Вам также может понравиться
- Propiedades mecánicas: Esfuerzo-deformaciónДокумент48 страницPropiedades mecánicas: Esfuerzo-deformaciónJesús Escribano MendozaОценок пока нет
- Document of Best DinnerДокумент3 страницыDocument of Best DinnerJesús Escribano MendozaОценок пока нет
- Sesión 1.introДокумент34 страницыSesión 1.introVictorОценок пока нет
- Orden de Interconsulta Medica para Levantamiento de ObservacionesДокумент1 страницаOrden de Interconsulta Medica para Levantamiento de ObservacionesJesús Escribano MendozaОценок пока нет
- Persona HumanaДокумент7 страницPersona HumanaJesús Escribano MendozaОценок пока нет
- CristologíaДокумент4 страницыCristologíaJesús Escribano MendozaОценок пока нет
- Iglesia, Droga y ToxicomaníaДокумент15 страницIglesia, Droga y ToxicomaníaJesús Escribano MendozaОценок пока нет
- Caso Clinica Rojas - 1Документ3 страницыCaso Clinica Rojas - 1Niki StevensОценок пока нет
- 6.-Mntto Autonomo Emp - MetalmecánicaДокумент24 страницы6.-Mntto Autonomo Emp - MetalmecánicaAntonioОценок пока нет
- ConsumismoДокумент15 страницConsumismoJesús Escribano MendozaОценок пока нет
- Trabajo Final de FilosofíaДокумент5 страницTrabajo Final de FilosofíaJesús Escribano MendozaОценок пока нет
- Caso TOC - Empresa Materiales XYZДокумент7 страницCaso TOC - Empresa Materiales XYZJesús Escribano MendozaОценок пока нет
- Conic AsДокумент30 страницConic AscatursalОценок пока нет
- Intro AutoДокумент2 страницыIntro AutoJesús Escribano MendozaОценок пока нет
- DapДокумент2 страницыDapJesús Escribano MendozaОценок пока нет
- Laboratorio de MateДокумент11 страницLaboratorio de MateJesús Escribano MendozaОценок пока нет
- Problemas Propuestos Capitulo 1Документ12 страницProblemas Propuestos Capitulo 1Jenn Charity Bungle78% (18)
- Intro AutoДокумент2 страницыIntro AutoJesús Escribano MendozaОценок пока нет
- 2do Trabajo de II UnidadДокумент13 страниц2do Trabajo de II UnidadJesús Escribano MendozaОценок пока нет
- Confesiones CristianasДокумент23 страницыConfesiones CristianasJesús Escribano MendozaОценок пока нет
- 4083 2811 1 PB PDFДокумент6 страниц4083 2811 1 PB PDFSaraОценок пока нет
- Dos resortes en serie sometidos a una cargaДокумент27 страницDos resortes en serie sometidos a una cargaJesús Escribano MendozaОценок пока нет
- Operaciones y procesos unitarios: introducción y balancesДокумент121 страницаOperaciones y procesos unitarios: introducción y balancesPedro Chirinos MondragonОценок пока нет
- I Trabajo I UnidadДокумент7 страницI Trabajo I UnidadJesús Escribano MendozaОценок пока нет
- I Trabajo I UnidadДокумент7 страницI Trabajo I UnidadJesús Escribano MendozaОценок пока нет
- Análisis Estructural Del Puente Que Une Monsefú y EtenДокумент36 страницAnálisis Estructural Del Puente Que Une Monsefú y EtenJesús Escribano MendozaОценок пока нет
- Defensa ribereña Huaraz-2018Документ79 страницDefensa ribereña Huaraz-2018Niagq GutYesОценок пока нет
- Actitud Del Ser Humano Se Dice Que Los Seres Humanos Manifestamos Actitudes de EgoísmoДокумент1 страницаActitud Del Ser Humano Se Dice Que Los Seres Humanos Manifestamos Actitudes de EgoísmoAntonia Sanchez MoraОценок пока нет
- Unidad 2 - Banco de Preguntas-1-1Документ5 страницUnidad 2 - Banco de Preguntas-1-1Karen Montalvan100% (1)
- 11147-Boletin Tecnico Rutina de Prueba Refrigeradores CopaДокумент4 страницы11147-Boletin Tecnico Rutina de Prueba Refrigeradores Copacharly sosОценок пока нет
- Ciclo Del MercurioДокумент1 страницаCiclo Del MercurioAnonymous B0bYF6100% (1)
- Procedimiento Traslado y Montaja de ModulosДокумент9 страницProcedimiento Traslado y Montaja de ModulosPato VeraОценок пока нет
- Tema 6. Desarrollo Socioafectivo en La Primera InfanciaДокумент64 страницыTema 6. Desarrollo Socioafectivo en La Primera InfanciaNaran MCОценок пока нет
- Competencia Tecnologia de CurtiembresДокумент10 страницCompetencia Tecnologia de CurtiembresCristian RaducanuОценок пока нет
- t4 IIp Párrafos Grupo1Документ4 страницыt4 IIp Párrafos Grupo1Emely Rosales0% (1)
- Tipos baldes excavadoraДокумент21 страницаTipos baldes excavadoraCRISS RYUZAKYОценок пока нет
- Test de Los 4 Temperamentos (PARA PARTICIPANTES No CreyentesДокумент12 страницTest de Los 4 Temperamentos (PARA PARTICIPANTES No CreyentesCindy SerranoОценок пока нет
- U1-Practica01 - Simulación - SistemasДокумент12 страницU1-Practica01 - Simulación - SistemasRick Ramon AОценок пока нет
- Badinter Elisabeth 1993 XY La Identidad Masculina PP 15 26 47 59 63 91 122 PDFДокумент32 страницыBadinter Elisabeth 1993 XY La Identidad Masculina PP 15 26 47 59 63 91 122 PDFRa100% (1)
- Cuadro Comparativo Etica y MoralДокумент18 страницCuadro Comparativo Etica y MoralJorge Alberto Vargas CastroОценок пока нет
- Formato PaeДокумент4 страницыFormato PaeConsuelito TomaláОценок пока нет
- Historia de España - Curiosidades HistoricasДокумент701 страницаHistoria de España - Curiosidades HistoricasJose Manuel Gonzalez MoranОценок пока нет
- NTC 3322, Sellos de Caucho Usados en Colectores Solares de Placa PlanaДокумент9 страницNTC 3322, Sellos de Caucho Usados en Colectores Solares de Placa PlanaCARTERОценок пока нет
- Modulo 2 Web AnalyticsДокумент7 страницModulo 2 Web AnalyticsclaudiolasermusicОценок пока нет
- 01 Escorrentia SuperficialДокумент22 страницы01 Escorrentia Superficialdavid aguilar gutierrezОценок пока нет
- Taller 26 Marzo PDFДокумент28 страницTaller 26 Marzo PDFJose Alfredo Lozano ForeroОценок пока нет
- Micelect lm3d - Analogic - Es PDFДокумент1 страницаMicelect lm3d - Analogic - Es PDFAnonymous 0QeJ6DxMaK100% (1)
- Laboratorio ConexionesTrifasicasДокумент24 страницыLaboratorio ConexionesTrifasicasJem ArtyОценок пока нет
- LA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaДокумент65 страницLA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaGloria Gutiérrez O100% (1)
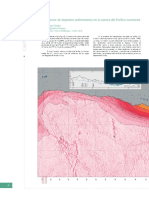
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalДокумент2 страницы6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierОценок пока нет
- Conductimetria - FormularioДокумент3 страницыConductimetria - FormularioErick Mendoza HernandezОценок пока нет
- Confort visual y factoresДокумент5 страницConfort visual y factoresEduardo Sanchez BenitesОценок пока нет
- Delimitar Cuencas PDFДокумент6 страницDelimitar Cuencas PDFpachecoОценок пока нет
- Trabajo de Investigacion #3 - Biodigestores - Diapositivas - Grupo N°2Документ28 страницTrabajo de Investigacion #3 - Biodigestores - Diapositivas - Grupo N°2Frank BediaОценок пока нет
- Metodo de RombertДокумент17 страницMetodo de RombertMarianita LisiОценок пока нет
- Organizador VisualДокумент2 страницыOrganizador VisualImanol AlbercaОценок пока нет