Вам также может понравиться
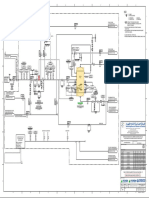
- P&id NGSS PDFДокумент7 страницP&id NGSS PDFHBNBILОценок пока нет
- Turbo ExpanderДокумент105 страницTurbo Expandermartinandrei100% (11)
- Vacuum Engineering FundamentalsДокумент33 страницыVacuum Engineering FundamentalsChristian Vargas100% (3)
- Make List - Fire FightingДокумент3 страницыMake List - Fire FightingsureshkanuboyinaОценок пока нет
- Water Mist System PDFДокумент12 страницWater Mist System PDFNguyễn Ngọc100% (1)
- Catastrophic Failure of Storage TanksДокумент6 страницCatastrophic Failure of Storage Tanksdga51Оценок пока нет
- Flare SystemДокумент68 страницFlare SystemMihir JhaОценок пока нет
- 08 Doosan TIER 4I Engine (120425)Документ13 страниц08 Doosan TIER 4I Engine (120425)Jose Rafael Ramos ChiquilloОценок пока нет
- Tank Blanketing Helps Keep Hydrocarbon Processing Facilities SafeДокумент4 страницыTank Blanketing Helps Keep Hydrocarbon Processing Facilities SafeKrishnamoorthyОценок пока нет
- Department of Defense Design Criteria StandardДокумент30 страницDepartment of Defense Design Criteria StandardAlvaro Rojas AnzolaОценок пока нет
- Failure Scenarios For VesselsДокумент24 страницыFailure Scenarios For VesselsJim WesnorОценок пока нет
- Steam From Cavitation PDFДокумент4 страницыSteam From Cavitation PDFNiculae George RazvanОценок пока нет
- Nitrogen: A Security Blanket For The Chemical Industry: Fluids and Solids HandlingДокумент6 страницNitrogen: A Security Blanket For The Chemical Industry: Fluids and Solids HandlingSubramanian RavichandranОценок пока нет
- Safety Valve Sizing Calculations As Per IBR 1950Документ2 страницыSafety Valve Sizing Calculations As Per IBR 1950santoshmane2389% (9)
- Cs15 Gas Tank Cleaning Degassing 1997Документ12 страницCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- GTC Waste To EnergyДокумент14 страницGTC Waste To EnergyaleedibuiОценок пока нет
- Oxygen Plant Safety PrinciplesДокумент10 страницOxygen Plant Safety Principleshwang2Оценок пока нет
- Explosion Protection For Coal Grinding PlantДокумент36 страницExplosion Protection For Coal Grinding PlantMike WoodwardОценок пока нет
- Dust Testing For DSEAR and ATEX Complian PDFДокумент16 страницDust Testing For DSEAR and ATEX Complian PDFSawita LertsupochavanichОценок пока нет
- Warsash - AFF Course PDFДокумент103 страницыWarsash - AFF Course PDFrenzwar100% (3)
- Flashback Mechanisms in Lean Premixed Gas Turbine CombustionОт EverandFlashback Mechanisms in Lean Premixed Gas Turbine CombustionОценок пока нет
- DSEAR Dust ExplosionsДокумент16 страницDSEAR Dust ExplosionsSaqib Nazir100% (1)
- IAC PAC Power Plant BarhДокумент19 страницIAC PAC Power Plant BarhMohammad AtaullahОценок пока нет
- Case Study: Barton SolventsДокумент14 страницCase Study: Barton SolventsVan Sot100% (1)
- Q1 Catalyst CatastrophesДокумент6 страницQ1 Catalyst CatastrophesGhulam RasoolОценок пока нет
- Protect Tanks From Overpressure and Vacuum PDFДокумент7 страницProtect Tanks From Overpressure and Vacuum PDFJohn SmithОценок пока нет
- Water Deluge Protection of LPGДокумент20 страницWater Deluge Protection of LPGVivi OktaviantiОценок пока нет
- Lesson Learned in SafetyДокумент7 страницLesson Learned in Safetybilalabdulmajeed100% (1)
- NRG 200Документ64 страницыNRG 200Rahul LavandОценок пока нет
- LNG Safety ReportДокумент14 страницLNG Safety ReportDavid Lincoln100% (2)
- ANSUL - Fire Protection Solutions For LNGДокумент29 страницANSUL - Fire Protection Solutions For LNGErwinОценок пока нет
- Flare Deflagration Incident at Rohm and Haas: DesaiДокумент2 страницыFlare Deflagration Incident at Rohm and Haas: DesaiNoel Federer SarkarОценок пока нет
- Prugh ModelДокумент17 страницPrugh ModelakilanОценок пока нет
- Parker Tank Blanketing White Paper PDFДокумент4 страницыParker Tank Blanketing White Paper PDFshashi kant kumarОценок пока нет
- BlanketingДокумент5 страницBlanketingasmiОценок пока нет
- The Evaluation and Control of Hazard DT Self HeatingДокумент9 страницThe Evaluation and Control of Hazard DT Self HeatingNyhcnawОценок пока нет
- CNF 1994autoignitioncombustiblefluidsДокумент11 страницCNF 1994autoignitioncombustiblefluidstiger sharkОценок пока нет
- Lessons Learned From Recent Process Safety IncidentsДокумент7 страницLessons Learned From Recent Process Safety IncidentsMohamed AhmedОценок пока нет
- Flammable Hazards in Sewerage SystemsДокумент81 страницаFlammable Hazards in Sewerage SystemsKarel OstenОценок пока нет
- PPS - Static ElectricityДокумент5 страницPPS - Static ElectricityMANISHОценок пока нет
- 2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2KДокумент20 страниц2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2Kjesus_manrique2753Оценок пока нет
- SPE Paper 69679Документ11 страницSPE Paper 69679Nicholas Garrett100% (2)
- Vess FireДокумент21 страницаVess FirecsОценок пока нет
- Flame Temperature in Oil Fired Fuel Burning Equipment and Its Relationship To Carbonaceous Particulate EmissionsДокумент5 страницFlame Temperature in Oil Fired Fuel Burning Equipment and Its Relationship To Carbonaceous Particulate EmissionsazmanОценок пока нет
- Electrostatic Hazards in Brief - pp13-16Документ4 страницыElectrostatic Hazards in Brief - pp13-16Soeryanto SlametОценок пока нет
- Is9 2008Документ5 страницIs9 2008eng.tomasoniОценок пока нет
- Buncefield XXI Paper 094Документ12 страницBuncefield XXI Paper 094Ricardo CarrerОценок пока нет
- Modelling The Environmental Consequences of Fires in WarehousesДокумент12 страницModelling The Environmental Consequences of Fires in WarehousesArcangelo Di TanoОценок пока нет
- APL 13 04 McClure - CombДокумент8 страницAPL 13 04 McClure - CombscgmzhtftyОценок пока нет
- JournalOfLossPreventionInTheProcessIndustries v14 P475to487Документ13 страницJournalOfLossPreventionInTheProcessIndustries v14 P475to487SapphireОценок пока нет
- Chapter2 Basics ExДокумент6 страницChapter2 Basics Exiin sukniaОценок пока нет
- Tank Washing RisksДокумент5 страницTank Washing RisksmavericksailorОценок пока нет
- Safetygram #33: The Hazards of Oxygen and Oxygen-Enriched MixturesДокумент5 страницSafetygram #33: The Hazards of Oxygen and Oxygen-Enriched MixturesPrakash22462Оценок пока нет
- 1 s2.0 S001021802100328X MainДокумент11 страниц1 s2.0 S001021802100328X Mainraphael.lomonacoОценок пока нет
- j13 09 8hhgtДокумент22 страницыj13 09 8hhgtJuan PozoОценок пока нет
- Paper46 Hazards 23Документ9 страницPaper46 Hazards 23Nadia AfifahОценок пока нет
- Price 1998Документ11 страницPrice 1998LỢI NGUYỄN CÔNGОценок пока нет
- Halm 2017Документ15 страницHalm 2017anuragОценок пока нет
- Safety Risks in Vocs Treatment Process of Oil Storage Tank FarmsДокумент7 страницSafety Risks in Vocs Treatment Process of Oil Storage Tank FarmsPriyo DjatmikoОценок пока нет
- Potential For Major Explosions From Crude Oil Pipeline Releases in Varied TerrainДокумент6 страницPotential For Major Explosions From Crude Oil Pipeline Releases in Varied TerrainSubhradeb PramanikОценок пока нет
- Evaluation of Firepots and Gel Fuels: NIST Technical Note 1791Документ13 страницEvaluation of Firepots and Gel Fuels: NIST Technical Note 1791jkhgvdj mnhsnjkhgОценок пока нет
- Nitrogen and Its Use in Bulk Liquid Transport: Standard Safety, Tankers May 2016Документ2 страницыNitrogen and Its Use in Bulk Liquid Transport: Standard Safety, Tankers May 2016sajjadyasinОценок пока нет
- AB AA-92-8338: As AsДокумент1 страницаAB AA-92-8338: As AsKumbamОценок пока нет
- Myths and Facts About Hydrogen Hazards: C H E M I C A L E N G I N E E R I N GДокумент6 страницMyths and Facts About Hydrogen Hazards: C H E M I C A L E N G I N E E R I N GZbigОценок пока нет
- 6 - Mine Fires and ExplosionsДокумент38 страниц6 - Mine Fires and ExplosionsSude Yağmur ÇalışırОценок пока нет
- Case Histories of Incidents in Heated Bitumen Storage TanksДокумент5 страницCase Histories of Incidents in Heated Bitumen Storage TanksJohn SmithОценок пока нет
- Technology: Handbook of Vacuum PhysicsОт EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckОценок пока нет
- Steam Turbines PDFДокумент8 страницSteam Turbines PDFIndra PratamaОценок пока нет
- Numerical Analysis of A Hypersonic Turbulent and LДокумент13 страницNumerical Analysis of A Hypersonic Turbulent and LDANUSH DATTHATHIREYAN KОценок пока нет
- PG Si 0039 en WebДокумент2 страницыPG Si 0039 en Webb82monicaОценок пока нет
- Process OperatorДокумент2 страницыProcess Operatorapi-78201706Оценок пока нет
- Nomenclature For Gpsa Engineering Data Book, 12 Ed - Section 9, Heat ExchangersДокумент8 страницNomenclature For Gpsa Engineering Data Book, 12 Ed - Section 9, Heat ExchangerstizeskiОценок пока нет
- Gail India LTD VijaipurДокумент13 страницGail India LTD Vijaipuranshul21Оценок пока нет
- Mini VRF specification-AHRДокумент1 страницаMini VRF specification-AHRКирилл ЛевкевичОценок пока нет
- L2 Transmission of Power by PipelineДокумент15 страницL2 Transmission of Power by PipelineOPOОценок пока нет
- Refrigeration & Air Conditioning: ME 170: Fundamentals of Mechanical Engineering (Model Lab)Документ52 страницыRefrigeration & Air Conditioning: ME 170: Fundamentals of Mechanical Engineering (Model Lab)Umair MueedОценок пока нет
- Proyecto de InglesДокумент2 страницыProyecto de InglesDiego Manosalva OrtizОценок пока нет
- Model 4Wg 100 - 800 HP Boilers: Table A3-8. 4Wg Low Nox Dimensions - Hot WaterДокумент4 страницыModel 4Wg 100 - 800 HP Boilers: Table A3-8. 4Wg Low Nox Dimensions - Hot WatersebaversaОценок пока нет
- VPARL1998 99no61Документ292 страницыVPARL1998 99no61chemsac2Оценок пока нет
- Introduction To MatlabДокумент182 страницыIntroduction To MatlabGopik AnandОценок пока нет
- General Design ProcedureДокумент5 страницGeneral Design ProcedureMutiaraОценок пока нет
- Ramson Steam Boiler RateДокумент9 страницRamson Steam Boiler Ratenagagop930Оценок пока нет
- Answer: AДокумент6 страницAnswer: AAduchelab AdamsonuniversityОценок пока нет
- Bahan Kuliah Fluida (2016) PDFДокумент86 страницBahan Kuliah Fluida (2016) PDFReinhard Tetap SemangatОценок пока нет
- Electrical Driven 2 Stage T 30 Series High Pressure Compressor enДокумент3 страницыElectrical Driven 2 Stage T 30 Series High Pressure Compressor enemmanuel slimОценок пока нет
- S. No Dept Equiment Name Equip. ID Calibration FreqДокумент20 страницS. No Dept Equiment Name Equip. ID Calibration FreqPrasad KasettiОценок пока нет
- Hydraulics Course FileДокумент81 страницаHydraulics Course FileSwarna LathaОценок пока нет
- AcknowledgmentsДокумент2 страницыAcknowledgmentsFernandoОценок пока нет