 301,8 7,0 174,1 7,0 116,7
8,0 460,5 8,0 260,6 8,0 175,9
9,0 511,5 9,0 284,4 9,0 194,6
10 620,4 10 336,6 10 236,6
11 789,1 11 419,1 11 302,8
12 1026 12 533,9 12 395,0
13 1098 13 567,6 13 416,2
14 1245 14 635,1 14 465,9
15 1475 15 737,8 15 545,0
16 1821 16 873,9 16 655,3
- - 17 909,0 17 685,2
- - 18 989,3 18 749,6
- - 19 1302 19 847,3
- - - - 20 1013
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 20
TABLA N°4. PESOS DE LAS MUESTRAS DE SOLUCIONES
CAÍDA DE PRESIÓN (∆P)
PESOS 15 psi 35 psi 55 psi
Peso del vaso seco (g) 28,2 30,1 28,8
Peso del vaso + suspensión (g) 51,8 55,6 59,1
Peso del vaso + muestra seca (g) 28,7 30,6 29,4
TABLA N°5. PESOS DE LAS MUESTRAS DE TORTAS
CAÍDA DE PRESIÓN (∆P)
PESOS 15 psi 35 psi 55 psi
Peso del vaso seco (g) 28,7 28,5 28,1
Peso del vaso + torta húmeda (g) 41,1 59,5 50,2
Peso del vaso + torta seca (g) 37,0 49,7 43,4
DATOS TEÓRICOS
TABLA N°6. PROPIEDADES FÍSICAS DEL FLUIDO (AGUA) Y SÓLIDO
(CARBONATO DE CALCIO)
TEMPERATURA (ºC)
PROPIEDAD 28
DENSIDAD DEL SÓLIDO (ρS) (kg/m3) 2,70 * 103
DENSIDAD DEL FLUIDO (ρ) (kg/m3) 9,96 * 102
VISCOSIDAD DEL FLUIDO (μ) (kg/m.s) 8,36 * 10-4
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 21
RESULTADOS
TABLAS Nº7. VALORES CALCULADOS PARA USAR LA ECUACIÓN DE
CARMAN (FILTRACIÓN A PRESIÓN CONSTANTE)
TABLA Nº7A. A ∆P=15 psi
V (L) Ѳ (s) ∆V (m3) ∆Ѳ (s) Vprom (m3) ∆Ѳ/∆V (s/m3)
0,0 0,000 0,001 19,73 0,0005 19730
1,0 19,73 0,001 21,38 0,0015 21380
2,0 41,11 0,001 25,17 0,0025 25170
3,0 66,28 0,001 32,05 0,0035 32050
4,0 98,33 0,001 30,42 0,0045 30420
5,0 128,8 0,001 33,64 0,0055 33640
6,0 192,8 0,001 44,97 0,0065 44970
7,0 301,8 0,001 49,67 0,0075 49670
8,0 460,5 0,001 50,94 0,0085 50940
9,0 511,5 0,001 57,95 0,0095 57950
10 620,4 0,001 59,85 0,0105 59850
11 789,1 0,001 68,08 0,0115 68080
12 1026 0,001 72,61 0,0125 72610
13 1098 0,001 74,29 0,0135 74290
14 1245 0,001 82,97 0,0145 82970
15 1475 - - - -
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 22
TABLA Nº7B. A ∆P=35 psi
V (L) Ѳ (s) ∆V (m3) ∆Ѳ (s) Vprom (m3) ∆Ѳ/∆V (s/m3)
0,0 0,000 0,001 11,92 0,0005 11920
1,0 11,92 0,001 13,43 0,0015 13430
2,0 25,35 0,001 15,03 0,0025 15030
3,0 40,38 0,001 17,13 0,0035 17130
4,0 57,51 0,001 18,29 0,0045 18290
5,0 75,80 0,001 19,59 0,0055 19590
6,0 113,7 0,001 22,50 0,0065 22500
7,0 174,1 0,001 26,17 0,0075 26170
8,0 260,6 0,001 23,83 0,0085 23830
9,0 284,4 0,001 28,35 0,0095 28350
10 336,6 0,001 30,26 0,0105 30260
11 419,1 0,001 32,44 0,0115 32440
12 533,9 0,001 33,69 0,0125 33690
13 567,6 0,001 33,75 0,0135 33750
14 635,1 0,001 35,32 0,0145 35320
15 737,8 0,001 33,26 0,0155 33260
16 873,9 0,001 35,15 0,0165 35150
17 909,0 0,001 45,13 0,0175 45130
18 989,3 - - - -
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 23
TABLA Nº7C. A ∆P=55 psi
V (L) Ѳ (s) ∆V (m3) ∆Ѳ (s) Vprom (m3) ∆Ѳ/∆V (s/m3)
0,0 0,000 0,001 7,090 0,0005 7090
1,0 7,090 0,001 8,920 0,0015 8920
2,0 16,01 0,001 10,40 0,0025 10400
3,0 26,41 0,001 11,95 0,0035 11950
4,0 38,36 0,001 10,91 0,0045 10910
5,0 49,27 0,001 15,11 0,0055 15110
6,0 75,29 0,001 15,35 0,0065 15350
7,0 116,7 0,001 17,91 0,0075 17910
8,0 175,9 0,001 18,70 0,0085 18700
9,0 194,6 0,001 23,21 0,0095 23210
10 236,6 0,001 24,29 0,0105 24290
11 302,8 0,001 26,00 0,0115 26000
12 395,0 0,001 21,24 0,0125 21240
13 416,2 0,001 28,42 0,0135 28420
14 465,9 0,001 29,50 0,0145 29500
15 545,0 0,001 31,14 0,0155 31140
16 655,3 0,001 29,87 0,0165 29870
17 685,2 0,001 34,54 0,0175 34540
18 749,6 0,001 33,32 0,0185 33320
19 847,3 - - - -
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 24
TABLA Nº8. RESULTADOS DE LA REGRESIÓN LINEAL (ECUACIÓN DE
CARMAN)
Ecuación de tipo:
∆Ѳ
= K1 Vprom + K 2
∆V
ΔP=15psi ΔP=35psi ΔP=55psi
Caída de presión ∆P (N/m2) 1,03 x 105 2,41 x 105 3,79 x 105
K1 (s/m6) 4,59 x 106 1,59 x 106 1,54 x 106
K2 (s/m3) 1,16 x 104 1,10 x 104 5,54 x 103
TABLA Nº9. CARACTERÍSTICAS DE LA FILTRACIÓN
ΔP=15psi ΔP=35psi ΔP=55psi
Resistencia específica de la torta α (m/kg) 7,36 x 1010 6,44 x 1010 9,72 x 1010
Resistencia del medio filtrante Rm (1/m) 7,60 x 1010 1,69 x 1011 1,33 x 1011
Volumen equivalente Ve (m3) 2,52 x 10-3 6,95 x 10-3 3,59 x 10-3
w (kg sólidos/m3 filtrado) 21,8 20,1 20,3
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 25
TABLA Nº10. CARACTERÍSTICAS DE LA TORTA Y SÓLIDO
ΔP=15psi ΔP=35psi ΔP=55psi
m (kg torta húmeda/kg torta seca) 1,49 1,46 1,44
Porosidad ϵ 0,573 0,556 0,547
TABLA Nº11. CARACTERÍSTICAS DE LA SUSPENSIÓN
ΔP=15psi ΔP=35psi ΔP=55psi
s (kg sólido/kg suspensión) 0,021 0,020 0,020
CONCENTRACIÓN DE LA
SUSPENSIÓN PROMEDIO 0,020
TABLA Nº12. RELACIÓN ENTRE CAÍDA DE PRESIÓN Y RESISTENCIA
ESPECÍFICA DE LA TORTA
α (m/kg) ∆P (N/m2) log ∆P log α n
7,36 x 1010 1,03 x 105 5,015 10,87
6,44 x 1010 2,41 x 105 5,383 10,81
9,72 x 1010 3,79 x 105 5,579 10,99 0,167
ECUACIÓN: ECUACIÓN:
α=9,98 * 109 ∆P0,166 Logα= 0,166 Log∆P +9,999
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 26
TABLA Nº13. CAÍDA DE PRESIÓN ∆P Y RESISTENCIA DEL MEDIO
FILTRANTE Rm
∆P (N/m2) Rm (1/m)
1,03 x 105 4,43 x 1010
2,41 x 105 1,40 x 1011
3,79 x 105 1,17 x 1011
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 27
DISCUSIÓN DE RESULTADOS
Partiendo de la ecuación de Ergun, prescindiendo del término correspondiente al de
turbulencia, se llega a una expresión que relaciona la caída de presión con la velocidad
de filtración. Considerando el área de filtración; así como la resistencia de la torta y el
medio se deduce que la relación entre ∆Ѳ/∆V y el volumen (V) tiene una tendencia
lineal. Luego de integrar la ecuación; a partir de los datos experimentales obtenidos
correspondientes a las diferencias finitas de tiempo y volúmenes de filtrado finitos se
obtienen la pendiente y el intercepto en el origen a partir de los cuales se hallan la
resistencia específica de la torta (α) y la resistencia del medio (Rm) respectivamente.
Sin embargo, el flujo por conductos y tuberías, y también, probablemente, a través del
agente de filtración, durante el periodo inicial de elevada velocidad de filtración a
presión constante puede tener carácter turbulento, y entonces los puntos iniciales sobre
las curvas no representarán la línea recta característica del flujo laminar (∆Ѳ /∆V vs. V).
Por dicha razón, estos puntos iniciales deben despreciarse al tratar de evaluar capacidad
del filtro o cálculo de la resistencia especifica de la torta, para su empleo en filtración a
presión constante.
En la tabla N°12, la resistencia debida a sólidos (α) se incrementa, entonces la cantidad
de flujo de filtrado disminuye, porque durante la filtración los sólidos se depositan sobre
el medio filtrante, y el espesor de la capa de sólidos aumenta, al mismo tiempo se
forman canales o capilares(intersticios) entre los sólidos por donde fluye el filtrado
en forma laminar ya al ser mayor la presion la compactación de las particulas sera
mayor.
Se encuentra que la humedad de la torta es de: 33.1%, 30.6% y 30.8% para caídas de
presión de 15, 35 y 55 psi. Por tratarse de una partícula pequeña la humedad en la
torta es alta, debido a que genera mayor cantidad de canales que retienen el agua y
hacen difícil el paso de la misma.
Se observa una relación directamente proporcional entre la resistencia específica de la
torta (α) y la caída de presión, lo que se expresa a través de una relación matemática,
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 28
que permite hallar los valores de α para distintas presiones. Esta relación fue sugerida
por Almy y Lewis mediante una expresión potencial, en donde aparecen los términos
de α0 y n, siendo α0 la resistencia específica de la torta a presión cero y n el factor o
exponente de compresibilidad.
Según la gráfica N° 4 , la resistencia de las tortas aumenta al incrementar la presión del
proceso, esto se debe a la disminución de los espacios vacíos en la torta (Porosidad)
como resultado de las fuerzas internas que se dan en el interior del marco, tendiendo
como consecuencia tortas más compactas.
De acuerdo a la tabla N°12 y la gráfica N°5, el valor del factor de compresibilidad
experimental es de 0,166 el cual se encuentra dentro del rango (0<n<1) [3]; por lo tanto
la torta es poco sensible a los cambios de la presión. Se corrobora además, con un valor
de n pequeño, que el CaCO3 es una sustancia coadyuvante (sólidos granulares con
suficiente resistencia mecánica para que no se desintegren sus gránulos con facilidad)
[4], [5], lo que ayuda a una mejor filtración y a reducir el tiempo del mismo.
Debido a la pérdida de energía por rozamiento originada en el flujo del filtrado a través
de la torta, existirá un gradiente de presión en el fluido, esto se puede ver en la Tabla
N°12, como la fuerza ejercida por el fluido sobre cada partícula es transmitida a las
partículas más profundas en la torta, la fuerza de compresión varía desde un mínimo de
cero en la superficie libre de la torta hasta un valor máximo en el medio filtrante.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 29
CONCLUSIONES
1. En la filtración a ∆P constante, la velocidad de flujo es máxima al comienzo de la
filtración y disminuye continuamente hasta el final debido a que la resistencia de la
torta y del medio se hacen mayores.
2. La relación de dependencia entre la resistencia específica de la torta (α) y la caída
de presión de filtración, la cual es posible representar matemáticamente mediante
una expresión potencial, se determina que la torta obtenida es incompresible;
asimismo, el exponente de incompresibilidad es de 0,166.
3. Con un factor de compresibilidad de 0.166, el CaCO3 es una sustancia
coadyuvante poco sensible a los cambios de presión. Otro parámetro que
corrobora esta conclusión es la alta porosidad (E), que se mantiene constante
,con un valor promedio de 0.559.
4. La resistencia del medio filtrante es directamente proporcional a la presión de
filtración. Es la resistencia total que se establece sobre el medio, incluyendo la de las
partículas incrustadas y es importante durante los primeros momentos de la
filtración. Considerada constante porque generalmente sólo es importante en los
primeros instantes del proceso.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 30
RECOMENDACIONES
1. Realizar estudios comparativos de la operación de filtración, para diferentes
materiales o suspensiones, diferentes medios filtrantes, diversas concentraciones de
suspensión y diversas presiones de filtración y diferentes diámetros de partícula.
2. En el caso en que se tenga un lodo de difícil filtración se puede utilizar coadyuvantes,
lo cual evita que las partículas coloidales del lodo se apelmacen contra la tela
filtrante, haciendo que la resistencia de la tela sea muy elevada.
3. En relación al sistema, se recomienda acoplar un filtro antes de que la suspensión
del tanque pase directamente a la bomba, con el fin de proteger a la bomba de daños
a los álabes, presencia de grumos o burbujas de aire que pueda contener la
suspensión. Se recomienda también colocar un medidor de flujo (de orificio o de
Venturi, siempre que no se taponee con la suspensión) y medir los pesos en una
balanza analítica de mayor precisión (puesto que con los pesos se realizan cálculos
de relaciones de torta y porosidad). Además, la agitación debe ser constante el
tanque de la suspensión.
4. Lo ideal es aplicar la totalidad de la presión al principio de la filtración y mantenerla
constante durante toda ella. No comenzar a filtrar con presión elevada, las primeras
partículas se apelmazan en una masa muy apretada que llena completamente los
poros de la tela. Una vez finalizada la práctica, es importante lavar las tuberías,
mediante el propio mecanismo de lavado que posee el equipo.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 31
REFERENCIAS BIBLIOGRÁFICAS
1. TESIS: “Variación de la Resistencia del cake y del medio filtrante de filtración a
razón constante de una suspensión acuosa de carbonato de calcio”. Autor: Lock
Sing, Olga Raida. Lima, 1962.
2. TESIS: “Estudio de las características de filtración a presión constante de una
suspensión acuosa de carbonato de calcio”. Autor: Torres Arias, Pedro Antonio.
Lima, 1964.
3. Ocón, Joaquín y Tojo, Gabriel, “Problemas de Ingeniería Química”, Tomo II.
Aguilar S.A. Ediciones, 1970. Páginas: 324-353.
4. Vian, Ángel y Ocón, Joaquín, “Elementos de Ingeniería Química”. 5º Edición,
Aguilar S.A. Ediciones, 1979. Páginas: 394-399, 402-423.
5. Badger y Banchero, “Introducción a la Ingeniería Química”. Editorial McGraw-
Hill, Nueva York, 1966. Páginas: 572-601.
APÉNDICE
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 32
1) CÁLCULOS
Todos los cálculos están basados en el ensayo donde ∆P=15 psi.
a) Fracción en peso de CaCO3 en la suspensión:
peso del sólido
s=( )
peso de la suspensión
(peso del vaso + muestra seca) − peso del vaso
s=( )
(peso del vaso + suspensión) − peso del vaso
28,7 − 28,2
s=
51,8 − 28,2
Kg CaCO3
s = 0,021
Kg Suspensión
b) Relación entre torta húmeda y la torta seca:
peso de la torta húmeda
m=
peso de la torta seca
(peso del vaso + torta húmeda) − peso del vaso
m=
(peso del vaso + torta seca) − peso del vaso
41,1 − 28,7
m=
37,0 − 28,7
Kg torta húmeda
m = 1,49
Kg torta seca
c) Masa de sólidos referida al volumen de filtrado:
sρ
w=
1 − ms
Kg CaCO3 Kg filtrado
0,021 × 996 m3 filtrado
Kg Suspensión
w= Kg torta húmeda Kg CaCO
3
1 − 1,49 × 0,021 Kg Suspensión
Kg torta seca
Kg CaCO3
w = 21,8
m3 filtrado
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 33
d) Cálculo de la resistencia especifica de la torta (α):
A partir de la ecuación:
∆Ѳ
= K1 V + K 2
∆V
Donde:
μαw
K1 = ∆Pg 2
(9)
cA
μR μαw
K 2 = ∆PgmA = ∆Pg 2
Ve = K1 Ve (10)
c cA
De la representación de ΔѲ/ΔV contra V para una caída de presión de 15 lb/plg2
mostrada en la Gráfica Nº1, se obtienen los valores de K1 y K2
∆Ѳ
= 4,59 x 106 V + 1,16 x 104
∆V
Luego:
μαw 6
s
K1 = = 4,59 x 10
∆Pg c A2 m6
μR m s
K2 = = 1,16 x 104 3
∆Pg c A m
De la ecuación (9) se despeja el valor de α y se obtiene:
K1 ∆Pg c A2
α=
μw
s N m.Kg
4,59 x 106 m6 × 1,03 x 105 m2 × (5,31x 10−2 m2 )2 × 1 Ns2
α= Kg Kg CaCO3
8,36 × 10−4 ms × 21,8 m3 filtrado
m
α = 7,36 × 1010
Kg
e) Cálculo de la porosidad de la torta:
Se calcula mediante la siguiente expresión:
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 34
ρsólido × (m − 1)
ϵ=
ρsólido × (m − 1) + ρagua
Kg CaCO3 kg torta húmeda
2,70 x 103 m3CaCO3 × (1,49 − 1)
kg torta seca
ϵ= Kg CaCO3 kg torta húmeda
2,70 x 103 m3CaCO3 × (1,49 − 1) + 996
kg torta seca
ϵ = 0,573
f) Cálculo de la Resistencia del medio filtrante Rm:
El cálculo se realiza a partir de la ecuación (11):
αwVe
Rm = (11)
A
Donde Ve viene dado por la ecuación (10):
K 2 = K1 Ve
K2
Ve =
K1
s
1,16 x 104 m3
Ve = s
4,59 x 106 m6
Ve = 2,52 × 10−3 m3
Reemplazando en la ecuación de la resistencia del medio filtrante:
m Kg CaCO
7,36 × 1010 Kg × 21,8 m3 filtrado
3
× 2,52 × 10−3 m3
Rm =
5,31x 10−2 m2
1
R m = 7,60 × 1010
m
De manera similar se realizan los cálculos (de a hasta f) para el resto de datos, para cada
variación de presión.
g) Cálculo del factor de compresibilidad de la torta:
Se representan los datos de α obtenidos contra ΔP para observar el comportamiento de
estas en función de la variación de la presión.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 35
Al realizar la distribución de α en función de ΔP se obtiene una relación:
α = αo ∆P n
Esta representación es mostrada en la grafica de donde se obtiene la siguiente ecuación:
α = 9,98 × 109 ∆P 0.166
Comparando las dos últimas ecuaciones se tiene que:
α0 = 9,98 × 109
n = 0,166
Se puede hacer una regresión logarítmica también para hallar el factor de
compresibilidad de la torta:
log α = n log ∆P + log α o
Obteniendo que n=0,166
Si el valor de n es cero, se cumpliría que α = α0 , entonces se dice que la torta es
incompresible. Para el caso, la torta es poco compresible.
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 36
2) GRÁFICAS
∆Ѳ/∆V (s/m3) vs. V (m3)
90000
y = 4,586,928.57x + 13,846.04
80000 R² = 0.99
70000
∆Ѳ/∆V (s/m3)
60000
50000
∆Ѳ/∆V vs. V
40000
Linear (∆Ѳ/∆V vs. V )
30000
20000
10000
0 0.004 0.008 0.012 0.016
V (m3)
GRÁFICA Nº1. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V (m3)
PARA ∆P=15 PSI
∆Ѳ/∆V (s/m3) vs. V (m3)
50000
45000
y = 1,683,983.49x + 11,246.37
40000 R² = 0.95
∆Ѳ/∆V (s/m3)
35000
30000
∆Ѳ/∆V vs. V
25000 Linear (∆Ѳ/∆V vs. V )
20000
15000
10000
0 0.004 0.008 0.012 0.016 0.02
V (m3)
GRÁFICA Nº2. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V (m3)
PARA ∆P=35 PSI
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 37
∆Ѳ/∆V (s/m3) vs. V (m3)
40000
y = 1,540,508.77x + 6,305.69
35000 R² = 0.97
30000
∆Ѳ/∆V (s/m3)
25000
20000
∆Ѳ/∆V vs. V
15000 Linear (∆Ѳ/∆V vs. V )
10000
5000
0
0 0.004 0.008 0.012 0.016 0.02
V (m3)
GRÁFICA Nº3. ∆Ѳ/∆V (s/m3) vs. VOLUMEN DE FILTRADO PROMEDIO V (m3)
PARA ∆P=55 PSI
α (m/kg) vs. ∆P (N/m2)
1.1E+11
y = 1E+10x0.1669
1E+11 R² = 0.2732
9E+10
α (m/kg)
8E+10
7E+10 α vs. ∆P
Power (α vs. ∆P )
6E+10
5E+10
4E+10
100000 150000 200000 250000 300000 350000 400000
∆P (N/m2)
GRÁFICA Nº4. RESISTENCIA ESPECÍFICA DE LA TORTA α (m/kg) vs.
VARIACIÓN DE PRESIÓN ∆P (N/m2)
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 38
Logα vs. Log∆P
11
10.98 y = 0.1669x + 9.9991
10.96 R² = 0.2732
10.94
10.92
10.9
Logα
10.88 Logα vs. Log∆P
10.86 Linear (Logα vs. Log∆P)
10.84
10.82
10.8
10.78
4.9 5 5.1 5.2 5.3 5.4 5.5 5.6 5.7
Log∆P
GRÁFICA Nº5. LOGARITMO DE α vs. LOGARITMO DE ∆P
Rm (1/m) vs. ∆P (N/m2)
1.600E+11
1.400E+11
1.200E+11
1.000E+11
Rm (1/m)
8.000E+10
Rm vs. ∆P
6.000E+10
4.000E+10
2.000E+10
0.000E+00
0 50000 100000 150000 200000 250000 300000 350000 400000
∆P (N/m2)
GRÁFICA Nº6. RESISTENCIA DEL MEDIO FILTRANTE Rm (1/m) vs.
VARIACIÓN DE PRESIÓN ∆P (N/m2)
LIQ II – FILTRACIÓN A PRESIÓN CONSTANTE – Grupo 3 – 2012-I Página 39
Вам также может понравиться
- 4 Temperatura CorporalДокумент40 страниц4 Temperatura CorporalAdrïPändöräОценок пока нет
- Informe de Filtracion A Presion Constante UNMSMДокумент33 страницыInforme de Filtracion A Presion Constante UNMSMBrian WilliamsОценок пока нет
- Las Metamorfosis de La PubertadДокумент1 страницаLas Metamorfosis de La PubertadLucero Ramírez NavarroОценок пока нет
- Tarea Problemas Optimizacion Jimenez UNMSMДокумент23 страницыTarea Problemas Optimizacion Jimenez UNMSMBrian WilliamsОценок пока нет
- Corre Despacio para Correr Más Rápido - FRДокумент6 страницCorre Despacio para Correr Más Rápido - FREnzo100% (3)
- Hidrometalurgia Del LitioДокумент16 страницHidrometalurgia Del LitioBrian Williams100% (1)
- Caso El DeportivoДокумент10 страницCaso El Deportivopinina2009Оценок пока нет
- Laboratorio de Analisis 3 Volumetria de NeutralizaciónДокумент23 страницыLaboratorio de Analisis 3 Volumetria de NeutralizaciónBrian Williams67% (3)
- Hoja Tecnica - Acelcrete 500hДокумент1 страницаHoja Tecnica - Acelcrete 500hBrian WilliamsОценок пока нет
- Contador 0-999 LED PWM TemperaturaДокумент5 страницContador 0-999 LED PWM TemperaturaPool Icanaque EspinalОценок пока нет
- Problemas de Ingenieria MaterialesДокумент1 страницаProblemas de Ingenieria MaterialesBrian WilliamsОценок пока нет
- Consumo Energetico LaboratorioДокумент1 страницаConsumo Energetico LaboratorioBrian WilliamsОценок пока нет
- Seguridad en Instalaiones EléctricasДокумент35 страницSeguridad en Instalaiones EléctricasBrian WilliamsОценок пока нет
- P RONOSTICOSДокумент10 страницP RONOSTICOSBrian WilliamsОценок пока нет
- Contador Del 0 Al 99 Con Arduino UNOДокумент3 страницыContador Del 0 Al 99 Con Arduino UNOBrian Williams100% (1)
- Problema 6.14Документ8 страницProblema 6.14Brian WilliamsОценок пока нет
- Laboratorio de Fisica III Informe #6Документ19 страницLaboratorio de Fisica III Informe #6Brian WilliamsОценок пока нет
- Práctica de Laboratorio sobre Elementos de los Grupos IA y IIAДокумент12 страницPráctica de Laboratorio sobre Elementos de los Grupos IA y IIABrian WilliamsОценок пока нет
- Laboratorio de Fisica III Informe #6Документ19 страницLaboratorio de Fisica III Informe #6Brian WilliamsОценок пока нет
- Informe de Fisica III #1Документ25 страницInforme de Fisica III #1Brian WilliamsОценок пока нет
- Diseño de HENSДокумент20 страницDiseño de HENSBrian WilliamsОценок пока нет
- Cronograma Gantt PoolДокумент93 страницыCronograma Gantt PoolBrian WilliamsОценок пока нет
- Incertidumbre RCДокумент15 страницIncertidumbre RCSoledad RiscoОценок пока нет
- Informe 7 Torre de EnfriamientoДокумент31 страницаInforme 7 Torre de EnfriamientoBrian WilliamsОценок пока нет
- Propiedades de Especies PurasДокумент66 страницPropiedades de Especies PurasBrian WilliamsОценок пока нет
- Calculo de Pronostico Exponencial SuavizadoДокумент4 страницыCalculo de Pronostico Exponencial SuavizadoBrian WilliamsОценок пока нет
- Tarea Sintesis Sostenibilidad y Ecologia Industrial Desde La Ingenieria QuimicaДокумент23 страницыTarea Sintesis Sostenibilidad y Ecologia Industrial Desde La Ingenieria QuimicaBrian WilliamsОценок пока нет
- Diagnostico EnergeticoДокумент25 страницDiagnostico EnergeticoBrian WilliamsОценок пока нет
- Analisis Espectros Infrarrojo PDFДокумент49 страницAnalisis Espectros Infrarrojo PDFBrian WilliamsОценок пока нет
- Sem12.Diagnostico EnergeticoДокумент161 страницаSem12.Diagnostico EnergeticoBrian WilliamsОценок пока нет
- Dialnet ModeloDelControlDeNivelYCaudalDeLiquidoEnUnDeposit 4762998 PDFДокумент7 страницDialnet ModeloDelControlDeNivelYCaudalDeLiquidoEnUnDeposit 4762998 PDFHelyson PerdomoОценок пока нет
- BiodieselДокумент8 страницBiodieselBrian WilliamsОценок пока нет
- Preguntas CorrosionДокумент8 страницPreguntas CorrosionBrian WilliamsОценок пока нет
- Norma Técnica Colombiana NTC 4116Документ3 страницыNorma Técnica Colombiana NTC 4116Israel Nieves100% (1)
- Desarrollo Humano SostenibleДокумент10 страницDesarrollo Humano SostenibleFrank CaceresОценок пока нет
- Empresas Proveedoras de ChileДокумент48 страницEmpresas Proveedoras de Chilekaren AlvarezОценок пока нет
- Examenes Psicologia EducativaДокумент44 страницыExamenes Psicologia EducativanatalyОценок пока нет
- INFORME 4 - Intro, Conclu y ObsДокумент4 страницыINFORME 4 - Intro, Conclu y ObsJhon Angel Salcedo AgueroОценок пока нет
- Ensayo 1 Fenomenos Ondulatorios IДокумент4 страницыEnsayo 1 Fenomenos Ondulatorios IAlfredo Antonio Pizarro CortésОценок пока нет
- Clase 1 ManejoycontroldesemillasДокумент17 страницClase 1 ManejoycontroldesemillasEduardo Pepe Melgarejo DíazОценок пока нет
- Multiplexor analógico 8 entradas 0-10V con salidas 0-4/20mAДокумент4 страницыMultiplexor analógico 8 entradas 0-10V con salidas 0-4/20mAJosh MarrugoОценок пока нет
- Alimentación InteligenteДокумент2 страницыAlimentación InteligenteMariana perez jimenezОценок пока нет
- Modelos y Teorías de La EnfermeríaДокумент10 страницModelos y Teorías de La EnfermeríaDavid Jesus Martinez CosiОценок пока нет
- Capítulo 2 Liofilización: 2.1 Etapas Del Secado Por SublimaciónДокумент48 страницCapítulo 2 Liofilización: 2.1 Etapas Del Secado Por SublimaciónCristina MarínОценок пока нет
- Contextualización de La Energía PDFДокумент38 страницContextualización de La Energía PDFJonathan Londoño CastañoОценок пока нет
- Metodos de Analisis de Semillas - Pt.esДокумент16 страницMetodos de Analisis de Semillas - Pt.esYoel Dávila RimarachínОценок пока нет
- Cómo Se Usa La Radioterapia para Tratar El CáncerДокумент8 страницCómo Se Usa La Radioterapia para Tratar El CáncerJhonny Nael HCОценок пока нет
- Linea Del Tiempo SGSSДокумент13 страницLinea Del Tiempo SGSSAntony GONZALEZ RAMOSОценок пока нет
- Proyecto EmocioДокумент11 страницProyecto EmocioDemii LuceroОценок пока нет
- Flora DominicanaДокумент3 страницыFlora DominicanaRene AugustinОценок пока нет
- Actividad #3 IndividualДокумент5 страницActividad #3 IndividualAna maria Hernandez sotoОценок пока нет
- Ser profesor: Evaluación de competencias para el ingreso al magisterioДокумент14 страницSer profesor: Evaluación de competencias para el ingreso al magisterioOmar ParralesОценок пока нет
- Barrera de Vapor Perminator (Ficha Técnica)Документ4 страницыBarrera de Vapor Perminator (Ficha Técnica)Jonnathan AsteteОценок пока нет
- Tablas de Dosificacion de IngredientesДокумент7 страницTablas de Dosificacion de IngredientesBRYAN CESAR RAPRI RODR�GUEZОценок пока нет
- Informe Tecnico de Plantación de FrutalesДокумент3 страницыInforme Tecnico de Plantación de FrutalesGrover MeallaОценок пока нет
- 20 Capitulo Portada 254Документ6 страниц20 Capitulo Portada 254Tania RuizОценок пока нет
- Tabla PeriodicaДокумент1 страницаTabla PeriodicaSimbieenteОценок пока нет
- Epistemología y avances científicosДокумент4 страницыEpistemología y avances científicosMaicol Díaz0% (1)
- Fase 1 Paula Saavedra Grupo 74Документ6 страницFase 1 Paula Saavedra Grupo 74xaiverr JJОценок пока нет