Вам также может понравиться
- Hydrogen Cracking MechanismsДокумент1 страницаHydrogen Cracking MechanismsvenkateaОценок пока нет
- Nabl 100Документ39 страницNabl 100Vishal Sharma67% (3)
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Документ12 страницTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoОценок пока нет
- Temp and Pressure InstrumentДокумент5 страницTemp and Pressure InstrumentAnniza Cornelia AugustyОценок пока нет
- Corrosion Behavior of Carbon Steel in Oxygenated Sodium Sulphate Solution Under Different Operating ConditionsДокумент11 страницCorrosion Behavior of Carbon Steel in Oxygenated Sodium Sulphate Solution Under Different Operating ConditionsSEP-PublisherОценок пока нет
- Impacts Tests (Astm E23) : Impact Test Is Performed To Study The Behavior of MaterialsДокумент7 страницImpacts Tests (Astm E23) : Impact Test Is Performed To Study The Behavior of Materialsjayhuacat7743Оценок пока нет
- FDA Guidance Document For Testing Orthopedic Implants - Porous CoatingsДокумент10 страницFDA Guidance Document For Testing Orthopedic Implants - Porous Coatingsmaven3Оценок пока нет
- F2129 CorrosãoДокумент8 страницF2129 Corrosão04759615440Оценок пока нет
- Corrosion Test PiecesДокумент23 страницыCorrosion Test PiecesGijoОценок пока нет
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachДокумент16 страницAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaОценок пока нет
- Gapless Tube To Tube-Sheet Welding For Chemical and Petrochemical ApplicationДокумент12 страницGapless Tube To Tube-Sheet Welding For Chemical and Petrochemical ApplicationMurugan RangarajanОценок пока нет
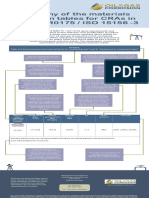
- Anatomy of The Materials Selection Tables For Cras in Nace Mr0175 / Iso 15156 - 3Документ1 страницаAnatomy of The Materials Selection Tables For Cras in Nace Mr0175 / Iso 15156 - 3MahsaОценок пока нет
- Is 12735 Wire Rope SlingsДокумент14 страницIs 12735 Wire Rope SlingsMD ParthiОценок пока нет
- 2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoatДокумент3 страницы2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoathaharameshОценок пока нет
- 885F Embrittlement of Duplex Stainless SteelДокумент4 страницы885F Embrittlement of Duplex Stainless Steeljaymin444Оценок пока нет
- Valve Cavity Relief 2Документ2 страницыValve Cavity Relief 2Azar DeenОценок пока нет
- Circumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateДокумент5 страницCircumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateSinan ChenОценок пока нет
- Evaluating Corrosion Properties of Wrought Iron-And Nickel-Based Corrosion Resistant Alloys For Chemical Process IndustriesДокумент6 страницEvaluating Corrosion Properties of Wrought Iron-And Nickel-Based Corrosion Resistant Alloys For Chemical Process IndustriesNav TalukdarОценок пока нет
- HOIS (12) R8 RP For Statistical Analysis - FCДокумент244 страницыHOIS (12) R8 RP For Statistical Analysis - FCDevin HardyОценок пока нет
- 06189G FrontmatterДокумент11 страниц06189G FrontmatterEd Marti100% (1)
- Turbo CS 8 CO2 CorrosionДокумент23 страницыTurbo CS 8 CO2 CorrosionRonald GeorgeОценок пока нет
- Astm Volume 0101 PDFДокумент4 страницыAstm Volume 0101 PDFPrasanna UmapathyОценок пока нет
- Ferrochromium: Standard Specification ForДокумент3 страницыFerrochromium: Standard Specification ForleonciomavarezОценок пока нет
- Almeida2010 Article DeterminationOfAmyloseContentI PDFДокумент9 страницAlmeida2010 Article DeterminationOfAmyloseContentI PDFRafael ZambelliОценок пока нет
- A F E S: Process Piping 670.200Документ17 страницA F E S: Process Piping 670.200puwarin najaОценок пока нет
- ML 1015998765Документ42 страницыML 1015998765ডঃ শুভম চ্যাটার্জীОценок пока нет
- PFI ES 42 1996 Standard For PositiveДокумент7 страницPFI ES 42 1996 Standard For Positiveahmad effendiОценок пока нет
- Determination of Volatile Fatty Acid in Enviromental Aqueos Samples PDFДокумент6 страницDetermination of Volatile Fatty Acid in Enviromental Aqueos Samples PDFNierza Alfiannur100% (1)
- 625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFДокумент5 страниц625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFKara WhiteОценок пока нет
- Corrosion Resistant Materials 04Документ197 страницCorrosion Resistant Materials 04Anonymous NxpnI6jCОценок пока нет
- Lecture 1 - Corrosion ModuleДокумент4 страницыLecture 1 - Corrosion Moduleapi-274082554Оценок пока нет
- Hydrogen in Titanium AlloysДокумент56 страницHydrogen in Titanium AlloyswalkerbhoОценок пока нет
- Erw Steel Pipe Api5lb Psl1Документ2 страницыErw Steel Pipe Api5lb Psl1hdierkeОценок пока нет
- Etching Stainless Steels For Delta FerriteДокумент2 страницыEtching Stainless Steels For Delta FerriteAPIОценок пока нет
- Deviations During PWHT and ResponseДокумент2 страницыDeviations During PWHT and ResponseEIL NDT100% (1)
- Heavy-Walled (4 To 12-In. (114 To 305-mm) ) Steel Castings: Standard Reference Radiographs ForДокумент4 страницыHeavy-Walled (4 To 12-In. (114 To 305-mm) ) Steel Castings: Standard Reference Radiographs ForAvinash SilimkarОценок пока нет
- Inspection of CastingДокумент23 страницыInspection of CastingRaghu SanthОценок пока нет
- Dga Hic Sohic PDFДокумент16 страницDga Hic Sohic PDFEur-Ing Nicola GalluzziОценок пока нет
- E1003-13 Standard Practice For Hydrostatic Leak Testing PDFДокумент3 страницыE1003-13 Standard Practice For Hydrostatic Leak Testing PDFudomОценок пока нет
- Evaluation of Limit Load Data For Cracked Pipe Bends Under Opening Bending and Comparisons With Existing Solutions PDFДокумент10 страницEvaluation of Limit Load Data For Cracked Pipe Bends Under Opening Bending and Comparisons With Existing Solutions PDFhamanoelgenОценок пока нет
- DCV G ProcedureДокумент1 страницаDCV G Procedurereji1usОценок пока нет
- Astm B42-2002Документ7 страницAstm B42-2002Sagar KadamОценок пока нет
- Bright Annealing Copper and Its AlloysДокумент4 страницыBright Annealing Copper and Its Alloysmp87_ingОценок пока нет
- Eqpt Check List-Pre InspectionДокумент51 страницаEqpt Check List-Pre Inspectionarifayee-1Оценок пока нет
- HT TM Us 08 11 Hydratight Tensionmax Brochure Us 0Документ12 страницHT TM Us 08 11 Hydratight Tensionmax Brochure Us 0tarun1976Оценок пока нет
- ASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeДокумент6 страницASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeHyundianto AgОценок пока нет
- Astm G 111 1997 R 2006 PDFДокумент5 страницAstm G 111 1997 R 2006 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Flexpipe PDS FlexCord EnglishДокумент2 страницыFlexpipe PDS FlexCord EnglishpsycopaulОценок пока нет
- Astm 4458-94Документ3 страницыAstm 4458-94Roberto Eduardo Salvador MonteroОценок пока нет
- The Role of Niobium in Austenitic and Duplex Stainless SteelsДокумент25 страницThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriОценок пока нет
- Comparativereviewofawsd 11 Csaw 471 Andcsaw 59Документ25 страницComparativereviewofawsd 11 Csaw 471 Andcsaw 59qc_531040655Оценок пока нет
- ASTM B557 10 Standard Test MethodДокумент15 страницASTM B557 10 Standard Test MethodmehmetОценок пока нет
- FAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PДокумент4 страницыFAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PSinan YıldızОценок пока нет
- Nondestructive TestingДокумент27 страницNondestructive Testingapi-3764139Оценок пока нет
- API Specifications and StandardsДокумент2 страницыAPI Specifications and StandardsAlvin Smith100% (1)
- Case Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-EsfehaniДокумент12 страницCase Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-Esfehanipinkan25Оценок пока нет
- Bright Annealing Process of Stainless S Teel TubeДокумент2 страницыBright Annealing Process of Stainless S Teel TubeViraj ShiroleОценок пока нет
- AL 6XN SourceBookДокумент56 страницAL 6XN SourceBookdrbeyerОценок пока нет
- PVDB 71Документ1 страницаPVDB 71Senthil KumarОценок пока нет
- PVDB PackingДокумент1 страницаPVDB PackingSenthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-2 PDFДокумент6 страниц000-A-JD-801400-231 - Rev B SOW - Part-2 PDFSenthil KumarОценок пока нет
- PVDB - Force and MomentДокумент1 страницаPVDB - Force and MomentSenthil KumarОценок пока нет
- Skirt Fireproofing:: Brick or Concrete Applied Inside and Outside of Skirt To Prevent Damage To Skirt in Case of FireДокумент1 страницаSkirt Fireproofing:: Brick or Concrete Applied Inside and Outside of Skirt To Prevent Damage To Skirt in Case of FireSenthil KumarОценок пока нет
- PVDB 75Документ1 страницаPVDB 75Senthil KumarОценок пока нет
- PVDB 72Документ1 страницаPVDB 72Senthil KumarОценок пока нет
- Petroserve PDFДокумент3 страницыPetroserve PDFSenthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-1Документ5 страниц000-A-JD-801400-231 - Rev B SOW - Part-1Senthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-4Документ8 страниц000-A-JD-801400-231 - Rev B SOW - Part-4Senthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-3Документ6 страниц000-A-JD-801400-231 - Rev B SOW - Part-3Senthil KumarОценок пока нет
- Petroserve PDFДокумент3 страницыPetroserve PDFSenthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-4Документ8 страниц000-A-JD-801400-231 - Rev B SOW - Part-4Senthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-2 PDFДокумент6 страниц000-A-JD-801400-231 - Rev B SOW - Part-2 PDFSenthil KumarОценок пока нет
- 0 Divider PDFДокумент1 страница0 Divider PDFSenthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-3Документ6 страниц000-A-JD-801400-231 - Rev B SOW - Part-3Senthil KumarОценок пока нет
- Design of SaddleДокумент3 страницыDesign of SaddleSenthil KumarОценок пока нет
- Spreader Beam Calculations: JOB NO:09025-01, Item no:K84-F-473/573 (STEAM GENERATOR)Документ2 страницыSpreader Beam Calculations: JOB NO:09025-01, Item no:K84-F-473/573 (STEAM GENERATOR)Senthil KumarОценок пока нет
- Khalipe Amin UmerДокумент1 страницаKhalipe Amin UmerSenthil KumarОценок пока нет
- 000-A-JD-801400-231 - Rev B SOW - Part-1Документ5 страниц000-A-JD-801400-231 - Rev B SOW - Part-1Senthil KumarОценок пока нет
- HT Aboveground Horizontal PDFДокумент4 страницыHT Aboveground Horizontal PDFSenthil KumarОценок пока нет
- Exp CertificateДокумент3 страницыExp CertificateSenthil KumarОценок пока нет
- B.W.G. ChartДокумент1 страницаB.W.G. ChartVajid MadathilОценок пока нет
- Exp CertificateДокумент1 страницаExp CertificateSenthil KumarОценок пока нет
- ABC TamilДокумент4 страницыABC TamilSenthil KumarОценок пока нет
- ABC Tamil PDFДокумент60 страницABC Tamil PDFAravind Surya100% (1)
- Notice PeriodДокумент1 страницаNotice PeriodSenthil KumarОценок пока нет
- MaheshGawade Static Eqpt Designer MumbaiДокумент3 страницыMaheshGawade Static Eqpt Designer MumbaiSenthil KumarОценок пока нет
- English Tamil VocabularyДокумент36 страницEnglish Tamil VocabularyANBU M100% (1)
- Stress Corrosion CrackingДокумент16 страницStress Corrosion CrackingzaxaderОценок пока нет
- WBCS 2023 Preli - Booklet CДокумент8 страницWBCS 2023 Preli - Booklet CSurajit DasОценок пока нет
- Arts 6 Week 6Документ9 страницArts 6 Week 6JENNEFER ESCALAОценок пока нет
- Principles of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions ManualДокумент36 страницPrinciples of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions Manualoutlying.pedantry.85yc100% (28)
- Dessler HRM12e PPT 01Документ30 страницDessler HRM12e PPT 01harryjohnlyallОценок пока нет
- IMDSI22Документ82 страницыIMDSI22Dang JinlongОценок пока нет
- Week - 2 Lab - 1 - Part I Lab Aim: Basic Programming Concepts, Python InstallationДокумент13 страницWeek - 2 Lab - 1 - Part I Lab Aim: Basic Programming Concepts, Python InstallationSahil Shah100% (1)
- SurveyingДокумент26 страницSurveyingDenise Ann Cuenca25% (4)
- BSH 7005-15Документ129 страницBSH 7005-15Mark InnesОценок пока нет
- SAFE RC Design ForДокумент425 страницSAFE RC Design ForMarlon Braggian Burgos FloresОценок пока нет
- Impact of Government Policies and EthicsДокумент24 страницыImpact of Government Policies and EthicsGunveen AbrolОценок пока нет
- Low Voltage Switchgear Specification: 1. ScopeДокумент6 страницLow Voltage Switchgear Specification: 1. ScopejendrikoОценок пока нет
- Advocacy Firm Business Plan by SlidesgoДокумент40 страницAdvocacy Firm Business Plan by SlidesgoirinaОценок пока нет
- Tyler Nugent ResumeДокумент3 страницыTyler Nugent Resumeapi-315563616Оценок пока нет
- LFF MGДокумент260 страницLFF MGRivo RoberalimananaОценок пока нет
- Paul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146Документ27 страницPaul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146usman azharОценок пока нет
- Animal Health ChecklistДокумент4 страницыAnimal Health ChecklistcapsfastОценок пока нет
- Group 2 ITI Consensus Report: Prosthodontics and Implant DentistryДокумент9 страницGroup 2 ITI Consensus Report: Prosthodontics and Implant DentistryEsme ValenciaОценок пока нет
- A Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyДокумент11 страницA Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyNova Ariston100% (2)
- BÀI TẬP LESSON 7. CÂU BỊ ĐỘNG 1Документ4 страницыBÀI TẬP LESSON 7. CÂU BỊ ĐỘNG 1Yến Vy TrầnОценок пока нет
- Akilas Mebrahtom ResumeДокумент1 страницаAkilas Mebrahtom ResumeAnonymous lLpBfQОценок пока нет
- Lancru hzj105 DieselДокумент2 страницыLancru hzj105 DieselMuhammad MasdukiОценок пока нет
- The Body Shop Case Analysis. The Challenges of Managing Business As Holistic ConfigurationДокумент28 страницThe Body Shop Case Analysis. The Challenges of Managing Business As Holistic ConfigurationHanna AbejoОценок пока нет
- Lesser Known Homoeopathic Medicines of Alopecia Areata.20200718115446Документ9 страницLesser Known Homoeopathic Medicines of Alopecia Areata.20200718115446BruntОценок пока нет
- Marketing Micro and Macro EnvironmentДокумент8 страницMarketing Micro and Macro EnvironmentSumit Acharya100% (1)
- Camless EnginesДокумент4 страницыCamless EnginesKavya M BhatОценок пока нет
- MDI - Good Fellas - ScriptДокумент20 страницMDI - Good Fellas - ScriptRahulSamaddarОценок пока нет
- Report DR JuazerДокумент16 страницReport DR Juazersharonlly toumasОценок пока нет
- ET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsДокумент5 страницET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsMichael LeungОценок пока нет
- Current Trends and Issues in Nursing ManagementДокумент8 страницCurrent Trends and Issues in Nursing ManagementMadhu Bala81% (21)
- How To Add Attachment Using JAVA MappingДокумент4 страницыHow To Add Attachment Using JAVA MappingmvrooyenОценок пока нет