Вам также может понравиться
- 3.4 Arc Length: The Distance From The Tip of The WeldingДокумент7 страниц3.4 Arc Length: The Distance From The Tip of The WeldingMohammed IlliasuddinОценок пока нет
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersДокумент10 страницWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliОценок пока нет
- SNG-Q Series: Quadrature Speed and Direction SensorsДокумент9 страницSNG-Q Series: Quadrature Speed and Direction SensorsD.CORNEILLEОценок пока нет
- Design and Validation of A Sensor Guided Control System For Robot Welding in ShipbuildingДокумент16 страницDesign and Validation of A Sensor Guided Control System For Robot Welding in ShipbuildingmustafaОценок пока нет
- It0404 20 PDFДокумент5 страницIt0404 20 PDFIvan MauricioОценок пока нет
- 2015 Kobelco GmawДокумент33 страницы2015 Kobelco GmawAhmed HashimОценок пока нет
- 1.8.1 - MIG - MAG WeldingДокумент88 страниц1.8.1 - MIG - MAG WeldingReza DhonyОценок пока нет
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyДокумент5 страницMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickОценок пока нет
- 009 015 PDFДокумент7 страниц009 015 PDFRanveer KumarОценок пока нет
- Narrow Gap Gas Metal Arc (GMA) Welding Technologies: AbstractДокумент7 страницNarrow Gap Gas Metal Arc (GMA) Welding Technologies: Abstracttiepnh.ameccОценок пока нет
- Catalog 120 Control Switches: CG, CH and CHR Type Up To 25 AДокумент48 страницCatalog 120 Control Switches: CG, CH and CHR Type Up To 25 AAceel FitchОценок пока нет
- Iletken Elektriki Hesaplar 2Документ11 страницIletken Elektriki Hesaplar 2robinknit2009100% (1)
- SIBA NH Knife BladeДокумент43 страницыSIBA NH Knife BladejagambulОценок пока нет
- Design and Implementation of High Gain, High Bandwidth CMOS Folded Cascode Operational Transconductance AmplifierДокумент5 страницDesign and Implementation of High Gain, High Bandwidth CMOS Folded Cascode Operational Transconductance AmplifierChristian Montano GalvezОценок пока нет
- Installation, Operation and Maintenance Instructions: Metalarm Series 6301 Ce Metal Detector SystemДокумент12 страницInstallation, Operation and Maintenance Instructions: Metalarm Series 6301 Ce Metal Detector SystemKarin AndersonОценок пока нет
- Edge Bafflesautomation: KeywordsДокумент4 страницыEdge Bafflesautomation: KeywordsNguyễn Hoàng TuyểnОценок пока нет
- Testing WeldingДокумент7 страницTesting Weldingwebs.usuarioОценок пока нет
- Development of An Automatic Arc Welding System Using Smaw ProcessДокумент7 страницDevelopment of An Automatic Arc Welding System Using Smaw ProcessapoiОценок пока нет
- FUSIBLESДокумент12 страницFUSIBLESJesus Ricardo Arzapalo GamarraОценок пока нет
- Modeling of Gis For Measurement of VFTOS - GIB Capacitance FormulaДокумент7 страницModeling of Gis For Measurement of VFTOS - GIB Capacitance Formulajegadeesh kumarОценок пока нет
- Rotoscan General and Technical DataДокумент15 страницRotoscan General and Technical DataElsayed AbdeenОценок пока нет
- Flux Leakage Wire RopesДокумент19 страницFlux Leakage Wire RopesMohamed Zied ChaariОценок пока нет
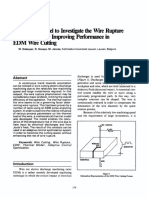
- Thermal Model To Investigate The Wire RuptureДокумент12 страницThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeОценок пока нет
- T 34Документ14 страницT 34kaliappan45490Оценок пока нет
- Vibrating Wire Strain Gauges: I N S T R U C T I O NДокумент44 страницыVibrating Wire Strain Gauges: I N S T R U C T I O NWandyy GonçalvesОценок пока нет
- Steam Generator Small Bore Piping Socket Weld Inspection Using The Phased Array Ultrasonic TechniqueДокумент10 страницSteam Generator Small Bore Piping Socket Weld Inspection Using The Phased Array Ultrasonic TechniqueelevacerchileОценок пока нет
- Quadrature Speed and Direction Sensors: SNG-Q SeriesДокумент10 страницQuadrature Speed and Direction Sensors: SNG-Q SeriesShafuan AzizanОценок пока нет
- AWS Depo Magnets 11 Iss 1Документ5 страницAWS Depo Magnets 11 Iss 1Ismail Ibn HashimОценок пока нет
- Pipe WeldingДокумент6 страницPipe Weldingyohanes_pamungkas_2Оценок пока нет
- Parametric Optimization of Mig WeldingДокумент8 страницParametric Optimization of Mig WeldingMihaela NastaseОценок пока нет
- Ec6712 Optical and Microwave LaboratoryДокумент76 страницEc6712 Optical and Microwave LaboratorySk MasthanОценок пока нет
- The Research of Inverter Welding Power Source Based On DSP For Self-Shielded Flux-Cored WireДокумент6 страницThe Research of Inverter Welding Power Source Based On DSP For Self-Shielded Flux-Cored WirekannanjbrОценок пока нет
- Performance Evaluation of Track Ropes UsДокумент7 страницPerformance Evaluation of Track Ropes Us전우영Оценок пока нет
- Pipeline Weld Joint & Ragiograph Film Numbering SystemДокумент9 страницPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- 66 11 KV Distribution Substation Design Ijariie2764Документ11 страниц66 11 KV Distribution Substation Design Ijariie2764Zoila Chang ChongОценок пока нет
- 0544 11th Icnde Paper - Implementation of Special Pa Ut Techniques For Welds in Thick Wall Components - 2015Документ10 страниц0544 11th Icnde Paper - Implementation of Special Pa Ut Techniques For Welds in Thick Wall Components - 2015Rupam BaruahОценок пока нет
- MFL For Wire RopesДокумент19 страницMFL For Wire RopesMathavaraj Dharmaraj100% (2)
- HWSC S A0012939215 1-3073398Документ7 страницHWSC S A0012939215 1-3073398carlosibaОценок пока нет
- Ring Main Unit - 8DJH STДокумент8 страницRing Main Unit - 8DJH STaayushОценок пока нет
- Ijett-V4i3p211 2Документ5 страницIjett-V4i3p211 2loga rajesh waranОценок пока нет
- GNF322RAДокумент3 страницыGNF322RACarlos LopezОценок пока нет
- Development of An Automatic Arc Welding System Using SMAW ProcessДокумент7 страницDevelopment of An Automatic Arc Welding System Using SMAW ProcessAnonymous g80PbBY73Оценок пока нет
- Waveguide To Suspended Stripline Transition Techniques at 94 GHZДокумент3 страницыWaveguide To Suspended Stripline Transition Techniques at 94 GHZIJMERОценок пока нет
- Imaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDДокумент10 страницImaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDMRОценок пока нет
- Current & Voltage Controlled Welding Transformer (With Load Series Motor)Документ5 страницCurrent & Voltage Controlled Welding Transformer (With Load Series Motor)civilappliОценок пока нет
- KN120GBДокумент50 страницKN120GBabde yadaneОценок пока нет
- Paper - 5QA 002 SA1Документ12 страницPaper - 5QA 002 SA1kreksomukti5508100% (1)
- NDT ProcedureДокумент16 страницNDT ProcedureSadok Kzadri100% (1)
- 30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemДокумент14 страниц30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemImpact JournalsОценок пока нет
- Microstrip Resonant Phase ShiftersДокумент6 страницMicrostrip Resonant Phase ShiftersbaymanОценок пока нет
- Pressure Switch Series 200Документ4 страницыPressure Switch Series 200amitdharmapurikar100% (1)
- Selection of Station Surge Arresters For Control of Slow-Front Overvoltages On Compact LinesДокумент15 страницSelection of Station Surge Arresters For Control of Slow-Front Overvoltages On Compact LinesGreen BeretОценок пока нет
- 02-AutomatedWelding 2Документ12 страниц02-AutomatedWelding 2BalvinderОценок пока нет
- Installation, Maintenance and Observations of Pore Pressure Measuring Devices in Concrete and Masonry Dams - Code of PracticeДокумент9 страницInstallation, Maintenance and Observations of Pore Pressure Measuring Devices in Concrete and Masonry Dams - Code of PracticeFaisal RizwanОценок пока нет
- KrausNaimer CGCHCHR CatalogueДокумент50 страницKrausNaimer CGCHCHR CatalogueNesil AbieraОценок пока нет
- T2 - Proximity Transducer System OperationДокумент34 страницыT2 - Proximity Transducer System OperationarijitnagОценок пока нет
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2От EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2Оценок пока нет
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsОт EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsРейтинг: 1 из 5 звезд1/5 (1)
- Official Receipt No: 000857525Документ1 страницаOfficial Receipt No: 000857525Jr FellerОценок пока нет
- SI EA PAPro-ReyrolleProductCatalogVersion2-0 OriginalДокумент532 страницыSI EA PAPro-ReyrolleProductCatalogVersion2-0 OriginalJr FellerОценок пока нет
- SI EA PAPro-Reyrolle 7SR46 CatalogДокумент23 страницыSI EA PAPro-Reyrolle 7SR46 CatalogJr FellerОценок пока нет
- Automatic Welding SystemДокумент1 страницаAutomatic Welding SystemJr FellerОценок пока нет
- Analysis of Rates (Nh-15 Barmer - Sanchor)Документ118 страницAnalysis of Rates (Nh-15 Barmer - Sanchor)rahulchauhan7869Оценок пока нет
- RCA LCD26V6SY Service Manual 1.0 PDFДокумент33 страницыRCA LCD26V6SY Service Manual 1.0 PDFPocho Pochito100% (1)
- The Palestinian Centipede Illustrated ExcerptsДокумент58 страницThe Palestinian Centipede Illustrated ExcerptsWael HaidarОценок пока нет
- 10 1108 - TQM 03 2020 0066 PDFДокумент23 страницы10 1108 - TQM 03 2020 0066 PDFLejandra MОценок пока нет
- Tuma Research ManualДокумент57 страницTuma Research ManualKashinde Learner Centered Mandari100% (1)
- 25 Middlegame Concepts Every Chess Player Must KnowДокумент2 страницы25 Middlegame Concepts Every Chess Player Must KnowKasparicoОценок пока нет
- Sundar Pichai PDFДокумент6 страницSundar Pichai PDFHimanshi Patle100% (1)
- Lacey Robertson Resume 3-6-20Документ1 страницаLacey Robertson Resume 3-6-20api-410771996Оценок пока нет
- ISA InTech Journal - April 2021Документ50 страницISA InTech Journal - April 2021Ike EdmondОценок пока нет
- KLA28 ProductsapplicationpresetДокумент2 страницыKLA28 ProductsapplicationpresetcarxmozОценок пока нет
- Grade 8 Science - Second GradingДокумент5 страницGrade 8 Science - Second GradingMykelCañete0% (1)
- Best Mutual Funds For 2023 & BeyondДокумент17 страницBest Mutual Funds For 2023 & BeyondPrateekОценок пока нет
- John DrydenДокумент3 страницыJohn DrydenDunas SvetlanaОценок пока нет
- Yale Revision WorksheetДокумент3 страницыYale Revision WorksheetYASHI AGRAWALОценок пока нет
- Chapter 5 Constructing An Agile Implementation PlanДокумент4 страницыChapter 5 Constructing An Agile Implementation PlanAHMADОценок пока нет
- Philodendron Plants CareДокумент4 страницыPhilodendron Plants CareSabre FortОценок пока нет
- Lodge at The Ancient City Information Kit / Great ZimbabweДокумент37 страницLodge at The Ancient City Information Kit / Great ZimbabwecitysolutionsОценок пока нет
- 2201 IntGCSE (9-1) Subject Grade Boundaries V1Документ4 страницы2201 IntGCSE (9-1) Subject Grade Boundaries V1Fariha RahmanОценок пока нет
- The Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityДокумент7 страницThe Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityIJAR JOURNALОценок пока нет
- PlateNo 1Документ7 страницPlateNo 1Franz Anfernee Felipe GenerosoОценок пока нет
- GPP Calendar of Activities 2022 23 SdoДокумент5 страницGPP Calendar of Activities 2022 23 SdoRomel GarciaОценок пока нет
- 3D Printing & Embedded ElectronicsДокумент7 страниц3D Printing & Embedded ElectronicsSantiago PatitucciОценок пока нет
- Vitamins - CyanocobalaminДокумент12 страницVitamins - CyanocobalaminK PrashasthaОценок пока нет
- Module 5 What Is Matter PDFДокумент28 страницModule 5 What Is Matter PDFFLORA MAY VILLANUEVAОценок пока нет
- 9400 Series - Catalogue - AccessoriesДокумент86 страниц9400 Series - Catalogue - AccessoriesSaulo Leonardo Fabelo FontesОценок пока нет
- DJ Crypto ResumeДокумент1 страницаDJ Crypto ResumeNitin MahawarОценок пока нет
- Math F112Документ3 страницыMath F112ritik12041998Оценок пока нет
- Central University of Karnataka: Entrance Examinations Results 2016Документ4 страницыCentral University of Karnataka: Entrance Examinations Results 2016Saurabh ShubhamОценок пока нет
- Session 1Документ18 страницSession 1Akash GuptaОценок пока нет
- 19 Dark PPT TemplateДокумент15 страниц19 Dark PPT TemplateKurt W. DelleraОценок пока нет