Вам также может понравиться
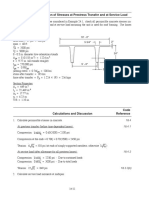
- Example 24.2-Investigation of Stresses at Prestress Transfer and at Service LoadДокумент3 страницыExample 24.2-Investigation of Stresses at Prestress Transfer and at Service LoadMario Antonio Gomez CruzОценок пока нет
- Trabajo I Phase 3Документ55 страницTrabajo I Phase 3Jesús Rodríguez RodríguezОценок пока нет
- CES522 RC BEAM - DESIGN - Topic 2b - CB Example (Lecturer Vers)Документ11 страницCES522 RC BEAM - DESIGN - Topic 2b - CB Example (Lecturer Vers)muizzey aufaОценок пока нет
- Steel DesignДокумент20 страницSteel DesignjayaramrddyОценок пока нет
- Space Full ReportДокумент20 страницSpace Full ReportMoganraj77% (13)
- Design Calculations: For Steel StructureДокумент46 страницDesign Calculations: For Steel Structurethiện50% (2)
- PCI 6th Edition - Flexural Component DesignДокумент127 страницPCI 6th Edition - Flexural Component Designdeepa100% (1)
- Example of Box Girder Bridge CalculationДокумент79 страницExample of Box Girder Bridge CalculationStructural SpreadsheetsОценок пока нет
- Aerospace Lug AnalysisДокумент51 страницаAerospace Lug AnalysisAnthony GravagneОценок пока нет
- Significance of Transformed Section Properties in Analysis For Required Prestressing - Jl-02-November-December-7 PDFДокумент4 страницыSignificance of Transformed Section Properties in Analysis For Required Prestressing - Jl-02-November-December-7 PDFNguyen Quoc VuОценок пока нет
- Load Rating Training Session 4AДокумент45 страницLoad Rating Training Session 4Atofa01Оценок пока нет
- MATH Fundamentals of Structural Steel deДокумент76 страницMATH Fundamentals of Structural Steel deKevin Miscala MelendresОценок пока нет
- Chapter Nineteen Base Plate: 19.1 Base Plates For Axially Loaded ColumnsДокумент76 страницChapter Nineteen Base Plate: 19.1 Base Plates For Axially Loaded ColumnsTatingJainarОценок пока нет
- Design of ConcreteДокумент36 страницDesign of ConcreteDenden Dermawan100% (3)
- 425 Serviceability CHP 6 S11Документ76 страниц425 Serviceability CHP 6 S11aomareltayeb100% (1)
- Structure 1Документ13 страницStructure 1Tan Xian HuiОценок пока нет
- Column Axial Strength Aisc 360-05Документ42 страницыColumn Axial Strength Aisc 360-05Kory Estes0% (1)
- Hw1 Sol Fall 2015Документ8 страницHw1 Sol Fall 2015Ong Kok Meng100% (1)
- Flexural Design Examples - (C)Документ7 страницFlexural Design Examples - (C)Zohaib AhmadОценок пока нет
- Post-Tension Flat Slab Design ExampleДокумент17 страницPost-Tension Flat Slab Design ExampleAwni Alkhteeb92% (12)
- PSC Beam Design - NewДокумент25 страницPSC Beam Design - NewNADEEM IQBALОценок пока нет
- Design Example 2-Way SlabДокумент41 страницаDesign Example 2-Way SlabjimmydomingojrОценок пока нет
- NCHRP RPT AppendixbДокумент150 страницNCHRP RPT Appendixboabrown4Оценок пока нет
- Torsion Tension and Column (11-16)Документ33 страницыTorsion Tension and Column (11-16)2011kumarОценок пока нет
- Corbel Design Reinforced ConcreteДокумент8 страницCorbel Design Reinforced ConcreteAlexОценок пока нет
- Cpmpression Member Design: 4.1 Introductory ConceptsДокумент40 страницCpmpression Member Design: 4.1 Introductory ConceptssaadkhalisОценок пока нет
- Mechanical Properties of Tension MemberДокумент77 страницMechanical Properties of Tension MemberSky Fire100% (1)
- PCI DH-Loss of PrestressДокумент5 страницPCI DH-Loss of PrestressCarlisle Flores-GarayОценок пока нет
- Seismic Design of Reinforced Concrete StructuresДокумент28 страницSeismic Design of Reinforced Concrete StructuresMark RamnarineОценок пока нет
- #160 Lifting Fixture 38tons 020807Документ14 страниц#160 Lifting Fixture 38tons 020807halder_kalyan9216Оценок пока нет
- Reference #08 - JNL-SO73-1 Bleacher SeatsДокумент7 страницReference #08 - JNL-SO73-1 Bleacher SeatsAriel Gonzalez100% (1)
- Beam DeflectionДокумент59 страницBeam DeflectionmkbijuОценок пока нет
- Shear Wall in ACIДокумент26 страницShear Wall in ACIMeirzhan YerzhanovОценок пока нет
- Report Structure Analysis Cow 42m Medium Modif Rev - 19042017Документ148 страницReport Structure Analysis Cow 42m Medium Modif Rev - 19042017thoriqОценок пока нет
- проектирование кессона из КМДокумент39 страницпроектирование кессона из КМKate MoskvichevaОценок пока нет
- Simply Supported Reinforced Concrete Beam Analysis and DesignДокумент31 страницаSimply Supported Reinforced Concrete Beam Analysis and DesignAdil ShugayОценок пока нет
- Lihong Mao, Final Report of Term ProjectДокумент42 страницыLihong Mao, Final Report of Term ProjectApril MayОценок пока нет
- CVEN3302 - Final Examination 2008Документ5 страницCVEN3302 - Final Examination 2008fflegendsОценок пока нет
- ACI318 MNДокумент5 страницACI318 MNhaixdproОценок пока нет
- Surveying PDFДокумент215 страницSurveying PDFShaira Mae Cañedo100% (1)
- Continuous Beam ExampleДокумент13 страницContinuous Beam Example2021893502Оценок пока нет
- Precast Prestressed Concrete Girder Bridge - Design ExampleДокумент37 страницPrecast Prestressed Concrete Girder Bridge - Design Examplerammiris100% (1)
- Compression MembersДокумент11 страницCompression Membersayush kumarОценок пока нет
- Strut and Time MethodДокумент30 страницStrut and Time MethodkrishОценок пока нет
- Review of Lateral-Torsional Buckling Design ProvisionsДокумент16 страницReview of Lateral-Torsional Buckling Design ProvisionsDhimas ZakariaОценок пока нет
- Solar 2x2 PDFДокумент25 страницSolar 2x2 PDFSurat Warit0% (1)
- 9.chapter 3Документ27 страниц9.chapter 3Kyaw Ye Htut HeinОценок пока нет
- Steel Connection DesignДокумент72 страницыSteel Connection DesignShams Abbas NaqviОценок пока нет
- SteelДокумент38 страницSteelvidrascuОценок пока нет
- TOS 5 Unit 2a Design of Doubly Reinforced BeamsДокумент7 страницTOS 5 Unit 2a Design of Doubly Reinforced BeamsKshitija100% (1)
- PSC I-Girder Bridge Design in AASHTO-LRFDДокумент99 страницPSC I-Girder Bridge Design in AASHTO-LRFDSANDIPОценок пока нет
- National Electrical Code 2002 - Tabla 310.60 - PDFДокумент11 страницNational Electrical Code 2002 - Tabla 310.60 - PDFkabirseba100% (1)
- Apxb Lts 5trevДокумент44 страницыApxb Lts 5trevjaffliangОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- 4) Work Method Statement Upper Floor Beam & SlabДокумент2 страницы4) Work Method Statement Upper Floor Beam & Slabhks1209Оценок пока нет
- Hybrid Concrete BuildingsДокумент263 страницыHybrid Concrete BuildingsAnonymous N74ok75Оценок пока нет
- Educationprogramme: The School of Concrete TechnologyДокумент28 страницEducationprogramme: The School of Concrete TechnologyThabiso Jacob MokwenaОценок пока нет
- Ralab: Ramees Ali + TeamlabДокумент5 страницRalab: Ramees Ali + TeamlabUnais AshrafОценок пока нет
- Bubble Deck Concrete SlabДокумент14 страницBubble Deck Concrete SlabSumit Omar100% (2)
- Construction of Roof SystemsДокумент25 страницConstruction of Roof SystemsAlbert LiuОценок пока нет
- Tiles BS 5385Документ10 страницTiles BS 5385Kalin83% (6)
- Melamchi 13Документ61 страницаMelamchi 13Sudip PudasainiОценок пока нет
- Request For Inspection (RFI)Документ2 страницыRequest For Inspection (RFI)Jadzil JuanОценок пока нет
- Design and Construction of Skyscraper: Fig 1. Burj KhalifaДокумент19 страницDesign and Construction of Skyscraper: Fig 1. Burj Khalifaವಿನಯ್ ಎಮ್. ಆರ್100% (1)
- Segmenal BridgesДокумент5 страницSegmenal BridgesManikanta SharmaОценок пока нет
- Standard Hooks Card-ASTM PDFДокумент2 страницыStandard Hooks Card-ASTM PDFmaeОценок пока нет
- Stairs Supported at The Ends of Landings: Detail 'X'Документ1 страницаStairs Supported at The Ends of Landings: Detail 'X'Anuja JadhavОценок пока нет
- 3-Type of Retaining WallsДокумент3 страницы3-Type of Retaining Wallsone engОценок пока нет
- 2408-Unit MasonryДокумент3 страницы2408-Unit MasonryRyanОценок пока нет
- Structural Report Ajay FinalДокумент62 страницыStructural Report Ajay FinalSravani Prabhala100% (2)
- 3.6.A. Ruble WorkДокумент2 страницы3.6.A. Ruble WorkMalith De SilvaОценок пока нет
- FIRE BOOK Section 2 PDFДокумент14 страницFIRE BOOK Section 2 PDFMac ShaikОценок пока нет
- Beam Test DataДокумент1 страницаBeam Test DataRDОценок пока нет
- Antecedente Investigativo 7Документ13 страницAntecedente Investigativo 7Jonathan Triveño HuamaniОценок пока нет
- TS 01733.1 - 1.00 - Concrete Work For Bridges - QAДокумент107 страницTS 01733.1 - 1.00 - Concrete Work For Bridges - QALuke DigginsОценок пока нет
- Mando 00Документ59 страницMando 00Zelalem TeshomeОценок пока нет
- SCI P252 SecureДокумент114 страницSCI P252 SecureDan CiucuОценок пока нет
- Vernacular Terms - RSW PR 02 - BTech 2 - Pigao, A.R.Документ3 страницыVernacular Terms - RSW PR 02 - BTech 2 - Pigao, A.R.Alainstair Roe Pigao LabausaОценок пока нет
- Access Steel - Data To Eurocodes PDFДокумент74 страницыAccess Steel - Data To Eurocodes PDFsgtan_associatesОценок пока нет
- Chapter 2Документ14 страницChapter 2Monica Ann Louise IntongОценок пока нет
- Hetauda Raft DesignДокумент92 страницыHetauda Raft DesignSurendra MaharjanОценок пока нет
- Rong Liu For Weld Collar TypesДокумент14 страницRong Liu For Weld Collar TypesSourav ceeОценок пока нет
- Design Base Plate For I Beam - Bottom BracketДокумент1 страницаDesign Base Plate For I Beam - Bottom BracketCon CanОценок пока нет
- STAGES of ConstructionДокумент34 страницыSTAGES of Constructionbhaskar_065Оценок пока нет