Вам также может понравиться
- PDFДокумент38 страницPDFThirunavuk KarasuОценок пока нет
- Residence Time DistributionДокумент8 страницResidence Time DistributionMirul AminudinОценок пока нет
- Residence Time Distribution: Distribution Function That Describes The Amount of Time A Fluid Element Could Spend InsideДокумент6 страницResidence Time Distribution: Distribution Function That Describes The Amount of Time A Fluid Element Could Spend Insidevir_a0009Оценок пока нет
- Non Ideal ReactorsДокумент17 страницNon Ideal Reactorserjayenv7346Оценок пока нет
- Residence Time Distribution: Expt. MT 401Документ5 страницResidence Time Distribution: Expt. MT 401sk saraswatОценок пока нет
- Lab ReportДокумент7 страницLab Reportfekremariam AmbawОценок пока нет
- Unesco - Eolss Sample Chapters: Nonideal Flow Models in Homogeneous Chemical ReactorsДокумент10 страницUnesco - Eolss Sample Chapters: Nonideal Flow Models in Homogeneous Chemical ReactorsAaron Jrz RamseyОценок пока нет
- MASS AND ENERGY BALANCE-Last LectureДокумент7 страницMASS AND ENERGY BALANCE-Last LecturePraphulJainОценок пока нет
- Numerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating BreakwaterДокумент6 страницNumerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating Breakwatermostafa shahrabiОценок пока нет
- University of TripoliДокумент16 страницUniversity of TripoliSrewaBenshebilОценок пока нет
- Notes On The Diffusion-Type Model For The Longitudinal Mixing of in Flow FluidsДокумент9 страницNotes On The Diffusion-Type Model For The Longitudinal Mixing of in Flow FluidsJesus Moreno CastilloОценок пока нет
- Felles Lab RE7: Residence Time Distribution (RTD) : Fall 2018Документ6 страницFelles Lab RE7: Residence Time Distribution (RTD) : Fall 2018AakashОценок пока нет
- Ijms 10 00761Документ44 страницыIjms 10 00761Omkar SomuОценок пока нет
- RE 401 - Residence Time DistributionДокумент6 страницRE 401 - Residence Time DistributionAakash R RajwaniОценок пока нет
- RTD in PFRДокумент12 страницRTD in PFRAmoluck BhatiaОценок пока нет
- Nonideal Flow in Reactors: - AnswerДокумент26 страницNonideal Flow in Reactors: - AnswerJoseph OrteneroОценок пока нет
- Study of A Tank-Pipe Damper System For SДокумент10 страницStudy of A Tank-Pipe Damper System For SkurniawanandreasОценок пока нет
- 國內填海造陸背填料防漏設計案例探討Документ14 страниц國內填海造陸背填料防漏設計案例探討喬誌江Оценок пока нет
- Mathematical Modeling and Simulation of A Non-Ideal Plug Flow Reactor in A Saponification Pilot PlantДокумент11 страницMathematical Modeling and Simulation of A Non-Ideal Plug Flow Reactor in A Saponification Pilot PlantMohammed M. MohammedОценок пока нет
- Distributions of Residence Times (RTD) ForДокумент45 страницDistributions of Residence Times (RTD) ForHamza Khezazna100% (1)
- Residence Time Distribution For Chemical ReactorsДокумент71 страницаResidence Time Distribution For Chemical ReactorsJuan Carlos Serrano MedranoОценок пока нет
- RTD Treatment and Modeling: 5.1. Calculation of MomentsДокумент15 страницRTD Treatment and Modeling: 5.1. Calculation of MomentsWillykateKairuОценок пока нет
- Plug Flow Reactor ModelДокумент4 страницыPlug Flow Reactor ModelMagesh kumarОценок пока нет
- Residence Time Distribution: Expt. MT 401Документ5 страницResidence Time Distribution: Expt. MT 401Javidh SeyedОценок пока нет
- Improvement of Prandtl Mixing Length Theory and Application in Modeling ofДокумент5 страницImprovement of Prandtl Mixing Length Theory and Application in Modeling ofAdarsh KumarОценок пока нет
- TurbДокумент17 страницTurbАкхилеш КхапреОценок пока нет
- CFD Simulation of The Turbulent Flow of Pulp Fibre SuspensionsДокумент11 страницCFD Simulation of The Turbulent Flow of Pulp Fibre SuspensionsAntonio HazmanОценок пока нет
- Analysis of Residence Time Distribution of Fluid Flow by Axial Dispersion ModelДокумент5 страницAnalysis of Residence Time Distribution of Fluid Flow by Axial Dispersion ModelThiagoSilvaOliverОценок пока нет
- FLW by BoukampДокумент10 страницFLW by BoukampaalexgОценок пока нет
- Fisher Zatovsky MalomuzhДокумент5 страницFisher Zatovsky MalomuzhVira KonotopОценок пока нет
- Lagrangian Particle Tracking of Spheres and CylindersДокумент38 страницLagrangian Particle Tracking of Spheres and CylindersRuddy PerezОценок пока нет
- The Theory of Scaling Laboratory Data For The Sedimentation Type CentrifugeДокумент21 страницаThe Theory of Scaling Laboratory Data For The Sedimentation Type CentrifugeGigih LintangОценок пока нет
- DePietro 2015Документ8 страницDePietro 2015pedroОценок пока нет
- Simulation of Dense Colloids: Brazilian Journal of Physics, Vol. 38, No. 1, March, 2008Документ6 страницSimulation of Dense Colloids: Brazilian Journal of Physics, Vol. 38, No. 1, March, 2008Ronald SzafirskiОценок пока нет
- Transition To Turbulence: Kerosene/Water Manometer Dye Reservoir KДокумент6 страницTransition To Turbulence: Kerosene/Water Manometer Dye Reservoir Kdist2235Оценок пока нет
- The Growth of A Cylinder Wake in Turbulent FlowДокумент17 страницThe Growth of A Cylinder Wake in Turbulent FlowJayesh MahajanОценок пока нет
- Chemical Reaction Engineering II Note 1Документ49 страницChemical Reaction Engineering II Note 1Asasira IradОценок пока нет
- Non-Ideal Reactors: Deviations From Ideal Reactor BehaviorДокумент8 страницNon-Ideal Reactors: Deviations From Ideal Reactor BehaviorrawadОценок пока нет
- Cre 2 Lab ManualДокумент42 страницыCre 2 Lab Manualsagar0% (2)
- RTD in LFR PDFДокумент4 страницыRTD in LFR PDFPradeep DiwakarОценок пока нет
- RTD Studies in CSTRДокумент6 страницRTD Studies in CSTRsri pragnaОценок пока нет
- RTD in LFR: Aim: To Determine The Mean Residence Time Distribution, To Plot Exit Age Distribution Curve inДокумент4 страницыRTD in LFR: Aim: To Determine The Mean Residence Time Distribution, To Plot Exit Age Distribution Curve inSirf LaundeОценок пока нет
- Lake and Hirasaki (1981) (SPE-8436-PA)Документ10 страницLake and Hirasaki (1981) (SPE-8436-PA)Anonymous PO7VwbBnОценок пока нет
- Paper 11 1Документ12 страницPaper 11 1Dhananjay KadamОценок пока нет
- HTU of Acetone-Toluene-Water Extraction in A Pulsed Column: N HTU N KДокумент5 страницHTU of Acetone-Toluene-Water Extraction in A Pulsed Column: N HTU N KaqilaОценок пока нет
- RTD Studies in CSTR MannualДокумент4 страницыRTD Studies in CSTR MannualOpayan SarkarОценок пока нет
- Mechanism and Kinetics of Oxygen Reduction On Porous La SR Coo ElectrodesДокумент10 страницMechanism and Kinetics of Oxygen Reduction On Porous La SR Coo ElectrodessinytellsОценок пока нет
- The Effects of Linear and Quadratic Drag On FallinДокумент8 страницThe Effects of Linear and Quadratic Drag On FallinsannintkdОценок пока нет
- CH 2Документ24 страницыCH 2Bireswar PaulОценок пока нет
- ATE Paper PDFДокумент22 страницыATE Paper PDF조기현Оценок пока нет
- Population Dynamics and Phase Effects in Periodic Level CrossingsДокумент35 страницPopulation Dynamics and Phase Effects in Periodic Level CrossingsKay WhiteОценок пока нет
- RTD in Series of CSTRДокумент18 страницRTD in Series of CSTRAmoluck BhatiaОценок пока нет
- 04-Basics of Non-Ideal Reactors 2008Документ18 страниц04-Basics of Non-Ideal Reactors 2008Okky Kusumo IndradiОценок пока нет
- 28tamburini PDFДокумент6 страниц28tamburini PDFivanmatijevicОценок пока нет
- Turbulence DissipationДокумент22 страницыTurbulence DissipationIbrahim RadyОценок пока нет
- Vol 14 No 2 P 5Документ16 страницVol 14 No 2 P 5Edo SiahaanОценок пока нет
- RTD Studies in PFTRДокумент6 страницRTD Studies in PFTRsri pragnaОценок пока нет
- FNNДокумент7 страницFNNShanez IdirОценок пока нет
- CRE-2 Lab ManualДокумент28 страницCRE-2 Lab ManualDevang ParmarОценок пока нет
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99От EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Оценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 8and9 PDFДокумент13 страницHT - Sem II 16 - 17 PNS - Lecture 8and9 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 6 PDFДокумент12 страницHT - Sem II 16 - 17 PNS - Lecture 6 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 10 PDFДокумент8 страницHT - Sem II 16 - 17 PNS - Lecture 10 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 29 and 30 PDFДокумент15 страницHT - Sem II 16 - 17 PNS - Lecture 29 and 30 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 7 PDFДокумент5 страницHT - Sem II 16 - 17 PNS - Lecture 7 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 31 PDFДокумент22 страницыHT - Sem II 16 - 17 PNS - Lecture 31 PDFThirunavuk KarasuОценок пока нет
- St. Joseph's College of Engineering Chemical Engineering: Ai A Bi BДокумент2 страницыSt. Joseph's College of Engineering Chemical Engineering: Ai A Bi BThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 3 PDFДокумент8 страницHT - Sem II 16 - 17 PNS - Lecture 3 PDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 2 PDFДокумент5 страницHT - Sem II 16 - 17 PNS - Lecture 2 PDFThirunavuk KarasuОценок пока нет
- Std12 Chem 2Документ405 страницStd12 Chem 2RajОценок пока нет
- Perrys Chemical Engineers Handbook 1999Документ14 страницPerrys Chemical Engineers Handbook 1999Thirunavuk KarasuОценок пока нет
- PDFДокумент19 страницPDFThirunavuk KarasuОценок пока нет
- HT - Sem II 16 - 17 PNS - Lecture 4 PDFДокумент8 страницHT - Sem II 16 - 17 PNS - Lecture 4 PDFThirunavuk KarasuОценок пока нет
- PDFДокумент14 страницPDFThirunavuk KarasuОценок пока нет
- St. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsДокумент6 страницSt. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsThirunavuk KarasuОценок пока нет
- Fluid - Fluid ReactionsДокумент24 страницыFluid - Fluid ReactionsThirunavuk KarasuОценок пока нет
- PDFДокумент19 страницPDFThirunavuk KarasuОценок пока нет
- PDFДокумент14 страницPDFThirunavuk KarasuОценок пока нет
- Unit Ii - Gas-Solid Non-Catalytic ReactorsДокумент18 страницUnit Ii - Gas-Solid Non-Catalytic ReactorsThirunavuk KarasuОценок пока нет
- St. Joseph'S College of EngineeringДокумент5 страницSt. Joseph'S College of EngineeringThirunavuk KarasuОценок пока нет
- PDFДокумент20 страницPDFThirunavuk KarasuОценок пока нет
- Fluid - Fluid ReactionsДокумент24 страницыFluid - Fluid ReactionsThirunavuk KarasuОценок пока нет
- PDFДокумент14 страницPDFThirunavuk KarasuОценок пока нет
- Unit Ii - Gas-Solid Non-Catalytic ReactorsДокумент18 страницUnit Ii - Gas-Solid Non-Catalytic ReactorsThirunavuk KarasuОценок пока нет
- 63697Документ18 страниц63697Thirunavuk KarasuОценок пока нет
- PDFДокумент18 страницPDFThirunavuk KarasuОценок пока нет
- Unit Ii - Gas-Solid Non-Catalytic ReactorsДокумент18 страницUnit Ii - Gas-Solid Non-Catalytic ReactorsThirunavuk KarasuОценок пока нет
- PDFДокумент18 страницPDFThirunavuk KarasuОценок пока нет
- St. Joseph'S College of EngineeringДокумент5 страницSt. Joseph'S College of EngineeringThirunavuk KarasuОценок пока нет
- Pmgsy Bridge For 3.8 CroresДокумент234 страницыPmgsy Bridge For 3.8 CroresSantosh ReddyОценок пока нет
- #10 - Energy Balance - 01 (Rev01)Документ48 страниц#10 - Energy Balance - 01 (Rev01)Valentino LunardiОценок пока нет
- Iron - Carbon SystemДокумент21 страницаIron - Carbon SystemYavana KeerthiОценок пока нет
- Extraction and Uses of Metals 1 QP PDFДокумент12 страницExtraction and Uses of Metals 1 QP PDFAngus AnizОценок пока нет
- 0620 s07 Ms 2Документ8 страниц0620 s07 Ms 2Varun PanickerОценок пока нет
- Price IndexДокумент24 страницыPrice IndexMark Philip BaliwisОценок пока нет
- Astm D6641 D6641M 09 PDFДокумент11 страницAstm D6641 D6641M 09 PDFBipin SasikumarОценок пока нет
- Sulphur Tank Paper Rev6 - BrimstoneДокумент18 страницSulphur Tank Paper Rev6 - BrimstonevikramОценок пока нет
- Iec60599 (Ed3 0) BДокумент82 страницыIec60599 (Ed3 0) Bnamsaigon316Оценок пока нет
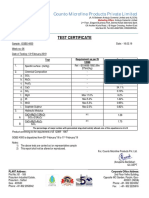
- Test Certificate: Counto Microfine Products Private LimitedДокумент1 страницаTest Certificate: Counto Microfine Products Private LimitedSiddhesh Kamat MhamaiОценок пока нет
- 457 Plus: Physical DescriptionДокумент2 страницы457 Plus: Physical DescriptionZirve PolimerОценок пока нет
- CTET Question BankДокумент347 страницCTET Question BankDMОценок пока нет
- Equivis ZS: ApplicationsДокумент1 страницаEquivis ZS: ApplicationsDeka TariganОценок пока нет
- Answers To End-Of-Chapter Questions For Chapter 2, Basic IdeasДокумент2 страницыAnswers To End-Of-Chapter Questions For Chapter 2, Basic IdeasAliОценок пока нет
- Grade 8, Quarter 3Документ39 страницGrade 8, Quarter 3Leisor Euqirdnam Oyacnub94% (16)
- Saes A 134Документ13 страницSaes A 134Mohamed Soliman100% (1)
- Ball Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire ClayДокумент2 страницыBall Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire Clayashleyyy5Оценок пока нет
- Hilti HIT-RE 500V3 Injection Adhesive With Rebar ApplicationДокумент1 страницаHilti HIT-RE 500V3 Injection Adhesive With Rebar ApplicationnoneОценок пока нет
- Shell Gadus Product Family BrochureДокумент6 страницShell Gadus Product Family BrochurefahreezОценок пока нет
- iGCSE Chemistry Revision SheetsДокумент26 страницiGCSE Chemistry Revision SheetsPanagiotis ScordisОценок пока нет
- Effect of Cromiumonmechanicalpropertiesofa487steelpawarpprДокумент8 страницEffect of Cromiumonmechanicalpropertiesofa487steelpawarpprJasminОценок пока нет
- AlibagДокумент2 страницыAlibagKuldeep KumarОценок пока нет
- Introduction To Rock PhysicsДокумент2 страницыIntroduction To Rock PhysicsFalza Izza WihdanyОценок пока нет
- Data Sheet-CF.S10Документ1 страницаData Sheet-CF.S10nicolasОценок пока нет
- FT-NIR For PIRДокумент13 страницFT-NIR For PIRDovganОценок пока нет
- VCS STD 5711 102 09 2005 Method Statement PDFДокумент4 страницыVCS STD 5711 102 09 2005 Method Statement PDFFadi MagdyОценок пока нет
- Laminations Led To IncidentДокумент3 страницыLaminations Led To IncidentAhmad KadafiОценок пока нет
- Seminar 1 RheometerДокумент11 страницSeminar 1 RheometerSwapnil Ahire (APPL-HIN)Оценок пока нет
- Chapter 8Документ31 страницаChapter 8helloblarg100% (4)