Вам также может понравиться
- Technologie de l’acier: Les Grands Articles d'UniversalisОт EverandTechnologie de l’acier: Les Grands Articles d'UniversalisОценок пока нет
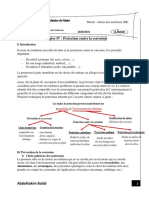
- Corrosion Et Protection de L AcierДокумент8 страницCorrosion Et Protection de L Acieraladia610Оценок пока нет
- ZIN Technischinfoblad15 FR 01Документ4 страницыZIN Technischinfoblad15 FR 01Abdellah EL MouatassimОценок пока нет
- GalvanisationДокумент7 страницGalvanisationTheophile IZEREОценок пока нет
- GalvanisationДокумент7 страницGalvanisationTheophile IZEREОценок пока нет
- Formation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexДокумент5 страницFormation Sur Les Aciers Leurs Soudabilité Et Aciers DuplexTarekNacerОценок пока нет
- Infos Et Conseils Chemin de CablesДокумент5 страницInfos Et Conseils Chemin de CablesIbtissam EL HaiОценок пока нет
- Principales Pathologies Des Ponts MétalliquesДокумент16 страницPrincipales Pathologies Des Ponts MétalliquesIshak Goudjil100% (1)
- 4-Metaux NoblesДокумент13 страниц4-Metaux NoblesAnis SouissiОценок пока нет
- GALVANISATIONДокумент3 страницыGALVANISATIONFabrice Haoulassa HamanОценок пока нет
- Inspecteur Polyvalent CNDДокумент17 страницInspecteur Polyvalent CNDSid BouhaОценок пока нет
- 2012 12 Galvanisation A Chaud de Structures Dacier1Документ7 страниц2012 12 Galvanisation A Chaud de Structures Dacier1YahyaMoummouОценок пока нет
- 105 Soudage FontesДокумент20 страниц105 Soudage FontesAhmed BoussoffaraОценок пока нет
- Aciers Construction PresentationДокумент8 страницAciers Construction Presentationmohamed0167Оценок пока нет
- Gal VachДокумент4 страницыGal VachHajjiОценок пока нет
- FT Acier CortenДокумент1 страницаFT Acier Cortendirection.aga.fermeОценок пока нет
- Gal Va Ni Ser: (Galvanize) Verbe Transitif, Conjugaison 1, Recouvrir D'une Couche de ZincДокумент8 страницGal Va Ni Ser: (Galvanize) Verbe Transitif, Conjugaison 1, Recouvrir D'une Couche de ZincKayim DimitriОценок пока нет
- 13 - WBK17 - Aciers Inoxydables e Eau PotableДокумент41 страница13 - WBK17 - Aciers Inoxydables e Eau PotableJonathan GuerardОценок пока нет
- Les Taches de Stockage HumideДокумент8 страницLes Taches de Stockage HumideStéphane KouassiОценок пока нет
- Master CHP 4 Corrosion 2021Документ31 страницаMaster CHP 4 Corrosion 2021Abdelhakim BailalОценок пока нет
- Technologie Et Procédés Des Revêtements de ZincДокумент4 страницыTechnologie Et Procédés Des Revêtements de ZincMounir2105Оценок пока нет
- 1 Presentation GeneralitesДокумент78 страниц1 Presentation GeneralitesHajar Ben GaraâОценок пока нет
- 06 CorrosionДокумент47 страниц06 CorrosionyoucardОценок пока нет
- Inox 304 316 FT FinalДокумент4 страницыInox 304 316 FT FinalBessem FrijaОценок пока нет
- Definition Acier DyplexДокумент7 страницDefinition Acier DyplexH_DEBIANEОценок пока нет
- Cours AlliagesДокумент34 страницыCours AlliagesMalak FarissОценок пока нет
- Galvanisation À ChaudДокумент3 страницыGalvanisation À ChaudabdelhadibokaОценок пока нет
- Métaux Non FerreuxДокумент6 страницMétaux Non Ferreuxkebbab faroukОценок пока нет
- Fiches D'information Acier InoxДокумент2 страницыFiches D'information Acier InoxH_DEBIANEОценок пока нет
- Belhachemi Wahiba ExpoacierДокумент21 страницаBelhachemi Wahiba Expoacierwahibablh40Оценок пока нет
- Cours Aciers InoxДокумент13 страницCours Aciers Inoxyoucefblc99Оценок пока нет
- Métaux Ferreux Et Non FerreuxДокумент28 страницMétaux Ferreux Et Non FerreuxḾøùråđ Aĭt SålƋhОценок пока нет
- Materiaux 2Документ4 страницыMateriaux 2Řãnîa SmidaОценок пока нет
- MaurinДокумент23 страницыMaurinPatrick BaridonОценок пока нет
- Acier Annexes1 PDFДокумент27 страницAcier Annexes1 PDFRachid IpОценок пока нет
- ISO 1461 IonДокумент7 страницISO 1461 IonHerizo RakotoОценок пока нет
- Fiche Technique 17Документ6 страницFiche Technique 17Abdellah EL MouatassimОценок пока нет
- Protection Contre La Corrosion: Chapitre 4Документ14 страницProtection Contre La Corrosion: Chapitre 4Perrine PaceОценок пока нет
- Doc1 CorrosionДокумент4 страницыDoc1 CorrosionDjamel Eddine MekkiОценок пока нет
- Choix Des ElectrodesДокумент4 страницыChoix Des ElectrodesH_DEBIANEОценок пока нет
- Aciers InoxДокумент13 страницAciers InoxMohammed Amine KenedОценок пока нет
- Nom de L'alliageДокумент2 страницыNom de L'alliageAkram Ben Khemis100% (1)
- Chapitre 4 Désignation Des Matériaux 2020Документ5 страницChapitre 4 Désignation Des Matériaux 2020LAMARTI Amal100% (1)
- Question de CoursДокумент4 страницыQuestion de CoursThouraya SaddiОценок пока нет
- Information Technique Sur Acier Inoxydable Acier Llie2Документ23 страницыInformation Technique Sur Acier Inoxydable Acier Llie2louis.bouvattierОценок пока нет
- Devoir CMДокумент2 страницыDevoir CMMustfa BadianeОценок пока нет
- E-Matériaux Des Outils de Coupe PDFДокумент1 страницаE-Matériaux Des Outils de Coupe PDFRamzi BougОценок пока нет
- 7 Classification Des Aciers Et Des Fonte PDFДокумент34 страницы7 Classification Des Aciers Et Des Fonte PDFDa JesusluvsmeОценок пока нет
- Généralités Sur La CorrosionДокумент19 страницGénéralités Sur La CorrosionRidha Ben AbdelwahedОценок пока нет
- Revêtement en Zinc (Z) - Acier Galvanisé À Chaud - SSABДокумент4 страницыRevêtement en Zinc (Z) - Acier Galvanisé À Chaud - SSABB. ABDELLAHОценок пока нет
- Caracteristiques Vis InoxДокумент5 страницCaracteristiques Vis InoxsozarioОценок пока нет
- 07.02 - Info - Reparation Des Fontes D Acier - 2014!05!20xxxxxxxxxxxxxxxxxДокумент2 страницы07.02 - Info - Reparation Des Fontes D Acier - 2014!05!20xxxxxxxxxxxxxxxxxdaemsal100% (1)
- Exposé CMДокумент10 страницExposé CMMustfa BadianeОценок пока нет
- Classification Des Aciers Et Des Fonte PDFДокумент34 страницыClassification Des Aciers Et Des Fonte PDFbirelmaghhbrОценок пока нет
- Aciers en CimenterieДокумент196 страницAciers en Cimenterieleila sahsahОценок пока нет
- Nouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoОт EverandNouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoОценок пока нет
- Arrêté N° 232-11 Du 25 Janvier 2011Документ7 страницArrêté N° 232-11 Du 25 Janvier 2011El Youbi MohammedОценок пока нет
- 3247-RUGC Manuscript-12933-1-10-20220608Документ5 страниц3247-RUGC Manuscript-12933-1-10-20220608El Youbi MohammedОценок пока нет
- Resume Diagnobeton2021 FRДокумент3 страницыResume Diagnobeton2021 FREl Youbi MohammedОценок пока нет
- Liste Des Établissements Privés Autorisés - 2022-2023 - 1Документ9 страницListe Des Établissements Privés Autorisés - 2022-2023 - 1El Youbi MohammedОценок пока нет
- Flyer - Congres Genie Civil 2023 - 09 06 2022Документ2 страницыFlyer - Congres Genie Civil 2023 - 09 06 2022El Youbi MohammedОценок пока нет
- Squelette Carbon Partie 1 2017 FR PDFДокумент8 страницSquelette Carbon Partie 1 2017 FR PDFEl Youbi MohammedОценок пока нет
- Série 1 Les Molécules OrganiquesДокумент1 страницаSérie 1 Les Molécules OrganiquesEl Youbi MohammedОценок пока нет
- Statique GraphiqueДокумент16 страницStatique GraphiqueEl Youbi MohammedОценок пока нет
- Bride de Serrage Méthode Du FuniculaireДокумент23 страницыBride de Serrage Méthode Du FuniculaireEl Youbi MohammedОценок пока нет
- Cours1 PathologieДокумент8 страницCours1 PathologieEl Youbi MohammedОценок пока нет
- Concentration Compos É I On I QueДокумент36 страницConcentration Compos É I On I QueEl Youbi MohammedОценок пока нет
- Energie Potentielle D Une Charge Electrique Dans Un Champ Electrique Uniforme Exercices Non Corriges 3 PDFДокумент1 страницаEnergie Potentielle D Une Charge Electrique Dans Un Champ Electrique Uniforme Exercices Non Corriges 3 PDFBouhmidi Enoche100% (1)
- Exercice Équilibre D'un Solide PDFДокумент1 страницаExercice Équilibre D'un Solide PDFEl Youbi Mohammed100% (8)
- Trravail Et L'energie CinetiqueДокумент29 страницTrravail Et L'energie CinetiqueEl Youbi Mohammed100% (1)
- 1 Statique Appliquee Introduction PDFДокумент8 страниц1 Statique Appliquee Introduction PDFEl Youbi Mohammed50% (2)
- Suivi D'une Transformation ChimiqueДокумент29 страницSuivi D'une Transformation ChimiqueEl Youbi MohammedОценок пока нет
- Chimie ActivitesДокумент12 страницChimie ActivitesEl Youbi MohammedОценок пока нет
- La CorrosionДокумент5 страницLa Corrosionqw2jcz45pkОценок пока нет
- Fonderie Le Moulage en SableДокумент4 страницыFonderie Le Moulage en SableBruno THIEBAUTОценок пока нет
- FRДокумент271 страницаFRtalla1Оценок пока нет
- Vocabulary - Plancher CollaborantДокумент4 страницыVocabulary - Plancher CollaborantoscarОценок пока нет
- Non Preload Assemblies BS EN 15048 12 PDFДокумент4 страницыNon Preload Assemblies BS EN 15048 12 PDFShubhrashree MajiОценок пока нет
- Galva A ChaudДокумент13 страницGalva A ChaudsaidnowОценок пока нет
- NF en 14399-2Документ16 страницNF en 14399-2Rabah BoukelaОценок пока нет
- Vannes-Papillon HzEV PDFДокумент3 страницыVannes-Papillon HzEV PDFmikeОценок пока нет
- ST475DДокумент10 страницST475Dg33k59Оценок пока нет
- 7 Classification Des Aciers Et Des Fonte PDFДокумент34 страницы7 Classification Des Aciers Et Des Fonte PDFDa JesusluvsmeОценок пока нет
- DMOS Multiprocédés PDFДокумент10 страницDMOS Multiprocédés PDFSoufiane Sani HarounaОценок пока нет
- Groupe ElectrodesДокумент55 страницGroupe Electrodesbey100% (1)
- Integral86 PDFДокумент68 страницIntegral86 PDFAlaeddine KharchiОценок пока нет
- Goulottes Pour EscaliersДокумент8 страницGoulottes Pour EscaliersMarwan ZoueinОценок пока нет
- Page Catalogue LNTP - Manchon Multimateriaux VPC Funke PDFДокумент4 страницыPage Catalogue LNTP - Manchon Multimateriaux VPC Funke PDFSerge TonioloОценок пока нет
- Le Grand-Oeuvre Opératoire2 PDFДокумент66 страницLe Grand-Oeuvre Opératoire2 PDFKamala100% (2)
- Eaux2017Документ98 страницEaux2017si laОценок пока нет
- TRT TermiqueДокумент30 страницTRT Termiquehassak sihamОценок пока нет
- Ft469 Eshore Plug LVДокумент10 страницFt469 Eshore Plug LVKmj KmjОценок пока нет
- Des Mat2Документ1 страницаDes Mat2Yassine BouchattaОценок пока нет
- Catalogue Metaux D Apport Ewm 2014Документ224 страницыCatalogue Metaux D Apport Ewm 2014Oualid AissatОценок пока нет
- Bricothèmes HS01 - Le Travail Du Métal (1) ..Wawacity - Ec..Документ124 страницыBricothèmes HS01 - Le Travail Du Métal (1) ..Wawacity - Ec..ZhangorОценок пока нет
- DESEMBERДокумент48 страницDESEMBERpuskesmaslosari.brebОценок пока нет
- Devis DescriptifДокумент26 страницDevis DescriptifMïřå Dąnìa100% (2)
- CPW23Документ22 страницыCPW23Nebojša MićićОценок пока нет