Вам также может понравиться
- Why Insulate Pipes: 3 Key Benefits of InsulationДокумент13 страницWhy Insulate Pipes: 3 Key Benefits of InsulationnguyenОценок пока нет
- Asme Ix - Welder Id Rev.2Документ5 страницAsme Ix - Welder Id Rev.2Joseph Peter100% (1)
- Pipe rack structure and designДокумент11 страницPipe rack structure and designpuru55980Оценок пока нет
- Sample Shutdown Schedule For Heat Exchanger Cleaning and InspectionДокумент3 страницыSample Shutdown Schedule For Heat Exchanger Cleaning and Inspectionman alamОценок пока нет
- Technical Data Handbook of Carbon Steel FittingsДокумент244 страницыTechnical Data Handbook of Carbon Steel FittingsKrishna KumarОценок пока нет
- Piping BasicsДокумент10 страницPiping Basicstulasirao.nammiОценок пока нет
- Hidden Defects in FittingsДокумент3 страницыHidden Defects in FittingsFerlie IndrapatiОценок пока нет
- Types of Flanges-Definition of FlangesДокумент4 страницыTypes of Flanges-Definition of FlangesindikumaОценок пока нет
- Why use Pipe Supports: Types of Pipe Hangers and SupportsДокумент25 страницWhy use Pipe Supports: Types of Pipe Hangers and SupportsmurugesanОценок пока нет
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Документ7 страницQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozОценок пока нет
- Asme 16.5Документ2 страницыAsme 16.5Norman MoralesОценок пока нет
- CBT TanveerДокумент5 страницCBT TanveerBapiОценок пока нет
- Guide to Bend Pipes for Insulated Pipe SystemsДокумент2 страницыGuide to Bend Pipes for Insulated Pipe Systemsdmitos100% (1)
- Valve DetailДокумент5 страницValve DetailRakesh RanjanОценок пока нет
- Pipeline Support1Документ18 страницPipeline Support1Mohamed RishaОценок пока нет
- Metric Fine Screw Threads Taper Pipe ThreadsДокумент1 страницаMetric Fine Screw Threads Taper Pipe Threadsmanuelq9100% (1)
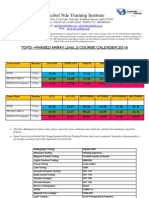
- Decibel Nde Training Institute Offers NDT CoursesДокумент1 страницаDecibel Nde Training Institute Offers NDT CoursesSangeeth.KpОценок пока нет
- Input Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)Документ12 страницInput Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)ibmsherОценок пока нет
- Alignment Methods in Rotating EquipmentДокумент6 страницAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- WPS SummaryДокумент33 страницыWPS SummaryMidhun K ChandraboseОценок пока нет
- Piping Interview Questionnaire 5Документ2 страницыPiping Interview Questionnaire 5Valli RajuОценок пока нет
- PTC Cacls Asme b31.3Документ1 страницаPTC Cacls Asme b31.3MamacintОценок пока нет
- Plant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)Документ3 страницыPlant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)aslam.ambОценок пока нет
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Документ3 страницыShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuОценок пока нет
- American Society of Mechanical Engineers (ASME) CodesДокумент11 страницAmerican Society of Mechanical Engineers (ASME) CodesfrdnОценок пока нет
- Piping 2Документ7 страницPiping 2Jeffrey SsalonОценок пока нет
- Flange DimensionsДокумент30 страницFlange DimensionshibhavuОценок пока нет
- Welding Electrodes - Understanding The SMAW Electrode SymbolsДокумент5 страницWelding Electrodes - Understanding The SMAW Electrode SymbolsRobert DelafosseОценок пока нет
- API 510 Case Study - 7Документ2 страницыAPI 510 Case Study - 7Khaled FatnassiОценок пока нет
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesДокумент12 страницIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415Оценок пока нет
- Gasket General DimensionДокумент20 страницGasket General DimensionAnonymous uhQ7OyОценок пока нет
- Electrode Consumption PDFДокумент1 страницаElectrode Consumption PDFharold_bhieОценок пока нет
- 11/20/2018 /conversion/tmp/scratch/402494814Документ13 страниц11/20/2018 /conversion/tmp/scratch/402494814Anonymous NR3qZ30Оценок пока нет
- KNPC-CFP Project: Question Bank Underground PipingДокумент12 страницKNPC-CFP Project: Question Bank Underground PipingAnil TiwariОценок пока нет
- 1 SS PP 005Документ18 страниц1 SS PP 005sanketОценок пока нет
- Erw Steel Pipe Api5lb Psl1Документ2 страницыErw Steel Pipe Api5lb Psl1hdierkeОценок пока нет
- WeldДокумент3 страницыWeldSenthil SubramanianОценок пока нет
- Flanges - Introduction: Flanges I Boltings I Gaskets I Flanged Fittings FlangesДокумент6 страницFlanges - Introduction: Flanges I Boltings I Gaskets I Flanged Fittings FlangesshyamОценок пока нет
- 1 PipelineДокумент69 страниц1 PipelineEhab MohammedОценок пока нет
- Pipingpresentationmaster 170219125347Документ61 страницаPipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- Piping MaterialДокумент125 страницPiping MaterialSargunam SankaravadivelОценок пока нет
- Piping 5.0 - Introduction to Piping EngineeringДокумент32 страницыPiping 5.0 - Introduction to Piping EngineeringSteve WanОценок пока нет
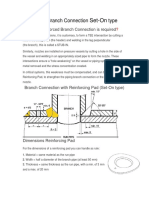
- Reinforced Branch Connection Set-On TypeДокумент3 страницыReinforced Branch Connection Set-On Typeedgar paglinawanОценок пока нет
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesДокумент1 страницаClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║Оценок пока нет
- Project Standard Specification: Hydronic Piping 15181 - Page 1/12Документ12 страницProject Standard Specification: Hydronic Piping 15181 - Page 1/12adel rihanaОценок пока нет
- Piping Questionnaire - Piping Study-NДокумент14 страницPiping Questionnaire - Piping Study-NBhanu Prakash100% (1)
- ASTM A 671 Grade CC 70 Carbon Steel EFW Pipe & Tubes, ASTM A 671 Grade CC 70 Pipes & Tubes, ASTM A 671 GR CC 70 Carbon Steel TubesДокумент5 страницASTM A 671 Grade CC 70 Carbon Steel EFW Pipe & Tubes, ASTM A 671 Grade CC 70 Pipes & Tubes, ASTM A 671 GR CC 70 Carbon Steel TubesTanah Tak BertuanОценок пока нет
- Codes and Standards: ASME B31 Piping CodesДокумент44 страницыCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahОценок пока нет
- Sec 05100 - Structural SteelДокумент10 страницSec 05100 - Structural Steeltiju2005hereОценок пока нет
- Buried Pipes and Fittings Painting SpecДокумент5 страницBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Piping ForemanДокумент3 страницыPiping ForemanManoj MissileОценок пока нет
- Pipe Fittings and Piping AuxiliariesДокумент38 страницPipe Fittings and Piping Auxiliariesmsaad2Оценок пока нет
- QM 05. Line PipesДокумент2 страницыQM 05. Line Pipesmohamed elmasryОценок пока нет
- History b16 34Документ5 страницHistory b16 34qazi12100% (1)
- ASME P NumbersДокумент1 страницаASME P NumbersFahri Risfa ZulfiОценок пока нет
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОт EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОценок пока нет
- Process Piping & Piping FittingsДокумент16 страницProcess Piping & Piping FittingsJaveed A. Khan100% (2)
- NDT BeniftsДокумент19 страницNDT BeniftsAnonymous DMdGdsOEОценок пока нет
- Difference Between NDTДокумент1 страницаDifference Between NDTAnonymous DMdGdsOEОценок пока нет
- NDT AdvanceДокумент19 страницNDT AdvanceAnonymous DMdGdsOEОценок пока нет
- NDT Application and BenefitsДокумент19 страницNDT Application and BenefitsAnonymous DMdGdsOEОценок пока нет
- Checklist Fire StopДокумент9 страницChecklist Fire StopAnonymous DMdGdsOEОценок пока нет
- NDT VariationДокумент5 страницNDT VariationAnonymous DMdGdsOEОценок пока нет
- NDT TypesДокумент10 страницNDT TypesAnonymous DMdGdsOEОценок пока нет
- NDT ImportanceДокумент19 страницNDT ImportanceAnonymous DMdGdsOEОценок пока нет
- NDT DemonstrationДокумент9 страницNDT DemonstrationAnonymous DMdGdsOEОценок пока нет
- Difference Between NDT and Destructive TestingДокумент1 страницаDifference Between NDT and Destructive TestingAnonymous DMdGdsOEОценок пока нет
- NDT DifferenceДокумент2 страницыNDT DifferenceAnonymous DMdGdsOEОценок пока нет
- V ForestДокумент3 страницыV ForestAnonymous DMdGdsOEОценок пока нет
- Reflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightДокумент3 страницыReflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightAnonymous DMdGdsOEОценок пока нет
- How Come DetectiveДокумент1 страницаHow Come DetectiveAnonymous DMdGdsOEОценок пока нет
- Pipe QualityДокумент1 страницаPipe QualityAnonymous DMdGdsOEОценок пока нет
- Hvac ScribdДокумент1 страницаHvac ScribdAnonymous DMdGdsOEОценок пока нет
- Disc VДокумент1 страницаDisc VAnonymous DMdGdsOEОценок пока нет
- Environmental Science Course Project-1Документ27 страницEnvironmental Science Course Project-1vaishnaviОценок пока нет
- Konica Bizhub 7272 - User ManualДокумент436 страницKonica Bizhub 7272 - User Manualfaco1723Оценок пока нет
- Computer LanguagesДокумент3 страницыComputer LanguagesGurvinder Singh100% (1)
- ResumeДокумент2 страницыResumekoduruabhinavОценок пока нет
- Types of Camera AnglesДокумент2 страницыTypes of Camera AnglesMaJudith JavilloОценок пока нет
- Multipoint Socket Profile VW 010 43: KonzernnormДокумент4 страницыMultipoint Socket Profile VW 010 43: KonzernnormRicardo Vitoriano100% (1)
- Spotlight Planet Magazine UpdatedДокумент32 страницыSpotlight Planet Magazine UpdatedOlla John IamBezaleel OluwafemiОценок пока нет
- SM F4GE-IVECO-Telehandler EN PDFДокумент117 страницSM F4GE-IVECO-Telehandler EN PDFjulianmata71% (7)
- Fuzzy Set Theory: UNIT-2Документ45 страницFuzzy Set Theory: UNIT-2Sharma SudhirОценок пока нет
- Eaton 9130 Rack 700-3000vaДокумент4 страницыEaton 9130 Rack 700-3000vaJose Luis PintoОценок пока нет
- JetFlash Online Recovery User Manual - ENДокумент10 страницJetFlash Online Recovery User Manual - ENSubrata DattaОценок пока нет
- Lot Inspection Report For LPG New CylindersДокумент3 страницыLot Inspection Report For LPG New CylindersJagannath MajhiОценок пока нет
- ARK Survival 600 Player Level CapДокумент16 страницARK Survival 600 Player Level CapArcTrooper210Оценок пока нет
- Modern Soil Stabilization TechniquesДокумент25 страницModern Soil Stabilization TechniquesSagar Jha100% (3)
- Acha Teff ThresherДокумент62 страницыAcha Teff ThresherTANKO BAKO100% (2)
- Manual em Portugues DGX230Документ120 страницManual em Portugues DGX230Agosthis0% (1)
- Range and Angle Tracking Techniques for Moving Target EstimationДокумент34 страницыRange and Angle Tracking Techniques for Moving Target Estimationmykingboody2156Оценок пока нет
- Manual ReaperДокумент466 страницManual ReaperJuan Camilo Arroyave ArangoОценок пока нет
- Monocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34AДокумент2 страницыMonocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34ARia IndahОценок пока нет
- Diseño de PCBsДокумент48 страницDiseño de PCBsOswald FrankОценок пока нет
- Tube Upsetting Machines BrochureДокумент10 страницTube Upsetting Machines BrochuredemirilkОценок пока нет
- DevelopmentThatPays ScrumToScrumban CheatSheet 2 - 0Документ1 страницаDevelopmentThatPays ScrumToScrumban CheatSheet 2 - 0tarikОценок пока нет
- Envea Dusty Manual enДокумент26 страницEnvea Dusty Manual enmikiОценок пока нет
- Service Accessories: CatalogДокумент32 страницыService Accessories: CatalogdummaОценок пока нет
- June 2014 Draft for Public ReviewДокумент59 страницJune 2014 Draft for Public ReviewRomel Vargas Sánchez0% (1)
- CCNA - Exploration Network Fundamentals - ENetwork Practice Final ExamДокумент26 страницCCNA - Exploration Network Fundamentals - ENetwork Practice Final Exambrone8Оценок пока нет
- Solids Flow Feeder Equipment for Precise Measurement & ControlДокумент7 страницSolids Flow Feeder Equipment for Precise Measurement & ControlAbhishek DuttaОценок пока нет
- VAHAN SERVICE - User ManualДокумент30 страницVAHAN SERVICE - User ManualGURBACHAN SINGH ChouhanОценок пока нет
- BOE-025 Consejo de EstadoДокумент1 страницаBOE-025 Consejo de Estado15mls23Оценок пока нет
- Average Waiting Time at Dental ClinicДокумент12 страницAverage Waiting Time at Dental ClinicJonas Ciabis100% (1)