Вам также может понравиться
- Chicas ChismosasДокумент1 страницаChicas ChismosasJoan Jacome SV-15-Оценок пока нет
- INFORME ListoДокумент19 страницINFORME ListoKatherine BazanОценок пока нет
- Perfil de Cargo Psicólogo Organizacional HospitalДокумент2 страницыPerfil de Cargo Psicólogo Organizacional HospitalJoaquin Enrique Sepulveda AravenaОценок пока нет
- Reclutamiento 3.0Документ28 страницReclutamiento 3.0CaruMica BrujitaОценок пока нет
- Lecciones AprendidasДокумент2 страницыLecciones AprendidasEdwin Antonio Umaña ReyesОценок пока нет
- Trabajo Pruebas Psicometricas Elaboracion Del Anamnesis y Interpretacion Millon IiiДокумент2 страницыTrabajo Pruebas Psicometricas Elaboracion Del Anamnesis y Interpretacion Millon IiiJOSE EDGAR NIÑO VALIENTE0% (1)
- AgunsaДокумент9 страницAgunsaNicolas VeraОценок пока нет
- Comp. Org. - Plan de Intervención - PLAZA VEAДокумент28 страницComp. Org. - Plan de Intervención - PLAZA VEAXiomara Vasquez ZeladaОценок пока нет
- Diapositivas Analista de PlanillasДокумент11 страницDiapositivas Analista de Planillas05-ES-HU-LUIS ALFREDO MONTES PATIÑOОценок пока нет
- Marco Teórico AutocontrolДокумент21 страницаMarco Teórico AutocontrolVanessa Llantoy ParraОценок пока нет
- Caso Empresa Dalia-Grupo 1Документ2 страницыCaso Empresa Dalia-Grupo 1DELIA LISBETH ALAMA CASTROОценок пока нет
- Monografia Modelo CognitivoДокумент19 страницMonografia Modelo CognitivoWendolyn Sabrina Cabello Trujillo100% (1)
- CASO #Personalidad PatológicaДокумент3 страницыCASO #Personalidad PatológicaRaulGabrielMendozaHuaman100% (1)
- Guia de AutoanalisisДокумент11 страницGuia de AutoanalisisLurefa Prevencion RequenaОценок пока нет
- Inventario de Personalidad-EysДокумент4 страницыInventario de Personalidad-EysWilson Cesar Tarazona BerasteinОценок пока нет
- Informe Final - Practicas PreДокумент7 страницInforme Final - Practicas PreConny valeska Retamozo RamírezОценок пока нет
- Test de Nivel de AsertividadДокумент7 страницTest de Nivel de AsertividadMark Gallegos MezaОценок пока нет
- Test de MotivacionДокумент2 страницыTest de MotivacionLucero Anahi Garcia ReyesОценок пока нет
- Preguntas LiderazgoДокумент2 страницыPreguntas LiderazgoAylin Esparza puenteОценок пока нет
- Segmento de Mercado Recursos HumanosДокумент5 страницSegmento de Mercado Recursos HumanosEdwin SantiagoОценок пока нет
- Preguntas Caso de Las TermitasДокумент2 страницыPreguntas Caso de Las TermitasSusanMarieRodriguezОценок пока нет
- Joselin ChambucoДокумент59 страницJoselin ChambucoJOSELIN ADRIANAОценок пока нет
- Caso Andrea Cunmigham"Документ4 страницыCaso Andrea Cunmigham"Juan David Briceño Neyra100% (1)
- Escala de Estresor LaboralДокумент10 страницEscala de Estresor LaboralAnonymous 2JupMvsnPRОценок пока нет
- Técnicas Situacionales Del Assessment CenterДокумент9 страницTécnicas Situacionales Del Assessment CenterIpro9Оценок пока нет
- Capacidad de Aprendizaje Call CenterДокумент3 страницыCapacidad de Aprendizaje Call CenterPatricia EspinozaОценок пока нет
- Dinámica de GruposДокумент4 страницыDinámica de GruposGianni GiuffraОценок пока нет
- Informe de Evaluacion MilyДокумент3 страницыInforme de Evaluacion MilyMila TqОценок пока нет
- Glosario Ilustrado 2Документ1 страницаGlosario Ilustrado 2Isbella BulnesОценок пока нет
- PDF Manual Escala de Motivacion Lab CompressДокумент7 страницPDF Manual Escala de Motivacion Lab CompressFabrizio RizzatiОценок пока нет
- FT Nuevas Tendencias en Psicologia OrganizacionalДокумент2 страницыFT Nuevas Tendencias en Psicologia OrganizacionalangieОценок пока нет
- Examen Parcial II Desarrollo OrganizacionalДокумент4 страницыExamen Parcial II Desarrollo OrganizacionalALEXANDRA GIANELLA GARCIA ESPEJOОценок пока нет
- Proceso Administrativo de La CapacitacionДокумент1 страницаProceso Administrativo de La CapacitacionDIANA0403Оценок пока нет
- Indicadores ServqualДокумент4 страницыIndicadores ServqualPedro EspinozaОценок пока нет
- Caso SamsungДокумент19 страницCaso SamsungNEFI DANIEL OLAYA ZAVALETAОценок пока нет
- EloДокумент11 страницElokerlyОценок пока нет
- Cuestionario de Karasek Modificaco Estudio de CasoДокумент10 страницCuestionario de Karasek Modificaco Estudio de Casoyaropel100% (2)
- Motivacion Satisfaccion Laboral Villarreal Cueva Maria MaribelДокумент110 страницMotivacion Satisfaccion Laboral Villarreal Cueva Maria MaribelYanet Jorquera Canales100% (3)
- Jenifer Elizabeth Vizñay Castillo - Caso Chicas ChismosasДокумент3 страницыJenifer Elizabeth Vizñay Castillo - Caso Chicas ChismosasJenifer VizñayОценок пока нет
- Diapositiva Test EysenckДокумент13 страницDiapositiva Test EysenckMargot Quispe Quispe100% (1)
- Modelo de Negoci de CanvasДокумент86 страницModelo de Negoci de CanvasPrapamobileОценок пока нет
- Formato Racion A e InstructivoДокумент2 страницыFormato Racion A e InstructivoSthendalAdamTrellesОценок пока нет
- 3.3.4.la Disciplina LaboralДокумент3 страницы3.3.4.la Disciplina LaboralDavid BarreraОценок пока нет
- Clima Laboral ProgramaДокумент23 страницыClima Laboral ProgramaFabian ZuñigaОценок пока нет
- Organizaciones VolcanДокумент5 страницOrganizaciones Volcancamilo hernandezОценок пока нет
- Ficha Tecnica Clima LaboralДокумент4 страницыFicha Tecnica Clima LaboralScarly CiezaОценок пока нет
- Caso Metalurgica Santa Rita S.AДокумент3 страницыCaso Metalurgica Santa Rita S.AMiguel FajardoОценок пока нет
- Examen - Parcial I - HABILIDADESДокумент4 страницыExamen - Parcial I - HABILIDADESTania Chumacero Ancajima100% (1)
- Informe de Interes y Aptitudes VocacionalesДокумент7 страницInforme de Interes y Aptitudes VocacionalesCESAR ROJAS GUEVARAОценок пока нет
- Asuntos PendientesДокумент3 страницыAsuntos PendientesOnnie Shoppy100% (1)
- EMPRESA DE INGENIERÍA Y CONSTRUCCIÓN ICONEG E.I.R.L. Huancayo, Junio Del 2016Документ43 страницыEMPRESA DE INGENIERÍA Y CONSTRUCCIÓN ICONEG E.I.R.L. Huancayo, Junio Del 2016CRISTIAN QUELMIS VILCA HUARACHIОценок пока нет
- Informe Perfil de PuestoДокумент15 страницInforme Perfil de PuestoMariela RojasОценок пока нет
- Edco DimensionesДокумент3 страницыEdco DimensionesKarely ZañudoОценок пока нет
- Protocolo Virtual Admision 2020 Iestp Huaycan Servidor 28 AbrilДокумент4 страницыProtocolo Virtual Admision 2020 Iestp Huaycan Servidor 28 AbrilPaul David Mayhua QuichcaОценок пока нет
- Proyecto de R.S Grupo PsicologíaДокумент21 страницаProyecto de R.S Grupo PsicologíaJavi LlacalОценок пока нет
- TESIS Satisfacción Laboral y Relaciones Interpersonales en Los Colaboradores de Pizza Hut (Autoguardado)Документ93 страницыTESIS Satisfacción Laboral y Relaciones Interpersonales en Los Colaboradores de Pizza Hut (Autoguardado)Viviana Romero Carlin33% (3)
- P 1COILA MURILLO PAMELAДокумент5 страницP 1COILA MURILLO PAMELAGabriel Barreda Zegarra100% (1)
- Ficha Tecnica TatДокумент2 страницыFicha Tecnica TatMariana GuadarramaОценок пока нет
- Estudio de Casos Grupo 1Документ5 страницEstudio de Casos Grupo 1Yan Carlos Cordova FloresОценок пока нет
- MotivaciónДокумент7 страницMotivaciónAndresОценок пока нет
- Fuad Chirinos Tarea 3Документ6 страницFuad Chirinos Tarea 3Eliu ChirinosОценок пока нет
- GraciasДокумент1 страницаGraciasanon-655885Оценок пока нет
- Condensado de Partes Mensuales Alumnos JunioДокумент1 страницаCondensado de Partes Mensuales Alumnos JunioEliu ChirinosОценок пока нет
- Fuad Chirinos Tarea 2Документ4 страницыFuad Chirinos Tarea 2Eliu ChirinosОценок пока нет
- Tarea 1 FOROДокумент2 страницыTarea 1 FOROEliu ChirinosОценок пока нет
- Tarea 2 FOROДокумент1 страницаTarea 2 FOROEliu ChirinosОценок пока нет
- Capitulo01 DESARROLLO DEL AUTOCONOCIMIENTO PDFДокумент37 страницCapitulo01 DESARROLLO DEL AUTOCONOCIMIENTO PDFRoberto Alfaro ArriolaОценок пока нет
- Foro#3Документ1 страницаForo#3Eliu ChirinosОценок пока нет
- FORO#1Документ1 страницаFORO#1Eliu ChirinosОценок пока нет
- FuadChirinosTarea1 EnviadaДокумент2 страницыFuadChirinosTarea1 EnviadaEliu ChirinosОценок пока нет
- Cuestionario de CompletarДокумент1 страницаCuestionario de CompletarEliu ChirinosОценок пока нет
- Fuad Chirinos Tarea 2Документ2 страницыFuad Chirinos Tarea 2Eliu ChirinosОценок пока нет
- Tarea 1 FOROДокумент2 страницыTarea 1 FOROEliu ChirinosОценок пока нет
- ExamenДокумент3 страницыExamenEliu ChirinosОценок пока нет
- Fuad Chirinos Tarea 2Документ2 страницыFuad Chirinos Tarea 2Eliu ChirinosОценок пока нет
- Lección # 1 PDFДокумент3 страницыLección # 1 PDFEliu ChirinosОценок пока нет
- Foro#2Документ1 страницаForo#2Eliu ChirinosОценок пока нет
- Tarea 1 FOROДокумент2 страницыTarea 1 FOROEliu ChirinosОценок пока нет
- Tarea # 3Документ1 страницаTarea # 3Eliu ChirinosОценок пока нет
- Definición de RiesgoДокумент6 страницDefinición de RiesgoEliu ChirinosОценок пока нет
- FORO#1Документ1 страницаFORO#1Eliu ChirinosОценок пока нет
- Identificacion de RiesgosДокумент6 страницIdentificacion de Riesgosconn76Оценок пока нет
- IntroducciónДокумент7 страницIntroducciónEliu ChirinosОценок пока нет
- Caso Motivacion-Unidad IIДокумент7 страницCaso Motivacion-Unidad IIEliu ChirinosОценок пока нет
- Formato InformeДокумент1 страницаFormato InformeEliu ChirinosОценок пока нет
- Examen FinalДокумент1 страницаExamen FinalEliu ChirinosОценок пока нет
- Foro 2Документ1 страницаForo 2Eliu ChirinosОценок пока нет
- Cuestionario Especificacion Puesto Caso Unidad IVДокумент8 страницCuestionario Especificacion Puesto Caso Unidad IVEliu ChirinosОценок пока нет
- Formato InformeДокумент3 страницыFormato InformeEliu ChirinosОценок пока нет
- Indice America Latina en PerspectivaДокумент11 страницIndice America Latina en PerspectivaEdiciones CICCUSОценок пока нет
- Reseña Educación para Un Nuevo Humanismo Del PHD Guillermo HoyosДокумент2 страницыReseña Educación para Un Nuevo Humanismo Del PHD Guillermo HoyosLuzPiedadZuluagaChadidОценок пока нет
- Nia 250Документ9 страницNia 250BarbaraGОценок пока нет
- BERE FacturacionДокумент420 страницBERE FacturacionPay 2winОценок пока нет
- VariosДокумент2 страницыVariosJuan José Hernández GilОценок пока нет
- Las Tics en El Com. InternacionalДокумент5 страницLas Tics en El Com. InternacionalJosé Alejandro Pereira SomozaОценок пока нет
- Plazas Vacantes para ConntratoДокумент26 страницPlazas Vacantes para ConntratoJorge GuzmamОценок пока нет
- Psicología Al Ámbito de La OncologíaДокумент6 страницPsicología Al Ámbito de La OncologíapedroОценок пока нет
- Escritos Joánicos - Cuestiones SelectasДокумент3 страницыEscritos Joánicos - Cuestiones SelectasSamuel Diaz MezaОценок пока нет
- El Señor de Las Moscas.Документ3 страницыEl Señor de Las Moscas.Emmanuel RodriguezОценок пока нет
- 1 Revista Asesores Nov / Dic 2017Документ76 страниц1 Revista Asesores Nov / Dic 2017Alberto T. Legorreta SОценок пока нет
- Tec CuantitativaДокумент4 страницыTec CuantitativaMARIANA NIKOL ARCE ESPINOZAОценок пока нет
- Protocolo Estudio de Cultura LeonesaДокумент37 страницProtocolo Estudio de Cultura LeonesaScott DtauroОценок пока нет
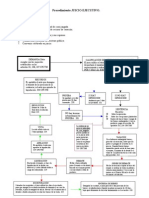
- 10 Esquema Juicio EjecutivoДокумент2 страницы10 Esquema Juicio EjecutivoGuirobMaldonadoОценок пока нет
- SPN65-0220X Wedding Ceremony VGRДокумент5 страницSPN65-0220X Wedding Ceremony VGRTabernaculo Emanuel IglesiaОценок пока нет
- Influencia de Las Mujeres en La Formacion Del Alma AmericanaДокумент115 страницInfluencia de Las Mujeres en La Formacion Del Alma AmericanaJosé Gregorio Hernández Delgado100% (4)
- Sitio Web Autoadministrable PDFДокумент3 страницыSitio Web Autoadministrable PDFEdgardoОценок пока нет
- Examen Parcial I - M.P.L.F. (Rezagados) 2021-2Документ2 страницыExamen Parcial I - M.P.L.F. (Rezagados) 2021-2Xiomara AlessandraОценок пока нет
- Tarea 9Документ8 страницTarea 9Ana AbadОценок пока нет
- 4° Sesión - Escribimos Acciones para Prevenir Los Impactos de Los Fenómenos Naturales I Parte - ComunicaciónДокумент3 страницы4° Sesión - Escribimos Acciones para Prevenir Los Impactos de Los Fenómenos Naturales I Parte - ComunicaciónRosa Estela Tavara NatividadОценок пока нет
- Fase2 Proyecto Ie1Документ9 страницFase2 Proyecto Ie1MORALES JEREMY ORLANDO VON QUEDNOWОценок пока нет
- Examen de Avance - Con Civica ClavesДокумент12 страницExamen de Avance - Con Civica ClavesJhordy FloresОценок пока нет
- Actividad de Puntos Evaluables - Escenario 5 - Teoría Del Equilibrio General-Segundo IntentoДокумент10 страницActividad de Puntos Evaluables - Escenario 5 - Teoría Del Equilibrio General-Segundo IntentoMADEPICUVAОценок пока нет
- Bowling en Chiclayo ARBOLFODAPEST 1Документ8 страницBowling en Chiclayo ARBOLFODAPEST 1EVERT GEINER NORIEGA MENAОценок пока нет
- Ley N 28972 Que Establece La Formalizaciòn Del Transporte Terrestre de Pasajeros en Automoviles ColectivosДокумент2 страницыLey N 28972 Que Establece La Formalizaciòn Del Transporte Terrestre de Pasajeros en Automoviles ColectivosNeil Alex Jaramillo BravoОценок пока нет
- Definición de CooperativaДокумент14 страницDefinición de CooperativaGryssell Angela Terreros LazoОценок пока нет
- El Pensamiento Estrategico PDFДокумент20 страницEl Pensamiento Estrategico PDFKariTo Mora100% (1)
- 7-8-9 Oceano AzulДокумент4 страницы7-8-9 Oceano AzulBetoVDIAZ100% (1)
- Contrato para La Confeccion de Estructuras MetalicasДокумент3 страницыContrato para La Confeccion de Estructuras MetalicasFlor De María HernándezОценок пока нет
- El Arte de La SeducciónДокумент5 страницEl Arte de La SeducciónLala CandyОценок пока нет