Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- An Overview of Design Aids For Structural SteelworkДокумент42 страницыAn Overview of Design Aids For Structural Steelworkbaska14Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Super AlloysДокумент5 страницSuper AlloysAnonymous Y98jFJОценок пока нет
- Design Guide Basement WaterproofingДокумент22 страницыDesign Guide Basement WaterproofingSevrinОценок пока нет
- Integrity of Structural Steel After Exposure To Fire PDFДокумент13 страницIntegrity of Structural Steel After Exposure To Fire PDFSevrinОценок пока нет
- Types of SpecificationДокумент36 страницTypes of SpecificationShann Hortaleza100% (2)
- Standard Temporary StructuresДокумент71 страницаStandard Temporary StructuresSevrin100% (1)
- BuidAct2011 - 00 b0 00 PDFДокумент117 страницBuidAct2011 - 00 b0 00 PDFSevrinОценок пока нет
- Opal Tower Investigation Draft Interim Report 2019-01-15Документ17 страницOpal Tower Investigation Draft Interim Report 2019-01-15SevrinОценок пока нет
- SFA Framing Guide Final 2Документ12 страницSFA Framing Guide Final 2SevrinОценок пока нет
- ThesisДокумент499 страницThesisSevrinОценок пока нет
- Vibrating Bin DischargersДокумент7 страницVibrating Bin DischargersSevrinОценок пока нет
- Underwater Concreting PDFДокумент42 страницыUnderwater Concreting PDFSevrinОценок пока нет
- Unit 6B CORROSIONДокумент19 страницUnit 6B CORROSIONMeghana SОценок пока нет
- MC Ques Eng H2SO4 SO2Документ31 страницаMC Ques Eng H2SO4 SO2api-3739994Оценок пока нет
- ch04 PDFДокумент28 страницch04 PDFFauzi KesumaОценок пока нет
- Dvorchak 1997Документ6 страницDvorchak 1997Subramanian SudanthiramoorthyОценок пока нет
- Solvent Based Printing Inks - AДокумент34 страницыSolvent Based Printing Inks - AAmna liaquatОценок пока нет
- 01 - Development of Synthetic Aggregate Using off-ASTM Specification Ashes - 2013Документ8 страниц01 - Development of Synthetic Aggregate Using off-ASTM Specification Ashes - 2013TRAN Viet CuongОценок пока нет
- Utility Change OrderДокумент6 страницUtility Change Ordersimeon james villacrusisОценок пока нет
- Cat 0550 Uk BD PDFДокумент52 страницыCat 0550 Uk BD PDFbelenОценок пока нет
- Progress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M KarbasiДокумент8 страницProgress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M Karbasireza torkamanОценок пока нет
- Wearing Surfaces For Timber DecksДокумент34 страницыWearing Surfaces For Timber DecksJuan Carlos Huisa ChuraОценок пока нет
- SAI Global - Watermark Certificate Pex FittingsДокумент18 страницSAI Global - Watermark Certificate Pex FittingsLogan BrownОценок пока нет
- Bisphenol Grade FKM DaikinДокумент5 страницBisphenol Grade FKM DaikinBudi Sapto AjiОценок пока нет
- 2003-Novel PEEK Membranes For Fuel Cell ApplicationsДокумент2 страницы2003-Novel PEEK Membranes For Fuel Cell Applicationssomething100% (1)
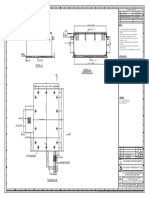
- Section - 1-1 Section - 2-2 (Showing R/F Det.) : Rajasthan State Gas LimitedДокумент1 страницаSection - 1-1 Section - 2-2 (Showing R/F Det.) : Rajasthan State Gas Limitedsumit kumarОценок пока нет
- ETABS Concrete Frame Design: ETABS 20.1.0 License # 1PWEY5GKVXGJ5BPДокумент1 страницаETABS Concrete Frame Design: ETABS 20.1.0 License # 1PWEY5GKVXGJ5BPTamilselvi MОценок пока нет
- Common Abbreviations in The Valve IndustryДокумент10 страницCommon Abbreviations in The Valve IndustryNath BoyapatiОценок пока нет
- DR Fixit 20l Roofseal Top Coat Waterproofing Coating 648Документ3 страницыDR Fixit 20l Roofseal Top Coat Waterproofing Coating 648reshmitapallaОценок пока нет
- Pds Insulyte 9Документ1 страницаPds Insulyte 9pulakjaiswal85Оценок пока нет
- Vedafeu Range HDДокумент28 страницVedafeu Range HDDan STEFANОценок пока нет
- Naffco-Psv-Pc Application ProcedureДокумент5 страницNaffco-Psv-Pc Application Procedureimad qaissouniОценок пока нет
- VernacularДокумент15 страницVernacularsunil kumarОценок пока нет
- Wagner's Pinkenba WharfДокумент43 страницыWagner's Pinkenba WharfH AnimeОценок пока нет
- 4.B. Detection of Copper Corrosion From Petroleum Products For Diesel (ASTM D 130-04)Документ11 страниц4.B. Detection of Copper Corrosion From Petroleum Products For Diesel (ASTM D 130-04)Rafid JawadОценок пока нет
- Dhule, Maharashtra-lINDIA: 1000TC-80Compx14Den/225x78 8-123"satinДокумент1 страницаDhule, Maharashtra-lINDIA: 1000TC-80Compx14Den/225x78 8-123"satinDeepak ThoratОценок пока нет
- Modification of Dielectric Properties, After Barium Titanate Nanoparticles Sintering, From A Thermoplastic Polymer MatrixДокумент6 страницModification of Dielectric Properties, After Barium Titanate Nanoparticles Sintering, From A Thermoplastic Polymer MatrixScarlatache VladОценок пока нет
- What Every Operator Should Know About Sodium HypochloriteДокумент2 страницыWhat Every Operator Should Know About Sodium HypochloriteMunir AbdullahОценок пока нет
- NGZAM125-Product Release GuideДокумент4 страницыNGZAM125-Product Release GuideIshmael WoolooОценок пока нет
- Sokalan RO - Performance ChemicalsДокумент8 страницSokalan RO - Performance ChemicalsshoyebОценок пока нет