Вам также может понравиться
- Msao PK-GTJ Robbing Edu, Video For PK-GQMДокумент8 страницMsao PK-GTJ Robbing Edu, Video For PK-GQMangge supriyantoОценок пока нет
- Drilling Fluids Processing HandbookОт EverandDrilling Fluids Processing HandbookРейтинг: 4.5 из 5 звезд4.5/5 (4)
- CAT C18 Crankshaft Front Seal - InstallДокумент2 страницыCAT C18 Crankshaft Front Seal - InstallSayel MokhaimerОценок пока нет
- ID-N-RW-JJ1-DSR-ST-87-3001 2 - DS-Shutdown Valve (SDV) PDFДокумент21 страницаID-N-RW-JJ1-DSR-ST-87-3001 2 - DS-Shutdown Valve (SDV) PDFHarry SubiantoroОценок пока нет
- CI-G08-DP-0302 Rev 00Документ50 страницCI-G08-DP-0302 Rev 00Bashir AlamОценок пока нет
- CI-G08-DP-0304 Rev 00Документ23 страницыCI-G08-DP-0304 Rev 00Bashir AlamОценок пока нет
- Oil FilterДокумент4 страницыOil FilterRameswar PradhanОценок пока нет
- Caterpillar Cat 216B3 SKID STEER LOADER (Prefix CD3) Service Repair Manual (CD300001 and Up) PDFДокумент7 страницCaterpillar Cat 216B3 SKID STEER LOADER (Prefix CD3) Service Repair Manual (CD300001 and Up) PDFfreemanual4480% (1)
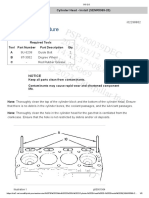
- Cyl Head c4Документ5 страницCyl Head c4lilikОценок пока нет
- 320D and 320D L Excavator: Service Repair ManualДокумент23 страницы320D and 320D L Excavator: Service Repair ManualLis75% (4)
- 324D LN Excavator: Service Repair ManualДокумент27 страниц324D LN Excavator: Service Repair ManualAli EndrisОценок пока нет
- Name: License No License No: 2862 License Issue Date Issue Date:11/7/2007 License Expiry Date Expiry Date:10/7/2019Документ139 страницName: License No License No: 2862 License Issue Date Issue Date:11/7/2007 License Expiry Date Expiry Date:10/7/2019ArabyAbdel Hamed SadekОценок пока нет
- PW1100 FWD Mount Shackle Assembly Removal - Installation Schedule Issue-01, Rev 00Документ15 страницPW1100 FWD Mount Shackle Assembly Removal - Installation Schedule Issue-01, Rev 00Pradeep K s100% (1)
- P.S of Engine Removal and Installation-100Документ16 страницP.S of Engine Removal and Installation-100Sudheesh KalathilОценок пока нет
- CAT C18 Connecting Rod Bearings - InstallДокумент2 страницыCAT C18 Connecting Rod Bearings - InstallSayel MokhaimerОценок пока нет
- 72-00-00 ENGINE - INSPECTION/CHECK-2 Pratt & Whitney CanadaДокумент78 страниц72-00-00 ENGINE - INSPECTION/CHECK-2 Pratt & Whitney CanadaAlexandre Manco100% (1)
- Service Bulletin PDFДокумент8 страницService Bulletin PDFamrjheyОценок пока нет
- Mandatory: Bollettino TecnicoДокумент7 страницMandatory: Bollettino TecnicomycopteraviationОценок пока нет
- Bolt Stud Weld Procedure - R0Документ15 страницBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- Installing Seal Crankshaft 320DДокумент3 страницыInstalling Seal Crankshaft 320DSteven Y.MОценок пока нет
- Document Coversheet: Status Code: Sign. DateДокумент28 страницDocument Coversheet: Status Code: Sign. Dateimran100% (1)
- GTC Installation Method Rev Rev.0B30.03Документ26 страницGTC Installation Method Rev Rev.0B30.03Yery Awan Susanto100% (1)
- Cam ShaftДокумент7 страницCam ShaftMahmoud AliОценок пока нет
- Air Inlet and Exhaust SystemДокумент73 страницыAir Inlet and Exhaust SystemDavid ShawОценок пока нет
- Caterpillar Cat 216B3 Skid Steer Loader (Prefix DSN) Service Repair Manual (DSN00001 and Up)Документ27 страницCaterpillar Cat 216B3 Skid Steer Loader (Prefix DSN) Service Repair Manual (DSN00001 and Up)rpoy9396615Оценок пока нет
- AMM August 2020 12-13-79-610-003-C - Oil Tank DrainingДокумент5 страницAMM August 2020 12-13-79-610-003-C - Oil Tank DrainingIrfan05Оценок пока нет
- 2122 - Steel Fabrication OrderДокумент21 страница2122 - Steel Fabrication OrderAsad UllahОценок пока нет
- YS2-03-C10017-TL-DTS-M-003 Rev 0 (6 Inch Mobile Pig Launcher)Документ4 страницыYS2-03-C10017-TL-DTS-M-003 Rev 0 (6 Inch Mobile Pig Launcher)Gajendra PatilОценок пока нет
- Specs PR-SDQ MSN 24022 (1) - 6Документ13 страницSpecs PR-SDQ MSN 24022 (1) - 6eddy eddyОценок пока нет
- C03-001-Structural Steel CalculationsДокумент166 страницC03-001-Structural Steel CalculationsNguyễnBìnhPhươngОценок пока нет
- Bolt Torquing and Tensioning Procedure - S-000-3160-0002V - F2Документ28 страницBolt Torquing and Tensioning Procedure - S-000-3160-0002V - F2abrayalamОценок пока нет
- YS2-03-C10017-TL-DTS-M-004 Rev 0 (6 Inch Mobile Pig Receiver)Документ4 страницыYS2-03-C10017-TL-DTS-M-004 Rev 0 (6 Inch Mobile Pig Receiver)Gajendra PatilОценок пока нет
- Instalaion de InyectoresДокумент3 страницыInstalaion de InyectoresEmiliano Molina VarelaОценок пока нет
- f3aa009a-b6a4-4e86-832d-7f23e4d31423Документ25 страницf3aa009a-b6a4-4e86-832d-7f23e4d31423CavandraОценок пока нет
- Bolt Torquing Tensioning Procedure PDFДокумент29 страницBolt Torquing Tensioning Procedure PDFric leonisoОценок пока нет
- CF34-10 Technical Manual Index March 1, 2022: All Component Maintenance Manuals Are Revised As RequiredДокумент21 страницаCF34-10 Technical Manual Index March 1, 2022: All Component Maintenance Manuals Are Revised As RequiredSalvador AdamoОценок пока нет
- Service Bulletin: Volvo Construction EquipmentДокумент5 страницService Bulletin: Volvo Construction EquipmentRPMAQОценок пока нет
- Job Card Package Title: SVI - A318/A319/A320/ A321 Tail Number - MSN - FSN SU-SKB - 02204 - 001Документ23 страницыJob Card Package Title: SVI - A318/A319/A320/ A321 Tail Number - MSN - FSN SU-SKB - 02204 - 001moamenОценок пока нет
- Motor Data Sheet (32-Hal-201ab)Документ5 страницMotor Data Sheet (32-Hal-201ab)Ahmad FaujiОценок пока нет
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 7 UBA PDFДокумент2 страницы216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 7 UBA PDFubaldo caraballoОценок пока нет
- 325D and 325D L Excavator: Service Repair ManualДокумент28 страниц325D and 325D L Excavator: Service Repair ManualDana CarvajalОценок пока нет
- Work Order: VN 23515383 6 - MiscellaneousДокумент2 страницыWork Order: VN 23515383 6 - MiscellaneoushungphanОценок пока нет
- SM Cat 320d2 FullДокумент1 334 страницыSM Cat 320d2 FullHengki Hen100% (1)
- Caterpillar Cat 216B3 Skid Steer Loader (Prefix PWK) Service Repair Manual (PWK00001 and Up)Документ28 страницCaterpillar Cat 216B3 Skid Steer Loader (Prefix PWK) Service Repair Manual (PWK00001 and Up)rpoy9396615Оценок пока нет
- Pse 115a2512#dl PSDL D Com Proper 1 To 4Документ4 страницыPse 115a2512#dl PSDL D Com Proper 1 To 4Rinowan PanggoariОценок пока нет
- John Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)Документ16 страницJohn Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)laopaodunОценок пока нет
- 390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesДокумент2 страницы390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesJuan Pablo Virreyra TriguerosОценок пока нет
- Shop Manual Pc200lc-7l Pc220lc-7lДокумент638 страницShop Manual Pc200lc-7l Pc220lc-7lJUAN CARLOS PAZ86% (7)
- Armado de Transmision 924G - 101803Документ30 страницArmado de Transmision 924G - 101803linko estradaОценок пока нет
- A323 EA07 VN 00278197 Last Minutes R00 PDFДокумент12 страницA323 EA07 VN 00278197 Last Minutes R00 PDFhợp trầnОценок пока нет
- Swivel JointДокумент8 страницSwivel JointSuman BajracharyaОценок пока нет
- Caterpillar Cat 232D SKID STEER LOADER (Prefix DPR) Service Repair Manual (DPR00001 and Up)Документ25 страницCaterpillar Cat 232D SKID STEER LOADER (Prefix DPR) Service Repair Manual (DPR00001 and Up)rpoy9396615Оценок пока нет
- XT206-03 Excessive Travel of Parking Brake Lever PDFДокумент5 страницXT206-03 Excessive Travel of Parking Brake Lever PDFAlex CarterОценок пока нет
- Final Drive 330D AssembleДокумент12 страницFinal Drive 330D Assembleiwan nawiОценок пока нет
- Disassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402Документ13 страницDisassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402SiswadiОценок пока нет
- Caterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFДокумент28 страницCaterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFfkdmmaОценок пока нет
- Delivery Challan Format For Sending MaterialsДокумент1 страницаDelivery Challan Format For Sending Materialsvivekrajbhilai5850Оценок пока нет
- B737-300 MSN 23774 SpecificationДокумент5 страницB737-300 MSN 23774 SpecificationHarry GuoОценок пока нет
- 523 - PS CPP CSPДокумент1 страница523 - PS CPP CSPAhmed HamdyОценок пока нет
- 64217Документ28 страниц64217amdevaОценок пока нет
- Bosch Conveyor SystemДокумент32 страницыBosch Conveyor Systemjd1schroederОценок пока нет
- The Forensic Science of Oil Analysis: Analytical FerrographyДокумент11 страницThe Forensic Science of Oil Analysis: Analytical Ferrographychristopher nanlalОценок пока нет
- Catalogo Bucyrus 295bii y Stock FiltrosДокумент57 страницCatalogo Bucyrus 295bii y Stock Filtrosjaime_perez_lopezОценок пока нет
- FBJ BallДокумент1 страницаFBJ BallFodil DouazОценок пока нет
- SP00976 OMM For CPPДокумент414 страницSP00976 OMM For CPPCidhin NairОценок пока нет
- Mechanical Seal InstructionsДокумент25 страницMechanical Seal Instructionsjack-bcОценок пока нет
- Clearwater Self-Cleaning Suction Screen BrochureДокумент2 страницыClearwater Self-Cleaning Suction Screen BrochureIonut SomneaОценок пока нет
- Tom Wheatley Swing Check Valves (New)Документ24 страницыTom Wheatley Swing Check Valves (New)Carlos Cardenas SochaОценок пока нет
- Sieb MaschinenДокумент6 страницSieb MaschinenIfa DugassaОценок пока нет
- Chakwal 6.04, Atox Planetary GearДокумент46 страницChakwal 6.04, Atox Planetary GearAdnan NawazОценок пока нет
- Preventive Maintenance Checklist: Tool Room & Production SawsДокумент2 страницыPreventive Maintenance Checklist: Tool Room & Production SawsValerio Ambrocio IsmaelОценок пока нет
- Life Expectancy Analysis Program: For Electrical Machine InsulationДокумент36 страницLife Expectancy Analysis Program: For Electrical Machine Insulationmersium100% (1)
- KME 602 2022-23 AktuДокумент4 страницыKME 602 2022-23 AktuPrabal SinghОценок пока нет
- Instructions On Installation, Operation and Maintenance For Kirloskar Pump Type DBДокумент35 страницInstructions On Installation, Operation and Maintenance For Kirloskar Pump Type DBSubi SetiawanОценок пока нет
- Positive Displacement CompressorДокумент30 страницPositive Displacement CompressorchaitanyaОценок пока нет
- Rizal Technological University: College of Engineering and Industrial Technology Boni Ave. Mandaluyong CityДокумент68 страницRizal Technological University: College of Engineering and Industrial Technology Boni Ave. Mandaluyong CityDominic ZaragozaОценок пока нет
- RWM Casters Catalog 2012Документ156 страницRWM Casters Catalog 2012Risheet AgheraОценок пока нет
- F40F (Fuel Injection)Документ382 страницыF40F (Fuel Injection)Ever Luis Jimenez Cardenas100% (3)
- ZF Transmission T 7336 Ps Workshop ManualДокумент10 страницZF Transmission T 7336 Ps Workshop Manualdorothy100% (50)
- Central Vac SystemsДокумент20 страницCentral Vac SystemsNavaneeth PurushothamanОценок пока нет
- 002005ea 5Документ42 страницы002005ea 5AliArababadiОценок пока нет
- MS83 PDFДокумент32 страницыMS83 PDFSubhash KediaОценок пока нет
- PT Nusantara Turbin & PropulsiДокумент29 страницPT Nusantara Turbin & PropulsiSandi Nurmalik100% (1)
- Brazo Articulado Modelo 9000Документ46 страницBrazo Articulado Modelo 9000Santiago Giraldo GarcíaОценок пока нет
- Operation Manual KH-777 (09-10-2013) - R1 PDFДокумент62 страницыOperation Manual KH-777 (09-10-2013) - R1 PDFHeriansyah80% (5)
- Boston Gear Oil RecommendationДокумент19 страницBoston Gear Oil Recommendationangel de mi guardaОценок пока нет
- ASE Auto HRДокумент78 страницASE Auto HRRavi RanjanОценок пока нет
- S846 SPC v6 RusДокумент51 страницаS846 SPC v6 RusDima KlipaОценок пока нет
- Modeling of Spindle-Bearing and Machine Tool Systems For Virtual Simulation of Milling OperationsДокумент9 страницModeling of Spindle-Bearing and Machine Tool Systems For Virtual Simulation of Milling OperationsYak OubОценок пока нет