Вам также может понравиться
- Análisis de Fallas A Motores Fuera de LíneaДокумент21 страницаAnálisis de Fallas A Motores Fuera de LíneaAntony Jean Carlos Flores FloresОценок пока нет
- 10 Variador de VelocidadДокумент19 страниц10 Variador de VelocidadFranciss Barrios VelardeОценок пока нет
- PLC programaciónДокумент36 страницPLC programaciónJefferson Enríquez100% (1)
- Configuración de comunicación Ethernet entre PLC y HMIДокумент16 страницConfiguración de comunicación Ethernet entre PLC y HMIRodrigo Cabrera EspinozaОценок пока нет
- Inf. #05 - PLC - TECSUPДокумент25 страницInf. #05 - PLC - TECSUPBrayan0% (1)
- Lab 07 - PFbusДокумент36 страницLab 07 - PFbusEddy Berly Flores Mejia100% (1)
- Lab 01 - ASiДокумент22 страницыLab 01 - ASiArturoОценок пока нет
- L6 - PLC - Programación en Tia Portal-1Документ36 страницL6 - PLC - Programación en Tia Portal-1Ivan Jauregui VidalОценок пока нет
- 2-Practica PLC y Perifericos.Документ9 страниц2-Practica PLC y Perifericos.walter choque copariОценок пока нет
- Laboratorio 09 Transmisores de PresiónДокумент13 страницLaboratorio 09 Transmisores de PresiónBrando Collado Chuctaya50% (2)
- Control e Instrumentacion - TECSUP (Definiciones)Документ88 страницControl e Instrumentacion - TECSUP (Definiciones)joel_garcia_11275% (4)
- C5 4-2 Controladores Lógicos Programables Control Discreto 2016-1Документ31 страницаC5 4-2 Controladores Lógicos Programables Control Discreto 2016-1jhon omarОценок пока нет
- PLC I - Logo16 - Cap07Документ25 страницPLC I - Logo16 - Cap07Mario GuzmanОценок пока нет
- Laboratorio 11 Variadores de Velocidad - INFORMEДокумент38 страницLaboratorio 11 Variadores de Velocidad - INFORMEElvjs Marroquín100% (2)
- Laboratorio 4 de Sistemas de PotenciaДокумент18 страницLaboratorio 4 de Sistemas de PotenciaJuan Luis Arisaca HuancaОценок пока нет
- Bombas Alternas Simulacion Con ScadaДокумент137 страницBombas Alternas Simulacion Con ScadaCHRISTIANОценок пока нет
- Lab - 6-Protección de Sistemas Electricos de Potencia - ALVARADO - MENDOZA - GARCIA - MELENDEZДокумент26 страницLab - 6-Protección de Sistemas Electricos de Potencia - ALVARADO - MENDOZA - GARCIA - MELENDEZYordi AlvitresОценок пока нет
- Análisis de Fallas Motores Fuera de Línea.Документ22 страницыAnálisis de Fallas Motores Fuera de Línea.Juam YupanquiОценок пока нет
- Variadores de VelocidadДокумент14 страницVariadores de VelocidadHumberto Chávarri PeláezОценок пока нет
- PLC I - Logo16 - Cap01Документ21 страницаPLC I - Logo16 - Cap01Mario GuzmanОценок пока нет
- Taller N 14Документ1 страницаTaller N 14Eduardo MolleapazaОценок пока нет
- PLCДокумент86 страницPLCJorge Pablo Coll100% (5)
- Lab 01 AutomatizacionДокумент11 страницLab 01 AutomatizacionOliver Flores100% (1)
- Lab MasterДокумент23 страницыLab MasterAdya PaulaОценок пока нет
- Informe Semana 6 - Luque Bautista Willy EduardoДокумент13 страницInforme Semana 6 - Luque Bautista Willy EduardoWilly Luque BautistaОценок пока нет
- RS-485: Comunicación industrial para largas distanciasДокумент19 страницRS-485: Comunicación industrial para largas distanciasmsfctsОценок пока нет
- TECSUPДокумент13 страницTECSUPMariano Cabello Isidoro100% (1)
- Laboratorio 06 Reed Switch PotenciometricoДокумент14 страницLaboratorio 06 Reed Switch Potenciometricogianpier100% (1)
- Lab 03 Temporizadores y Contadores 2016Документ10 страницLab 03 Temporizadores y Contadores 2016Alexandra Zamata100% (1)
- Tarea 2 - PLC Logo SiemensДокумент6 страницTarea 2 - PLC Logo SiemensHugo100% (1)
- Controladores Logicos Programables ContrДокумент8 страницControladores Logicos Programables ContrMonse CabalОценок пока нет
- Variadores de Velocidad - TecsupДокумент159 страницVariadores de Velocidad - Tecsupjoule357100% (1)
- Informe 13 Control de ProcesosДокумент15 страницInforme 13 Control de ProcesosvidalОценок пока нет
- Inform Lab 14Документ16 страницInform Lab 14Cesar CuadrosОценок пока нет
- Lab 02 ModBus 2018Документ23 страницыLab 02 ModBus 2018Joelcito Pillco AlarconОценок пока нет
- Laboratorio 10 Variador de Velocidad YASKAWAДокумент17 страницLaboratorio 10 Variador de Velocidad YASKAWAClinton Christian Chipana ParisuanaОценок пока нет
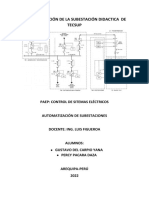
- Automatización de La Subestación Didactica de TecsupДокумент12 страницAutomatización de La Subestación Didactica de TecsupGustavo Del Carpio YanaОценок пока нет
- T8 MantenimientoДокумент18 страницT8 MantenimientoMarco Aurelio II100% (1)
- Transformadores: Descripción y tiposДокумент21 страницаTransformadores: Descripción y tiposGermanОценок пока нет
- SeguridadTrabajoLaboratorioДокумент39 страницSeguridadTrabajoLaboratorioArturo TapiaОценок пока нет
- Laboratorio 4 TemporizadoresДокумент24 страницыLaboratorio 4 Temporizadorescarlos mgОценок пока нет
- Semana 10 El Controlador Logico ProgramableДокумент24 страницыSemana 10 El Controlador Logico ProgramableEdgar Verano GonzalesОценок пока нет
- Lab 7 Estrategias de Control Tieno MillerДокумент12 страницLab 7 Estrategias de Control Tieno MillerMiller Tineo PerezОценок пока нет
- Programacion Controladores Logicos Capitulo 5Документ23 страницыProgramacion Controladores Logicos Capitulo 5Juan RobertoОценок пока нет
- Selecclon de MotoresДокумент21 страницаSelecclon de MotoresA̶l̶e̶x̶i̶s̶ Albino Chuctaya0% (1)
- Lab 03 - SecuenciadoresДокумент3 страницыLab 03 - SecuenciadoresEdison ArotaypeОценок пока нет
- Lab09 - Variador de Velocidad ACДокумент34 страницыLab09 - Variador de Velocidad ACCesar Herrera100% (1)
- Paso A Paso Tia PortalДокумент26 страницPaso A Paso Tia PortalNemalava LavaОценок пока нет
- Automatismos de Sistemas Con TIA PORTAL - 2020.1Документ16 страницAutomatismos de Sistemas Con TIA PORTAL - 2020.1Sheidrien AlvaradoОценок пока нет
- TLL11Документ4 страницыTLL11William Yoel CcalloОценок пока нет
- Modelo Strawman ASX (v1)Документ4 страницыModelo Strawman ASX (v1)Xirleis ChirinosОценок пока нет
- Laboratorio N°8 Control en Cascada vs1 TerminadoДокумент16 страницLaboratorio N°8 Control en Cascada vs1 TerminadoBriggitte Karol Alvarez VargasОценок пока нет
- Laboratorio Nro 3 - Configuración de Controladores - MultilazoДокумент7 страницLaboratorio Nro 3 - Configuración de Controladores - MultilazoBriggitte Karol Alvarez VargasОценок пока нет
- Laboratorio 14 Caracteristicas de Los Procesos PDFДокумент17 страницLaboratorio 14 Caracteristicas de Los Procesos PDFjuanОценок пока нет
- Avance - Aplicaciones - Lab 05Документ19 страницAvance - Aplicaciones - Lab 05Ulfer FloresОценок пока нет
- Informe AT1 Excavadora.Документ23 страницыInforme AT1 Excavadora.Fredy Apaza100% (1)
- Aplicaciones de sistemas neumáticosДокумент20 страницAplicaciones de sistemas neumáticosWilly Luque BautistaОценок пока нет
- Efectos Del Mobbing Laboral y Cómo EnfrentarloДокумент15 страницEfectos Del Mobbing Laboral y Cómo EnfrentarloNando NeiraОценок пока нет
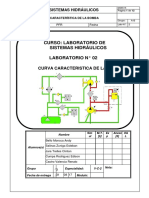
- Curva Caracteristica de La BombaДокумент12 страницCurva Caracteristica de La BombaClinton Jara TrellesОценок пока нет
- 8 D'sДокумент4 страницы8 D'sCHRISTIAN JONATHAN MOREDIA PADILLAОценок пока нет
- S01.s1 PresentaciónДокумент17 страницS01.s1 PresentaciónJørGë LûIs KBânâ HêrrêRaОценок пока нет
- S12.s1 Conflictos Sociales, Mecanismos de Solución (Material Alumnos)Документ6 страницS12.s1 Conflictos Sociales, Mecanismos de Solución (Material Alumnos)JørGë LûIs KBânâ HêrrêRaОценок пока нет
- NoticiasДокумент9 страницNoticiasJørGë LûIs KBânâ HêrrêRaОценок пока нет
- 10 Ética Profesional y Valores PDFДокумент14 страниц10 Ética Profesional y Valores PDFroyer quispeОценок пока нет
- RHINOCEROSДокумент2 страницыRHINOCEROSJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Listado de CompetenciasДокумент17 страницListado de Competenciasgabriel chunga yucraОценок пока нет
- MaterialesДокумент11 страницMaterialesJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Actividad 2 PDPДокумент1 страницаActividad 2 PDPJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Tabla de Conectores Lógicos-1Документ3 страницыTabla de Conectores Lógicos-1JørGë LûIs KBânâ HêrrêRaОценок пока нет
- Manual TraducidoДокумент552 страницыManual TraducidoJørGë LûIs KBânâ HêrrêRaОценок пока нет
- La EmpleabilidadДокумент12 страницLa EmpleabilidadJ. CesОценок пока нет
- Asia 220kv ModeloДокумент1 страницаAsia 220kv ModeloJørGë LûIs KBânâ HêrrêRaОценок пока нет
- 9 Compendio de La Realidad PolíticaДокумент13 страниц9 Compendio de La Realidad PolíticaJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Listado de CompetenciasДокумент17 страницListado de Competenciasgabriel chunga yucraОценок пока нет
- Final (Autoguardado)Документ22 страницыFinal (Autoguardado)JørGë LûIs KBânâ HêrrêRaОценок пока нет
- Calculo de Ajustes para La Funcion 50hДокумент1 страницаCalculo de Ajustes para La Funcion 50hJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Calculo de Ajustes para La Funcion 50HДокумент27 страницCalculo de Ajustes para La Funcion 50HJørGë LûIs KBânâ HêrrêRaОценок пока нет
- 12A Entrevista LaboralДокумент15 страниц12A Entrevista LaboralJørGë LûIs KBânâ HêrrêRaОценок пока нет
- PRODUCTOS ARTIPLAYER Resumen.Документ4 страницыPRODUCTOS ARTIPLAYER Resumen.JørGë LûIs KBânâ HêrrêRaОценок пока нет
- 9.-Control Con PLCДокумент18 страниц9.-Control Con PLCJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Lab 05 AutotrafosДокумент11 страницLab 05 AutotrafosJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Lab 05 AutotrafosДокумент11 страницLab 05 AutotrafosJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Clase 2 LaboratorioДокумент8 страницClase 2 LaboratorioJørGë LûIs KBânâ HêrrêRaОценок пока нет
- 7SD5xx Manual A1 V040005 EsДокумент744 страницы7SD5xx Manual A1 V040005 EsRodriguez Villalobos NelsonОценок пока нет
- Práctica Dirigida 02Документ4 страницыPráctica Dirigida 02JørGë LûIs KBânâ HêrrêRaОценок пока нет
- Compresor Estacionario Jdjdconstruccion Del MoldeadorДокумент10 страницCompresor Estacionario Jdjdconstruccion Del MoldeadorJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Lab 7 Automatizacion IndustrialДокумент13 страницLab 7 Automatizacion IndustrialJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Clase 1 LaboratorioДокумент14 страницClase 1 LaboratorioJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Conclusiones Como Jefe de RRHHДокумент1 страницаConclusiones Como Jefe de RRHHJørGë LûIs KBânâ HêrrêRaОценок пока нет
- Informe Ejecutivo de Auditoria Del Departamento de MarketingДокумент3 страницыInforme Ejecutivo de Auditoria Del Departamento de MarketingdforondahinojosaОценок пока нет
- LA 1427 01027 A Desarrollo Calidad Vida V1 PDFДокумент291 страницаLA 1427 01027 A Desarrollo Calidad Vida V1 PDFNoemiRodriguezОценок пока нет
- Certificación software aeroespacial seguridad críticaДокумент19 страницCertificación software aeroespacial seguridad críticaCesar UAОценок пока нет
- Impacto Tecnología EducaciónДокумент2 страницыImpacto Tecnología EducaciónPercy Romero SamanОценок пока нет
- Traductor - Buscar Con GoogleДокумент1 страницаTraductor - Buscar Con GoogleKaren Mariel Cisneros AvilaОценок пока нет
- Canvas Modelo de Negocio Business Tabla EstrategiaДокумент1 страницаCanvas Modelo de Negocio Business Tabla EstrategiaMeylin marinОценок пока нет
- Directorio Nacional de Municipalidades Provinciales Distritales y Centros Poblados 2022Документ616 страницDirectorio Nacional de Municipalidades Provinciales Distritales y Centros Poblados 2022Diana Avilés MerensОценок пока нет
- Requerimientos Mínimos para Instalación BtsДокумент3 страницыRequerimientos Mínimos para Instalación BtsL Luis RiosОценок пока нет
- Impacto de La Inteligencia Artificial en La Educacion UniversitariaДокумент12 страницImpacto de La Inteligencia Artificial en La Educacion Universitariacabezask17Оценок пока нет
- 1 Tiristores SCR TRIACДокумент23 страницы1 Tiristores SCR TRIACalejandro cardenasОценок пока нет
- Guillermo Nuñez Tareas3Документ7 страницGuillermo Nuñez Tareas3guillermo andres nuñezОценок пока нет
- Sagem s200 BootДокумент17 страницSagem s200 BootPablo Dp100% (4)
- Hoja de Vida Luis Fernando Carrillo Ortiz 17-04-2019Документ19 страницHoja de Vida Luis Fernando Carrillo Ortiz 17-04-2019Luis Fernando Carrillo OrtizОценок пока нет
- Taller 1, Unidad 1.Документ3 страницыTaller 1, Unidad 1.DANIELA MARIA ZAPATA URREGOОценок пока нет
- Libro Estrategia Competitiva Michael Porter ResumenДокумент3 страницыLibro Estrategia Competitiva Michael Porter ResumenGeMaBazarGbpRОценок пока нет
- Clase No 3 2do Parcial Prog2 08092020Документ11 страницClase No 3 2do Parcial Prog2 08092020luisОценок пока нет
- Guía Nº2 Exp. Rendimiento VolumétricoДокумент7 страницGuía Nº2 Exp. Rendimiento VolumétricoDavid GonzalezОценок пока нет
- Daniel Colard RiДокумент15 страницDaniel Colard RiCarlos Esteban Carbajal SolanoОценок пока нет
- Prog Mtto. y HV EqДокумент31 страницаProg Mtto. y HV Eqneiris pallares carreñoОценок пока нет
- FRESADORAДокумент4 страницыFRESADORAAngel De La RosaОценок пока нет
- EXAMEN FINAL - SISTEMA OPERATIVO II - Revisión Del IntentoДокумент5 страницEXAMEN FINAL - SISTEMA OPERATIVO II - Revisión Del IntentoEmilio LopezОценок пока нет
- La Seguridad Publica en MexicoДокумент11 страницLa Seguridad Publica en MexicoHugo Hernandez100% (2)
- Evaluacion Practica Procesos Constructivos Integrales y AcabadosДокумент45 страницEvaluacion Practica Procesos Constructivos Integrales y Acabadosjahtner paez morgadoОценок пока нет
- BrainstormingДокумент5 страницBrainstormingmapaletОценок пока нет
- Microsoft Word TripticoДокумент2 страницыMicrosoft Word TripticoGrisel Rodriguez0% (1)
- Metodologia PERT-CPM PDFДокумент54 страницыMetodologia PERT-CPM PDFvictorОценок пока нет
- Identidad 10FsДокумент60 страницIdentidad 10FsCIОценок пока нет
- Ensayo de Inspeccion Por UltrasonidoДокумент5 страницEnsayo de Inspeccion Por UltrasonidoPATINO ARRIAGA MIGUEL ANGEL100% (1)
- ITIC - Módulo 3 - HardwareДокумент8 страницITIC - Módulo 3 - HardwareNicole Flores V.Оценок пока нет
- Restrepo 2005Документ8 страницRestrepo 2005Sofia Arias EscobarОценок пока нет