Академический Документы
Профессиональный Документы
Культура Документы
1007 5381 2 PB PDF
Загружено:
Anderson Eiji KanawaОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
1007 5381 2 PB PDF
Загружено:
Anderson Eiji KanawaАвторское право:
Доступные форматы
Revista de Ciências
Farmacêuticas
Básica e Aplicada
Rev Ciênc Farm Básica Apl., 2010;31(1):75-81
Journal of Basic and Applied Pharmaceutical Sciences
ISSN 1808-4532
Controle estatístico de processo aplicado ao
monitoramento de envase da tintura de iodo
Nunes Neto, P.A.1*; Souza, T.P.2; Lira, R.G.P.3; Severo, A.A.L.3; Dutra, R.C.C.3
Departamento de Ciências Farmacêuticas, Universidade Federal de Pernambuco, UFPE, Recife, PE, Brasil.
1
2
Departamento de Engenharia Química, Universidade Federal de Pernambuco, UFPE, Recife, PE, Brasil.
3
Indústria Farmacêutica Lapon Química e Natural Ltda., Limoeiro, PE, Brasil.
Recebido 23/10/2009 / Aceito 27/04/2010
RESUMO Práticas de Fabricação (BPF) de medicamentos é requisito
imprescindível para sobrevivência da indústria farmacêutica,
A aplicação do controle estatístico para monitorar o uma vez que são aplicáveis a todas as operações envolvidas
desempenho da etapa de envase de formas farmacêuticas na fabricação de medicamentos. O cumprimento das BPF
líquidas consiste em obter informações e estabelecer está dirigido primeiramente para a diminuição dos riscos
estratégias para a validação do processo, assim como inerentes a qualquer etapa da produção de uma forma
possibilitar o gerenciamento deste a partir da percepção farmacêutica, os quais nem sempre podem ser detectados
do comportamento das variáveis críticas do produto através da realização dos ensaios nos produtos acabados
durante a produção. Esta etapa do processo possui (Brasil, 2003). De acordo com a RDC nº 210, de 04 de
como variável crítica o volume de envase. Variações agosto de 2003 a Agência Nacional de Vigilância Sanitária
neste parâmetro fora dos limites de qualidade pré- (ANVISA) determina que sejam realizadas verificações
estabelecidos pela legislação refletem ineficiências durante a produção, a fim de monitorar e, se necessário,
durante o processo podendo ocasionar a reprovação ajustar o processo de forma a assegurar que o produto esteja
do produto. Para demonstrar de forma objetiva o grau em conformidade com as suas especificações.
de segurança requerida para este tipo de processo O controle estatístico de processo (CEP), embora
foram utilizadas ferramentas do controle estatístico de pouco utilizado na indústria farmacêutica, é uma ferramenta
processo (CEP) para estudar e validar o desempenho de grande utilidade, pois também incorpora o conceito
da etapa de envase da tintura de iodo fabricada pela de BPF, além de fornecer informações imprescindíveis
indústria farmacêutica Lapon Química e Natural para a validação de processos, uma vez que permite a
Ltda. (Limoeiro - PE, Brasil), bem como verificar investigação detalhada de todos os pontos críticos de
a estabilidade estatística e capacidade do processo. controle, diagnosticando as possíveis não conformidades
As atividades de melhoria, através da identificação e em todas as etapas do processo (Lima et al., 2006). Na
eliminação das causas especiais de variação do processo, estratégia do CEP, processos são controlados efetuando-se
permitiram a redução de sua variabilidade, assegurando medições de variáveis de interesse em pontos espaçados
uma melhoria contínua da qualidade nos resultados da no tempo, em seguida esses resultados são registrados em
produção. gráficos de controle. É usual monitorar tanto o valor médio
Palavras-chave: Controle estatístico de processo. das variáveis quanto a sua variabilidade (Martins et al.,
Monitoramento de envase. Validação de processo. Tintura 2008).
de iodo. O gráfico de controle é uma ferramenta que
disponibiliza graficamente os dados de um determinado
item de controle coletados durante o processo, permitindo
INTRODUÇÃO a visualização de seu estado de controle. Quando adotados
O setor farmacêutico é um dos mais competitivos no CEP buscam monitorar as características que se deseja
e inovadores do mercado, caracterizando-se por um forte controlar, entretanto, somente devem ser utilizados depois
dinamismo centrado em pesquisa e desenvolvimento, de um amplo aprendizado sobre o processo e promoção de
investimentos elevados e estratégias competitivas fundadas melhorias (Alencar et al., 2004).
na diferenciação. O atendimento ao regulamento das Boas Neste contexto, destacam-se os gráficos de controle
propostos por Shewhart. Estes gráficos são amplamente
utilizados para o monitoramento de processos produtivos
e melhoria da qualidade, principalmente, em virtude de
Autor correspondente: Paulo Alexandre Nunes Neto - Departamento de Ciências suas facilidades computacionais e por exigir treinamento
Farmacêuticas – Universidade Federal de Pernambuco - UFPE - Av. Profº Arthur
de Sá, s/n - Cidade Universitária - CEP. 50740-521 – Recife - PE - Brasil - telefone mínimo em estatística (Pylro, 2008). Consiste em três linhas
(81) 3628-0862 - e-mail:paulo_nunesnt@hotmail.com paralelas: a central ou linha média, que representa a média
CEP aplicado ao monitoramento de envase
aritmética dos valores resultantes das medições realizadas possui tamanho de lote de 6.666 unidades do produto. Seu
de forma amostral, como medida de posição do processo; e processo de produção consiste primeiramente na pesagem
um par de limites de controle, um dos quais se localiza abaixo e medição de cada componente da formulação. A tabela
e outro acima da linha central, definindo consecutivamente 1 apresenta a formulação e a função dos constituintes do
o limite inferior de controle (LIC) e o limite superior de produto. Posteriormente, o iodo metálico e o iodeto de sódio
controle (LSC) (Vieira, 1999). No processo de construção são dissolvidos em quantidade suficiente de álcool etílico,
desses limites são usados comumente três desvios padrões, em recipiente adequado. Em tambor de PVC de 200 litros,
o que pode ser justificado pelos bons resultados obtidos na adiciona-se parte da água potável e, em seguida, acrescenta-
prática (Konrath, 2002). se o restante do álcool etílico. Sob agitação constante,
Quando o processo está sob controle, todos os adicionam-se os constituintes dissolvidos. Completa-se o
pontos se encontram dentro dos limites inferior e superior volume do tambor com água potável e agita-se novamente.
de controle, sem qualquer tendência particular e a Após completa homogeneização, deixa-se repousar por
disposição dos pontos dentro dos limites faz-se de forma tempo determinado e prossegue-se o envase.
aleatória. Entretanto, a maior parte dos processos não opera
sob controle estatístico e o uso rotineiro destes gráficos é Tabela 1. Fórmula e função dos componentes da tintura de iodo
extremamente útil para auxiliar na identificação das causas fraca.
de desvios. Buscando-se identificar estas causas, pode-se COMPONENTES FUNÇÃO QUANTIDADE
atuar sobre o processo, promovendo melhorias contínuas Iodo metálico Princípio Ativo 2g
até que todos os pontos dos gráficos estejam situados Iodeto de sódio Estabilizante 1,5g
dentro dos limites. Com isto, diminui-se a variabilidade e Álcool diluído qsp Veículo 100mL
aumenta-se o controle e a confiabilidade do processo (Costa Fonte: Brasil (1959)
et al., 2005).
A proposta de utilizar o controle estatístico para Determinação do volume de envase
monitorar o desempenho da etapa de envase de formas
farmacêuticas líquidas consiste em obter informações A determinação do volume de envase foi realizada
e estabelecer estratégias para a validação do processo, segundo as orientações da Farmacopéia Brasileira (Brasil,
assim como possibilitar o gerenciamento deste a partir 1988) para formas farmacêuticas líquidas com dose
da percepção do comportamento das variáveis críticas do múltipla, entretanto com algumas adaptações.
produto durante a produção. Esta etapa do processo possui Inicialmente foi feita a pesagem de 10 frascos de
como variável crítica o volume de envase. Variações neste vidro âmbar vazios e tampados para a determinação do peso
parâmetro fora dos limites de qualidade pré-estabelecidos médio da embalagem vazia. Este valor foi necessário para
pela legislação refletem ineficiências durante o processo, subtraí-lo dos frascos com o produto envasado e tapado,
podendo ocasionar a reprovação do produto. De acordo que seriam retirados da linha de produção (amostragem). A
com a Farmacopéia Brasileira (Brasil, 1988), o volume diferença dos pesos entre o produto envasado e a embalagem
médio das determinações não pode ser inferior ao declarado vazia representa o peso do conteúdo. Para obter os volumes
no rótulo do produto e nenhuma unidade produzida poderá de cada unidade do produto utilizou-se a equação 1.
ultrapassar o índice de desvio máximo tolerado. O presente
estudo tem como objetivo utilizar ferramentas do CEP
para estudar e validar o desempenho da etapa de envase da
tintura de iodo fabricada pela indústria farmacêutica Lapon Equação 1.
Química e Natural Ltda., bem como verificar a estabilidade
estatística e capacidade do processo.
MATERIAL E MÉTODOS Onde v = volume em mL, m = peso do conteúdo
em gramas e d = densidade da tintura de iodo em g/mL. A
O estudo foi desenvolvido na indústria farmacêutica densidade foi obtida após preparo do produto e posterior
Lapon Química e Natural Ltda., localizada no município de análise em picnômetro de 25mL, calibrado por órgão
Limoeiro-PE, no período compreendido entre abril e julho credenciado ao INMETRO.
de 2009.
Controle Estatístico de Processo
Descrição do produto e seu processo de fabricação
A aplicação do Controle Estatístico de Processo
O produto avaliado trata-se de um medicamento de para monitorar a etapa de envase da tintura de iodo baseou-
notificação simplificada (oficinal) designado tintura de iodo se na construção dos gráficos de controle da média (gráfico
fraca. Este medicamento é indicado como antisséptico, x) e do desvio-padrão (gráfico S), para a variável volume
aplicado topicamente em curativos no tratamento de feridas. de envase.
Em sua composição tem-se 2% de iodo, sendo apresentado Supondo-se que a característica da qualidade
na forma de solução e comercializado em frascos de vidro avaliada (volume de envase) tenha uma distribuição normal
âmbar, com volume nominal rotulado de 30 mL (Brasil, e seja x a média amostral com base em uma amostra de
2009). tamanho n extraída do processo. Então, para a construção
A tintura de iodo fraca é um dos medicamentos do gráfico da média, gráfico x, foi preciso obter o limite
mais produzidos pela indústria farmacêutica Lapon® e superior de controle (LSC) e o limite inferior de controle
76 Rev Ciênc Farm Básica Apl., 2010;31(1):75-81
CEP aplicado ao monitoramento de envase
(LIC), com três desvios-padrão, e a linha média (LM) É importante destacar que o gráfico de controle
estabelecidos através das equações 2, 3 e 4. do desvio-padrão foi construído antes do gráfico para o
controle das médias, visto que aquele fornece a estimativa da
variabilidade do processo, a qual é usada para a construção
Equação 2. do gráfico x. Evidentemente, essa estimativa só deve ser
usada quando o processo estiver sob controle em relação à
variabilidade (Soares et al., 2003).
Na fase I do estudo, utilizou-se 1 lote produzido em
abril de 2009, para avaliação da estabilidade do processo.
Equação 3. Com a finalidade de assegurar a detecção das ocorrências de
causas atribuíveis da mudança do processo, o tamanho da
amostra n foi definido pelo número de pistões da máquina
de envase utilizada no estudo (marca Erli, mod. EL-8 semi-
Equação 4. automática), realizando-se a coleta de 4 frascos a cada 10
minutos, perfazendo um total de 25 amostras (100 frascos)
por lote.
Foram calculados os limites de controle tentativos
para os gráficos x e S do primeiro lote. Após a construção
Onde x é a média do processo e S é o desvio padrão dos gráficos de controle foi feita sua interpretação
médio do processo, dados respectivamente pelas equações analisando cada um dos pontos. Caso determinados
5, 6 e 7. A constante A3 é um valor tabulado para vários pontos se apresentassem fora dos limites de controle, estes
tamanhos de amostra e depende exclusivamente de n. O seriam reexaminados a procura de uma causa atribuível.
número total de amostras utilizadas para construir o gráfico Identificada a causa, os pontos seriam descartados e os
de controle é designado m. limites de controle recalculados, usando apenas os pontos
restantes.
Definidos os limites de controle foram construídos
Equação 5. novos gráficos x e S, utilizados para o monitoramento
de mais 3 lotes produzidos em junho e julho de 2009,
completando a segunda fase do estudo.
Na última fase, o processo sob controle estatístico,
foi avaliado quanto a sua capacidade em atender as
especificações farmacopéicas do produto, através do índice
Equação 6. de capacidade do processo Cpk, obtido pela equação 11.
Equação 11.
Equação 7.
Onde Cpk é definido pelo menor valor obtido na
equação; LSE e LIE são os limites superior e inferior
de especificação do produto, dados respectivamente
por 30,75mL e 29,25mL. Com auxílio do programa
A variabilidade do processo pode ser monitorada computacional Minitab® versão 15, foram gerados
plotando-se os valores dos desvios-padrão amostrais no os gráficos de controle necessários para a análise do
gráfico S. A linha média e os limites de controle, com processo.
três desvios-padrão, são calculados pelas equações 8, 9 e
10. Onde B3 e B4 são valores tabulados que dependem do
RESULTADOS
tamanho da amostra.
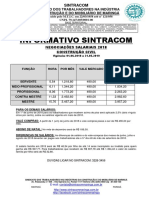
O gráfico para controle do desvio-padrão do
processo de envase do primeiro lote da tintura de iodo está
Equação 8. representado na figura 1. Quando se constroem gráficos
de controle x e S, é aconselhável começar com o gráfico
S. Como os limites de controle no gráfico x dependem
Equação 9. da variabilidade do processo, tais limites não serão
significativos, a não ser que a variabilidade esteja sob
controle.
A partir da análise do gráfico do desvio-padrão
Equação 10. pode-se afirmar que a variabilidade do processo está sob
controle, pois, além de todos os pontos plotados no gráfico
estarem situados entre os limites de controle, não surgem
Rev Ciênc Farm Básica Apl., 2010;31(1):75-81 77
CEP aplicado ao monitoramento de envase
evidências de uma situação fora de controle. O desvio- Dentre os fatores descritos acima, dois deles
padrão médio do processo foi 0,120 e os limites superior e foram apontados como os principais responsáveis pelo
inferior de controle foram 0,272 e 0, respectivamente. desvio da média do processo. Primeiro, a variação da
temperatura durante o processo associada à volatilidade
do produto (solução hidroalcoólica) influencia diretamente
Gráfico S na sua densidade e, consequentemente, nas variações de
0,30 volume. Segundo, a oscilação e desregulagem dos bicos
LSC = 0,272 dosadores durante o processo pode ter ajudado a provocar
0,25
consideráveis variações no volume.
0,20 Na tentativa de eliminar as causas especiais do
Desvio Padrão
processo, foram tomadas as seguintes ações corretivas:
♦Treinamento do pessoal para controle da temperatura
0,15
_
S = 0,120
0,10 do laboratório de produção através do cumprimento dos
procedimentos operacionais, verificação e preenchimento
dos registros;
0,05
0,00 LIC = 0 ♦Realização da análise da densidade do produto e
1 3 5 7 9 11 13 15 17 19 21 23 25 do volume médio das amostras no próprio laboratório de
Amostra produção, a fim de evitar variações na temperatura;
Figura 1. Gráfico de controle do desvio-padrão (S) para o lote 1 ♦Manutenção do equipamento de envase, regulagem
fina dos bicos dosadores e treinamento dos operadores para
a realização de ajustes periódicos necessários durante o
processo.
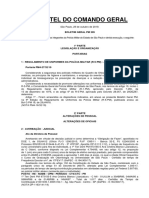
Gráfico X Após a implementação das ações corretivas, os
LSC = 30,43 pontos que levaram o processo a um estado fora de controle
30,4
foram descartados e os limites de controle recalculados,
usando apenas os pontos restantes. Os novos gráficos x
30,3
_
e S, dispostos nas figuras 3 e 4, mostraram os valores de
30,26mL para a média do processo e 0,121 para o desvio-
_
Média
X = 30,24
30,2 padrão médio do processo, respectivamente.
30,1
LIC = 30,05
Gráfico S
1
0,30
30,0 1
LSC = 0,274
1 3 5 7 9 11 13 15 17 19 21 23 25
0,25
Amostra
0,20
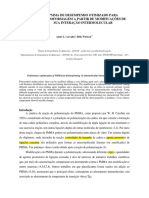
Figura 2. Gráfico de controle da média (x) para o lote 1
Desvio Padrão
0,15
_
A análise do gráfico para a média do processo S = 0,121
0,10
revela dois pontos localizados abaixo do LIC como mostra
a figura 2. A média amostral para este lote foi 30,24mL, 0,05
obtendo 30,43mL como limite superior e 30,05mL como 0,00 LIC = 0
limite inferior de controle. Apesar de o processo ser 1 3 5 7 9 11 13 15 17 19 21 23
considerado fora de controle estatístico, todos os pontos Amostra
do gráfico apresentaram médias amostrais (volume médio)
acima do valor rotulado no produto, como requerido pela Figura 3. Gráfico de controle do desvio-padrão (S) para o lote 1
especificação farmacopéica. Entretanto, os limites de sob controle estatístico
controle devem ser baseados em dados de um processo que
esteja sob controle, para serem considerados significativos Gráfico X
para monitoramento da produção futura (Montgomery, 30,5
2004). Portanto, foi necessária uma revisão dos limites de LSC = 30,46
controle tentativos, examinando-se os dois pontos fora de 30,4
controle, à procura de uma causa especial de variação.
Reanalisando o processo de envase da tintura de
Média
30,3 _
iodo foram determinadas as possíveis causas de variação: _
X = 30,26
♦Troca de turno dos operadores durante o processo; 30,2
♦Não cumprimento de procedimentos operacionais;
♦Variação da temperatura na análise da densidade
30,1
e durante o processo de envase somados a volatilidade do LIC = 30,07
produto; 1 3 5 7 9 11 13 15 17 19 21 23
♦Desregulagem dos bicos dosadores; Amostra
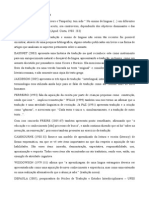
♦Manutenção e operação incorreta da máquina de Figura 4. Gráfico de controle da média (x) para o lote 1 sob
envase. controle estatístico
78 Rev Ciênc Farm Básica Apl., 2010;31(1):75-81
CEP aplicado ao monitoramento de envase
A análise dos gráficos não revelou nenhuma evidência Gráfico X
de um processo fora de controle. Todos os pontos plotados 30,5
caíram dentro dos limites de controle e não se observou LSC = 30,46
qualquer comportamento sistemático. Assim, como ambos
os gráficos x e S exibiram controle estatístico, seus limites 30,4
de controle foram adotados para o monitoramento da
produção. _
Média
30,3 _
X = 30,28
Três novos lotes do produto foram monitorados
e seus gráficos x e S construídos. As figuras de 5 a 10 30,2
representam os gráficos de controle para os lotes 2, 3 e 4.
30,1
LIC = 30,07
Gráfico S 1 3 5 7 9 11 13 15 17 19 21 23 25
Amostra
0,30
LSC = 0,274
0,25 Figura 8. Gráfico de controle da média (x) para o lote 3
0,20
Desvio Padrão
0,15
_ Gráfico S
S = 0,120
0,30
0,10
LSC = 0,274
0,25
0,05
0,20
Desvio Padrão
0,00 LIC = 0
1 3 5 7 9 11 13 15 17 19 21 23 25
0,15
Amostra _
S = 0,121
0,10
Figura 5. Gráfico de controle do desvio-padrão (S) para o lote 2
0,05
0,00 LIC = 0
1 3 5 7 9 11 13 15 17 19 21 23 25
Amostra
Gráfico X
30,5
Figura 9. Gráfico de controle do desvio-padrão (S) para o lote 4
LSC = 30,46
30,4
Gráfico X
Média
30,3
_
_ 30,5
X = 30,24
LSC = 30,46
30,2
30,4
30,1
LIC = 30,07
Média
30,3 _
_
1 3 5 7 9 11 13 15 17 19 21 23 25 X = 30,27
Amostra
30,2
Figura 6. Gráfico de controle da média (x) para o lote 2
30,1
LIC = 30,07
1 3 5 7 9 11 13 15 17 19 21 23 25
Amostra
Gráfico S
0,30 Figura 10. Gráfico de controle da média (x) para o lote 4
LSC = 0,274
0,25
Tanto nos gráficos do desvio-padrão como nos
0,20 gráficos da média dos três lotes, foram verificados que
Desvio Padrão
todos os 25 pontos situaram-se entre os limites de controle
e exibiram comportamento aleatório, indicando que o
0,15
_
S = 0,119
0,10 processo estava sob controle.
Verificada a estabilidade do processo quantificou-
0,05
se sua capacidade empregando o índice Cpk, que avalia a
0,00 LIC = 0 distância da média de um processo descentrado aos limites
1 3 5 7 9 11 13 15 17 19 21 23 25 da especificação, tomando aquela que for menor e, portanto
Amostra mais crítica em termos de chances de serem produzidos
itens fora de especificação. Desta forma, utilizando o valor
Figura 7. Gráfico de controle do desvio-padrão (S) para o lote 3 da média e do desvio-padrão médio do processo, após
Rev Ciênc Farm Básica Apl., 2010;31(1):75-81 79
CEP aplicado ao monitoramento de envase
controle estatístico do lote 1, o índice Cpk obtido para o ABSTRACT
processo de envase foi 1,35. Conforme Costa et al. (2005),
valores de Cpk acima de 1,33 representam um processo Statistical process control applied to used in monitoring
capaz, como mostra a tabela 2. the iodine tincture fill phase
TABELA 2. Classificação do processo quanto ao índice de Statistical control is used to monitor the performance of
capacidade the fill phase in the manufacture of liquid pharmaceutical
forms, to obtain information and establish criteria
CLASSIFICAÇÃO ÍNDICES DE CAPACIDADE DO PROCESSO (ICP)
Incapaz < 1
for process validation, as well as to enable control of
Razoavelmente capaz 1 ≤ ICP < 1,33
the process, by observing the behavior of the critical
Capaz ≥ 1,33
variables during production. The critical variable at
Fonte: Adaptado de Costa et al. (2005) this stage of the process is the filling volume. Variations
in this parameter outside the established legal quality
limits reflect inefficiency in the process that may result in
DISCUSSÃO product rejection. To demonstrate objectively the degree
of security required in this type of process, statistical
A tintura de iodo fraca é um líquido límpido, process control (SPC) tools were used to study and
castanho-avermelhado e com odor característico de iodo. validate the performance of the fill phase in production
Em seu processo de fabricação foi utilizado tambor de of iodine tincture by the Pharmaceutical manufacturer
PVC devido a sua incompatibilidade com superfícies Lapon Química e Natural Ltda. (Limoeiro - PE, Brazil),
metálicas. Da mesma forma, seu acondicionamento foi as well as to check the statistical stability and capacity of
realizado em frascos de vidro âmbar em consequência de the process. Optimization of the process, by identifying
sua fotossensibilidade (Brasil, 2005). A adição de iodeto and removing the specific causes of variation, led to
de sódio na formulação tem grande importância porque a reduction in its variability, ensuring a continual
além de aumentar a solubilidade do iodo metálico, através improvement in the quality of production.
da formação de triiodeto de sódio, impede a formação de Keywords: Statistical process control. Monitoring of the fill
iodeto etílico a partir da interação iodo e álcool, o que phase. Process validation. Iodine tincture.
provocaria a perda da atividade antibacteriana da tintura
(Ansel et al., 2007).
A utilização do controle estatístico para o REFERÊNCIAS
monitoramento do processo de envase da tintura de iodo,
além de estabelecer uma estratégia para sua validação, Ansel HC, Popovich NG, Allen Júnior LV. Formas
permitiu a redução de sua variabilidade, assegurando uma farmacêuticas e sistemas de liberação de fármacos. 8. ed.
melhoria contínua da qualidade nos resultados da produção. São Paulo: Artmed; 2007. p.424-32.
Assim, como os gráficos x e S dos lotes 2, 3 e 4 exibiram
controle, pode-se concluir que o processo encontra-se Alencar JRB, Souza Júnior MB, Rolim Neto PJ, Lopes
estatisticamente estável e opera sem ocorrências de causas CE. Uso de controle estatístico de processo (CEP) para
especiais de variação. validação de processo de glibenclamida comprimidos. Rev
É válido destacar que os limites de controle, definidos Bras Farm. 2004; 85(3):115-9.
através da análise do primeiro lote sob controle estatístico,
devem ser revisados periodicamente para o monitoramento Brasil. Decreto nº 45.502 de 27 de fevereiro de 1959.
da produção futura. Quando da revisão dos limites de Farmacopéia Brasileira. 2.ed. Ministério da Saúde, Diário
controle, Montgomery (2004) recomenda a utilização Oficial da União, 28 de fevereiro de 1959.
de pelo menos 25 amostras ou subgrupos no cálculo dos
limites de controle para obter resultados significativos. Brasil. Decreto nº 96.607 de 30 de agosto de 1988.
A atividade de melhoria do processo, através da Farmacopéia Brasileira. 4. ed. Parte 1. Ministério da Saúde,
identificação e eliminação das causas especiais, só foi Diário Oficial da União, 31 de agosto de 1988.
possível graças ao desenvolvimento de um sistema eficaz
Brasil. Instrução Normativa nº 3 de 22 de abril de 2009.
para ações corretivas, envolvendo todo o pessoal ligado ao
Atualização do Anexo I da Resolução RDC nº 199 de 26
processo. Isto permitiu a todos os envolvidos melhorar sua
de outubro de 2006, que dispõe sobre medicamentos de
compreensão acerca do processo de produção, no qual o
notificação simplificada. Agência Nacional de Vigilância
uso de tal metodologia não era aplicado, possibilitando o
Sanitária, Diário Oficial da União, 28 de abril de 2009.
conhecimento do nível de sua variação e dos fatores que o
conduzem a um estado fora de controle. Brasil. Resolução RDC nº 210 de 04 de agosto de
Por fim, o estudo mostrou-se eficaz na utilização de 2003. Regulamento de boas práticas de fabricação de
ferramentas do CEP para a validação da etapa de envase da medicamentos brasileira. Agência Nacional de Vigilância
tintura de iodo. A análise da estabilidade e capacidade do Sanitária, Diário Oficial da União, 14 de agosto de 2003.
processo completou os resultados das análises, revelando
de forma eficiente seu grau de segurança em atender as Brasil. Resolução RDC nº 222 de 29 de julho de 2005.
especificações farmacopéicas para o volume de envase do Formulário Nacional. 1. ed. Agência Nacional de Vigilância
produto. Sanitária, Diário Oficial da União, 15 de agosto de 2005.
80 Rev Ciênc Farm Básica Apl., 2010;31(1):75-81
CEP aplicado ao monitoramento de envase
Costa AFB, Epprecht EK, Carpinetti LCR. Controle Minitab [computer program]. Version 15. State College,
estatístico de qualidade. 2. ed. São Paulo: Atlas; 2005. PA: Minitab Inc.; 2009.
p.163-78.
Montgomery DC. Introdução ao controle estatístico de
Konrath AC. Decomposição da estatística do gráfico de qualidade. 4. ed. Rio de Janeiro: LTC; 2004. p.95-176.
controle multivariado T2 de Hotelling por meio de um
algoritmo computacional. [Dissertação] Florianópolis: Pylro AS. Modelo linear dinâmico de Harrison &
Universidade Federal de Santa Catarina; 2002. Stevens aplicado ao controle estatístico de processos
autocorrelacionados. [Tese] Rio de Janeiro: Pontifícia
Lima AAN, Lima JR, Silva JL, Alencar, JRB, Soares Universidade Católica do Rio de Janeiro; 2008.
Sobrinho JL, Lima LG, Rolim Neto PJ. Aplicação do
controle estatístico de processo na indústria farmacêutica. Soares JF, Farias AA, Cesar CC. Introdução à estatística. 2.
Rev Ciênc Farm Básica Apl. 2006; 27(3):177-87. ed. Rio de Janeiro: LTC; 2003. p.69-132.
Martins AS, Santos JKC, Batista NS, Oliveira MAO, Vieira S. Estatística para a qualidade: como avaliar com
Oliveira ATC, Alencar JRB. Monitoramento do processo de precisão a qualidade em produtos e serviços. Rio de Janeiro:
envase de salbutamol xarope utilizando controle estatístico. Elsevier; 1999. p.126-49.
Rev Bras Farm. 2008; 89(2):102-8.
Rev Ciênc Farm Básica Apl., 2010;31(1):75-81 81
Вам также может понравиться
- 1 - Diagramas TTTДокумент35 страниц1 - Diagramas TTTVitoria MarianaОценок пока нет
- Manual Processos GerenciaisДокумент73 страницыManual Processos GerenciaisLeandro BatistaОценок пока нет
- CiclosДокумент18 страницCiclosAnderson Eiji KanawaОценок пока нет
- APOSTILA Análise e Melhoria de ProcessosДокумент53 страницыAPOSTILA Análise e Melhoria de ProcessosAnderson Rocha Fabossi50% (2)
- Texto-As Empresas São Grande Coleções de Processos-RaeДокумент14 страницTexto-As Empresas São Grande Coleções de Processos-RaeRafael Lage de AndradeОценок пока нет
- Modelagem de Processos Com Bizagi ModelerДокумент45 страницModelagem de Processos Com Bizagi ModelerCleber Machado MaiaОценок пока нет
- Lista Física Geral Iii - P1Документ3 страницыLista Física Geral Iii - P1Anderson Eiji KanawaОценок пока нет
- MMA AguaДокумент16 страницMMA Aguaapi-3727016Оценок пока нет
- Fundamentos em Gestão Ambiental - Dal FornoДокумент86 страницFundamentos em Gestão Ambiental - Dal FornoFred Dias100% (2)
- NBR 9817 1987Документ36 страницNBR 9817 1987Elisa Cristina TrebienОценок пока нет
- Aula 2 Efeitos de Tecnologia Industrial Sobre o Equilibrio-1Документ17 страницAula 2 Efeitos de Tecnologia Industrial Sobre o Equilibrio-1Anderson Eiji KanawaОценок пока нет
- Tabela Salarial Construcao Civil 20182019 PDFДокумент1 страницаTabela Salarial Construcao Civil 20182019 PDFAnderson Eiji KanawaОценок пока нет
- Ecologia IndustrialДокумент18 страницEcologia IndustrialAnderson Eiji KanawaОценок пока нет
- Fundamentos em Gestão Ambiental - Dal FornoДокумент86 страницFundamentos em Gestão Ambiental - Dal FornoFred Dias100% (2)
- Guia de Analise de Acidentes Do TrabalhoДокумент78 страницGuia de Analise de Acidentes Do TrabalhoGilson Conejo100% (2)
- NBR 9817 1987Документ36 страницNBR 9817 1987Elisa Cristina TrebienОценок пока нет
- LIVRO - UNICO Gestão Ambiental PDFДокумент212 страницLIVRO - UNICO Gestão Ambiental PDFErasmoLima100% (1)
- Catalogo BXДокумент15 страницCatalogo BXAnderson Eiji KanawaОценок пока нет
- Pmma de Desempenho Otimizado para Termoformagem A Partir de Modificações de Sua Interação Intermolecular PDFДокумент9 страницPmma de Desempenho Otimizado para Termoformagem A Partir de Modificações de Sua Interação Intermolecular PDFAnderson Eiji KanawaОценок пока нет
- Fundamentos em Gestão Ambiental - Dal FornoДокумент86 страницFundamentos em Gestão Ambiental - Dal FornoFred Dias100% (2)
- 13 - Apostila Curso ADCДокумент28 страниц13 - Apostila Curso ADCAnderson Eiji KanawaОценок пока нет
- Guia de Analise de Acidentes Do TrabalhoДокумент78 страницGuia de Analise de Acidentes Do TrabalhoGilson Conejo100% (2)
- ArvoreДокумент11 страницArvoreAnderson Eiji KanawaОценок пока нет
- MMA AguaДокумент16 страницMMA Aguaapi-3727016Оценок пока нет
- Física Geral IIДокумент1 страницаFísica Geral IIAnderson Eiji KanawaОценок пока нет
- Aop 0007 0245 PDFДокумент13 страницAop 0007 0245 PDFWalter Marcelo RamundoОценок пока нет
- ManutencaoДокумент33 страницыManutencaothalysonОценок пока нет
- Pmma de Desempenho Otimizado para Termoformagem A Partir de Modificações de Sua Interação Intermolecular PDFДокумент9 страницPmma de Desempenho Otimizado para Termoformagem A Partir de Modificações de Sua Interação Intermolecular PDFAnderson Eiji KanawaОценок пока нет
- Excel - Macros e Visual BasicДокумент122 страницыExcel - Macros e Visual BasicExcelly100% (7)
- 1 - Diagramas TTTДокумент35 страниц1 - Diagramas TTTVitoria MarianaОценок пока нет
- Configurando Zabbix em FreeBSDДокумент11 страницConfigurando Zabbix em FreeBSDlexmcpОценок пока нет
- Regulamento Técnico de Identidade e QualidadeДокумент3 страницыRegulamento Técnico de Identidade e QualidadeCarol MicalliОценок пока нет
- MecSolosII Aula2 EmpuxodeterraДокумент13 страницMecSolosII Aula2 Empuxodeterrapaulo.gama19767215100% (2)
- NIT Diois 19 - 12Документ48 страницNIT Diois 19 - 12mlpradines100% (1)
- Notas de Aula 7-Cinematica - MecanismosДокумент17 страницNotas de Aula 7-Cinematica - MecanismosNaele MedeirosОценок пока нет
- A Galaxia de GutenbergДокумент12 страницA Galaxia de GutenbergPatricia Raquel Gomes100% (1)
- Fispq Nitrogenio - White Martins PDFДокумент11 страницFispq Nitrogenio - White Martins PDFJunin_15Оценок пока нет
- Kit Mídia - Canal Da EngenhariaДокумент6 страницKit Mídia - Canal Da EngenhariaJosé PedroОценок пока нет
- Lista Jumper Uel 2018 - 2013-Meiodia-ProntocompletoДокумент16 страницLista Jumper Uel 2018 - 2013-Meiodia-ProntocompletoRicardoAmaralОценок пока нет
- Cerimonial e Eventos - Aula 1Документ22 страницыCerimonial e Eventos - Aula 1Tainara AlvesОценок пока нет
- Projeção e Sofrimento Na ParanóiaДокумент11 страницProjeção e Sofrimento Na ParanóiaGilberto Aparecido AngelozziОценок пока нет
- EXERCÍCIOS de Fixação Do Word 70 QuestõesДокумент15 страницEXERCÍCIOS de Fixação Do Word 70 QuestõesSilas Thierry50% (2)
- Crea CeДокумент1 страницаCrea CeFrancisco SalesОценок пока нет
- Comando e Controle PneumaticoДокумент68 страницComando e Controle PneumaticoAusier100% (2)
- Plano de Aula de FilosofiaДокумент6 страницPlano de Aula de FilosofiaIsac Esmera Dos SantosОценок пока нет
- Livro de Testes Geometria DescritivaДокумент66 страницLivro de Testes Geometria DescritivaAngela Ramos80% (5)
- Curso-de-Parapente IV PDFДокумент18 страницCurso-de-Parapente IV PDFLuiza Helena Salamoni StravalacciОценок пока нет
- Kely Rodrigues Da Cruz - Teste Avaliativo de Língua PortuguesaДокумент5 страницKely Rodrigues Da Cruz - Teste Avaliativo de Língua PortuguesaKely Rodrigues Da CruzОценок пока нет
- TemperamentoДокумент8 страницTemperamentoKATRIELYОценок пока нет
- MAPA - Material de Avaliação Prática Da Aprendizagem: Instruções Institucionais para Realização Da AtividadeДокумент4 страницыMAPA - Material de Avaliação Prática Da Aprendizagem: Instruções Institucionais para Realização Da AtividadeStéfany CristineОценок пока нет
- A Arte Do ArgumentarДокумент12 страницA Arte Do ArgumentarMaria Fernanda Esgalha Seraphim100% (1)
- Manual XML Demonstracoes Financeiras Padronizadas V2 Publicacao Setembro 2011Документ17 страницManual XML Demonstracoes Financeiras Padronizadas V2 Publicacao Setembro 2011Keite ClembetОценок пока нет
- BG 19205Документ30 страницBG 19205Carlos HenriqueОценок пока нет
- Projeto MaracatuДокумент1 страницаProjeto MaracatuNaty C.Оценок пока нет
- Planos Diarios - Formas Geometricas - MaternalДокумент10 страницPlanos Diarios - Formas Geometricas - MaternalzilayneОценок пока нет
- Mensagens11 NL CriteriosCorrecao Teste 2 DominiosДокумент17 страницMensagens11 NL CriteriosCorrecao Teste 2 DominiosrsfernandesОценок пока нет
- Comercial - EneagramaДокумент11 страницComercial - EneagramaRichard FontelesОценок пока нет
- Referencial Teórico TCC IfesДокумент2 страницыReferencial Teórico TCC IfesMárcioCReisОценок пока нет
- Ie02 Manual de Aterramento EletricoДокумент20 страницIe02 Manual de Aterramento EletricotiagoorgadoОценок пока нет
- BASTIDE, O Sagrado SelvagemДокумент15 страницBASTIDE, O Sagrado SelvagemRenan ChavesОценок пока нет