Вам также может понравиться
- 1.1 Detailed Requirements For Guide Frame: GeneralДокумент2 страницы1.1 Detailed Requirements For Guide Frame: GeneralMadhav BaralОценок пока нет
- Annexure - 1: Page 1 of 9Документ9 страницAnnexure - 1: Page 1 of 9Haresh RaisinghaniОценок пока нет
- Rotary Table ZP-375 Ó ÷Документ13 страницRotary Table ZP-375 Ó ÷Gabriel IbarraОценок пока нет
- "Turnouts": Ministry of Transportation Iraqi Republic Railways Co. Railway Projects Department Ref./ Date/ 13 /8/2008Документ15 страниц"Turnouts": Ministry of Transportation Iraqi Republic Railways Co. Railway Projects Department Ref./ Date/ 13 /8/2008Анатолий СоловьевОценок пока нет
- New Jakarta-Bandung high-speed railway tower design detailsДокумент44 страницыNew Jakarta-Bandung high-speed railway tower design detailsAlam SyahОценок пока нет
- Cataloque HV Slipring MotorsДокумент20 страницCataloque HV Slipring Motorsرضوان محمد مرعي كاملОценок пока нет
- Basics About Rails: by (N.R. Kale) Axen/IricenДокумент45 страницBasics About Rails: by (N.R. Kale) Axen/IricenshujaОценок пока нет
- Ancon - Tapered Thread CouplersДокумент12 страницAncon - Tapered Thread CouplersAntonio BrasilОценок пока нет
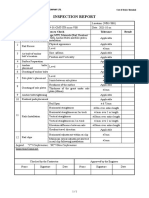
- Inspection Report of Rail Installation and Welding For WBXДокумент2 страницыInspection Report of Rail Installation and Welding For WBXabdel mohamedОценок пока нет
- Technological Procedure of GirderДокумент18 страницTechnological Procedure of GirderHendrias A.SОценок пока нет
- Handbook On IRS Point Machine With Thick Web SwitchДокумент30 страницHandbook On IRS Point Machine With Thick Web SwitchN.r. Saravanan83% (6)
- Bba Certificate MBT Couplers Dec 2005Документ8 страницBba Certificate MBT Couplers Dec 2005belu diazОценок пока нет
- Mm610i PDFДокумент3 страницыMm610i PDFHadis MardanОценок пока нет
- Metrology and MeasurementsДокумент58 страницMetrology and MeasurementsShishir Fawade75% (4)
- Rotary 1/4 Turn Actuator / Double Acting & Spring Return Models General Actuators & Spring ReturnsДокумент8 страницRotary 1/4 Turn Actuator / Double Acting & Spring Return Models General Actuators & Spring Returnsthach pha thienОценок пока нет
- CordStripper EngДокумент18 страницCordStripper Engcanito73Оценок пока нет
- HX500GII-on MK5G2PK01E 40Документ25 страницHX500GII-on MK5G2PK01E 40al221511243Оценок пока нет
- SKF Seal MCW375-7000-312-H9BДокумент3 страницыSKF Seal MCW375-7000-312-H9BBaris YeltekinОценок пока нет
- CNC Cylindrical Grinder Technical SpecsДокумент20 страницCNC Cylindrical Grinder Technical SpecschandruОценок пока нет
- V2-50+spec+sheet 28feb+webДокумент2 страницыV2-50+spec+sheet 28feb+webAbdul KarimОценок пока нет
- Anchor Chain StudДокумент3 страницыAnchor Chain StudAntonios BachtisОценок пока нет
- TIE44 Processing of ZerodurДокумент11 страницTIE44 Processing of Zerodur侯涛Оценок пока нет
- Vietnam Standard for Steel Reinforcement BarsДокумент18 страницVietnam Standard for Steel Reinforcement BarsNgo Tien VinhОценок пока нет
- Cold Rolled Steel Sections - Specification: Kenya StandardДокумент30 страницCold Rolled Steel Sections - Specification: Kenya StandarddexterisОценок пока нет
- Ag2000 IngДокумент8 страницAg2000 IngOmar LópezОценок пока нет
- Nuts & Bolts CEB SpecДокумент12 страницNuts & Bolts CEB SpecHemantha BalasuriyaОценок пока нет
- MM1500i UK 1.4 DS 014 0218Документ3 страницыMM1500i UK 1.4 DS 014 0218budi handoyo100% (1)
- ST 21Документ9 страницST 21amarnath_jbbОценок пока нет
- Building TolerencesДокумент9 страницBuilding TolerencesmasteriragaОценок пока нет
- Track Tolerances: Neethu Narayanan B060128CE Murshid B060471CEДокумент20 страницTrack Tolerances: Neethu Narayanan B060128CE Murshid B060471CEGAUTAM DUAОценок пока нет
- EZ03-02 Standard SpecificationsДокумент28 страницEZ03-02 Standard SpecificationsXanti Zabala Da RosaОценок пока нет
- Accessories EncoderДокумент5 страницAccessories Encoderkasim leeОценок пока нет
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsДокумент36 страниц5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuОценок пока нет
- Economical, Miniature Limit Switch Boasting Rigid ConstructionДокумент5 страницEconomical, Miniature Limit Switch Boasting Rigid ConstructionRajeev Saini100% (1)
- Steel Tube Tower Manufacturing and Processing Technique MeasuresДокумент28 страницSteel Tube Tower Manufacturing and Processing Technique Measuresdurai karthikeyanОценок пока нет
- C1.1.0 Ajiya - 2018 - Roofing Catalogue Clip Lock ProfileДокумент8 страницC1.1.0 Ajiya - 2018 - Roofing Catalogue Clip Lock ProfileFahmi YusoffОценок пока нет
- Procedure for steel cutting and drillingДокумент2 страницыProcedure for steel cutting and drillingNitin SharmaОценок пока нет
- Longitudinal SeamДокумент8 страницLongitudinal SeamKauane FeliniОценок пока нет
- Esr 0312 PDFДокумент9 страницEsr 0312 PDFFabiano OliveiraОценок пока нет
- AST 4.5M Full Motion User Manua220210Документ28 страницAST 4.5M Full Motion User Manua220210prasetyohardiОценок пока нет
- MM1500i Internal Flange Facing MachineДокумент3 страницыMM1500i Internal Flange Facing MachineDI DIОценок пока нет
- NRS EZ0302 StandardSpecificationДокумент40 страницNRS EZ0302 StandardSpecificationArifОценок пока нет
- Bie - Jade 200 - en - 2012Документ12 страницBie - Jade 200 - en - 2012aidma05Оценок пока нет
- Thyssenkrupp s355jr Product Information Precision Steel en PDFДокумент2 страницыThyssenkrupp s355jr Product Information Precision Steel en PDFjackcan501Оценок пока нет
- Daifuku Atec Check-In ConveyorДокумент5 страницDaifuku Atec Check-In Conveyorfarhandhika wijayaОценок пока нет
- Data Sheet AluminaДокумент10 страницData Sheet AluminaXin EnОценок пока нет
- Handrails and Railings Technical SpecificationsДокумент3 страницыHandrails and Railings Technical SpecificationsNana DelgadoОценок пока нет
- Investment Castings, Surface Acceptance Standards, Visual ExaminationДокумент2 страницыInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanОценок пока нет
- Jumbo structural hollow sections technical data and specificationsДокумент8 страницJumbo structural hollow sections technical data and specificationsalextentwentyОценок пока нет
- Daya Dukung Pondasi Tiang Pada Tanah PasirДокумент4 страницыDaya Dukung Pondasi Tiang Pada Tanah PasirRafaArdiSyahrezaОценок пока нет
- Measure and Control with Precision Rotary PotentiometersДокумент12 страницMeasure and Control with Precision Rotary PotentiometersVasile DumitruОценок пока нет
- CoroMill 425 92023Документ41 страницаCoroMill 425 92023Nelson SanchezОценок пока нет
- 60m Roshan TowDesgnRprtДокумент93 страницы60m Roshan TowDesgnRprtkamrankhanОценок пока нет
- Truing Commutators and Slip-RingsДокумент4 страницыTruing Commutators and Slip-RingsTariq AhmedОценок пока нет
- SRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIДокумент9 страницSRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDito NarendraОценок пока нет
- Precision Steel Product GuideДокумент2 страницыPrecision Steel Product GuideAnonymous iHJPiQI7Оценок пока нет
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Secure Your Smart Wireless Event in BandungДокумент1 страницаSecure Your Smart Wireless Event in BandungKang RondaОценок пока нет
- Brosur ThreatMark01Документ2 страницыBrosur ThreatMark01Kang RondaОценок пока нет
- Ulusoy Elektrik's Metal Enclosed Modular SwitchgearsДокумент71 страницаUlusoy Elektrik's Metal Enclosed Modular SwitchgearsKang RondaОценок пока нет
- Specification: B1 Series Color CameraДокумент2 страницыSpecification: B1 Series Color CameraKang RondaОценок пока нет
- Avaya IP Deskphones 9620/9620L, 9630, 9640, 9650/ 9650C Connected To Integral EnterpriseДокумент204 страницыAvaya IP Deskphones 9620/9620L, 9630, 9640, 9650/ 9650C Connected To Integral EnterpriseKang RondaОценок пока нет
- 4000 Series Datasheet en PDFДокумент4 страницы4000 Series Datasheet en PDFnguyenkha_1605Оценок пока нет
- 4000 Series DatasheetДокумент4 страницы4000 Series DatasheetKang RondaОценок пока нет
- HiLook Baseline User ManualДокумент2 страницыHiLook Baseline User ManualKang RondaОценок пока нет
- AmpliFi DatasheetДокумент11 страницAmpliFi Datasheetbulli babuОценок пока нет
- Student Release FormДокумент1 страницаStudent Release FormKang RondaОценок пока нет
- UD11545B HiLook Baseline User Manual of Turbo HD DVR V1.0.1 20180829 PDFДокумент208 страницUD11545B HiLook Baseline User Manual of Turbo HD DVR V1.0.1 20180829 PDFKang RondaОценок пока нет
- Arlo Q Plus DatasheetДокумент5 страницArlo Q Plus DatasheetKang RondaОценок пока нет
- Paket 3JAMДокумент2 страницыPaket 3JAMKang RondaОценок пока нет
- DM Auto Irrigation Systems SpecificationsДокумент71 страницаDM Auto Irrigation Systems SpecificationsbargothiОценок пока нет
- Work Method Statement Foundation Works IN !!!Документ17 страницWork Method Statement Foundation Works IN !!!Filoreta PopovaОценок пока нет
- GeM Bidding 1454243Документ4 страницыGeM Bidding 1454243amarbhavsarОценок пока нет
- SANS 2001-CS1:2012: Construction Works Part CS1: Structural SteelworkДокумент5 страницSANS 2001-CS1:2012: Construction Works Part CS1: Structural Steelworkjohndup0% (3)
- As85052 - 2b-Clamp, Loop Tube 17-7PH, Cres, 275 °f, Phosphate Ester Fluid ResistantДокумент3 страницыAs85052 - 2b-Clamp, Loop Tube 17-7PH, Cres, 275 °f, Phosphate Ester Fluid ResistantJicheng PiaoОценок пока нет
- Division 3 3300Документ3 страницыDivision 3 3300Luis Gabriel BautistaОценок пока нет
- Interfaceamento Labmax 400Документ54 страницыInterfaceamento Labmax 400DiegoОценок пока нет
- Petroleum Development Oman L.L.C.: Document IDДокумент31 страницаPetroleum Development Oman L.L.C.: Document IDSudheer23984Оценок пока нет
- Forms and Reports Functional Specification for Excess and Zero Demand UpdateДокумент20 страницForms and Reports Functional Specification for Excess and Zero Demand Updatesoumyarp60Оценок пока нет
- EMtech-CSS 2019Документ12 страницEMtech-CSS 2019danding aganonОценок пока нет
- 196-Article Text-270-1-10-20180208Документ12 страниц196-Article Text-270-1-10-20180208AdelineОценок пока нет
- Steel Staircase and Cladding DetailsДокумент12 страницSteel Staircase and Cladding DetailsGhayas JawedОценок пока нет
- PC450 7Документ847 страницPC450 7phan tramОценок пока нет
- Metal Scaffolding - : Part 1: Tubes - Section 1.2 Specification For Aluminium TubeДокумент8 страницMetal Scaffolding - : Part 1: Tubes - Section 1.2 Specification For Aluminium TubeMix UpОценок пока нет
- F 83179Документ6 страницF 83179pcmfilhoОценок пока нет
- CREDA Solar Induction Stove TenderДокумент50 страницCREDA Solar Induction Stove TenderDigitalsolar NoidaОценок пока нет
- MineralWoolInsulation Data SheetДокумент18 страницMineralWoolInsulation Data SheetAnonymous MB5YbaLrBEОценок пока нет
- EAS 21-478 ELECTROTECHNICAL ASSESSMENT SPECIFICATION FOR USE BY CERTIFICATION AND REGISTRATION BODIES October 2021Документ50 страницEAS 21-478 ELECTROTECHNICAL ASSESSMENT SPECIFICATION FOR USE BY CERTIFICATION AND REGISTRATION BODIES October 2021taigerasОценок пока нет
- Quality Training Part 1 (Telecom Sites)Документ54 страницыQuality Training Part 1 (Telecom Sites)theway2pawanОценок пока нет
- As 61800.6-2007 Adjustable Speed Electrical Power Drive Systems Guide For Determination of Types of Load DutyДокумент8 страницAs 61800.6-2007 Adjustable Speed Electrical Power Drive Systems Guide For Determination of Types of Load DutySAI Global - APACОценок пока нет
- Fabrication of Steel Structure and Steel Equipment (Itp)Документ4 страницыFabrication of Steel Structure and Steel Equipment (Itp)Javed MAОценок пока нет
- NSW Health Engineering ServicesДокумент129 страницNSW Health Engineering Serviceskey3hseОценок пока нет
- DM DCLD RD DP21 2217 IC Waterproofing Membrane As Per ASTM D6162Документ11 страницDM DCLD RD DP21 2217 IC Waterproofing Membrane As Per ASTM D6162ARUL SANKARANОценок пока нет
- PART 5 Planning ProcessДокумент6 страницPART 5 Planning ProcessNich YalaОценок пока нет
- METHOD STATEMENT FOR Pneumatic TestДокумент11 страницMETHOD STATEMENT FOR Pneumatic TestzahidОценок пока нет
- Jotachar JF750Документ17 страницJotachar JF750samet çelikОценок пока нет
- KppProcess Safety AuditДокумент26 страницKppProcess Safety Auditkirandevi1981Оценок пока нет
- D 1751 - 99Документ2 страницыD 1751 - 99Ahmed Samir SalimОценок пока нет
- Lessons Learned From EPS FailureДокумент3 страницыLessons Learned From EPS FailureUmesh PatilОценок пока нет
- Electronic Circuits and Analysis-I Lab ECE 217 Credits:2Документ49 страницElectronic Circuits and Analysis-I Lab ECE 217 Credits:2vj86Оценок пока нет