Вам также может понравиться
- 02 SAMSS 011 FlangesДокумент30 страниц02 SAMSS 011 FlangesALI100% (2)
- 01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsДокумент18 страниц01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsWHWEN100% (1)
- 02-Samss-011, 01.08.2018Документ35 страниц02-Samss-011, 01.08.2018Rami ELLOUMIОценок пока нет
- 01-SAMMS-046 Stainless PipeДокумент11 страниц01-SAMMS-046 Stainless PipesureshОценок пока нет
- 02 Samss 013Документ18 страниц02 Samss 013Kiran NikateОценок пока нет
- 09-SAMSS-069 - Epoxy Coating For Atmospheric Service PDFДокумент10 страниц09-SAMSS-069 - Epoxy Coating For Atmospheric Service PDFsuresh_viki100% (1)
- Saes L 109Документ16 страницSaes L 109Abdullah RiazОценок пока нет
- Saes H 200Документ9 страницSaes H 200راجہ شہزاد انورОценок пока нет
- 04 SAMSS 005 Check ValvesДокумент9 страниц04 SAMSS 005 Check ValvesShino UlahannanОценок пока нет
- SAES-L-132 PDF Download - Material Selection For Piping Systems - PDFYARДокумент6 страницSAES-L-132 PDF Download - Material Selection For Piping Systems - PDFYARZahidRafique100% (1)
- Saes L 130Документ5 страницSaes L 130Ahmed Kabel100% (1)
- Materials For Sour Service Nao SPC D MW 001Документ26 страницMaterials For Sour Service Nao SPC D MW 001Tahir AlzuhdОценок пока нет
- 01-SAMSS-333-HF Welded Line Pipe PDFДокумент35 страниц01-SAMSS-333-HF Welded Line Pipe PDFmunnaОценок пока нет
- Saep 324Документ13 страницSaep 324Up WeldОценок пока нет
- 175 000003 PDFДокумент1 страница175 000003 PDFSohail TisekarОценок пока нет
- 02 Samss 008Документ11 страниц02 Samss 008inatt101Оценок пока нет
- 09-SAMSS-089 Shop Applied FBE Coating Jan 2018Документ28 страниц09-SAMSS-089 Shop Applied FBE Coating Jan 2018Ahmed & Rehana MoinuddinОценок пока нет
- 09 Samss 069Документ10 страниц09 Samss 069Selvakpm06Оценок пока нет
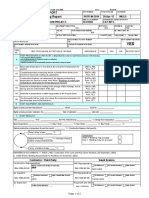
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form)Документ2 страницыSaudi Aramco Test Report Pre-Pressure Test Checklist (Form)Rijwan MohammadОценок пока нет
- 09 Samss 091Документ27 страниц09 Samss 091AbhilashОценок пока нет
- SAES-L-133 PDF Download - Corrosion Protection Requirements - PDFYARДокумент6 страницSAES-L-133 PDF Download - Corrosion Protection Requirements - PDFYARZahidRafique100% (1)
- Mesc Spe 74 001 2016Документ7 страницMesc Spe 74 001 2016Salahuddin FarooquiОценок пока нет
- Dep 30.10.02.31 2017 Metallic Materials - Prevention of Brittle Fracture in NewДокумент18 страницDep 30.10.02.31 2017 Metallic Materials - Prevention of Brittle Fracture in NewRubén Crespo MartínezОценок пока нет
- SP-1136 Cathodic Protection DrawingsДокумент4 страницыSP-1136 Cathodic Protection Drawingshappale2002Оценок пока нет
- Saep 1200Документ9 страницSaep 1200Anonymous 4IpmN7On100% (1)
- 76 204 16Документ7 страниц76 204 16finiteinjusticeОценок пока нет
- Saes A 206Документ16 страницSaes A 206Malcolm F Beall100% (1)
- SAMSS New StandardДокумент25 страницSAMSS New Standardlhanx2100% (1)
- 01 Samss 042Документ38 страниц01 Samss 042বিপ্লব পালОценок пока нет
- 01 Samss 031Документ3 страницы01 Samss 031Awais CheemaОценок пока нет
- Saudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsДокумент6 страницSaudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsAbdul HannanОценок пока нет
- 04 Samss 002 PDFДокумент8 страниц04 Samss 002 PDFnadeem shaikhОценок пока нет
- Inspection and testing requirements for pipe componentsДокумент2 страницыInspection and testing requirements for pipe componentsAbu Anas M.SalaheldinОценок пока нет
- 04-SAMSS-001 Gate Valve PDFДокумент10 страниц04-SAMSS-001 Gate Valve PDFSO MOОценок пока нет
- 175 043000Документ1 страница175 043000Fahad AhmadОценок пока нет
- Alloy and Stainless Steel Forgings (Amendments/Supplements To Astm A182)Документ13 страницAlloy and Stainless Steel Forgings (Amendments/Supplements To Astm A182)Haresh Steel CentreОценок пока нет
- 04 SAMSS 051 Ball ValvesДокумент11 страниц04 SAMSS 051 Ball ValvesShino UlahannanОценок пока нет
- Materials System SpecificationДокумент7 страницMaterials System Specificationaanouar77Оценок пока нет
- 175 012000Документ2 страницы175 012000Abu Anas M.SalaheldinОценок пока нет
- De-119951 Monel Sheathing InstallationДокумент8 страницDe-119951 Monel Sheathing InstallationJithuJohn100% (1)
- 32 Samss 017Документ11 страниц32 Samss 017naruto256Оценок пока нет
- Saudi Aramco Inspection ChecklistДокумент4 страницыSaudi Aramco Inspection ChecklistRijwan MohammadОценок пока нет
- Saes H 200 PDFДокумент9 страницSaes H 200 PDFSohail Aziz Ahmad Malik100% (1)
- 09 Samss 030Документ8 страниц09 Samss 030Kalanithi KasirajanОценок пока нет
- 20 - CCD Iow RefineryДокумент2 страницы20 - CCD Iow RefineryRASHEED YUSUFОценок пока нет
- Inspection & Testing Requirements Scope:: Test and Inspection PerДокумент2 страницыInspection & Testing Requirements Scope:: Test and Inspection PeraneeshjokayОценок пока нет
- Preparing Saudi Aramco Engineering StandardsДокумент9 страницPreparing Saudi Aramco Engineering StandardsDemac SaudОценок пока нет
- Sour service steel plate requirementsДокумент10 страницSour service steel plate requirementsm5416Оценок пока нет
- Saudi Aramco Pipe Inspection RequirementsДокумент2 страницыSaudi Aramco Pipe Inspection RequirementsAbu Anas M.Salaheldin100% (1)
- Saudi Aramco Test Report Temperature Tie-In Welding ReportДокумент2 страницыSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- 32 Samss 031Документ7 страниц32 Samss 031naruto256Оценок пока нет
- 04 Samss 055Документ42 страницы04 Samss 055nadeem shaikh100% (1)
- 12 Samss 023Документ20 страниц12 Samss 023fetihОценок пока нет
- Materials and Corrosion For Sour ServiceДокумент60 страницMaterials and Corrosion For Sour ServiceAnonymous QSfDsVxjZ100% (5)
- 02 Samss 012 PDFДокумент10 страниц02 Samss 012 PDFnadeem shaikhОценок пока нет
- 02-SAMSS-012Документ10 страниц02-SAMSS-012thanga balanОценок пока нет
- 02 Samss 012 PDFДокумент10 страниц02 Samss 012 PDFbmkaleОценок пока нет
- 02 Samss 012Документ10 страниц02 Samss 012bmkaleОценок пока нет
- 02-SAMSS-012 (Weld Overlay Fitting, Flanges and Spool Pieces)Документ10 страниц02-SAMSS-012 (Weld Overlay Fitting, Flanges and Spool Pieces)junaid ShahОценок пока нет
- 01 Samss 044 PDFДокумент11 страниц01 Samss 044 PDFAbdul Rahim ShaikhОценок пока нет
- NF en 12953-14Документ14 страницNF en 12953-14Prasanna UmapathyОценок пока нет
- Materials System SpecificationДокумент21 страницаMaterials System SpecificationPrasanna UmapathyОценок пока нет
- Boiler Exam Question Paper-2011Документ17 страницBoiler Exam Question Paper-2011Prasanna UmapathyОценок пока нет
- EJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 81-160Документ80 страницEJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 81-160Prasanna UmapathyОценок пока нет
- EJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 161-238 PDFДокумент78 страницEJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 161-238 PDFPrasanna UmapathyОценок пока нет
- Ibr Cal PDF FreeДокумент11 страницIbr Cal PDF FreePrasanna UmapathyОценок пока нет
- EJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 1-80Документ80 страницEJMA-Standard-9th-Ed-2008-Standards-of-the-Expansion-Join-compressed 1-80Prasanna UmapathyОценок пока нет
- Weld Repair PDFДокумент14 страницWeld Repair PDFsarjasatyodayaОценок пока нет
- The Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFДокумент36 страницThe Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFrogersampaiocostaОценок пока нет
- The Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFДокумент36 страницThe Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFrogersampaiocostaОценок пока нет
- Stainless Steel GuideДокумент22 страницыStainless Steel Guideasfarjee67% (6)
- Astm HDPE Pipe Testing ProcedureДокумент5 страницAstm HDPE Pipe Testing Procedureharkanwarsingh100% (3)
- Is 2026 1 2011 PDFДокумент31 страницаIs 2026 1 2011 PDFAravind Sampath100% (2)
- PDF Created With Fineprint Pdffactory Pro Trial VersionДокумент14 страницPDF Created With Fineprint Pdffactory Pro Trial VersionPrasanna UmapathyОценок пока нет
- Unreinforced Bellows Design Calculation Sheet: (Ejma Nineth Edition)Документ1 страницаUnreinforced Bellows Design Calculation Sheet: (Ejma Nineth Edition)TriadBellowsОценок пока нет
- MESC SPE 74-009 - 2010 - Stainless Steel Pipe To Astm A358Документ8 страницMESC SPE 74-009 - 2010 - Stainless Steel Pipe To Astm A358sathi11189Оценок пока нет
- Astm HDPE Pipe Testing ProcedureДокумент5 страницAstm HDPE Pipe Testing Procedureharkanwarsingh100% (3)
- Astm A516 (2006)Документ4 страницыAstm A516 (2006)prabha221Оценок пока нет
- 175-026600 10312016Документ2 страницы175-026600 10312016Prasanna UmapathyОценок пока нет
- ASTM Volume 01.01 Steel Piping StandardsДокумент4 страницыASTM Volume 01.01 Steel Piping StandardsPrasanna UmapathyОценок пока нет
- Saes H 204Документ33 страницыSaes H 204Rei Lizardo100% (1)
- Seamless Line Pipe DimensionДокумент1 страницаSeamless Line Pipe DimensionPrasanna UmapathyОценок пока нет
- Astm d4253-93 Test Method of Maximum IndexДокумент14 страницAstm d4253-93 Test Method of Maximum Indexhackz3003100% (1)
- Pg-586-591 - Annexure 13.1 - AllEmployeesДокумент7 страницPg-586-591 - Annexure 13.1 - AllEmployeesaxomprintОценок пока нет
- Public Relations Proposal Template: Executive SummaryДокумент3 страницыPublic Relations Proposal Template: Executive SummaryErmi SusilowatiОценок пока нет
- Barcelona Traction Case DigestДокумент3 страницыBarcelona Traction Case DigestCheCheОценок пока нет
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsДокумент39 страницUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikОценок пока нет
- S-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Документ7 страницS-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Immigrant & Refugee Appellate Center, LLCОценок пока нет
- Url Profile Results 200128191050Документ25 страницUrl Profile Results 200128191050Wafiboi O. EtanoОценок пока нет
- Statement of Purpose Lanka Venkata Raghava Ravi TejaДокумент2 страницыStatement of Purpose Lanka Venkata Raghava Ravi TejaRavi Teja LvrОценок пока нет
- FM Butterfly ValvesДокумент3 страницыFM Butterfly ValvesahsanОценок пока нет
- Validate Internet Backbone Routing and SwitchingДокумент27 страницValidate Internet Backbone Routing and SwitchingThành Trung NguyễnОценок пока нет
- EzraCohen TVMasterclass 2.0Документ10 страницEzraCohen TVMasterclass 2.0Pete PetittiОценок пока нет
- Framing Business EthicsДокумент18 страницFraming Business EthicsJabirОценок пока нет
- Tugasan HBMT 4303Документ20 страницTugasan HBMT 4303normahifzanОценок пока нет
- Acuite-India Credit Risk Yearbook FinalДокумент70 страницAcuite-India Credit Risk Yearbook FinalDinesh RupaniОценок пока нет
- Destruction FormДокумент2 страницыDestruction FormHanabishi RekkaОценок пока нет
- Circuit Project Electronic: Simple Pulse Generator by IC 555 TimerДокумент1 страницаCircuit Project Electronic: Simple Pulse Generator by IC 555 TimerM Usman RiazОценок пока нет
- Data Science Machine LearningДокумент15 страницData Science Machine LearningmagrinraphaelОценок пока нет
- Mid Semester ExaminationДокумент2 страницыMid Semester ExaminationMOHAMMED RIHANОценок пока нет
- Loctite 270™: Technical Data SheetДокумент4 страницыLoctite 270™: Technical Data SheetM Jobayer AzadОценок пока нет
- Pass Microsoft 74-343 Exam: Number: 74-343 Passing Score: 800 Time Limit: 120 Min File Version: 40.2Документ26 страницPass Microsoft 74-343 Exam: Number: 74-343 Passing Score: 800 Time Limit: 120 Min File Version: 40.2tapera_mangeziОценок пока нет
- Alcalel-Lucent WLAN OmniAcces StellarДокумент6 страницAlcalel-Lucent WLAN OmniAcces StellarJBELDОценок пока нет
- Built For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790Документ4 страницыBuilt For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790abe cedeevОценок пока нет
- Designing An Electrical Installation - Beginner GuideДокумент151 страницаDesigning An Electrical Installation - Beginner GuideFrankie Wildel100% (4)
- Draft Horse Primer Guide To Care Use of Work Horses and Mules 1977Документ396 страницDraft Horse Primer Guide To Care Use of Work Horses and Mules 1977Radu IliescuОценок пока нет
- JDC Merchanndising ActivityДокумент6 страницJDC Merchanndising ActivityShaira Sahibad100% (1)
- ADVOCACY AND LOBBYING NДокумент7 страницADVOCACY AND LOBBYING NMwanza MaliiОценок пока нет
- SC upholds invalid donation of land shareДокумент3 страницыSC upholds invalid donation of land shareAizza JopsonОценок пока нет
- Sequence 2: Greet and Seat The GuestДокумент3 страницыSequence 2: Greet and Seat The GuestNguyễn Ngọc TrâmОценок пока нет
- Efectele Crizei Economice Asupra Politicilor Pietei Muncii Din RomaniaДокумент24 страницыEfectele Crizei Economice Asupra Politicilor Pietei Muncii Din Romaniacristian_incaltarauОценок пока нет
- TT100 Viscometer: For Inline Systems ApplicationsДокумент2 страницыTT100 Viscometer: For Inline Systems ApplicationsPablo Antu Manque RodriguezОценок пока нет
- Chemistry1207 Lab 4Документ2 страницыChemistry1207 Lab 4Kayseri PersaudОценок пока нет