Вам также может понравиться
- Corrosion Protection of Offshore StructuresДокумент10 страницCorrosion Protection of Offshore StructuresHo Minh Viet100% (1)
- 00.1.corrosion Control Jetty PileДокумент48 страниц00.1.corrosion Control Jetty PileSyafrudin MegnumzОценок пока нет
- Norsok Surface Preparation M-501Документ28 страницNorsok Surface Preparation M-501Ricky WCK100% (2)
- 04-200-R1 Silicon Iron AnodesДокумент2 страницы04-200-R1 Silicon Iron Anodessams1101Оценок пока нет
- BS en 12495-2000 Cathodic Protection For Fixed Steel Offshore StructuresДокумент36 страницBS en 12495-2000 Cathodic Protection For Fixed Steel Offshore StructuresZélia Aguiar100% (3)
- Complete Joint Penetration WeldДокумент3 страницыComplete Joint Penetration WeldIndra KurniawanОценок пока нет
- Coating Specification PAM EC 50 SP 001 1AДокумент43 страницыCoating Specification PAM EC 50 SP 001 1ADavid Ricardo Diaz0% (1)
- Coatings For Wind Power UkДокумент7 страницCoatings For Wind Power Ukcharles083100% (1)
- New Earth Potential Equations and Applications PDFДокумент16 страницNew Earth Potential Equations and Applications PDFapar demangОценок пока нет
- Corrosion Roche Arkhangelsk Part 4 CP2 CoatingsДокумент71 страницаCorrosion Roche Arkhangelsk Part 4 CP2 CoatingsAdel ChelbaОценок пока нет
- COM SU 5191 C February 2017Документ91 страницаCOM SU 5191 C February 2017suriya100% (1)
- JT Paint BookДокумент12 страницJT Paint Bookhasan shahriarОценок пока нет
- Effect of Corrosion in StructuresДокумент32 страницыEffect of Corrosion in StructuresasvihariОценок пока нет
- Cathodic Protection Course BrochureДокумент2 страницыCathodic Protection Course BrochurechkzaОценок пока нет
- CorrosionДокумент16 страницCorrosionAerocfdfreakОценок пока нет
- Coatings Industrial Maintenance GuideДокумент11 страницCoatings Industrial Maintenance GuideVito DigeoОценок пока нет
- Cathodic Protection ProjectДокумент6 страницCathodic Protection Projectjamal AlawsuОценок пока нет
- Galvanizing For Corrosion Protection (AGA)Документ18 страницGalvanizing For Corrosion Protection (AGA)Abrianto AkuanОценок пока нет
- Larsen & Toubro Limited Grouting SpecificationДокумент11 страницLarsen & Toubro Limited Grouting Specificationirshad khanОценок пока нет
- Corrosion Control of Marine StructuresДокумент35 страницCorrosion Control of Marine StructuresCong-OanhNguyenОценок пока нет
- Technical Specifications TSHD Jan de NulДокумент4 страницыTechnical Specifications TSHD Jan de NulRavael SimanjuntakОценок пока нет
- Proposal For: Dominage Steel Building Systems LTDДокумент16 страницProposal For: Dominage Steel Building Systems LTDHabibОценок пока нет
- SP-1246 Part-2Документ28 страницSP-1246 Part-2Rajkumar AОценок пока нет
- GTL-81-01 Rev 03 Protective CoatingsДокумент36 страницGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- Cathodic ProtectionДокумент2 страницыCathodic ProtectionaltamimzОценок пока нет
- Developments in Pipe Weld OffshoreДокумент22 страницыDevelopments in Pipe Weld OffshorealkdenОценок пока нет
- Coating-Failure-Defects 2 PDFДокумент10 страницCoating-Failure-Defects 2 PDFaahil ahmadОценок пока нет
- VGB S 021 03 2018 04 enДокумент37 страницVGB S 021 03 2018 04 enCarmen Rodriguez PoloОценок пока нет
- Pipeline Coating Failures: Causes and Case StudiesДокумент56 страницPipeline Coating Failures: Causes and Case StudiesanishsrОценок пока нет
- MGP-i For Jetties (Final)Документ2 страницыMGP-i For Jetties (Final)Eddie TaiОценок пока нет
- Surface Preparation and ProtectiveДокумент26 страницSurface Preparation and ProtectivefelavinОценок пока нет
- Specification For Neoprene Coating On The Riser CasingДокумент17 страницSpecification For Neoprene Coating On The Riser CasingLambang AsmaraОценок пока нет
- IMO Coating KR PSPCДокумент17 страницIMO Coating KR PSPCJintaek Hong100% (1)
- 2008 MATCOR Technical Bulletin - Deep Well Anode System Design FINALДокумент10 страниц2008 MATCOR Technical Bulletin - Deep Well Anode System Design FINALNWALLL100% (1)
- Cte Ongc SpecДокумент21 страницаCte Ongc SpecMohamed HushainОценок пока нет
- BS en 12068.1999Документ33 страницыBS en 12068.1999yy20100% (1)
- Abs Rule NDT Plan - 12-1100Документ2 страницыAbs Rule NDT Plan - 12-1100fuaz100% (1)
- Koc StandardДокумент40 страницKoc Standardanon_867776278Оценок пока нет
- Remoteness of Impressed Current Anode Ground - UnlockedДокумент13 страницRemoteness of Impressed Current Anode Ground - UnlockedJorge LunaОценок пока нет
- FRP Repair of Corrosion-Damaged Concrete BeamsДокумент13 страницFRP Repair of Corrosion-Damaged Concrete BeamsahmadlieОценок пока нет
- Standoff AnodeДокумент43 страницыStandoff Anodehendry_hdw100% (2)
- TLG Company Profile: Vietnam Steel FabricatorДокумент35 страницTLG Company Profile: Vietnam Steel FabricatorHai NguyenОценок пока нет
- IMO PSPC ImplementationДокумент15 страницIMO PSPC ImplementationHugo Wizenberg100% (1)
- ALL NATIONS UNIVERSITY COLLEGE COURSE: OFFSHORE TECHNOLOGY PIPELINE EXTERNAL CORROSION- CP AND PIPELINE EXTERNAL COATINGSДокумент16 страницALL NATIONS UNIVERSITY COLLEGE COURSE: OFFSHORE TECHNOLOGY PIPELINE EXTERNAL CORROSION- CP AND PIPELINE EXTERNAL COATINGSDavid KanuОценок пока нет
- Codes - DNV RP-B401 - Cathodic Protection DesignДокумент46 страницCodes - DNV RP-B401 - Cathodic Protection DesignSetiadi Margono100% (2)
- 07 - Ajie Manggala Putra (TML) - 26in BOC - BOD Pipeline ReplacementДокумент8 страниц07 - Ajie Manggala Putra (TML) - 26in BOC - BOD Pipeline ReplacementSamuel JohnОценок пока нет
- CorrosionДокумент60 страницCorrosionMerul ShahОценок пока нет
- Test Methods For The Evaluation of Protective Organic CoatingsДокумент10 страницTest Methods For The Evaluation of Protective Organic Coatingsnikopigni2100% (1)
- Corrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngДокумент45 страницCorrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngAnand JadoenathmisierОценок пока нет
- 03-Part C3-3 Spec Corrosion ProtectionДокумент14 страниц03-Part C3-3 Spec Corrosion ProtectionThandabantu MagengeleleОценок пока нет
- Process Specification for Dry-Film Lubricant ApplicationДокумент13 страницProcess Specification for Dry-Film Lubricant Applicationasantori6133Оценок пока нет
- 8474l-000-Jsd-2310-001-2-Protective CoatingДокумент31 страница8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFДокумент31 страница8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- FP240Документ28 страницFP240igorisakovОценок пока нет
- Marking Materials Automotive PartsДокумент20 страницMarking Materials Automotive Partsmehmet ustunОценок пока нет
- SECTION 07 51 00 Built-Up Bituminous RoofingДокумент23 страницыSECTION 07 51 00 Built-Up Bituminous RoofingJuanPaoloYbañezОценок пока нет
- 02-02 - Paint and Protective CoatingsДокумент43 страницы02-02 - Paint and Protective CoatingsFolayemiОценок пока нет
- Dbl7391ing 0406Документ15 страницDbl7391ing 0406fjaviramiroОценок пока нет
- WSS M8P16 BДокумент16 страницWSS M8P16 Berik0007Оценок пока нет
- Teknomastic 80 Primer 8803-00 Tds enДокумент6 страницTeknomastic 80 Primer 8803-00 Tds en8q5tgtfn7tОценок пока нет
- PW 4235Документ3 страницыPW 4235Sefri SusantoОценок пока нет
- Awakening ChaplinДокумент1 страницаAwakening ChaplinSefri SusantoОценок пока нет
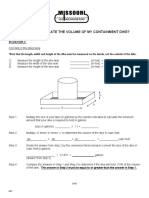
- Calculate Volume of Containment DikeДокумент2 страницыCalculate Volume of Containment DikesaikiranОценок пока нет
- Wa0002 PDFДокумент6 страницWa0002 PDFSefri Susanto100% (1)
- Diesel Fuel Tank Installation PDFДокумент19 страницDiesel Fuel Tank Installation PDFAhmed ElShoraОценок пока нет
- Business EnglishДокумент100 страницBusiness Englishanonymous9196806Оценок пока нет
- Restricting TECO revoking after order settlementДокумент4 страницыRestricting TECO revoking after order settlementMayank MevchaОценок пока нет
- Temporary Horizontal Lifeline Rope A6Документ3 страницыTemporary Horizontal Lifeline Rope A6tanu00Оценок пока нет
- The Garrison Border Town of Elvas and Its FortificationsДокумент850 страницThe Garrison Border Town of Elvas and Its FortificationsAndré SerraОценок пока нет
- Transponder Test and Configuration Unit: Kongsberg MaritimeДокумент2 страницыTransponder Test and Configuration Unit: Kongsberg MaritimecheloОценок пока нет
- Elma Combitest 419 Multifunctional Meter SpecificationsДокумент4 страницыElma Combitest 419 Multifunctional Meter SpecificationscipriancordeaОценок пока нет
- Ramsey Hobby 2 KДокумент40 страницRamsey Hobby 2 Kjsmith20Оценок пока нет
- Bhartia Infra Projects LTD.: Guwahati, Assam Test ReportДокумент13 страницBhartia Infra Projects LTD.: Guwahati, Assam Test Reportsuresh kumarОценок пока нет
- Message CodesДокумент702 страницыMessage CodesSaravanan SuryaОценок пока нет
- Glycol Dehydration UnitДокумент11 страницGlycol Dehydration UnitarispriyatmonoОценок пока нет
- Leader in Innovative Packaging Solutions: Process Operating ManualДокумент11 страницLeader in Innovative Packaging Solutions: Process Operating ManualLyonelОценок пока нет
- EndPl MomConn LSDДокумент54 страницыEndPl MomConn LSDTony RoseОценок пока нет
- GHS - Liquid (KOH Liquid)Документ12 страницGHS - Liquid (KOH Liquid)Yeniffer Geraldine guerra quispeОценок пока нет
- 078301Документ8 страниц078301avinashjhamechxОценок пока нет
- NorsokДокумент133 страницыNorsokNuzuliana EnuzОценок пока нет
- CC TC Flat BraidДокумент3 страницыCC TC Flat BraidEmul YaniОценок пока нет
- Itu-T G.664Документ20 страницItu-T G.664moneyminderОценок пока нет
- Arihant AIEEE PhysicsДокумент376 страницArihant AIEEE PhysicsYouTibe100% (3)
- Course Outline June 2020Документ3 страницыCourse Outline June 2020nurul syafiqah12Оценок пока нет
- Memory OrganisationДокумент34 страницыMemory OrganisationricketbusОценок пока нет
- BFC 31901 Structure LabsheetДокумент11 страницBFC 31901 Structure LabsheetAshyra JamilОценок пока нет
- RFQ 3894-21Документ9 страницRFQ 3894-21ZewduErkyhunОценок пока нет
- Excel Data Analytics for Engineering ApplicationsДокумент1 страницаExcel Data Analytics for Engineering ApplicationsK VadlamaniОценок пока нет
- Experienced reservoir engineer CVДокумент5 страницExperienced reservoir engineer CVyasir_irfan01Оценок пока нет
- Blastmax 50 EngДокумент96 страницBlastmax 50 EngIslenaGarciaОценок пока нет
- Saudi Aramco Test Report: DC Rectifier Testing 3-Jul-18 CP-SATR-X-3202Документ7 страницSaudi Aramco Test Report: DC Rectifier Testing 3-Jul-18 CP-SATR-X-3202karthi51289Оценок пока нет
- Microsoft Word - Dangerous Goods Declaration PDFДокумент1 страницаMicrosoft Word - Dangerous Goods Declaration PDFAlfian AnasОценок пока нет
- Chapter 1 Balancing of Rotating Masses: Sr. No. QuestionsДокумент20 страницChapter 1 Balancing of Rotating Masses: Sr. No. QuestionsKashyap ChauhanОценок пока нет
- Regal Raptor DAYTONA Euro IV Owner ManualДокумент25 страницRegal Raptor DAYTONA Euro IV Owner ManualKrzysztof Jakiś50% (2)
- 8L22HLX Parts CatalogДокумент95 страниц8L22HLX Parts CatalogRafael HerreraОценок пока нет