Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Location: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. AzagraДокумент12 страницLocation: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. Azagramgllacuna73% (11)
- Bopp and Pet PropertiesДокумент10 страницBopp and Pet PropertiesIzhar ShaikhОценок пока нет
- Din en Iso - 10684Документ27 страницDin en Iso - 10684Guillermo Torres100% (1)
- Bezuidenhout Computational 2008Документ151 страницаBezuidenhout Computational 2008Sỹ RonОценок пока нет
- Thermal Science and Engineering Progress: SciencedirectДокумент22 страницыThermal Science and Engineering Progress: Sciencedirect조기현Оценок пока нет
- Origins of The Digital Twin Concept: August 2016Документ8 страницOrigins of The Digital Twin Concept: August 2016Tanu KhandelwalОценок пока нет
- Recovery of Water From Boiler Flue GasДокумент97 страницRecovery of Water From Boiler Flue Gas조기현Оценок пока нет
- CH3080 Heat ExchangersДокумент22 страницыCH3080 Heat ExchangersManish KumarОценок пока нет
- Manual Optris CTlaserДокумент98 страницManual Optris CTlaser조기현Оценок пока нет
- Materials: Detailed Modeling of The Direct Reduction of Iron Ore in A Shaft FurnaceДокумент16 страницMaterials: Detailed Modeling of The Direct Reduction of Iron Ore in A Shaft Furnace조기현Оценок пока нет
- CFD Simulation of Process-Driven Particle Fragmentation in A Coal Bed GasifierДокумент13 страницCFD Simulation of Process-Driven Particle Fragmentation in A Coal Bed Gasifier조기현Оценок пока нет
- JONAYAT - Transient Model of Meniscus and Slag Consumption - Published VersionДокумент23 страницыJONAYAT - Transient Model of Meniscus and Slag Consumption - Published Version조기현Оценок пока нет
- Flow and Mass Transfer in The Furnace For Gas-Solid ReactionДокумент38 страницFlow and Mass Transfer in The Furnace For Gas-Solid Reaction조기현Оценок пока нет
- Manual Optris CTlaserДокумент98 страницManual Optris CTlaser조기현Оценок пока нет
- Journal TSEA 2014 ShaftДокумент10 страницJournal TSEA 2014 Shaft조기현Оценок пока нет
- E 001892563Документ54 страницыE 001892563Timmy VoОценок пока нет
- JONAYAT - Transient Model of Meniscus and Slag Consumption - Published VersionДокумент23 страницыJONAYAT - Transient Model of Meniscus and Slag Consumption - Published Version조기현Оценок пока нет
- 784 PhDThesis FabioDalMagroДокумент246 страниц784 PhDThesis FabioDalMagro조기현Оценок пока нет
- Modeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional CompositeДокумент3 страницыModeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional Composite조기현Оценок пока нет
- HRSG CFD AnalysisДокумент185 страницHRSG CFD Analysis조기현Оценок пока нет
- Thangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036Документ8 страницThangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036조기현Оценок пока нет
- Ch6-Current and ResistanceДокумент18 страницCh6-Current and Resistancemehdii.heidary1366100% (7)
- Sciencedirect: Wooseok Nam, Youngsik Hahn, Sungsun Baik Wooseok Nam, Youngsik Hahn, Sungsun BaikДокумент10 страницSciencedirect: Wooseok Nam, Youngsik Hahn, Sungsun Baik Wooseok Nam, Youngsik Hahn, Sungsun Baik조기현Оценок пока нет
- Metals 07 00190 PDFДокумент29 страницMetals 07 00190 PDFtazzОценок пока нет
- Multiphysics Modeling of Graphite Electrode Joint in Electric Arc FurnacesДокумент28 страницMultiphysics Modeling of Graphite Electrode Joint in Electric Arc Furnaces조기현Оценок пока нет
- Thangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036Документ8 страницThangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036조기현Оценок пока нет
- Preview of Period 13: Electrical Resistance and Joule HeatingДокумент12 страницPreview of Period 13: Electrical Resistance and Joule HeatingRogerОценок пока нет
- Example-Resistive Heating: Solved With Comsol Multiphysics 3.5AДокумент15 страницExample-Resistive Heating: Solved With Comsol Multiphysics 3.5A조기현Оценок пока нет
- Modeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional CompositeДокумент3 страницыModeling and Testing of Temperature Behavior and Resistive Heating in A Multi-Functional Composite조기현Оценок пока нет
- FrassДокумент152 страницыFrassManikanta SwamyОценок пока нет
- Sciencedirect: Wooseok Nam, Youngsik Hahn, Sungsun Baik Wooseok Nam, Youngsik Hahn, Sungsun BaikДокумент10 страницSciencedirect: Wooseok Nam, Youngsik Hahn, Sungsun Baik Wooseok Nam, Youngsik Hahn, Sungsun Baik조기현Оценок пока нет
- Manual de Transmisión de CalorДокумент36 страницManual de Transmisión de CalorLuis Alfonso Martinez FdezОценок пока нет
- J.J.Shah PaperДокумент10 страницJ.J.Shah Paperइंजि कौस्तुभ पवारОценок пока нет
- Myphilippinelife ComДокумент7 страницMyphilippinelife ComJared GuntingОценок пока нет
- Fibers and Fiber Consumption in Nonwovens NOTESДокумент6 страницFibers and Fiber Consumption in Nonwovens NOTESParikshit PaulОценок пока нет
- Bored Pile QC Flow ChartДокумент1 страницаBored Pile QC Flow ChartChung Yiung YungОценок пока нет
- BS en 10149-1 1996Документ16 страницBS en 10149-1 1996ibson045001256100% (1)
- Slag SymposiumДокумент20 страницSlag SymposiumAnonymous gQyrTUHX38Оценок пока нет
- TCDPДокумент88 страницTCDPPrakash KumarОценок пока нет
- Piping Support Detail Training Session (Day-Iii)Документ24 страницыPiping Support Detail Training Session (Day-Iii)Zahoor Ahmed100% (1)
- Uns Aceros InglesДокумент5 страницUns Aceros InglesEdgar Ivan DavilaОценок пока нет
- PISR1-En-US SiC Shell & Tube Heat Exchanger - SR SeriesДокумент2 страницыPISR1-En-US SiC Shell & Tube Heat Exchanger - SR SeriesViajante_santosОценок пока нет
- Post-tensioned slab design criteriaДокумент3 страницыPost-tensioned slab design criteriaShamim Ahsan Zubery100% (1)
- Especificacion Tuberias R08Документ226 страницEspecificacion Tuberias R08Lenin Casanova CОценок пока нет
- BentoniteДокумент4 страницыBentoniteSihanu SubasinghaОценок пока нет
- SJS - DHT-Downhole Oil ToolsДокумент156 страницSJS - DHT-Downhole Oil ToolsTHUNDER KESAR1000Оценок пока нет
- RCD 1Документ25 страницRCD 1Niña Amethyst AlivioОценок пока нет
- A Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarДокумент23 страницыA Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarManu K MohanОценок пока нет
- How To Calculate Clamping Force Injection Mold Design Tutorial, Technology and EngineeringДокумент5 страницHow To Calculate Clamping Force Injection Mold Design Tutorial, Technology and EngineeringFairos Triady Faisal0% (1)
- Thumb RulesДокумент6 страницThumb Ruleskvm2020Оценок пока нет
- Kone Manual InstalareДокумент15 страницKone Manual InstalareAndreea DanielaОценок пока нет
- Reverse Osmosis SystemДокумент28 страницReverse Osmosis SystemFreddy Enrique Luna MirabalОценок пока нет
- SE SOVENT DESIGN MANUAL 101o New011007Документ24 страницыSE SOVENT DESIGN MANUAL 101o New011007VishnuОценок пока нет
- BC Job MixДокумент3 страницыBC Job MixSOIGNE ENGINEERING CONSULTANTSОценок пока нет
- Grout - Estogrout MP60 - Data Sheet - 08-07-04Документ2 страницыGrout - Estogrout MP60 - Data Sheet - 08-07-04burhanuddin syedОценок пока нет
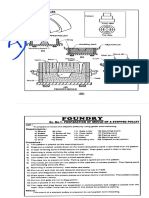
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyДокумент4 страницыFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaОценок пока нет
- P2P Lab Reportjan2006Документ39 страницP2P Lab Reportjan2006Huaman Chavez Jesus AngelОценок пока нет
- Conventional Vs Non ConventionalДокумент2 страницыConventional Vs Non Conventional3headsnakeОценок пока нет