Вам также может понравиться
- ConveyorsДокумент17 страницConveyorsmissy forlajeОценок пока нет
- Stockpile SegregationДокумент2 страницыStockpile SegregationEdwin BatallanosОценок пока нет
- 2016-04 DIAMETER ArchitectureДокумент22 страницы2016-04 DIAMETER ArchitectureVivek ShahОценок пока нет
- Tracking FDA 0105Документ21 страницаTracking FDA 0105최문섭Оценок пока нет
- Technical ManualДокумент48 страницTechnical ManualStewart BenОценок пока нет
- Conveyor Belt PLC ProjectДокумент44 страницыConveyor Belt PLC ProjectM Tanzeel Qaisar DogarОценок пока нет
- HOMOGENIZATION OF BULK MATERIAL IN Chevron PileДокумент7 страницHOMOGENIZATION OF BULK MATERIAL IN Chevron Pilesupendra phuyal100% (1)
- QAP For Pipes For Hydrant and Sprinkler SystemДокумент3 страницыQAP For Pipes For Hydrant and Sprinkler SystemCaspian DattaОценок пока нет
- Bearing Centre and Face Width in Conveyor PulleyДокумент8 страницBearing Centre and Face Width in Conveyor PulleyPrashant MishraОценок пока нет
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsДокумент13 страницFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizОценок пока нет
- Conveyor BeltДокумент13 страницConveyor BeltRajesh KumarОценок пока нет
- Fatigue Failures of Welded Conveyor DrumsДокумент11 страницFatigue Failures of Welded Conveyor DrumsWashington MoraisОценок пока нет
- Brochure - Slide Gate Valve - Pubc-0502-SvДокумент2 страницыBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosОценок пока нет
- Telestack Hopper Feeders Brochure 2017Документ16 страницTelestack Hopper Feeders Brochure 2017Alok MehtaОценок пока нет
- Detailed EstimateДокумент6 страницDetailed EstimatePamela Joanne Falo AndradeОценок пока нет
- Iso 5293 1981Документ8 страницIso 5293 1981Rajaram JayaramanОценок пока нет
- Conveyorspt 170911094349 PDFДокумент49 страницConveyorspt 170911094349 PDFGowthaman MaruthamuthuОценок пока нет
- Design and Development of Automated Conveyor System For Material HandlingДокумент5 страницDesign and Development of Automated Conveyor System For Material HandlingNurKholisОценок пока нет
- Transfer Station Design For Iron OreДокумент7 страницTransfer Station Design For Iron Oreedmond1000Оценок пока нет
- Gravity ConveyorsДокумент49 страницGravity ConveyorsAdriel Aron DiazОценок пока нет
- IS Code For StackerДокумент20 страницIS Code For StackerManish VermaОценок пока нет
- Bateman Stacker and ReclaimerДокумент31 страницаBateman Stacker and ReclaimerADITYA_PATHAK100% (2)
- Pipe Conveyors: Optimal Solutions For Specialised HandlingДокумент6 страницPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31Оценок пока нет
- Applications & Advantages of Pipe ConveyorsДокумент4 страницыApplications & Advantages of Pipe Conveyorsayaskant751001Оценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Belt Conveyor Pulley Design - Why The FailuresДокумент9 страницBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiОценок пока нет
- SO-0031 - T316 Fs0in - 023Документ131 страницаSO-0031 - T316 Fs0in - 023Krum Kashavarov100% (2)
- Selecting A Conveyor DriveДокумент7 страницSelecting A Conveyor Drivegopi_ggg20016099Оценок пока нет
- Manufacturing Material Handling Equipment: Profile No.: 225 NIC Code: 28162Документ11 страницManufacturing Material Handling Equipment: Profile No.: 225 NIC Code: 28162Vikram PhalakОценок пока нет
- Belt Feeder Properly DesignedДокумент2 страницыBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- Extract From The Book Belt FeederДокумент93 страницыExtract From The Book Belt FeederPushp Dutt100% (1)
- Wagons Modern Bulk Material HandlingДокумент4 страницыWagons Modern Bulk Material Handlingparuchurivenkat5272Оценок пока нет
- Belt Slippage SPWP1178ENPR-01Документ2 страницыBelt Slippage SPWP1178ENPR-01JrbritoОценок пока нет
- Helix Delta T-5 - HelpДокумент274 страницыHelix Delta T-5 - Helpgkforoghan100% (1)
- Chain ConveyorsДокумент4 страницыChain Conveyorsarup11nvОценок пока нет
- Print Close: Machine DesignДокумент5 страницPrint Close: Machine DesignAnonymous CYdagIОценок пока нет
- Pneumatic Ship and Barge UnloadersДокумент6 страницPneumatic Ship and Barge Unloadersomni_partsОценок пока нет
- Conveyor Gallery - Structural Design ParameterДокумент21 страницаConveyor Gallery - Structural Design Parametershailendra rathoreОценок пока нет
- WK 10 - Material Handling System (Conveyors) 2t 2020-2021Документ65 страницWK 10 - Material Handling System (Conveyors) 2t 2020-2021Mei Lamfao100% (1)
- Conveying and StoringДокумент28 страницConveying and StoringTin Nguyen100% (1)
- Litio en Cauchari PDFДокумент387 страницLitio en Cauchari PDFJoni Guanca100% (1)
- Pipe Conveyor SystemДокумент6 страницPipe Conveyor Systemsurajit81100% (2)
- Flexowell - 2013 - EnglischДокумент5 страницFlexowell - 2013 - Englischeduardo_chaban100% (1)
- CB 160 Manual de Servicio PDFДокумент336 страницCB 160 Manual de Servicio PDFOscar Eduardo Vera Aguirre100% (2)
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalДокумент96 страниц24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrОценок пока нет
- Presentación Equipo 2Документ62 страницыPresentación Equipo 2Ruben Lopez RicoОценок пока нет
- Conveyors and TypesДокумент8 страницConveyors and TypesbhucoolsОценок пока нет
- Belt ConveyorsДокумент10 страницBelt ConveyorsRaja PalasaОценок пока нет
- Dynamics of An Overhead Crane Under A Wind Disturbance Condition - 2014Документ12 страницDynamics of An Overhead Crane Under A Wind Disturbance Condition - 2014oscar201140Оценок пока нет
- Sibre Crane Wheel SystemsДокумент13 страницSibre Crane Wheel Systemsdotsy11Оценок пока нет
- Sandwich ConvДокумент11 страницSandwich ConvVidya SagarОценок пока нет
- Mato Belt Cleaner CatalogueДокумент12 страницMato Belt Cleaner Catalogueleeyod100% (1)
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditДокумент26 страницModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317Оценок пока нет
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesДокумент22 страницыFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramОценок пока нет
- Conveyor Horizontal CurveДокумент3 страницыConveyor Horizontal Curverobbie312Оценок пока нет
- Shiploader Rev2 27may2010 PDFДокумент24 страницыShiploader Rev2 27may2010 PDFYin ThoОценок пока нет
- Pipe ConveyorДокумент4 страницыPipe Conveyor86babuОценок пока нет
- BWSR Safety Features PDFДокумент3 страницыBWSR Safety Features PDFVijayakumarVageesanОценок пока нет
- VibratingEquipmentBrochure PDFДокумент10 страницVibratingEquipmentBrochure PDFWilliam VillamizarОценок пока нет
- Heavy Duty Apron Feeder PDFДокумент2 страницыHeavy Duty Apron Feeder PDFNova HeriОценок пока нет
- Papers - Some Design Aspects For Selection of Heavy Duty Apron FeedersДокумент5 страницPapers - Some Design Aspects For Selection of Heavy Duty Apron FeedersarsanioseОценок пока нет
- Reciprocating Plate FeedersДокумент15 страницReciprocating Plate FeedersRaja NarenderОценок пока нет
- 06 Kuenzel Elevators GB 10 07Документ2 страницы06 Kuenzel Elevators GB 10 07Mauricio MpintoОценок пока нет
- Beckley - Transition Geometry - BSH - 1982!04!012Документ5 страницBeckley - Transition Geometry - BSH - 1982!04!012Emerson FerreiraОценок пока нет
- MHE (Sirawdink Getachew)Документ8 страницMHE (Sirawdink Getachew)sirawdinkgetachew15Оценок пока нет
- Ropeway Conveyor and Unloading System Using PLCДокумент3 страницыRopeway Conveyor and Unloading System Using PLCeditor_ijcatОценок пока нет
- CHS Coal Handling SystemДокумент4 страницыCHS Coal Handling SystemDang Doan NuoiОценок пока нет
- TTester 1.10k EN 140409-1Документ89 страницTTester 1.10k EN 140409-1Domingo ArroyoОценок пока нет
- Fire Safety Clauses c1 c2 c3 c4Документ221 страницаFire Safety Clauses c1 c2 c3 c4DaSa0% (1)
- Montague Gold MineДокумент6 страницMontague Gold MineChrispen MachipisaОценок пока нет
- An Introduction To Control Network PDFДокумент44 страницыAn Introduction To Control Network PDFsipteckОценок пока нет
- SW 2.7 ReadmeДокумент4 страницыSW 2.7 Readmene0botОценок пока нет
- An Ultra-Low Voltage High Gain Operational Transconductance Amplifier For Biomedical ApplicationsДокумент4 страницыAn Ultra-Low Voltage High Gain Operational Transconductance Amplifier For Biomedical Applications90413027Оценок пока нет
- Board 2Документ1 страницаBoard 2kristine_nilsen_2Оценок пока нет
- ESMF 2 Collective CLOA Environmental Social Performance CC-ESP Assessment - Latest Version - Labels - 2022-10!03!02!09!12Документ212 страницESMF 2 Collective CLOA Environmental Social Performance CC-ESP Assessment - Latest Version - Labels - 2022-10!03!02!09!12Liko DollОценок пока нет
- Mup LabДокумент4 страницыMup LabAbhishek SinghОценок пока нет
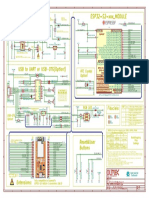
- ESP32 S2 DevKit Lipo - Rev - B1Документ1 страницаESP32 S2 DevKit Lipo - Rev - B1Inventor TestОценок пока нет
- 2011-10-23 Slipstream Service Pack 2 For Forefront TMG 2010Документ7 страниц2011-10-23 Slipstream Service Pack 2 For Forefront TMG 2010crisao23Оценок пока нет
- DocumentДокумент32 страницыDocumentmnasiriqbal786Оценок пока нет
- Et101 - Electrical Technology Experiment 2 Part A Topic: Ohm'S Law ObjectivesДокумент8 страницEt101 - Electrical Technology Experiment 2 Part A Topic: Ohm'S Law ObjectivesAugustine JR RobertОценок пока нет
- PTFE Membrane FiltersДокумент2 страницыPTFE Membrane FiltersZeeshanAsadОценок пока нет
- 16N60 Fairchild SemiconductorДокумент10 страниц16N60 Fairchild SemiconductorPop-Coman SimionОценок пока нет
- Rebar Vs AnchorДокумент22 страницыRebar Vs AnchorHenry TuganoОценок пока нет
- Task 4 M5 LA3Документ5 страницTask 4 M5 LA3aristyОценок пока нет
- Inorganic Materials and Nanoparticles Lecture HandoutДокумент48 страницInorganic Materials and Nanoparticles Lecture HandoutJorge Humberto Flores AvilaОценок пока нет
- The Desc Quality Program For Electronic PartsДокумент6 страницThe Desc Quality Program For Electronic PartsmoaОценок пока нет
- PG Productnews Pumps 01/2016Документ8 страницPG Productnews Pumps 01/2016Устюгов СергейОценок пока нет
- Black BoxДокумент25 страницBlack BoxMohan Rama SwamyОценок пока нет
- Declaration of Conformity: (Acc. To ISO/IEC 17050-1)Документ2 страницыDeclaration of Conformity: (Acc. To ISO/IEC 17050-1)Kiril AckovskiОценок пока нет
- Installation Instructions USB v1.0.21Документ3 страницыInstallation Instructions USB v1.0.21Luis Alvaro MolinaОценок пока нет