Вам также может понравиться
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingОт EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingОценок пока нет
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesОт EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesРейтинг: 5 из 5 звезд5/5 (5)
- Blasting & Painting Ops ProcedureДокумент12 страницBlasting & Painting Ops ProcedurekolaaruОценок пока нет
- Painting An Coating StandardДокумент12 страницPainting An Coating StandardkolaaruОценок пока нет
- SCS-10 Pipeline Coating SpecificationДокумент12 страницSCS-10 Pipeline Coating Specificationpius nwiwukaОценок пока нет
- SOP - 07 - Sand Blasting - Painting ProcedureДокумент66 страницSOP - 07 - Sand Blasting - Painting ProcedureSuci Yatiningtiyas100% (1)
- Surface Preparation and Painting of Structural SteelДокумент6 страницSurface Preparation and Painting of Structural SteelRakesh Ranjan0% (1)
- C-157: Three Coat Epoxy Coating Spec for Seawater ImmersionДокумент11 страницC-157: Three Coat Epoxy Coating Spec for Seawater ImmersionKong Hu LeeОценок пока нет
- Coating Application & Inspection Procedure-Rev 0Документ27 страницCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- Specification For Painting of Structural SteelДокумент11 страницSpecification For Painting of Structural SteelJames LeeОценок пока нет
- TS4 - Project and Maintenance Coating PDFДокумент26 страницTS4 - Project and Maintenance Coating PDFmojgfdОценок пока нет
- GP 19-01-01 Paint and Protective Coatings Selection GuideДокумент29 страницGP 19-01-01 Paint and Protective Coatings Selection GuidekerenОценок пока нет
- BLASTING AND PAINTING PROCEDUREДокумент9 страницBLASTING AND PAINTING PROCEDUREAhmad FadlullahОценок пока нет
- Shop and Field Painting Specification for Reliance EngineeringДокумент46 страницShop and Field Painting Specification for Reliance EngineeringVivek Rathod100% (2)
- 560 000 GC S 012 - 4Документ24 страницы560 000 GC S 012 - 4JA_RRYОценок пока нет
- Field Joint Coating Procedure for PipelinesДокумент8 страницField Joint Coating Procedure for PipelinesAllouh Mohammed75% (4)
- Include Your Logo: Painting ProcedureДокумент7 страницInclude Your Logo: Painting ProcedureFrancis AndorfulОценок пока нет
- Method Statement For APCS-113A For Alloy Steel - Otc - Fbe-002Документ7 страницMethod Statement For APCS-113A For Alloy Steel - Otc - Fbe-002sharif339100% (2)
- Coating Procedure GuideДокумент8 страницCoating Procedure Guidedeva0170% (2)
- Procedure For Surface PreparationДокумент10 страницProcedure For Surface PreparationEric MagnayeОценок пока нет
- Ges en SPC CC 0005 8Документ24 страницыGes en SPC CC 0005 8Muhammad YahdimanОценок пока нет
- Painting Procedure GlobalДокумент15 страницPainting Procedure GlobalUbed KudachiОценок пока нет
- Surface Treatment and Painting ProcedureДокумент7 страницSurface Treatment and Painting ProcedureMohamedОценок пока нет
- Painting Procedure For Field Erected Tank FINAL (13850)Документ22 страницыPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCОценок пока нет
- Blasting and Painting Procedure GuideДокумент6 страницBlasting and Painting Procedure Guidevishwas salunkheОценок пока нет
- Material and Construction Standard: IPS-G-TP-335Документ25 страницMaterial and Construction Standard: IPS-G-TP-335aminОценок пока нет
- Work Method ProceduresДокумент37 страницWork Method ProceduresAnonymous K0fqIO100% (2)
- Specification For Painting-Piping & EquipmentДокумент21 страницаSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- Blasting Coating Procedure For Fabricated Steel StructureДокумент8 страницBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- QWTP Coating SpecsДокумент17 страницQWTP Coating Specsrahman196011Оценок пока нет
- Norsok Standard Common Requirements Surface Preparation and Protective CoatingДокумент19 страницNorsok Standard Common Requirements Surface Preparation and Protective CoatingAhmed FoudaОценок пока нет
- Mil STD 1504B Abrasive BlastingДокумент15 страницMil STD 1504B Abrasive BlastingUtphala Dhamma100% (1)
- Pa 3 PDFДокумент0 страницPa 3 PDFNageswara Rao BavisettyОценок пока нет
- InternalPainting PDFДокумент9 страницInternalPainting PDFPhilip LonerganОценок пока нет
- Internal Painting of Fuel TanksДокумент9 страницInternal Painting of Fuel Tankstzimtiger50% (2)
- BlastpaintДокумент12 страницBlastpaintdeje1726Оценок пока нет
- Blasting and Painting Procedure - 1Документ6 страницBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Sched v7Документ16 страницSched v7Wael HannonОценок пока нет
- D 3322 - 82 R01 - RdmzmjiДокумент4 страницыD 3322 - 82 R01 - Rdmzmjijamaljamal20Оценок пока нет
- Ves 5140 R13Документ23 страницыVes 5140 R13Dwiadi CahyabudiОценок пока нет
- FIVI SW26S Procedimiento de InspecciónДокумент16 страницFIVI SW26S Procedimiento de Inspeccióndaducageorsa86Оценок пока нет
- Qcs 2010 Part 14 Protective Treatments For ConcreteДокумент19 страницQcs 2010 Part 14 Protective Treatments For ConcreteRotsapNayrb100% (1)
- MPI PROCEDURE PLR AND STRUCTURESДокумент17 страницMPI PROCEDURE PLR AND STRUCTURESfajardojonathannahumОценок пока нет
- Rev. A English 09 / 2020: SpecificationДокумент11 страницRev. A English 09 / 2020: SpecificationNuno ciprianoОценок пока нет
- Procedure For Surface Preparation-Painting - For Storage TankДокумент8 страницProcedure For Surface Preparation-Painting - For Storage Tankcristinelb50% (2)
- Blasting Coating ProcedureДокумент61 страницаBlasting Coating ProcedureZohair Aftab100% (1)
- Procedure of PaintingДокумент10 страницProcedure of PaintingMahmoud AymanОценок пока нет
- ARCProcedure Guide MetalsДокумент11 страницARCProcedure Guide MetalsAlejandro Pedraza SuarezОценок пока нет
- Ampp Nace Code Estructural CoatingДокумент12 страницAmpp Nace Code Estructural CoatingJavier Enrique Diaz ChacinОценок пока нет
- Guide Specification For Coatings With Inorganic Zinc Rich PrimerДокумент7 страницGuide Specification For Coatings With Inorganic Zinc Rich PrimerFernando AlvarengaОценок пока нет
- ChemLINE 784 Steel Application Guide Dec 2018Документ14 страницChemLINE 784 Steel Application Guide Dec 2018Hector OrozcoОценок пока нет
- MaklvДокумент12 страницMaklvKelz KelzОценок пока нет
- Painting ProcedureДокумент8 страницPainting ProcedureSunday Paul50% (2)
- Surface Preparation and Application GuideДокумент13 страницSurface Preparation and Application Guideश्रीराज् कथलियिल्Оценок пока нет
- Surface Preparation and Protective CoatingДокумент19 страницSurface Preparation and Protective CoatingnitinОценок пока нет
- PSP-06 (Blasting & Painting Procedure)Документ6 страницPSP-06 (Blasting & Painting Procedure)beruslee82% (11)
- Procedure For Surface Preparation and Painting: Spectraa Technology Solutions LTDДокумент4 страницыProcedure For Surface Preparation and Painting: Spectraa Technology Solutions LTDAshokkumar ThangarajОценок пока нет
- Engineered Ceramics: Current Status and Future ProspectsОт EverandEngineered Ceramics: Current Status and Future ProspectsTatsuki OhjiОценок пока нет
- Project Schedule Demonstration PlanДокумент2 страницыProject Schedule Demonstration PlankolaaruОценок пока нет
- ISO 45001.docx Check ListДокумент18 страницISO 45001.docx Check ListKrishna Vacha100% (1)
- Format To Industry Coating PDFДокумент10 страницFormat To Industry Coating PDFkolaaruОценок пока нет
- Format To Industry Coating PDFДокумент10 страницFormat To Industry Coating PDFkolaaruОценок пока нет
- Project Management Template Examples v1 PDFДокумент157 страницProject Management Template Examples v1 PDFlifemillion2847Оценок пока нет
- 1.1. Usb Legal PDFДокумент60 страниц1.1. Usb Legal PDFnadzrin_akatsuki94100% (1)
- Iron Cast Iron Wrought IronДокумент18 страницIron Cast Iron Wrought IronvelavansuОценок пока нет
- 5E Series Tractors from John Deere: 55-75hp Reliable Performance for Small Farms and Specialty TasksДокумент4 страницы5E Series Tractors from John Deere: 55-75hp Reliable Performance for Small Farms and Specialty Tasksbrujula24100% (1)
- Cenizabusinessplan 2Документ68 страницCenizabusinessplan 2Dexterr DivinooОценок пока нет
- Recycling ConcreteДокумент56 страницRecycling ConcreteReshmita PallaОценок пока нет
- Engineering Management Painting SpecificationsДокумент15 страницEngineering Management Painting SpecificationsPaula MontalvoОценок пока нет
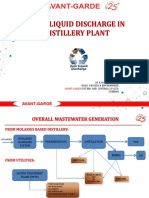
- Avant-Garde Mr. K Mohan KumarДокумент46 страницAvant-Garde Mr. K Mohan KumarSivakumar SelvarajОценок пока нет
- Research Report - Land PollutionДокумент9 страницResearch Report - Land PollutionMisbah GroupОценок пока нет
- Cr-Mo Steel Vessel Repair ConsiderationsДокумент7 страницCr-Mo Steel Vessel Repair Considerationsromanosky11Оценок пока нет
- DuctДокумент14 страницDuctSalehAfadlehОценок пока нет
- Week 2 Module - CHEMДокумент13 страницWeek 2 Module - CHEMMichael AustriaОценок пока нет
- Cost Estimate For 2 - Storey Residential 10.13.22Документ17 страницCost Estimate For 2 - Storey Residential 10.13.22Regie JoaquinОценок пока нет
- Articulado PDFДокумент90 страницArticulado PDFMiguel Fuentes100% (1)
- Relieve Valve Types and OperationДокумент11 страницRelieve Valve Types and OperationBryan K. Aylas ParedesОценок пока нет
- ProductSpec HS2.4S HS3.75S HSZ2.4S HSZ3.75S HSD2.55S1Документ1 страницаProductSpec HS2.4S HS3.75S HSZ2.4S HSZ3.75S HSD2.55S1Araujo Felipe AndrésОценок пока нет
- A815 PDFДокумент8 страницA815 PDFExport priminoxОценок пока нет
- 09 Materials HandlingДокумент32 страницы09 Materials HandlingVivekОценок пока нет
- Evaluating Strength of Brazed JointsДокумент7 страницEvaluating Strength of Brazed JointssutrimoОценок пока нет
- What To Do When Service Is Needed: C Cu Ua An ND Do o N Ne Ec Ce Es Siitta A S Se Errv Viic Ciio oДокумент48 страницWhat To Do When Service Is Needed: C Cu Ua An ND Do o N Ne Ec Ce Es Siitta A S Se Errv Viic Ciio oJAОценок пока нет
- Overall Heat Transfer CoefficientДокумент3 страницыOverall Heat Transfer CoefficientcordobaluisfОценок пока нет
- DIY Knifemaker's Info Center - Heat Treatment Oven ProjectДокумент34 страницыDIY Knifemaker's Info Center - Heat Treatment Oven ProjectRicardo VelozОценок пока нет
- Specification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Документ8 страницSpecification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Stanislav PerevezentsevОценок пока нет
- Method Statement For Installation of SwitchboardsДокумент5 страницMethod Statement For Installation of SwitchboardsDimitris NikouОценок пока нет
- Automatic ingot feeder streamlines aluminum productionДокумент6 страницAutomatic ingot feeder streamlines aluminum productionPooja BanОценок пока нет
- En 1 4547 - 1510 Valbruna Nordic EnglishДокумент2 страницыEn 1 4547 - 1510 Valbruna Nordic Englishpinky_y2kОценок пока нет
- Metiche AnalDesign FRP Poles PDFДокумент26 страницMetiche AnalDesign FRP Poles PDFMojtaba Mohammad PourОценок пока нет
- A404 (30TH), A413, A470, A670 (31TH) : 3 Speed FWD Lock Up & Non Lock UpДокумент4 страницыA404 (30TH), A413, A470, A670 (31TH) : 3 Speed FWD Lock Up & Non Lock Up2791957Оценок пока нет
- Sony Dsc-w630 Ver1.1 Level2Документ25 страницSony Dsc-w630 Ver1.1 Level2Alberto MorenoОценок пока нет
- Fabrication Failures and SolutionsДокумент3 страницыFabrication Failures and SolutionsSyed Muhammad Shukri Al-IdrusОценок пока нет
- 66 DuPont MECS Alloy AcidCoolersДокумент2 страницы66 DuPont MECS Alloy AcidCoolersMohamed Elayachi100% (1)