Вам также может понравиться
- AC Induction Motor Specifications White Paper August 2003Документ5 страницAC Induction Motor Specifications White Paper August 2003clide_050793Оценок пока нет
- KMBD BP(国外罗茨泵ROOTS)Документ2 страницыKMBD BP(国外罗茨泵ROOTS)tutuli1990Оценок пока нет
- Kinney Piston Vacuum Pump BrochureДокумент18 страницKinney Piston Vacuum Pump BrochureVivek BelaОценок пока нет
- Motor Selection WhitepaperДокумент18 страницMotor Selection WhitepaperAlok ShuklaОценок пока нет
- Blowers and Vacuum BoostersДокумент6 страницBlowers and Vacuum BoostersMara RusyadiОценок пока нет
- Fan BlowerДокумент16 страницFan BlowerIjatnaim IsaОценок пока нет
- Biofuel & Agriculture Positive Displacement Rotary Lobe Pumps Operating PrinciplesДокумент7 страницBiofuel & Agriculture Positive Displacement Rotary Lobe Pumps Operating PrinciplesMilkovic DinoОценок пока нет
- Motor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmentДокумент4 страницыMotor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmenttylerdurdaneОценок пока нет
- Motors Ametek Tech Cross Ref PDFДокумент19 страницMotors Ametek Tech Cross Ref PDFYe Alhadar0% (1)
- Booster Kinney KMBD SeriesДокумент24 страницыBooster Kinney KMBD SeriesHector ManuelОценок пока нет
- Finite Element Analysis On Screw CompressorДокумент20 страницFinite Element Analysis On Screw CompressorJiss George MancherikalamОценок пока нет
- Tilting Pad Thrust Bearings Performance Directed LubricationДокумент10 страницTilting Pad Thrust Bearings Performance Directed LubricationlcazacОценок пока нет
- Show/Hide Lenze DC Motor BookmarksДокумент38 страницShow/Hide Lenze DC Motor BookmarksAriss RahmannОценок пока нет
- Mitsubishi CompressorsДокумент5 страницMitsubishi Compressorsstavros7100% (1)
- Steam Amonia TurbineДокумент21 страницаSteam Amonia TurbineLuis Alexandre MachadoОценок пока нет
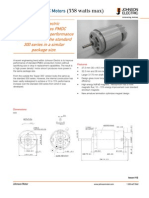
- Low-Voltage PMDC Motors 338 WattsДокумент20 страницLow-Voltage PMDC Motors 338 WattscharlierockerОценок пока нет
- Vacuum Cleaners Market Review & Advertising ProposalДокумент46 страницVacuum Cleaners Market Review & Advertising ProposalvliffОценок пока нет
- Solutions For Reduced Life Cycle Costs of Centrifugal Compressors in Oil and Gas IndustryДокумент7 страницSolutions For Reduced Life Cycle Costs of Centrifugal Compressors in Oil and Gas Industryzeinab_jahani5799Оценок пока нет
- Turbines For BFP Drive PDFДокумент10 страницTurbines For BFP Drive PDFShameer Majeed100% (1)
- 4 Clark Magnomatics OperaEUGM2014Документ58 страниц4 Clark Magnomatics OperaEUGM2014Huynh Thanh AnhОценок пока нет
- DCMotors DesignGuideДокумент12 страницDCMotors DesignGuidenaruto256Оценок пока нет
- TurbomachinesДокумент2 страницыTurbomachinesThesinghОценок пока нет
- SSS Clutch ProjectДокумент4 страницыSSS Clutch ProjectMoustafa HelmyОценок пока нет
- Special Report 205 Chemical Weekly 1 4-B PDFДокумент7 страницSpecial Report 205 Chemical Weekly 1 4-B PDFsifrmoroОценок пока нет
- Developments in steam turbines for sugar millsДокумент6 страницDevelopments in steam turbines for sugar millsManoj Kumar100% (1)
- Ku Reprint Ps April2007Документ2 страницыKu Reprint Ps April2007keyur1109Оценок пока нет
- Turbo Machines Lab: Centrifugal and Reciprocating CompressorsДокумент38 страницTurbo Machines Lab: Centrifugal and Reciprocating CompressorsUpendra SravanОценок пока нет
- Blackmer Positive Displacement Pump For Liquefied Gas ApplicationsДокумент20 страницBlackmer Positive Displacement Pump For Liquefied Gas ApplicationsDaniel Leal Pintor100% (1)
- Axial Thrust Dummy PistonДокумент12 страницAxial Thrust Dummy Pistondeevan rajОценок пока нет
- Introduction To Hydraulics: Chapter-1Документ51 страницаIntroduction To Hydraulics: Chapter-1KarthikОценок пока нет
- Industrial Plant Design LaboratoryДокумент52 страницыIndustrial Plant Design LaboratoryMarvin Bayanay100% (1)
- Side Channel BlowersДокумент6 страницSide Channel Blowerspraveenreddy0027Оценок пока нет
- Governing of Turbine HydraulicДокумент3 страницыGoverning of Turbine HydraulicMike100% (1)
- Engine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Документ22 страницыEngine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Kelly EberleОценок пока нет
- Steam Turbines: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESДокумент85 страницSteam Turbines: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanОценок пока нет
- Elliott Turbine-Generator ConfigurationsДокумент8 страницElliott Turbine-Generator Configurationskishwar999100% (1)
- Analysis of Self Excited Induction Generator Delta Connected Resistive LoadДокумент24 страницыAnalysis of Self Excited Induction Generator Delta Connected Resistive LoadHemant KumarОценок пока нет
- Induction MotorДокумент11 страницInduction MotorMsKarolyОценок пока нет
- Screw Pumps 2013Документ8 страницScrew Pumps 2013Samad A BakarОценок пока нет
- Turbomachinery Selection Exploitation and MaintenanceДокумент9 страницTurbomachinery Selection Exploitation and MaintenanceMichael Chikwendu100% (1)
- 1,4 ButanediolДокумент2 страницы1,4 ButanediolAmbo Apit Malay ApitОценок пока нет
- A Research Paper On Design and Analysis of Shaftless Steam TurbineДокумент5 страницA Research Paper On Design and Analysis of Shaftless Steam TurbineEditor IJTSRDОценок пока нет
- Maintenance of Brushes and Commutators 2 enДокумент14 страницMaintenance of Brushes and Commutators 2 enSavitha VinayОценок пока нет
- Chap6 7 PPT 171128132742 - 2 PDFДокумент58 страницChap6 7 PPT 171128132742 - 2 PDFHabtamu Tkubet EbuyОценок пока нет
- Vaneless DiffuserДокумент8 страницVaneless Diffuseramir_karimiОценок пока нет
- Radial Flow Gas TurbinesДокумент20 страницRadial Flow Gas TurbinesAnggita Dwi LiestyosiwiОценок пока нет
- OH2 PumpДокумент8 страницOH2 PumpMayuresh MahajanОценок пока нет
- Specific Heat Ratios For HydrocarbonsДокумент3 страницыSpecific Heat Ratios For HydrocarbonsChristian CândidoОценок пока нет
- 5 7-PumpsДокумент46 страниц5 7-PumpsMohamed Rafeek GhaniОценок пока нет
- Flow Phenomenon in Steam Turbine DiskДокумент9 страницFlow Phenomenon in Steam Turbine Diskrashm006ranjanОценок пока нет
- C Module-5 Reciprocating Air Compressors. Reciprocating Compressors - Construction - WorkingДокумент48 страницC Module-5 Reciprocating Air Compressors. Reciprocating Compressors - Construction - WorkingJasraj Gill100% (1)
- NPSHДокумент7 страницNPSHsateesh chandОценок пока нет
- 60+ Years Compressor Design ExpertiseДокумент44 страницы60+ Years Compressor Design Expertise임학진Оценок пока нет
- Screw Compressors ReviewДокумент19 страницScrew Compressors ReviewCarlos Maldonado AlmeidaОценок пока нет
- Sulzer - Your Partner For Hydraulic Power RecoveryДокумент8 страницSulzer - Your Partner For Hydraulic Power RecoveryAnonymous uCYIu1100% (1)
- Ebara Horizontal Multistage PumpДокумент27 страницEbara Horizontal Multistage PumpYohanes KrisОценок пока нет
- APD Dynamic StressesДокумент11 страницAPD Dynamic StressesadehriyaОценок пока нет
- Design Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationОт EverandDesign Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationОценок пока нет
- Choosing Process Vaccum PumpsДокумент8 страницChoosing Process Vaccum PumpsWade ColemanОценок пока нет
- VAcuum Systems ComparisionДокумент8 страницVAcuum Systems ComparisionSANTOSHОценок пока нет
- (Sumitomo) Abma Vs VGB For Boiler Water QualityДокумент14 страниц(Sumitomo) Abma Vs VGB For Boiler Water Qualityhwang2Оценок пока нет
- Flammability Paper4Документ6 страницFlammability Paper4Gary JonesОценок пока нет
- PH Measurement and Control - Che Aug 2010Документ8 страницPH Measurement and Control - Che Aug 2010hwang2Оценок пока нет
- Fan Capacity CalculationДокумент6 страницFan Capacity CalculationAu Tagolimot70% (10)
- Implications of Operating Boilers at Lower Pressures Than Design PressureДокумент2 страницыImplications of Operating Boilers at Lower Pressures Than Design PressureAu TagolimotОценок пока нет
- Kraft recovery boilers - High dry solids firingДокумент254 страницыKraft recovery boilers - High dry solids firingLarisse Batalha100% (1)
- Sample Computation For Superheater Size and QuantityДокумент7 страницSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Verification of Economizer ParameterДокумент2 страницыVerification of Economizer Parameterhwang2Оценок пока нет
- Sample Computation For Superheater Size and QuantityДокумент7 страницSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Verification of Capacity of Secondary Air Fan For Bagasse Fired BoilerДокумент2 страницыVerification of Capacity of Secondary Air Fan For Bagasse Fired Boilerhwang2Оценок пока нет
- Sample of Verification Basic Design Parameter EconomizerДокумент4 страницыSample of Verification Basic Design Parameter EconomizerAu TagolimotОценок пока нет
- Sample Computation For Boiler EfficiencyДокумент6 страницSample Computation For Boiler Efficiencyra_tagolimotОценок пока нет
- IT3HWC MassEnergyBalancesДокумент34 страницыIT3HWC MassEnergyBalanceshwang2Оценок пока нет
- Kiln Operation AnalysisДокумент116 страницKiln Operation Analysishwang2Оценок пока нет
- Design of Boiler Forced Draft FanДокумент5 страницDesign of Boiler Forced Draft Fanhwang2Оценок пока нет
- Ceramic Coating On Fired Heater TubesДокумент15 страницCeramic Coating On Fired Heater TubesdinakaranpatelОценок пока нет
- Complete Lube HandbookДокумент104 страницыComplete Lube Handbookardyanfebriant100% (4)
- Process Simulation of Oxy-Fuel Combustion For A 12Документ14 страницProcess Simulation of Oxy-Fuel Combustion For A 12hwang2Оценок пока нет
- Section 07 - Fired Heaters PDFДокумент112 страницSection 07 - Fired Heaters PDFaldoacss_148400122Оценок пока нет
- Duct SpecДокумент23 страницыDuct Specqwerty_qwerty_2009100% (5)
- Performance Impacts VKAДокумент5 страницPerformance Impacts VKASherif Mohamed KhattabОценок пока нет
- Appendix 3 HRSG Water Quality r1 MHIДокумент8 страницAppendix 3 HRSG Water Quality r1 MHIHsein WangОценок пока нет
- PSV Calculation Sheet APIДокумент10 страницPSV Calculation Sheet APIionutlaur86100% (2)
- Avoid Operating ProblemДокумент6 страницAvoid Operating Problemhwang2Оценок пока нет
- Packaged steam generators: Custom designs have advantages over standard onesДокумент90 страницPackaged steam generators: Custom designs have advantages over standard onespinenamuОценок пока нет
- Triplex BoilerДокумент53 страницыTriplex Boilershahroze mustafaОценок пока нет
- Flare Hydro Proc May 2004Документ4 страницыFlare Hydro Proc May 2004Rob GillespieОценок пока нет
- Simulation Aids Cogeneration System Analysis CEP Oct 1993Документ5 страницSimulation Aids Cogeneration System Analysis CEP Oct 1993Steve WanОценок пока нет
- Refining High Acid CrudeДокумент10 страницRefining High Acid CrudeHsein WangОценок пока нет
- Super HeaterДокумент5 страницSuper HeaterSurya VankayalaОценок пока нет
- Hydrosphere Notes GeoДокумент8 страницHydrosphere Notes GeoMary Ingrid BumatayОценок пока нет
- Critical Gas Flow Relief Valve Sizing CalculationДокумент3 страницыCritical Gas Flow Relief Valve Sizing Calculation6BisnagaОценок пока нет
- Manometer Fluid Flow CalculationsДокумент6 страницManometer Fluid Flow Calculationsmonkey manОценок пока нет
- The Matter and The Properties (Shorter)Документ36 страницThe Matter and The Properties (Shorter)AngelaОценок пока нет
- Defects LatestДокумент55 страницDefects LatestJaddu MSDОценок пока нет
- HP-CurrentPriceListZero Normal PDFДокумент49 страницHP-CurrentPriceListZero Normal PDFZohan Haider100% (1)
- D. Van Der Marel, H. J. A. Molegraaf, C. Presura, Alex C. Hewson, Veljko Zlatić - Concepts in Electron Correlation PDFДокумент363 страницыD. Van Der Marel, H. J. A. Molegraaf, C. Presura, Alex C. Hewson, Veljko Zlatić - Concepts in Electron Correlation PDFvalirobuОценок пока нет
- Chemistry Investigatory ProjectДокумент22 страницыChemistry Investigatory ProjectATEEN DUBEYОценок пока нет
- Chennai Public School: Class Ix Physics-Gravitation - Class NotesДокумент3 страницыChennai Public School: Class Ix Physics-Gravitation - Class Notes11F10 RUCHITA MAARANОценок пока нет
- MGD M022 ICS PHL 0000 00701 00 Spec For Control and Safety Philosophy Rev E01Документ14 страницMGD M022 ICS PHL 0000 00701 00 Spec For Control and Safety Philosophy Rev E01Hakeem QuadriОценок пока нет
- AGA 2011 PPT Comparison of Dewpoint Methods Natural GasДокумент36 страницAGA 2011 PPT Comparison of Dewpoint Methods Natural Gasalbert_ben13Оценок пока нет
- Lab 2 RefrigeratorДокумент3 страницыLab 2 RefrigeratorMuhammad FasihОценок пока нет
- BS en 1216-1999+a1-2006Документ26 страницBS en 1216-1999+a1-2006shant_mОценок пока нет
- Drying 02Документ4 страницыDrying 02JimОценок пока нет
- Measuring Volume and Temperature Gas LabДокумент8 страницMeasuring Volume and Temperature Gas Labdinesh kumarОценок пока нет
- The Bernoulli Equation ExplainedДокумент57 страницThe Bernoulli Equation ExplainedantutuОценок пока нет
- Week7 - Assignment-7 SolutionsДокумент10 страницWeek7 - Assignment-7 SolutionsreoОценок пока нет
- Prugh ModelДокумент17 страницPrugh ModelakilanОценок пока нет
- CH116P Physical Chemistry Problem SetДокумент2 страницыCH116P Physical Chemistry Problem SetMikaila Denise LoanzonОценок пока нет
- Chapter 1Документ14 страницChapter 1John Dave Andales BaguinbinОценок пока нет
- 1 States of Matter Changing States PowerpointДокумент23 страницы1 States of Matter Changing States PowerpointJoshua BermoyОценок пока нет
- GASES With Varying Path LengthДокумент12 страницGASES With Varying Path LengthKristine Ann VillanuevaОценок пока нет
- 2005 - Success Story To Produce 200 MMSCFD Gas From MutiaraДокумент5 страниц2005 - Success Story To Produce 200 MMSCFD Gas From MutiaraRamandaRakaОценок пока нет
- Wetted-Wall Column: Separation ProcessДокумент3 страницыWetted-Wall Column: Separation ProcessHuzaifa AftabОценок пока нет
- Che 308 - Chemical Process Analysis SessionalДокумент21 страницаChe 308 - Chemical Process Analysis SessionalTiffany JohnsonОценок пока нет
- ME2100 Steam R134a Air TablesДокумент11 страницME2100 Steam R134a Air TablesGUNJAN MUDGALОценок пока нет
- Gas Laws in Kinetic Theory StatesДокумент12 страницGas Laws in Kinetic Theory Statesapi-245497801Оценок пока нет
- Pitot Tubes DatasheetДокумент2 страницыPitot Tubes Datasheetmika cabelloОценок пока нет
- ENG590 Lab Sheet - Hilton Combustion Unit PDFДокумент3 страницыENG590 Lab Sheet - Hilton Combustion Unit PDFTalha AhmadОценок пока нет
- Wet Gas Sampling in The Upstream Area Rev Brazil - ISO TC193 - SC3 Chairman DocumentДокумент13 страницWet Gas Sampling in The Upstream Area Rev Brazil - ISO TC193 - SC3 Chairman DocumentPhilip A Lawrence C.Eng. F. Inst M.C.Оценок пока нет