Вам также может понравиться
- Standard Operating Procedure For Sulfuric Acid PlantДокумент5 страницStandard Operating Procedure For Sulfuric Acid PlantasnandyОценок пока нет
- To Dmaic or Not To DmaicДокумент1 страницаTo Dmaic or Not To Dmaicritch99Оценок пока нет
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingОт EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingРейтинг: 5 из 5 звезд5/5 (3)
- Instructions For Integrated Hydride Generation Accessory FoДокумент10 страницInstructions For Integrated Hydride Generation Accessory Fomeiling1306Оценок пока нет
- Boiler Preservation Methods Dry and WetДокумент14 страницBoiler Preservation Methods Dry and WetTin Aung KyiОценок пока нет
- Liquid SO2.1Документ13 страницLiquid SO2.1Musyafa WiryantoОценок пока нет
- Sour Water StrippingДокумент5 страницSour Water StrippingImam Bukhori100% (1)
- Sabre-Baggage Management and Analysis SystemДокумент24 страницыSabre-Baggage Management and Analysis Systemdifaini anugrahОценок пока нет
- Udemy Course DescriptionДокумент1 страницаUdemy Course DescriptionZain AbidОценок пока нет
- tt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFДокумент20 страницtt130 Ultrasonic Wall Thickness Material Thickness Gauge Instruction Manual PDFelmek jayaОценок пока нет
- Caustic SodaStore and HandlingДокумент2 страницыCaustic SodaStore and HandlingargachoОценок пока нет
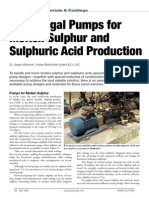
- Centrifugal Pumps For Molten Sulphur & H2so4 ProductionДокумент6 страницCentrifugal Pumps For Molten Sulphur & H2so4 ProductionSamir Ganguli100% (2)
- Acid Storage DesignДокумент1 страницаAcid Storage DesignEugenio OlivaresОценок пока нет
- Acid StorageДокумент1 страницаAcid StorageChelsea SkinnerОценок пока нет
- KOROSIДокумент35 страницKOROSISaiful BahriОценок пока нет
- Alfa Laval FACTS-8Документ4 страницыAlfa Laval FACTS-8microco4Оценок пока нет
- Vapour Pressure DataДокумент44 страницыVapour Pressure Dataramsrivatsan50% (2)
- Des Cal Ing BoilersДокумент3 страницыDes Cal Ing BoilersRaymondIlyasОценок пока нет
- Int4D Ustrlal: and Engineering ChemistryДокумент11 страницInt4D Ustrlal: and Engineering Chemistryاحمد الدلالОценок пока нет
- ReaktorДокумент46 страницReaktorSultan SetiawanОценок пока нет
- Chevron Industrial ReportДокумент46 страницChevron Industrial ReportIrtiaz RahmanОценок пока нет
- Concentrated Sulfuric AcidДокумент6 страницConcentrated Sulfuric AcidBonifacioОценок пока нет
- Equipment For Production of An Alkylation Plant For Igh-Octane GasolineДокумент5 страницEquipment For Production of An Alkylation Plant For Igh-Octane GasolinejoefrizalОценок пока нет
- H3PO4Документ23 страницыH3PO4Leo Edrik Cortez VidalОценок пока нет
- Owners Manual Glass PDFДокумент8 страницOwners Manual Glass PDFJoo JongОценок пока нет
- Wet Steam Washing SystemДокумент7 страницWet Steam Washing SystemPrudhvi Raj100% (1)
- Technical Paper-WSD 2018Документ6 страницTechnical Paper-WSD 2018krbabu1969Оценок пока нет
- Guidelines On FCC Fractionator Bottoms System Rev2Документ5 страницGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenОценок пока нет
- Proc - Ess System:S & Equipment: Tanks by LeeДокумент6 страницProc - Ess System:S & Equipment: Tanks by LeeNisadiyah Faridatus ShahihОценок пока нет
- Process Desc 1Документ26 страницProcess Desc 1Saurabh PrabhakarОценок пока нет
- Section-16 Protection of Idle Boiler: ISGEC John ThompsonДокумент3 страницыSection-16 Protection of Idle Boiler: ISGEC John ThompsonMithilesh YadavОценок пока нет
- Parco® Lubrite Lt-10-EnДокумент9 страницParco® Lubrite Lt-10-EnbOOhOO2012Оценок пока нет
- Phosphoric Acid PlantДокумент56 страницPhosphoric Acid PlantRohit PrakashОценок пока нет
- Et3m Containment Duty Data SheetДокумент2 страницыEt3m Containment Duty Data SheetMuhammad Nurul AminОценок пока нет
- Fluid Handling ColfaxДокумент12 страницFluid Handling ColfaxLeon SanchezОценок пока нет
- Protect Your Cargo Tanks Against Aggressive and Corrosive CargoesДокумент2 страницыProtect Your Cargo Tanks Against Aggressive and Corrosive CargoesIan RidzuanОценок пока нет
- 150 Chemical Engineering Interview QuestionsДокумент40 страниц150 Chemical Engineering Interview QuestionsCheenee SiringanОценок пока нет
- 2009-03 CleanDieselHydroPTQ MustangДокумент7 страниц2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Aljac Catg On Closed SamplerДокумент2 страницыAljac Catg On Closed SamplervuongОценок пока нет
- Foam PumpsДокумент4 страницыFoam Pumpskhalidwy6342Оценок пока нет
- Boiler Operation: General DescriptionДокумент4 страницыBoiler Operation: General DescriptionrawadОценок пока нет
- Automatic Ro Plant: 9Cum/H TT/H SoftnerДокумент3 страницыAutomatic Ro Plant: 9Cum/H TT/H SoftnertalhaОценок пока нет
- Crude Distillation PosterДокумент1 страницаCrude Distillation Postervivek_rec100% (1)
- B50 X50 Metallic ManualДокумент18 страницB50 X50 Metallic ManualkitofanecoОценок пока нет
- 1630002Документ16 страниц1630002Israel RamoneОценок пока нет
- Protective - Tank Coating Resistance GuideДокумент7 страницProtective - Tank Coating Resistance Guideenrico100% (1)
- Raney Ni PurificationДокумент5 страницRaney Ni Purificationanjireddy1612Оценок пока нет
- Spiral Hdpe Tanks Malaysia Water TankДокумент4 страницыSpiral Hdpe Tanks Malaysia Water TankAminul HassanОценок пока нет
- Claus Tail Gas Treating Unit (TGTU)Документ3 страницыClaus Tail Gas Treating Unit (TGTU)eragornОценок пока нет
- LPG Storage VesselsДокумент14 страницLPG Storage Vesselsthanhphucbr87Оценок пока нет
- Ancilary EquipmentssДокумент56 страницAncilary EquipmentssRezhaОценок пока нет
- ALH Brochure GBДокумент8 страницALH Brochure GBCARLIN2090Оценок пока нет
- Safetygram-24 Hydrogen ChlorideДокумент6 страницSafetygram-24 Hydrogen ChlorideJorge Enriquez MejíaОценок пока нет
- Danfoss PumpsДокумент12 страницDanfoss PumpsedekovacsОценок пока нет
- Selecting Control ValveДокумент1 страницаSelecting Control ValveA. Pradipta Triestanto W.Оценок пока нет
- Tanque CVBT-TDДокумент6 страницTanque CVBT-TDmonchiss21Оценок пока нет
- Piping PracticeДокумент8 страницPiping Practiceaugur886Оценок пока нет
- Application of Boiler Water Treatment Chemicals To The BoilerДокумент2 страницыApplication of Boiler Water Treatment Chemicals To The Boilermiths_0087Оценок пока нет
- UOP6Документ6 страницUOP6Javiera Pimpoyo GillibrandОценок пока нет
- Alkali Boil Out Procedure by Natural Circulation MethodДокумент31 страницаAlkali Boil Out Procedure by Natural Circulation MethodManoj PaneriОценок пока нет
- Tekor 1Документ4 страницыTekor 1Iqbaal AbdurrokhmanОценок пока нет
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsОт EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsОценок пока нет
- Ecg Signal Thesis1Документ74 страницыEcg Signal Thesis1McSudul HasanОценок пока нет
- Wastewater Treatment Options For Paper Mills Using Waste Paper/imported Pulps As Raw Materials: Bangladesh PerspectiveДокумент4 страницыWastewater Treatment Options For Paper Mills Using Waste Paper/imported Pulps As Raw Materials: Bangladesh PerspectiveKool LokeshОценок пока нет
- Final App - FlsДокумент9 страницFinal App - Flsjunebug172100% (1)
- Ijet V3i6p54Документ6 страницIjet V3i6p54International Journal of Engineering and TechniquesОценок пока нет
- VX HX - 7 22 08Документ12 страницVX HX - 7 22 08aaafafaОценок пока нет
- CP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Документ52 страницыCP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Honda almagrorepuestosОценок пока нет
- Limak 2017 Annual ReportДокумент122 страницыLimak 2017 Annual Reportorcun_ertОценок пока нет
- CambuzaДокумент45 страницCambuzaMia Marin Pâslaru100% (2)
- Oil and Wildlife Conservation in UgandaДокумент40 страницOil and Wildlife Conservation in UgandaAfrican Centre for Media ExcellenceОценок пока нет
- CatalogДокумент76 страницCatalogmkpasha55mpОценок пока нет
- Head Office:: Speciality Urethanes Private LimitedДокумент9 страницHead Office:: Speciality Urethanes Private Limitedashsatao8929Оценок пока нет
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityДокумент4 страницыMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoОценок пока нет
- TabulationДокумент13 страницTabulationWildan PushОценок пока нет
- DMIC ProjectДокумент33 страницыDMIC ProjectParminder RaiОценок пока нет
- FHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFДокумент50 страницFHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFHien Hien NguyenОценок пока нет
- E Insurance ProjectДокумент10 страницE Insurance ProjectChukwuebuka Oluwajuwon GodswillОценок пока нет
- 2012 LFDДокумент943 страницы2012 LFDsergioОценок пока нет
- As4e-Ide-2 7 0 851-ReadmeДокумент10 страницAs4e-Ide-2 7 0 851-ReadmeManoj SharmaОценок пока нет
- Manual Construction Standards Completo CorregidozДокумент240 страницManual Construction Standards Completo CorregidozJose DiazОценок пока нет
- Common Inspection Training Report Kosovo (UNHCR1244)Документ51 страницаCommon Inspection Training Report Kosovo (UNHCR1244)awfahОценок пока нет
- Molinos VerticalesДокумент172 страницыMolinos VerticalesLeonardo RodriguezОценок пока нет
- 8-0-SP1 Designer BPM Process Development HelpДокумент260 страниц8-0-SP1 Designer BPM Process Development HelpEric CaceresОценок пока нет
- Wri Method FigДокумент15 страницWri Method Figsoumyadeep19478425Оценок пока нет
- MCB 12V-8A MCB 24V-5A Battery ChargerДокумент2 страницыMCB 12V-8A MCB 24V-5A Battery ChargerJosé Wilton AlvesОценок пока нет
- Copy Move Forgery Based On DWT-DCTДокумент4 страницыCopy Move Forgery Based On DWT-DCTShiva KeeОценок пока нет
- Data Flow Diagrams PDFДокумент9 страницData Flow Diagrams PDFYasmine2410Оценок пока нет