Вам также может понравиться
- Method Statement For Coating of TanksДокумент18 страницMethod Statement For Coating of Tanksmkcsekar79% (14)
- Method Statement For Blasting and Painting of Process EquipmentДокумент11 страницMethod Statement For Blasting and Painting of Process EquipmentNnamdi Amadi100% (3)
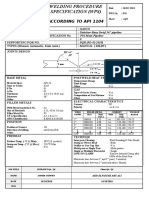
- Welding Procedure Specification (WPS) : According To Api 1104Документ1 страницаWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Painting Procedure For Valve - ForxarДокумент4 страницыPainting Procedure For Valve - ForxarKailas100% (3)
- ITP - Painting & SandBlasting Rev00Документ2 страницыITP - Painting & SandBlasting Rev00Sulist N Wahyudie80% (5)
- ITP PaintingДокумент1 страницаITP PaintingAmer Y KОценок пока нет
- D 4488 - 95 R01 - Rdq0odgДокумент15 страницD 4488 - 95 R01 - Rdq0odgGabriela Zubieta100% (4)
- Painting Procedure TemplateДокумент15 страницPainting Procedure TemplateGodwin A.udo-akan100% (2)
- Procedure For Painting of TanksДокумент18 страницProcedure For Painting of TanksJijesh Arayarath100% (3)
- Painting ProcedureДокумент10 страницPainting ProcedureLiyakathalikhan Shahjahan50% (2)
- ITP (Test Procedure) PDFДокумент2 страницыITP (Test Procedure) PDFkrishnit100% (1)
- WMS JOB Procedure FOR PIPING WORKДокумент9 страницWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Оценок пока нет
- Painting ReportДокумент1 страницаPainting Reportbaidu1980Оценок пока нет
- Chartek Quality Control ManualДокумент33 страницыChartek Quality Control Manualy2k2017Оценок пока нет
- Sample Painting ReportДокумент2 страницыSample Painting ReportvinothОценок пока нет
- SECTION 09 96 00 High Performance Coatings GeneralДокумент8 страницSECTION 09 96 00 High Performance Coatings Generalraja qammarОценок пока нет
- Painting Procedure GlobalДокумент15 страницPainting Procedure GlobalUbed KudachiОценок пока нет
- SurfaceProcedure Preparation-085 R3Документ17 страницSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- Method Statement Installation Os Static Equipment and InternalsДокумент24 страницыMethod Statement Installation Os Static Equipment and InternalsAjin SОценок пока нет
- ID-PRC 21 - Anti-Corrosion Wrapping UG Steel PipingДокумент10 страницID-PRC 21 - Anti-Corrosion Wrapping UG Steel Pipingcloud23Оценок пока нет
- Method Statement For Surface Preparation PaintingДокумент9 страницMethod Statement For Surface Preparation Paintingjamil100% (3)
- QC - 06 Surface Preparation & Painting 2Документ6 страницQC - 06 Surface Preparation & Painting 2mahendraОценок пока нет
- Zee-Method Statement For Construction Steel Platform ErectionДокумент8 страницZee-Method Statement For Construction Steel Platform Erectionzeeshansheikh7Оценок пока нет
- Polyurea Hot Spray Steel Surfaces Method StatementДокумент9 страницPolyurea Hot Spray Steel Surfaces Method StatementGvsr SunnyОценок пока нет
- Blasting and Painting ProcedureДокумент9 страницBlasting and Painting ProcedureAhmad FadlullahОценок пока нет
- MOS of BackfillingДокумент2 страницыMOS of BackfillingPoru ManОценок пока нет
- MS For Fabrication of Above-Ground Storage TankДокумент8 страницMS For Fabrication of Above-Ground Storage Tankdadz mingiОценок пока нет
- Standard Specification FOR Pipeline Internal CoatingДокумент2 страницыStandard Specification FOR Pipeline Internal CoatingRanjan KumarОценок пока нет
- Contractor IOT Infrastructure & Energy Services LTDДокумент38 страницContractor IOT Infrastructure & Energy Services LTDNaveen KurupОценок пока нет
- PFP ProcedureДокумент6 страницPFP ProcedureRamesh100% (1)
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFДокумент7 страницShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTОценок пока нет
- Paint Inspection BasicДокумент6 страницPaint Inspection BasicmaddyОценок пока нет
- Method Statement For Blasting and PaintingДокумент11 страницMethod Statement For Blasting and PaintingAbdullah Abdullah100% (2)
- Blasting Painting ProcedureДокумент4 страницыBlasting Painting ProcedureRyanОценок пока нет
- Blasting Coating ProcedureДокумент61 страницаBlasting Coating ProcedureZohair Aftab100% (1)
- Internal Blasting and Painting Procedure For Storage TankДокумент31 страницаInternal Blasting and Painting Procedure For Storage TankMathias Onosemuode100% (3)
- Surface Preaparation and Painting SpecificiationДокумент21 страницаSurface Preaparation and Painting Specificiationvishnu300022Оценок пока нет
- Rev-2 Method Statement For Building Construction Works Puma Energy Daulatpur ProjectДокумент12 страницRev-2 Method Statement For Building Construction Works Puma Energy Daulatpur ProjectM Waqas HabibОценок пока нет
- Coating PaintingДокумент8 страницCoating Paintingdeva0170% (2)
- Procedure For Tin - inДокумент13 страницProcedure For Tin - inAdil IjazОценок пока нет
- Method Statement For Epoxy PaintingДокумент5 страницMethod Statement For Epoxy PaintingEmadHassan100% (1)
- T-4.896.425 - C01 - MS ITP For Hot Cold Insulation WorksДокумент20 страницT-4.896.425 - C01 - MS ITP For Hot Cold Insulation Worksshahid imamОценок пока нет
- Daily Painting Inspection Report 01Документ1 страницаDaily Painting Inspection Report 01Oussama Ben AbbesОценок пока нет
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateДокумент3 страницыBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARОценок пока нет
- Vessel Cleaning ProcedureДокумент6 страницVessel Cleaning ProcedureZool HilmiОценок пока нет
- Application ProcedureДокумент18 страницApplication ProcedureTeguh SilaОценок пока нет
- Internal PaintingДокумент9 страницInternal Paintingtzimtiger50% (2)
- MNT - QC - BP - 001 Blasting & Painting ReportДокумент1 страницаMNT - QC - BP - 001 Blasting & Painting Reportsivagnanam sОценок пока нет
- Method Statement For Storage Tank Jack LiftingДокумент18 страницMethod Statement For Storage Tank Jack LiftingSyafiq100% (3)
- Pipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerДокумент2 страницыPipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerCherif GhalebОценок пока нет
- Application Guide Penguard MidcoatДокумент6 страницApplication Guide Penguard Midcoatadeoye_okunoyeОценок пока нет
- Blasting Coating Procedure For Fabricated Steel StructureДокумент8 страницBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Hydro TestДокумент15 страницHydro TestShabbir HussainОценок пока нет
- BTE Dome Brochure Jun 10Документ2 страницыBTE Dome Brochure Jun 10م.ذكى فضل ذكىОценок пока нет
- Fire Protection Pipes Method Statement PDFДокумент16 страницFire Protection Pipes Method Statement PDFفاعل خيرОценок пока нет
- Polyseal 1PU: One Part Polyurethane Joint SealantДокумент2 страницыPolyseal 1PU: One Part Polyurethane Joint SealantVaittianathan MahavapillaiОценок пока нет
- Pre-Commissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelДокумент2 страницыPre-Commissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelDong VanraОценок пока нет
- Painting Procedure For Field Erected Tank FINAL (13850)Документ22 страницыPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCОценок пока нет
- UntitledДокумент11 страницUntitledRodrigo LeanosОценок пока нет
- 09 91 00 PDFДокумент17 страниц09 91 00 PDFSyed mohammed rasikОценок пока нет
- Method Statement For Water Proofing For Railway 24-06-2020Документ5 страницMethod Statement For Water Proofing For Railway 24-06-2020Bhavanishankar shettyОценок пока нет
- WP 11 Corrosion Protection Tape Coating123Документ3 страницыWP 11 Corrosion Protection Tape Coating123KarthikОценок пока нет
- WP 11 Corrosion Protection Tape CoatingДокумент3 страницыWP 11 Corrosion Protection Tape CoatingKarthikОценок пока нет
- UL - PotterДокумент3 страницыUL - PotterMaged Lotfy Abdel-aalОценок пока нет
- 18 Service Tunnel Isom MFF Building 191Документ1 страница18 Service Tunnel Isom MFF Building 191Maged Lotfy Abdel-aalОценок пока нет
- Gmail - Nozzles of Fire Fighting Systems FM200-CO2Документ1 страницаGmail - Nozzles of Fire Fighting Systems FM200-CO2Maged Lotfy Abdel-aalОценок пока нет
- UL - PotterДокумент3 страницыUL - PotterMaged Lotfy Abdel-aalОценок пока нет
- BL 02 FM200 T&C CommentsДокумент1 страницаBL 02 FM200 T&C CommentsMaged Lotfy Abdel-aalОценок пока нет
- Verbal Reasoning Test2 QuestionsДокумент11 страницVerbal Reasoning Test2 QuestionsMohammad AliОценок пока нет
- DX51D en 2 PDFДокумент2 страницыDX51D en 2 PDFОливер АндовскиОценок пока нет
- Plus Factor Pipe SizesДокумент2 страницыPlus Factor Pipe SizesGodwin A.udo-akanОценок пока нет
- Tioga Pipe ChartДокумент2 страницыTioga Pipe ChartMahmoud GaberОценок пока нет
- OSYSU-1, - 2: Outside Screw and Yoke Valve Supervisory SwitchДокумент4 страницыOSYSU-1, - 2: Outside Screw and Yoke Valve Supervisory SwitchMaged Lotfy Abdel-aalОценок пока нет
- Tioga Pipe ChartДокумент2 страницыTioga Pipe ChartMahmoud GaberОценок пока нет
- Spek UboltДокумент2 страницыSpek UboltRafiazis75Оценок пока нет
- Verbal Reasoning Test2 SolutionsДокумент12 страницVerbal Reasoning Test2 SolutionsZeeshanОценок пока нет
- Kozziza REV01 PDFДокумент11 страницKozziza REV01 PDFMaged Lotfy Abdel-aalОценок пока нет
- NY2440 Wiegand PresentationДокумент62 страницыNY2440 Wiegand PresentationMuhtasim MuizОценок пока нет
- DX51D en 2 PDFДокумент2 страницыDX51D en 2 PDFОливер АндовскиОценок пока нет
- Aci CF Stainless SteelДокумент2 страницыAci CF Stainless Steelsmallik3Оценок пока нет
- Recommended Practice of EGWДокумент7 страницRecommended Practice of EGWMaged Lotfy Abdel-aalОценок пока нет
- Recommended Practice of EGWДокумент7 страницRecommended Practice of EGWMaged Lotfy Abdel-aalОценок пока нет
- Aci CF Stainless SteelДокумент2 страницыAci CF Stainless Steelsmallik3Оценок пока нет
- 2011 12 Lateral Stability of Purlins and Girts PDFДокумент7 страниц2011 12 Lateral Stability of Purlins and Girts PDFpsuvarnasОценок пока нет
- PWHДокумент1 страницаPWHMaged Lotfy Abdel-aalОценок пока нет
- Astm A53-A53m-12Документ23 страницыAstm A53-A53m-12abidaliabid1100% (2)
- Astm A53-A53m-12Документ23 страницыAstm A53-A53m-12abidaliabid1100% (2)
- Calibration Certificate HTW1500B - 2011-286386Документ1 страницаCalibration Certificate HTW1500B - 2011-286386Maged Lotfy Abdel-aalОценок пока нет
- Internal Covering SheetДокумент8 страницInternal Covering SheetMaged Lotfy Abdel-aalОценок пока нет
- Din 17100Документ0 страницDin 17100df_campos3353Оценок пока нет
- ECITB Technical Testing System Certificate (4) - Eng. RomanyДокумент1 страницаECITB Technical Testing System Certificate (4) - Eng. RomanyMaged Lotfy Abdel-aalОценок пока нет
- Profile of J.M.S Company: For Trade & EngineeringДокумент1 страницаProfile of J.M.S Company: For Trade & EngineeringMaged Lotfy Abdel-aalОценок пока нет
- Coatings Word March 2012Документ83 страницыCoatings Word March 2012sami_sakrОценок пока нет
- Jazeera Royal Grand Semi GlossДокумент3 страницыJazeera Royal Grand Semi GlossAhmad BougeisОценок пока нет
- Ficha Técnica Thompsons WaterSealДокумент3 страницыFicha Técnica Thompsons WaterSealerick alvaradoОценок пока нет
- Hydrant Inspection, Testing, and Maintenance SopДокумент8 страницHydrant Inspection, Testing, and Maintenance SopAzamta ZaVrian Rohman100% (1)
- Maincote™ EC-11: Waterborne Elastomeric Acrylic Resin For Industrial Maintenance CoatingsДокумент10 страницMaincote™ EC-11: Waterborne Elastomeric Acrylic Resin For Industrial Maintenance CoatingsLong An ĐỗОценок пока нет
- Job Safety Analysis Page 1 of 1Документ1 страницаJob Safety Analysis Page 1 of 1HSE ManagerОценок пока нет
- Handy Calculations - Volume Solids and Spreading RateДокумент4 страницыHandy Calculations - Volume Solids and Spreading Ratevengadesh100% (1)
- PDS HEMPADUR 15553 en-GBДокумент2 страницыPDS HEMPADUR 15553 en-GBachusanachuОценок пока нет
- ITP-Application of PaintingДокумент2 страницыITP-Application of PaintingMuthu Saravanan100% (1)
- Part1 Outline SpecificationsДокумент16 страницPart1 Outline SpecificationsAdrienne Margaux DejorasОценок пока нет
- Alice Aka The MournerДокумент9 страницAlice Aka The MournerDryRotОценок пока нет
- Tamco CatalogueДокумент32 страницыTamco CatalogueKitty0% (1)
- EOT CraneДокумент5 страницEOT CraneNaveen NagisettiОценок пока нет
- Technical Data Sheet Jazeera Maxim Tex JA-26002: DescriptionДокумент3 страницыTechnical Data Sheet Jazeera Maxim Tex JA-26002: DescriptionAhmad BougeisОценок пока нет
- Epoxy ResinsДокумент16 страницEpoxy ResinsreddyОценок пока нет
- Bentona BP 183 B ChinaДокумент2 страницыBentona BP 183 B Chinaoptimus_1404Оценок пока нет
- CedДокумент3 страницыCedMITHUN KUMAR BEHERA100% (1)
- Shell Morlina S2 B 220 - TDSДокумент4 страницыShell Morlina S2 B 220 - TDSFandemen AdintaОценок пока нет
- Cage by Design BirdsДокумент24 страницыCage by Design BirdsShanethebigkid PritchardОценок пока нет
- 6166g Umeguard SX Rev (1409)Документ2 страницы6166g Umeguard SX Rev (1409)Trịnh Minh KhoaОценок пока нет
- Turbo S5 DR 46 TdsДокумент2 страницыTurbo S5 DR 46 TdsFandemen AdintaОценок пока нет
- Is Withdrawn List 2004Документ54 страницыIs Withdrawn List 2004Jignesh Trivedi100% (1)
- Indian Standard For Casein CoatingsДокумент14 страницIndian Standard For Casein CoatingsManish PareekОценок пока нет
- Marelli PDFДокумент98 страницMarelli PDFEugenОценок пока нет
- Steel Doors and Frames 2020 - LightДокумент25 страницSteel Doors and Frames 2020 - Lightchakacharlitch camposОценок пока нет
- Restoration Method Statement Sliema PDFДокумент13 страницRestoration Method Statement Sliema PDFGilbertButtigiegОценок пока нет
- AU2013248988B2Документ29 страницAU2013248988B2APEX SONОценок пока нет
- BOQ Canteen BlockДокумент80 страницBOQ Canteen BlockyogeshОценок пока нет