Вам также может понравиться
- 8a. - Las 6 G Peridas y La OEEДокумент6 страниц8a. - Las 6 G Peridas y La OEEPatrick P Rodriguez GrОценок пока нет
- 8A. Seis Grandes Pérdidas en Mantenimiento (TPM)Документ5 страниц8A. Seis Grandes Pérdidas en Mantenimiento (TPM)nataly mamani aroquipaОценок пока нет
- Efectividad de Planta OEEДокумент7 страницEfectividad de Planta OEEHector Martinez Rubin CelisОценок пока нет
- Monografia de OeeДокумент11 страницMonografia de OeeAnibal Miranda GarzonОценок пока нет
- Eficiencia Global de Los EquiposДокумент6 страницEficiencia Global de Los Equiposdielu14100% (1)
- Martes 14Документ56 страницMartes 14juan llaguelОценок пока нет
- UNIDAD IV. Administración de ManenimientoДокумент49 страницUNIDAD IV. Administración de ManenimientoEvelyn CamposОценок пока нет
- Trabajo OEEДокумент5 страницTrabajo OEEjose diaz100% (1)
- Contenido Semana 14Документ45 страницContenido Semana 14Ever EucedaОценок пока нет
- Que Se Entiende Por MantenimientoДокумент7 страницQue Se Entiende Por MantenimientoYojhaira HermozaОценок пока нет
- Indicadores de mantenimiento industrialДокумент36 страницIndicadores de mantenimiento industrialLuis SantiagoОценок пока нет
- Medición Del OEE en La Industria de Autopartes PDFДокумент7 страницMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranОценок пока нет
- Semana 3 - TPMДокумент43 страницыSemana 3 - TPMeduardo quispeОценок пока нет
- Sistemas de mantenimiento productivo total (MPTДокумент28 страницSistemas de mantenimiento productivo total (MPTLuz Gabriela Romo ManzanoОценок пока нет
- Definicion Del MTPДокумент13 страницDefinicion Del MTPAngel Guzmán RamosОценок пока нет
- Parte 2Документ34 страницыParte 2Jacqueline Orozco HernandezОценок пока нет
- Estrategias de MantenimientoДокумент7 страницEstrategias de MantenimientoYessenia Marielena MontesОценок пока нет
- 14 Oscar Carrasco Medición en tiempo real del OEEДокумент16 страниц14 Oscar Carrasco Medición en tiempo real del OEEfredyОценок пока нет
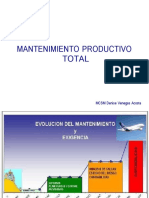
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaДокумент45 страницMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Оценок пока нет
- GM 16 - Eficiencia Global Del Equipo - OeeДокумент18 страницGM 16 - Eficiencia Global Del Equipo - OeeNick DipeОценок пока нет
- Unidad 4 MantenimientoДокумент44 страницыUnidad 4 MantenimientoJUAN CARLOS MARTINEZОценок пока нет
- Antenimiento Roductivo OtalДокумент30 страницAntenimiento Roductivo OtalmatiasОценок пока нет
- Instituto Tecnologico de ParralДокумент17 страницInstituto Tecnologico de ParralEspinoza FernandaОценок пока нет
- Actividad 3. Tipos de MantenimientoДокумент24 страницыActividad 3. Tipos de MantenimientoJesus Joel Castro Flores100% (1)
- Gestión de Mantenimiento (Importante)Документ14 страницGestión de Mantenimiento (Importante)Domingo Zenteno CastroОценок пока нет
- CONFIABILIDADДокумент45 страницCONFIABILIDADDiego PaezОценок пока нет
- ACTIVIDADTPMДокумент8 страницACTIVIDADTPMIan CasanovaОценок пока нет
- Mantenimiento Productivo Total (TPM)Документ20 страницMantenimiento Productivo Total (TPM)andreina abreuОценок пока нет
- Principales Indicadores de MantenimientoДокумент64 страницыPrincipales Indicadores de MantenimientoGilmer Patricio100% (4)
- 9-Técnicas de MantenimientoДокумент27 страниц9-Técnicas de MantenimientoDiego QuintelaОценок пока нет
- Filosofia Del Mantenimiento CompletoДокумент8 страницFilosofia Del Mantenimiento CompletoAbrahan Roa90% (10)
- Sistemas de Mantenimiento Productivo-Equipo 2Документ79 страницSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtОценок пока нет
- TPM para optimizar equipos y procesosДокумент43 страницыTPM para optimizar equipos y procesosCecilia Janet Mendez Ramirez100% (1)
- Mantenimiento Productivo TotalДокумент23 страницыMantenimiento Productivo TotalSixto MurciaОценок пока нет
- Conceptos Básicos en Mantenimiento IndustrialДокумент28 страницConceptos Básicos en Mantenimiento Industrialraulfrancisco1512Оценок пока нет
- Unidad 4 y 5 MantenimientoДокумент13 страницUnidad 4 y 5 MantenimientoMitzury Sanz100% (2)
- TPM - Pdfmantenimiento TotalДокумент45 страницTPM - Pdfmantenimiento TotalMaria MarquezОценок пока нет
- GM 16 - Eficiencia Global Del Equipo - OeeДокумент17 страницGM 16 - Eficiencia Global Del Equipo - OeeALARCON MAURICIO JORGE SEBASTIANОценок пока нет
- Unidad 4.3 Calculo Del OEEДокумент7 страницUnidad 4.3 Calculo Del OEESury SadaiОценок пока нет
- Expocicón Del TPMДокумент19 страницExpocicón Del TPMKaren SalmonОценок пока нет
- TPM pilares implementación ventajasДокумент10 страницTPM pilares implementación ventajasRonald PerézОценок пока нет
- Gestión de mantenimiento en ingeniería industrialДокумент5 страницGestión de mantenimiento en ingeniería industrialmari ccallo noaОценок пока нет
- Administracion Del Mantenimiento Unidad 2.Документ8 страницAdministracion Del Mantenimiento Unidad 2.Sebastián PeredaОценок пока нет
- Definición Del OeeДокумент10 страницDefinición Del OeePOLVO DELECHEОценок пока нет
- Actividad 8 TPMДокумент13 страницActividad 8 TPMEmmanuel Alejandro Pereira garciaОценок пока нет
- Procesos Productivos1Документ4 страницыProcesos Productivos1Juan franciscoОценок пока нет
- Que Es El MantenimientoДокумент4 страницыQue Es El MantenimientonachymgОценок пока нет
- Plan de Mantenimiento Preventivo de MoliДокумент39 страницPlan de Mantenimiento Preventivo de MoliFelipe BatarceОценок пока нет
- Actividad 4 MtoДокумент6 страницActividad 4 MtoJairo ArgumedoОценок пока нет
- Tpm-Determinación de Los Tiempos Que Intervienen en El RendimientoДокумент41 страницаTpm-Determinación de Los Tiempos Que Intervienen en El Rendimientoluism921100% (1)
- Que Es El Oee y Pasos para CalcularloДокумент4 страницыQue Es El Oee y Pasos para CalcularloHector AmarfilОценок пока нет
- La importancia del mantenimiento y conceptos claveДокумент27 страницLa importancia del mantenimiento y conceptos claveErnesto Valdez díazОценок пока нет
- "Electricidad Industrial 100A Informe "Mantenimiento Productivo Total" Asignatura Docente: IntegrantesДокумент10 страниц"Electricidad Industrial 100A Informe "Mantenimiento Productivo Total" Asignatura Docente: Integrantesbetoforonda2Оценок пока нет
- Actv 3Документ7 страницActv 3Erik MontoyaОценок пока нет
- Unidad 4 MantenimientoДокумент110 страницUnidad 4 MantenimientoJesus GomezОценок пока нет
- Repaso Final ConfiabilidadДокумент4 страницыRepaso Final ConfiabilidadJuan Salazar CerónОценок пока нет
- Disponibilidad Mecanica, MTTR, MTBFДокумент26 страницDisponibilidad Mecanica, MTTR, MTBFKevin Soller CardenasОценок пока нет
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoОт EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoОценок пока нет
- Conduccion Bidimensional TermoДокумент15 страницConduccion Bidimensional TermoJairo Carranza FloresОценок пока нет
- EjerciciostermodinamicatrabajoДокумент2 страницыEjerciciostermodinamicatrabajoJairo Carranza FloresОценок пока нет
- Sem03 Guía para Elaboración de Ensayos AcadémicosДокумент9 страницSem03 Guía para Elaboración de Ensayos AcadémicosJairo Carranza FloresОценок пока нет
- Sem01 Fundamentos de EcologíaДокумент1 страницаSem01 Fundamentos de EcologíaJairo Carranza FloresОценок пока нет
- Ejercicios Termodinamica TrabajoДокумент2 страницыEjercicios Termodinamica TrabajoJairo Carranza FloresОценок пока нет
- Ejercicios Mecanica de Fluidos ManometrosДокумент1 страницаEjercicios Mecanica de Fluidos ManometrosJean Paul CM25% (4)
- Diagnostic oДокумент2 страницыDiagnostic oJairo Carranza FloresОценок пока нет
- Tabla de RendimientosДокумент26 страницTabla de RendimientosJesús Valladares RosalesОценок пока нет
- Analisis Modelo Negocio PDFДокумент52 страницыAnalisis Modelo Negocio PDFelreyleon1Оценок пока нет
- Noa HMДокумент152 страницыNoa HMnestorОценок пока нет
- 605 659 PB PDFДокумент359 страниц605 659 PB PDFMaribel Caricari Zurita100% (1)
- Hoja Tecnica PimtasДокумент20 страницHoja Tecnica Pimtasrobinson RОценок пока нет
- Bin Lifter HKV ESДокумент4 страницыBin Lifter HKV ESEli BoscanОценок пока нет
- Aplicaciones de Circuitos RC, RL y Del Transistor Como Elemento de Conmutación (Práctica)Документ5 страницAplicaciones de Circuitos RC, RL y Del Transistor Como Elemento de Conmutación (Práctica)Siul ReivajОценок пока нет
- Materiales de Ultima Generacion#1Документ16 страницMateriales de Ultima Generacion#1Angel JhoanОценок пока нет
- G3500 Ajustes InicialesДокумент30 страницG3500 Ajustes Inicialesincaurco100% (2)
- PROCEDIMIENTO CONSTRUCTIVO - PROYECTO MINAGRI INCOTsssДокумент3 страницыPROCEDIMIENTO CONSTRUCTIVO - PROYECTO MINAGRI INCOTssspronexisОценок пока нет
- 9-Artículo Original-187-1-10-20160512Документ7 страниц9-Artículo Original-187-1-10-20160512Diego VegaОценок пока нет
- Actividad 1 Estadisticas JuGVДокумент9 страницActividad 1 Estadisticas JuGVJuan Antonio Martin GutierrezОценок пока нет
- Composicion Modulos SAP-ERPДокумент1 страницаComposicion Modulos SAP-ERPFabriciogarОценок пока нет
- Abrazaderas TuberiasДокумент69 страницAbrazaderas TuberiasDcf EduОценок пока нет
- Psicologia de Las Organizaciones - PeiroДокумент19 страницPsicologia de Las Organizaciones - PeiroRicoterita Solari0% (1)
- Transformada de Laplace, Fourier y Sus AplicacionesДокумент39 страницTransformada de Laplace, Fourier y Sus AplicacionesJorge Antonio Ramírez MedinaОценок пока нет
- Catalogo General Esquemas Tecnicos PDFДокумент62 страницыCatalogo General Esquemas Tecnicos PDFalex_tamayo_7Оценок пока нет
- GUÍA ELABORACIÓN DE PERFIL IDÓNEO DE INGRESO Y EGRESO Julio 24Документ22 страницыGUÍA ELABORACIÓN DE PERFIL IDÓNEO DE INGRESO Y EGRESO Julio 24pedromanuelguerreroОценок пока нет
- MecatronicaДокумент7 страницMecatronicaEdgar Jophiel MartОценок пока нет
- Fisica Elemental 2Документ10 страницFisica Elemental 2niltonОценок пока нет
- Cuantización y Codificación de Una SeñalДокумент4 страницыCuantización y Codificación de Una SeñalWilson PalomoОценок пока нет
- El Departamento de Sistemas.Документ7 страницEl Departamento de Sistemas.Raymart AlvaradoОценок пока нет
- Características Del Sistema de Archivos de Windows 8Документ7 страницCaracterísticas Del Sistema de Archivos de Windows 8Juan José Rodríguez CetinaОценок пока нет
- Edel Navarro, R. - Las Nuevas Tecnologías para El Aprendizaje - Estado Del ArteДокумент20 страницEdel Navarro, R. - Las Nuevas Tecnologías para El Aprendizaje - Estado Del ArteEdmundo Paredes DíazОценок пока нет
- Rte 226Документ8 страницRte 226davih0070% (1)
- Ferrerias HSJДокумент52 страницыFerrerias HSJMARIA GOMEZОценок пока нет
- Crear Controles en Tiempo de EjecucionДокумент2 страницыCrear Controles en Tiempo de EjecucionelidatoОценок пока нет
- Love CanalДокумент1 страницаLove CanalPaolaОценок пока нет
- Prueba 3° Básico - Características de La LuzДокумент5 страницPrueba 3° Básico - Características de La LuzXimena Villavicencio0% (1)