Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Jotun India Private Limited Chennai Office Surat Office:: ND NDДокумент4 страницыJotun India Private Limited Chennai Office Surat Office:: ND NDy2kareinОценок пока нет
- Sustainable and High Performance FacadesДокумент56 страницSustainable and High Performance Facadesy2kareinОценок пока нет
- Astm C1376-2003Документ3 страницыAstm C1376-2003y2kareinОценок пока нет
- Engineering Design Basis - CivilДокумент10 страницEngineering Design Basis - Civily2kareinОценок пока нет
- High-Performance Polycarbonate Security Solutions For FacadesДокумент42 страницыHigh-Performance Polycarbonate Security Solutions For Facadesy2kareinОценок пока нет
- Importance of Facade TestingДокумент10 страницImportance of Facade Testingy2kareinОценок пока нет
- Compression Seal TechnologyДокумент75 страницCompression Seal Technologyy2kareinОценок пока нет
- Air Water Structural Field TestingДокумент2 страницыAir Water Structural Field Testingy2kareinОценок пока нет
- Ecological PlanningДокумент12 страницEcological Planningy2kareinОценок пока нет
- Astm / Aama Water TestingДокумент3 страницыAstm / Aama Water Testingy2kareinОценок пока нет
- Code of Conduct For IGBC Third Party AssessorsДокумент1 страницаCode of Conduct For IGBC Third Party Assessorsy2kareinОценок пока нет
- Aluminium Fire StructuresДокумент38 страницAluminium Fire Structuresy2kareinОценок пока нет
- Paint and Coating Testing Manual (MNL 17) (14th Ed. of The Gardner-Sward HBK.) - J. Koleske (ASTM, 1995) WWДокумент920 страницPaint and Coating Testing Manual (MNL 17) (14th Ed. of The Gardner-Sward HBK.) - J. Koleske (ASTM, 1995) WWkmoor90% (20)
- Building Construction: Report OnДокумент15 страницBuilding Construction: Report Ony2kareinОценок пока нет
- Referral Letter - ObesityДокумент6 страницReferral Letter - Obesityy2karein67% (3)
- Thermal Performance Impacts of Center-of-Glass Deflections in Installed Insulating Glazing UnitsДокумент21 страницаThermal Performance Impacts of Center-of-Glass Deflections in Installed Insulating Glazing Unitsy2kareinОценок пока нет
- LexUriServ DoДокумент79 страницLexUriServ Doy2kareinОценок пока нет
- High Pressure Laminate (HPL) Installation InstructionДокумент17 страницHigh Pressure Laminate (HPL) Installation Instructiony2karein100% (1)
- Cradle Restraint SystemsДокумент1 страницаCradle Restraint Systemsy2kareinОценок пока нет
- Boil Test 3 Ply GlassДокумент6 страницBoil Test 3 Ply Glassy2kareinОценок пока нет
- Fall 2015Документ44 страницыFall 2015y2kareinОценок пока нет
- Techbro Wa LRДокумент44 страницыTechbro Wa LRy2kareinОценок пока нет
- Convert PDFДокумент4 страницыConvert PDFy2kareinОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 60CrMnMoA DatasheetДокумент2 страницы60CrMnMoA DatasheetKashif MohiuddinОценок пока нет
- 77 Cast Iron Electrode InstructionsДокумент2 страницы77 Cast Iron Electrode Instructionsjoaquin r.Оценок пока нет
- Support TSK CheckingДокумент14 страницSupport TSK CheckingRhangga Frandika STОценок пока нет
- Virginia Abraisves Hardwood Floor Sanding CatalogДокумент8 страницVirginia Abraisves Hardwood Floor Sanding Catalogmo2lsОценок пока нет
- Olen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça10Документ15 страницOlen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça10mare_sierraОценок пока нет
- PPC Master MarchДокумент148 страницPPC Master MarchSandip JadhavОценок пока нет
- Blasting and Paintaing ProcedureДокумент4 страницыBlasting and Paintaing ProcedureMecon HyderabadОценок пока нет
- Rust and Acid-Resistant Steels, Ferritic-AusteniticДокумент3 страницыRust and Acid-Resistant Steels, Ferritic-AusteniticKiranОценок пока нет
- ME8793 Process Planning and Cost EStimation UNIT 5 NotesДокумент26 страницME8793 Process Planning and Cost EStimation UNIT 5 NotesLEO PRAVIN PОценок пока нет
- SLV General Introduction To Welding TechnologyДокумент35 страницSLV General Introduction To Welding TechnologyMohammad Sobhan RajabiОценок пока нет
- Marshalloy MQ 4142 PHДокумент3 страницыMarshalloy MQ 4142 PH123vigenОценок пока нет
- 2 Introduction To Casting ProcessДокумент22 страницы2 Introduction To Casting ProcessLiaquat AliОценок пока нет
- KORLOY Tools Selection GuideДокумент68 страницKORLOY Tools Selection Guidejk.ibragimОценок пока нет
- Better Homes & Gardens 8 Cube Organizer ENДокумент26 страницBetter Homes & Gardens 8 Cube Organizer ENTenny SupОценок пока нет
- ANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualДокумент79 страницANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualJuanRamosОценок пока нет
- Plates and Shts-Diff.Документ1 страницаPlates and Shts-Diff.cirius_coolОценок пока нет
- Welding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2Документ2 страницыWelding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2phong NguyenduyОценок пока нет
- Casting Da 1Документ4 страницыCasting Da 1Sherin SipriОценок пока нет
- Facilitating - DECLARATIVE, PROCEDURAL and FUNCTIONAL KNOWLEDGEДокумент22 страницыFacilitating - DECLARATIVE, PROCEDURAL and FUNCTIONAL KNOWLEDGEAlexandria MacayanОценок пока нет
- Grinding, Lapping, Polishing, EDM, Laser Cut, Water Jest, EtcДокумент32 страницыGrinding, Lapping, Polishing, EDM, Laser Cut, Water Jest, EtceliiiiiiОценок пока нет
- Cataleg PSCДокумент151 страницаCataleg PSCAntônio Cesar de OliveiraОценок пока нет
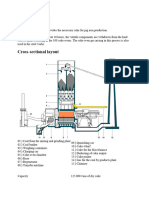
- Coking PlantДокумент7 страницCoking PlantpdiconpОценок пока нет
- Discontinuities and DefectsДокумент12 страницDiscontinuities and DefectsPatrick Dominguez100% (1)
- Heat Treatment of Metals: An OverviewДокумент36 страницHeat Treatment of Metals: An OverviewRex SabersonОценок пока нет
- Quality Casting ManualДокумент27 страницQuality Casting ManualvisitabhinavОценок пока нет
- PWM - Workflow For Structural InspectionДокумент1 страницаPWM - Workflow For Structural InspectionDruid FamilyОценок пока нет
- Rapid Prototyping and ToolingДокумент2 страницыRapid Prototyping and ToolingelangandhiОценок пока нет
- An Industrial Vist Report On Durgapur Steel PlantДокумент34 страницыAn Industrial Vist Report On Durgapur Steel PlantChandarshekar Swaminathan50% (2)
- Fabrication Verification ChecklistДокумент1 страницаFabrication Verification ChecklistOmar TocmoОценок пока нет
- 15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Документ21 страница15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Prashant Kumar mishraОценок пока нет