Вам также может понравиться
- The Mechanics of Water-Wheels - A Guide to the Physics at Work in Water-Wheels with a Horizontal AxisОт EverandThe Mechanics of Water-Wheels - A Guide to the Physics at Work in Water-Wheels with a Horizontal AxisОценок пока нет
- Handbook of Railroad Construction; For the use of American engineersОт EverandHandbook of Railroad Construction; For the use of American engineersОценок пока нет
- Ying 2011 A PDFДокумент6 страницYing 2011 A PDFAngel CerriteñoОценок пока нет
- Chapter 10Документ31 страницаChapter 10Potri Janissa DalidigОценок пока нет
- TurbineДокумент40 страницTurbineRevanth ReddyОценок пока нет
- DD - 16M - Partial Flow Conditions For CulvertsДокумент7 страницDD - 16M - Partial Flow Conditions For CulvertsEyas hamadОценок пока нет
- Numerical Simulation of Turbulent Flow Through A Francis Turbine RunnerДокумент6 страницNumerical Simulation of Turbulent Flow Through A Francis Turbine RunnerAngel CerriteñoОценок пока нет
- SoilMech Ch10 Flow NetsДокумент22 страницыSoilMech Ch10 Flow Netsrameshbabu_1979Оценок пока нет
- Compressible Flow Presentation Chapter 2 FinalДокумент42 страницыCompressible Flow Presentation Chapter 2 FinalReccebacaОценок пока нет
- Shell Momentum BalanceДокумент59 страницShell Momentum BalanceAndres OrtegaОценок пока нет
- Fulltext PDFДокумент15 страницFulltext PDFAbhijeeth NagarajОценок пока нет
- Design of Channel Transitions, Open-Channel Hydraulics, Dr. Victor M. Ponce, San Diego State UniversityДокумент19 страницDesign of Channel Transitions, Open-Channel Hydraulics, Dr. Victor M. Ponce, San Diego State UniversityHip HensОценок пока нет
- Basic Rotor Aerodynamics: 1D MomentumДокумент6 страницBasic Rotor Aerodynamics: 1D MomentumJagabar SathikОценок пока нет
- Hydrodynamic Transverse Loads On Ships in Deep and Shallow WaterДокумент25 страницHydrodynamic Transverse Loads On Ships in Deep and Shallow WaterJason SmithОценок пока нет
- CFD Simulation of Flows in Stirred Tank Reactors Through Prediction of Momentum SourceДокумент20 страницCFD Simulation of Flows in Stirred Tank Reactors Through Prediction of Momentum SourceSachin AngirishОценок пока нет
- 8 Momentum PrincipleДокумент15 страниц8 Momentum PrincipleSteven KuaОценок пока нет
- Chapter 6 - MomentumДокумент32 страницыChapter 6 - MomentumUmarul AimanОценок пока нет
- FM 3e SI Chap09 LectureДокумент111 страницFM 3e SI Chap09 LectureRuben SegarОценок пока нет
- Corrected Momnetum and Energy Equations Disprove Betz's LimitДокумент25 страницCorrected Momnetum and Energy Equations Disprove Betz's LimitLarry MansbergerОценок пока нет
- Orifice and Free Jet Flow: University of NebraskaДокумент8 страницOrifice and Free Jet Flow: University of NebraskaJemuel Flores100% (1)
- Develop The Equations of Momentum Transport For Fully Developed Flow in A Circular andДокумент9 страницDevelop The Equations of Momentum Transport For Fully Developed Flow in A Circular andquaid_vohraОценок пока нет
- 108 To 114 CompleteДокумент6 страниц108 To 114 CompleteUmer KhanОценок пока нет
- ChE Lab 1 Experiment 2Документ33 страницыChE Lab 1 Experiment 2Julie Anne CristalesОценок пока нет
- CIEG-306 Fluid Mechanics Laboratory 3. Flow From A Hole in The Side of A Tank Objective and ApparatusДокумент4 страницыCIEG-306 Fluid Mechanics Laboratory 3. Flow From A Hole in The Side of A Tank Objective and ApparatusTongJoonОценок пока нет
- WindturbineДокумент14 страницWindturbineImran ShahzadОценок пока нет
- Flow Measurement (Compatibility Mode)Документ11 страницFlow Measurement (Compatibility Mode)NRNiloyОценок пока нет
- 3 - Seepage AnalysisДокумент39 страниц3 - Seepage AnalysisFaran Assif0% (1)
- Discharge Measurements in Open Channels Using Compound Sharp-Crested WeirsДокумент8 страницDischarge Measurements in Open Channels Using Compound Sharp-Crested WeirsNemo SecretОценок пока нет
- Setting Out of Transition CurvesДокумент13 страницSetting Out of Transition CurvesapurvajahagirdarОценок пока нет
- Full 64256 Ok OkДокумент8 страницFull 64256 Ok OkmghgolОценок пока нет
- Design of High-Area-ratio Nozzle Contours Using Circular ArcsДокумент8 страницDesign of High-Area-ratio Nozzle Contours Using Circular ArcsJon DoeОценок пока нет
- Open Channel Hydraulics Chapter Three: 3. Rapidly Varied Flow (RVF)Документ17 страницOpen Channel Hydraulics Chapter Three: 3. Rapidly Varied Flow (RVF)mustefa kelilОценок пока нет
- Applications of Bernoulli's EquationДокумент27 страницApplications of Bernoulli's EquationSourav Khatua100% (2)
- Fluid Flow in Circular TubeДокумент38 страницFluid Flow in Circular Tubeahmed50% (2)
- Francis TurbineДокумент8 страницFrancis Turbinerjrahul25100% (1)
- Adv Fluid HandoutДокумент5 страницAdv Fluid Handoutfmozee0% (1)
- Seepage in Soils PDFДокумент6 страницSeepage in Soils PDFfr3chillОценок пока нет
- Convection Heat Transfer and Flow Calculations Suitable For Analytical ModellingДокумент6 страницConvection Heat Transfer and Flow Calculations Suitable For Analytical ModellingVitaliy NarymОценок пока нет
- Applications of The Momentum Principle - Hydraulic Jump, Surge and Flow Resistance Open ChannelsДокумент44 страницыApplications of The Momentum Principle - Hydraulic Jump, Surge and Flow Resistance Open ChannelsPaula Andrea Espinal100% (1)
- Axial Flow or Propeller PumpДокумент4 страницыAxial Flow or Propeller PumpTarunPatraОценок пока нет
- Turbomachinery-Centrifugal Pumps TheoryДокумент28 страницTurbomachinery-Centrifugal Pumps TheoryAlaa MohamedОценок пока нет
- Introduction To Turbulent FlowsДокумент12 страницIntroduction To Turbulent FlowsOmer Ghassan Abdulkareem Hassan AlsultanОценок пока нет
- Fluid Dynamic Loading On Curved Riser PipesДокумент8 страницFluid Dynamic Loading On Curved Riser PipeskhaphucОценок пока нет
- BRIDGE HydraulicsДокумент44 страницыBRIDGE HydraulicsHarold Jackson Mtyana0% (1)
- Crane J M Et Al - 2009 - Laminar Jet Discharged Into A Dead End TubeДокумент21 страницаCrane J M Et Al - 2009 - Laminar Jet Discharged Into A Dead End TubejadamiatОценок пока нет
- FHWA - HDS-03 - Design Charts For Open-Channel Flow - August 1961Документ228 страницFHWA - HDS-03 - Design Charts For Open-Channel Flow - August 1961FPlotasОценок пока нет
- Numerical Simulation of Inflow Performance For Perforated Horizontal WellsДокумент7 страницNumerical Simulation of Inflow Performance For Perforated Horizontal Wellssaholans2000Оценок пока нет
- Lab OrificeДокумент14 страницLab OrificemarkОценок пока нет
- Axial VentilationДокумент4 страницыAxial VentilationVincent RogОценок пока нет
- Lesson 10 Steady Groundwater Flow To WellsДокумент27 страницLesson 10 Steady Groundwater Flow To WellsRajesh Khadka100% (1)
- Diversion TunnelДокумент5 страницDiversion TunnelRistu RihatmajiОценок пока нет
- 1Документ4 страницы1jkhy78150Оценок пока нет
- FALLSEM2018-19 - MEE1004 - ETH - MB309 - VL2018191003741 - Reference Material I - Fluid Mechanics-3 PDFДокумент69 страницFALLSEM2018-19 - MEE1004 - ETH - MB309 - VL2018191003741 - Reference Material I - Fluid Mechanics-3 PDFSivaram PeramОценок пока нет
- Fluid MechanicsДокумент21 страницаFluid Mechanicspavankumar001Оценок пока нет
- Navigation & Voyage Planning Companions: Navigation, Nautical Calculation & Passage Planning CompanionsОт EverandNavigation & Voyage Planning Companions: Navigation, Nautical Calculation & Passage Planning CompanionsОценок пока нет
- Mechanics: Problems in Undergraduate PhysicsОт EverandMechanics: Problems in Undergraduate PhysicsРейтинг: 3.5 из 5 звезд3.5/5 (2)
- High School Physics Grade 10-12Документ700 страницHigh School Physics Grade 10-12Todd93% (70)
- Momentum and Force (UL) (14-16) (Quiz Problem) PDFДокумент2 страницыMomentum and Force (UL) (14-16) (Quiz Problem) PDFSoe Pyae AungОценок пока нет
- War MissionДокумент3 страницыWar MissionSoe Pyae AungОценок пока нет
- Introduction To Derivative3Документ3 страницыIntroduction To Derivative3Soe Pyae AungОценок пока нет
- Introduction To Derivative HWДокумент2 страницыIntroduction To Derivative HWSoe Pyae AungОценок пока нет
- Phone Battery QДокумент2 страницыPhone Battery QSoe Pyae AungОценок пока нет
- Introduction To Derivative FinalДокумент4 страницыIntroduction To Derivative FinalSoe Pyae AungОценок пока нет
- DB 40-20 PDFДокумент22 страницыDB 40-20 PDFMahendra AsawaleОценок пока нет
- 2019 Anhui Jicheng CatalogueДокумент141 страница2019 Anhui Jicheng CatalogueSoe Pyae AungОценок пока нет
- Real World Apps of SlopeДокумент35 страницReal World Apps of SlopeSoe Pyae AungОценок пока нет
- 10-04 Electrical PDFДокумент63 страницы10-04 Electrical PDFSoe Pyae AungОценок пока нет
- Tractor Assem Frame PDFДокумент1 страницаTractor Assem Frame PDFSoe Pyae AungОценок пока нет
- Agriculture 07 00067 PDFДокумент20 страницAgriculture 07 00067 PDFSoe Pyae AungОценок пока нет
- PreviewДокумент82 страницыPreviewSoe Pyae AungОценок пока нет
- Tractor Assem FrameДокумент1 страницаTractor Assem FrameSoe Pyae AungОценок пока нет
- 2 Sta-Rite+D+Series+Centrifugal+Pump+Owners+Manual+ (1+HP+to+2.5+HP) PDFДокумент8 страниц2 Sta-Rite+D+Series+Centrifugal+Pump+Owners+Manual+ (1+HP+to+2.5+HP) PDFSoe Pyae AungОценок пока нет
- Honda EM10000 ET12000Документ86 страницHonda EM10000 ET12000Soe Pyae AungОценок пока нет
- CH 1 (Units)Документ15 страницCH 1 (Units)Soe Pyae AungОценок пока нет
- UniversityPhysicsVolume1 OPДокумент1 004 страницыUniversityPhysicsVolume1 OPSamuel Ciorap100% (11)
- PDFДокумент529 страницPDFSoe Pyae AungОценок пока нет
- CH 1 (Units)Документ15 страницCH 1 (Units)Soe Pyae AungОценок пока нет
- Physics (Knowledge Sharing) PDFДокумент32 страницыPhysics (Knowledge Sharing) PDFSoe Pyae AungОценок пока нет
- ST A1Документ2 страницыST A1Soe Pyae AungОценок пока нет
- Volute Design ReviewДокумент4 страницыVolute Design ReviewashokrangasamyОценок пока нет
- LMA) နႏၵမာလာ-ပဋိစၥသမုပၸါဒ္ ကို ပ႒ာန္းနည္း ျဖင္႔ ေလ႔လာသံုးသပ္ျခင္း PDFДокумент475 страницLMA) နႏၵမာလာ-ပဋိစၥသမုပၸါဒ္ ကို ပ႒ာန္းနည္း ျဖင္႔ ေလ႔လာသံုးသပ္ျခင္း PDFSoe Pyae AungОценок пока нет
- CH 5Документ49 страницCH 5I Gede Wahyu RadityaОценок пока нет
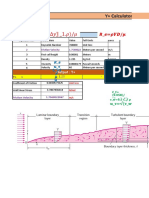
- Y CalculatorДокумент6 страницY CalculatorAgustín RemacheОценок пока нет
- Kaplan Design WedДокумент48 страницKaplan Design WedIvan Batistic BeloОценок пока нет
- Clases Inventor 2017Документ74 страницыClases Inventor 2017Soe Pyae AungОценок пока нет
- Lecture Notes: Electrical MachinesДокумент148 страницLecture Notes: Electrical MachinesRayan NezarОценок пока нет
- GS14 Industrial Geophone - GeoSpace TechnologiesДокумент1 страницаGS14 Industrial Geophone - GeoSpace TechnologieshectorОценок пока нет
- The International System of Units (SI)Документ88 страницThe International System of Units (SI)Jeff Pratt100% (1)
- PSD To Statistically Equivalent TransientДокумент4 страницыPSD To Statistically Equivalent TransientDasaka BrahmendraОценок пока нет
- Steps Involved in The Design of Steam TurbinesДокумент14 страницSteps Involved in The Design of Steam TurbinesKarun PonienОценок пока нет
- Dll-Physical Science-Week 5-Alpha Pia v. RivasДокумент6 страницDll-Physical Science-Week 5-Alpha Pia v. RivasPia Vila RivasОценок пока нет
- Fiziks: JEST 2012 Part A: Three Mark QuestionsДокумент10 страницFiziks: JEST 2012 Part A: Three Mark QuestionsNilesh TiwariОценок пока нет
- Physics Division: Phys 141 Syllabus, PGДокумент7 страницPhysics Division: Phys 141 Syllabus, PGJun YoutubeОценок пока нет
- Assing 4Документ2 страницыAssing 4KazaValiShaikОценок пока нет
- A Giant Step Towards Solving The Energy & Pollution CrisesДокумент2 страницыA Giant Step Towards Solving The Energy & Pollution CrisesJa Moje100% (1)
- Problem Set 6-Chapter 1sdfsdfds - Helical Compression Spring-Selected ProblemsДокумент28 страницProblem Set 6-Chapter 1sdfsdfds - Helical Compression Spring-Selected ProblemsvivekzzОценок пока нет
- PhET Blackbody SpectrumДокумент2 страницыPhET Blackbody SpectrumdsofewnОценок пока нет
- Weekly Home Learning Plan (WHLP) For Grade 12 Physics 2 Week 2Документ1 страницаWeekly Home Learning Plan (WHLP) For Grade 12 Physics 2 Week 2Ashanty CruzОценок пока нет
- Plastic DesignДокумент86 страницPlastic Designvumrane100% (2)
- Eth 5479 02Документ191 страницаEth 5479 02zikamnerОценок пока нет
- Geiger Muller CounterДокумент27 страницGeiger Muller CounterMuhammadSajidОценок пока нет
- Axially and Eccentrically Loaded ColumnsДокумент13 страницAxially and Eccentrically Loaded ColumnsRefisa JiruОценок пока нет
- Understanding Motor Temperature Rise LimitsДокумент3 страницыUnderstanding Motor Temperature Rise Limitspp_electrical100% (2)
- CO & PO of Physics-2Документ4 страницыCO & PO of Physics-2ansari_poly5264Оценок пока нет
- NEET Physics Quota Neetprep Physics Ques. Physics Ques. 70% Weightage WeightageДокумент1 страницаNEET Physics Quota Neetprep Physics Ques. Physics Ques. 70% Weightage WeightageNikhilОценок пока нет
- Study of Electrical Properties of (Pva-Cao) Composites: Ahmed HashimДокумент4 страницыStudy of Electrical Properties of (Pva-Cao) Composites: Ahmed HashimMohammad HarirОценок пока нет
- Tutorial Sheet 10Документ2 страницыTutorial Sheet 10dineshazm83Оценок пока нет
- Preparation of Silica NanoparticlesДокумент39 страницPreparation of Silica NanoparticlesBui Trung TuyenОценок пока нет
- Grade 9 Science UP 4Документ30 страницGrade 9 Science UP 4MR. BEST100% (1)
- 7714-Article Text PDF-14222-2-10-20150617 PDFДокумент12 страниц7714-Article Text PDF-14222-2-10-20150617 PDFprinesstОценок пока нет
- Divergence PDFДокумент7 страницDivergence PDFkarthekeyanmenonОценок пока нет
- One Marks Questions: NumericalsДокумент2 страницыOne Marks Questions: NumericalsKumar SushilОценок пока нет
- Syrian Seismic Building Code - 2004Документ12 страницSyrian Seismic Building Code - 2004Timur UzunogluОценок пока нет
- CFD Analysis of Liquid-Liquid Extraction Pulsed ColumnДокумент6 страницCFD Analysis of Liquid-Liquid Extraction Pulsed ColumnArunОценок пока нет
- Induction MotorДокумент14 страницInduction Motorhamba0007Оценок пока нет