Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Example - Vita PDFДокумент1 страницаExample - Vita PDFFarid SyazwanОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- CHAPTER 5 (Conclusion) PDFДокумент2 страницыCHAPTER 5 (Conclusion) PDFFarid SyazwanОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Chapter 1 (Intro) PDFДокумент4 страницыChapter 1 (Intro) PDFFarid SyazwanОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Appendix B1 PDFДокумент3 страницыAppendix B1 PDFFarid SyazwanОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Chapter 4 (Result and Analysis) PDFДокумент11 страницChapter 4 (Result and Analysis) PDFFarid SyazwanОценок пока нет
- Appendix A PDFДокумент2 страницыAppendix A PDFFarid SyazwanОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Chapter 2 (Literature Review) PDFДокумент16 страницChapter 2 (Literature Review) PDFFarid SyazwanОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Chapter 3 (Methodology) PDFДокумент15 страницChapter 3 (Methodology) PDFFarid SyazwanОценок пока нет
- Example - List of Appendices PDFДокумент1 страницаExample - List of Appendices PDFFarid SyazwanОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- List of Abbreviations PDFДокумент1 страницаList of Abbreviations PDFFarid SyazwanОценок пока нет
- 9.list of Tables PDFДокумент1 страница9.list of Tables PDFFarid SyazwanОценок пока нет
- Automatic Bottle Filling System ContentsДокумент3 страницыAutomatic Bottle Filling System ContentsFarid SyazwanОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Example - Acknowledgement PDFДокумент1 страницаExample - Acknowledgement PDFFarid SyazwanОценок пока нет
- Example - Abstract (BI) PDFДокумент1 страницаExample - Abstract (BI) PDFFarid SyazwanОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Example - Title PDFДокумент1 страницаExample - Title PDFFarid SyazwanОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- List of Figures PDFДокумент2 страницыList of Figures PDFFarid SyazwanОценок пока нет
- Example - Dedication PDFДокумент1 страницаExample - Dedication PDFFarid SyazwanОценок пока нет
- Example - Students Declaration PDFДокумент1 страницаExample - Students Declaration PDFFarid SyazwanОценок пока нет
- Example - Declaration of Thesis Status & Blank Page (BI)Документ2 страницыExample - Declaration of Thesis Status & Blank Page (BI)Yusra IdrusОценок пока нет
- Full Report WordДокумент76 страницFull Report WordFarid SyazwanОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Recent Trend in Electrochemical Science and TechnologyДокумент316 страницRecent Trend in Electrochemical Science and TechnologyCherry HamsteadОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Aircraft GFI Relay OperationДокумент3 страницыAircraft GFI Relay Operationraghav787Оценок пока нет
- Line Parameters Program: Frequency-Dependent ElectromagneticДокумент10 страницLine Parameters Program: Frequency-Dependent ElectromagneticAnderson JustoОценок пока нет
- Renr7885renr7885 03 Sis CMCДокумент2 страницыRenr7885renr7885 03 Sis CMCsayeed younis sadaatОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Long Line Application CARRIER-R22Документ52 страницыLong Line Application CARRIER-R22Bruce OreОценок пока нет
- Designs For Generating The Jeff Cook Effect: Dimension LaboratoriesДокумент7 страницDesigns For Generating The Jeff Cook Effect: Dimension LaboratoriesBilisuma ZewduОценок пока нет
- EN RTU500 Modules V206Документ77 страницEN RTU500 Modules V206Srinivasan SriniОценок пока нет
- 2TLC172001M0212 A Pluto Hardware Manual PDFДокумент56 страниц2TLC172001M0212 A Pluto Hardware Manual PDFVasanthan RajuОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- 1953-Schonfeld-Analogy of Hydraulic, Mechanical, Acoustic and Electric SystemsДокумент34 страницы1953-Schonfeld-Analogy of Hydraulic, Mechanical, Acoustic and Electric SystemsAndres PalacioОценок пока нет
- Prismatic Compass (Extra Note)Документ7 страницPrismatic Compass (Extra Note)Debra DeirdreОценок пока нет
- Zonk Machine AnalysisДокумент5 страницZonk Machine AnalysisRobWileyОценок пока нет
- JBL E150P, P10SW Subwoofers SMДокумент31 страницаJBL E150P, P10SW Subwoofers SMalvhann_1Оценок пока нет
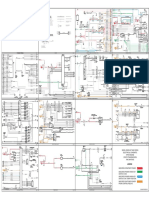
- CASE 580N Backhoe Service Manual Diagram ElectricДокумент1 страницаCASE 580N Backhoe Service Manual Diagram ElectricHarlinton descalzi87% (23)
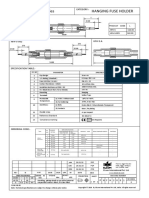
- Hanging fuse holder product detailsДокумент1 страницаHanging fuse holder product detailsbemlОценок пока нет
- Print View Options ECET Hall TicketДокумент2 страницыPrint View Options ECET Hall TicketsareenckОценок пока нет
- Ba Msf220vu e PDFДокумент8 страницBa Msf220vu e PDFSyariefОценок пока нет
- PGK 70 HBДокумент34 страницыPGK 70 HBArturo Conde (Fonkel Mexicana)Оценок пока нет
- Build Your Own Electronics ToolboxДокумент1 страницаBuild Your Own Electronics ToolboxLady Mae DomingoОценок пока нет
- Physics Paper 2 SLДокумент16 страницPhysics Paper 2 SLAbdul RaqeebОценок пока нет
- Limiting Circuits Experiment GuideДокумент31 страницаLimiting Circuits Experiment Guideعبدالرحمن النويصرОценок пока нет
- PMC-340 & 220 Catalogue (20161123S)Документ3 страницыPMC-340 & 220 Catalogue (20161123S)Ronald H SantosОценок пока нет
- Home Electrical Wiring BasicsДокумент3 страницыHome Electrical Wiring BasicswilliamII100% (2)
- CBS Series: Applications ManualДокумент17 страницCBS Series: Applications ManualABHINASH MAHOR ee12b068Оценок пока нет
- Physics Project (1) DДокумент24 страницыPhysics Project (1) DAKM KINGОценок пока нет
- UM3561A Three Siren Sound GeneratorДокумент4 страницыUM3561A Three Siren Sound GeneratorYuksel NuhogluОценок пока нет
- IEEE 4 Node Test Feeder Revised Sept. 19, 2006Документ9 страницIEEE 4 Node Test Feeder Revised Sept. 19, 2006Town Obio EteteОценок пока нет
- Experiment 2Документ3 страницыExperiment 2Gurdeep Singh SagguОценок пока нет
- LECT18: Rectangular Horn AntennasДокумент28 страницLECT18: Rectangular Horn AntennasRobert GrubeОценок пока нет
- Ellingsen 1761 Local Control Panel GuideДокумент35 страницEllingsen 1761 Local Control Panel GuidesalamrefighОценок пока нет