Вам также может понравиться
- Tug Fenders Form - Fill inДокумент2 страницыTug Fenders Form - Fill inaОценок пока нет
- CES Business PresentationДокумент50 страницCES Business PresentationGary David CrowhurstОценок пока нет
- Jam003mqn400 408Документ1 страницаJam003mqn400 408Sebastian Davila hernandezОценок пока нет
- D Detail D Detalle D: DISCO, VG 4 150 DISC, VG 4 150Документ1 страницаD Detail D Detalle D: DISCO, VG 4 150 DISC, VG 4 150tauasi_1Оценок пока нет
- Dowelingjig Plans Cut TempДокумент9 страницDowelingjig Plans Cut TempKeith WesleyОценок пока нет
- Jam003mqn400 409Документ1 страницаJam003mqn400 409Sebastian Davila hernandezОценок пока нет
- Bsec Enterprises - CTG Dry DockДокумент5 страницBsec Enterprises - CTG Dry DockTasnova Shahreen ChowdhuryОценок пока нет
- 43 - Hofmann - Portable Machine Tools Brochure - A4Документ2 страницы43 - Hofmann - Portable Machine Tools Brochure - A4Jorge VillalobosОценок пока нет
- Modular Multi Cat 1205 Product SheetДокумент2 страницыModular Multi Cat 1205 Product SheetAnonymous hlPPOmxXB7Оценок пока нет
- Miter Gauge PDFДокумент8 страницMiter Gauge PDFJesus MachadoОценок пока нет
- Passenger Ship ConstructionДокумент8 страницPassenger Ship Constructionstormriderbh100% (1)
- Document Title: Technical Proposal For 6500cbm LNG Storage TankДокумент4 страницыDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahОценок пока нет
- ARKAN SHADES Welding Inspection & Paint InspectionДокумент2 страницыARKAN SHADES Welding Inspection & Paint InspectionSpectex dubaiОценок пока нет
- ASTM A778-01 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsДокумент5 страницASTM A778-01 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsKok WaiОценок пока нет
- PE ASME Boiler Initial Report NB-405Документ3 страницыPE ASME Boiler Initial Report NB-405Jeanette BeukesОценок пока нет
- Role of ContainersДокумент39 страницRole of ContainersEliza PopaОценок пока нет
- WPS 11-23-1Документ3 страницыWPS 11-23-1Anoop Raj RaoОценок пока нет
- Engineering Specification: ESFU5A-8079-AAДокумент5 страницEngineering Specification: ESFU5A-8079-AAjavier ortizОценок пока нет
- Furnace and BoilerДокумент91 страницаFurnace and Boilermujeebmehar100% (1)
- 2062Документ17 страниц2062hswed91100% (1)
- Inspection & Test Plan: Dangote Oil Refinery CompanyДокумент7 страницInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatОценок пока нет
- Galvanizing ProcessДокумент27 страницGalvanizing ProcessReymart C. EnteraОценок пока нет
- Small Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFДокумент8 страницSmall Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFAnaximenes 12Оценок пока нет
- Ur w32Документ14 страницUr w32Rohit KambleОценок пока нет
- Aluminium - BHEL Technical SpecificationДокумент2 страницыAluminium - BHEL Technical SpecificationSimbu ArasanОценок пока нет
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresДокумент8 страницWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesОценок пока нет
- Annex BДокумент14 страницAnnex BPercy Junior Berrios Muñoz100% (1)
- Er308l PDFДокумент1 страницаEr308l PDFnargissuhailОценок пока нет
- Marine Side Scuttle: Code of MaterialДокумент11 страницMarine Side Scuttle: Code of MaterialcnfguyОценок пока нет
- Difference Between Stainless Steel Grade SS316 & SS316LДокумент1 страницаDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghОценок пока нет
- LCM ValvesДокумент40 страницLCM ValvesAlexa Harper100% (1)
- Carbon Arc Cutting PDFДокумент44 страницыCarbon Arc Cutting PDFMark InnesОценок пока нет
- Esab 6013 PDFДокумент1 страницаEsab 6013 PDFBijaya RaulaОценок пока нет
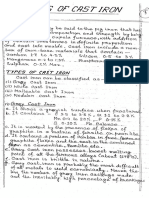
- Welding of Cast IronДокумент10 страницWelding of Cast IronKrishnendu RouthОценок пока нет
- No.2 Wugang Road, Industrial Park, Botou City Hebei Province, China 062150 TEL: 86-317-8222761 8293066 8319026 FAX: 86-317-8319058Документ160 страницNo.2 Wugang Road, Industrial Park, Botou City Hebei Province, China 062150 TEL: 86-317-8222761 8293066 8319026 FAX: 86-317-8319058boris velastegui sanchezОценок пока нет
- Weld Restoration of Disk - Example of Elliott Repair TechnologyДокумент49 страницWeld Restoration of Disk - Example of Elliott Repair TechnologyMachineryengОценок пока нет
- PDS Hempadur Multi-Strength 35842 en-GBДокумент2 страницыPDS Hempadur Multi-Strength 35842 en-GBIfrahimОценок пока нет
- British Steel Sections DatasheetsДокумент18 страницBritish Steel Sections DatasheetsAdnan NajemОценок пока нет
- Product Data: Hempadur Multi-Strength 35530Документ2 страницыProduct Data: Hempadur Multi-Strength 35530Vijayaraj KumarОценок пока нет
- 1 MTCДокумент2 страницы1 MTCRazvan CristeaОценок пока нет
- Butterfly ValvesДокумент28 страницButterfly ValvesLAWRENCEОценок пока нет
- Seamless Steel Pipe For Ship-Building For Sale PDFДокумент2 страницыSeamless Steel Pipe For Ship-Building For Sale PDFshahjadaОценок пока нет
- PQR Al 6xxxДокумент7 страницPQR Al 6xxxAmin ThabetОценок пока нет
- Astm A 143M-03Документ3 страницыAstm A 143M-03MritunjayОценок пока нет
- 03HighSpeedCastingNucor DanieliДокумент29 страниц03HighSpeedCastingNucor DanielialfonsomendietaОценок пока нет
- Lloyds Approved MillsДокумент80 страницLloyds Approved MillsJosip JurčićОценок пока нет
- Inconel 713CДокумент20 страницInconel 713CJSH100Оценок пока нет
- Shell Corena S3 R 68: Performance, Features & BenefitsДокумент3 страницыShell Corena S3 R 68: Performance, Features & BenefitsjkamraОценок пока нет
- Fracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanДокумент33 страницыFracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanNarasimha Murthy InampudiОценок пока нет
- Comparison List Copper Bronze 2011 1Документ7 страницComparison List Copper Bronze 2011 1NaldoVicenteОценок пока нет
- Aluzinc Corrosion Resistance en 2012Документ17 страницAluzinc Corrosion Resistance en 2012electronicmail2ughf6525Оценок пока нет
- CHG 55B2Документ1 страницаCHG 55B2Nhien ManОценок пока нет
- Special Metals - Product CatalogДокумент65 страницSpecial Metals - Product Catalogilham_metallurgy6744Оценок пока нет
- 2.declaration TypeДокумент8 страниц2.declaration TypeTauseef JuttОценок пока нет
- Sensitization of Inconel 625Документ9 страницSensitization of Inconel 625nantha kumarОценок пока нет
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetДокумент3 страницыThyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetAvn PrasadОценок пока нет
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetДокумент3 страницыThyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetShariq KhanОценок пока нет
- 1.4878 Eng PDFДокумент3 страницы1.4878 Eng PDFRoberto_PrrОценок пока нет
- Scope: Ferritic Heat-Resistant Steel TK 1.4762Документ5 страницScope: Ferritic Heat-Resistant Steel TK 1.4762Siis IngenieriaОценок пока нет
- Stainless Steel 1.4404 316lДокумент3 страницыStainless Steel 1.4404 316lDilipSinghОценок пока нет
- Degradation Machanism of Heat Resistant Steel at Elevated TemperaturesДокумент180 страницDegradation Machanism of Heat Resistant Steel at Elevated TemperaturesdantegimenezОценок пока нет
- Lnm309h-Eng Stainless Steel Solid WireДокумент1 страницаLnm309h-Eng Stainless Steel Solid WiredantegimenezОценок пока нет
- Presentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVДокумент21 страницаPresentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVdantegimenezОценок пока нет
- CAPILLA - Welding Consumables For Welding of Creep and Heat ResistantДокумент40 страницCAPILLA - Welding Consumables For Welding of Creep and Heat ResistantdantegimenezОценок пока нет
- Fly Ash Particle Formation in Kraft Recovery Boilers: Pirita MikkanenДокумент71 страницаFly Ash Particle Formation in Kraft Recovery Boilers: Pirita MikkanendantegimenezОценок пока нет
- Couplant Feature Comparison Chart: N/A N/AДокумент1 страницаCouplant Feature Comparison Chart: N/A N/AdantegimenezОценок пока нет
- Magnetic Field IndicatorsДокумент2 страницыMagnetic Field IndicatorsdantegimenezОценок пока нет
- Evaluation of The Performance of Computed Radiography Systems With Different Sources and Different ConfigurationsДокумент12 страницEvaluation of The Performance of Computed Radiography Systems With Different Sources and Different ConfigurationsdantegimenezОценок пока нет
- UTP 6222 MoДокумент1 страницаUTP 6222 ModantegimenezОценок пока нет
- A Guide To Etching Specialty Alloys For Microstructural EvaluationДокумент15 страницA Guide To Etching Specialty Alloys For Microstructural EvaluationdantegimenezОценок пока нет
- Disbonding: Industrial Solutions EnglishДокумент8 страницDisbonding: Industrial Solutions EnglishdantegimenezОценок пока нет
- Widmanstätten StructuresДокумент3 страницыWidmanstätten StructuresdantegimenezОценок пока нет
- Types of Magnetizing CurrentДокумент3 страницыTypes of Magnetizing Currentdantegimenez0% (1)
- HILCO Stick Electrodes at A GlanceДокумент6 страницHILCO Stick Electrodes at A Glanceziaee950Оценок пока нет
- KOBELCO Welding Handbook 2009Документ202 страницыKOBELCO Welding Handbook 2009shamsabbasОценок пока нет
- Turbine Generator OverviewДокумент24 страницыTurbine Generator OverviewdantegimenezОценок пока нет
- Turbine Generator OverviewДокумент24 страницыTurbine Generator OverviewdantegimenezОценок пока нет
- Elements or Appurtenances of The Stilling BasinsДокумент21 страницаElements or Appurtenances of The Stilling BasinsAhmad PshtiwanОценок пока нет
- Integration of Phodi Process With Mutation in Bhoomi (Simultaneous Approval of Phodi and The Mutation)Документ19 страницIntegration of Phodi Process With Mutation in Bhoomi (Simultaneous Approval of Phodi and The Mutation)seshadrimn seshadrimnОценок пока нет
- Xu 2020Документ11 страницXu 2020Marco A. R. JimenesОценок пока нет
- GEHC Service Manual CARESCAPE Monitor B850 v1 2011Документ172 страницыGEHC Service Manual CARESCAPE Monitor B850 v1 2011NguyễnCảnhBắcОценок пока нет
- R OR K C S V: EG Epair Its For Ylinder and Ervice AlvesДокумент5 страницR OR K C S V: EG Epair Its For Ylinder and Ervice AlvesLeonardoFabioCorredorОценок пока нет
- Leica Rugby 320 410 420 BRO En-1Документ6 страницLeica Rugby 320 410 420 BRO En-1luigiabeОценок пока нет
- High Performance Liquid Chromatography: University of Santo Tomas Faculty of Pharmacy Department of BiochemistryДокумент32 страницыHigh Performance Liquid Chromatography: University of Santo Tomas Faculty of Pharmacy Department of BiochemistryMa. Ellah Patricia M. GutierrezОценок пока нет
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Документ17 страницLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediОценок пока нет
- HorticultureДокумент168 страницHorticultureagni sahanaОценок пока нет
- Manual TR420 enДокумент38 страницManual TR420 enMari Sherlin Salisi-ChuaОценок пока нет
- Electron Withdrawing and Electron Donating GroupsДокумент2 страницыElectron Withdrawing and Electron Donating GroupsOmar Abd ElsalamОценок пока нет
- Industrial Training Report (Kapar Power Plant)Документ40 страницIndustrial Training Report (Kapar Power Plant)Hakeemi Baseri100% (2)
- Massimo Cacciari, 1994. The Necessary AngelДокумент133 страницыMassimo Cacciari, 1994. The Necessary AngelAbner J ColmenaresОценок пока нет
- National Railway Museum Annual Review 04-05Документ40 страницNational Railway Museum Annual Review 04-05sol.loredo1705530Оценок пока нет
- Eureka Forbes ReportДокумент75 страницEureka Forbes ReportUjjval Jain0% (1)
- (Q2) Electrochemistry 29th JulyДокумент21 страница(Q2) Electrochemistry 29th JulySupritam KunduОценок пока нет
- Identifying - Explaining Brake System FunctionsДокумент39 страницIdentifying - Explaining Brake System FunctionsJestoni100% (1)
- Digital Logic DesignДокумент38 страницDigital Logic DesignAri BaderОценок пока нет
- Iare Ece Aec012 DSP QB 0Документ20 страницIare Ece Aec012 DSP QB 0projects allОценок пока нет
- An Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageДокумент10 страницAn Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageChristian EmenikeОценок пока нет
- Reflection in SystemsДокумент1 страницаReflection in SystemsGeraldine PadillaОценок пока нет
- Orona Fault CodesДокумент19 страницOrona Fault CodesDanushka Bandara100% (1)
- PT3 Guided WritingДокумент8 страницPT3 Guided WritingDayang Haffizah Abg AbdillahОценок пока нет
- Cutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6Документ8 страницCutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6rseresfer34533373563Оценок пока нет
- Flap Designs For Flap Advancement During Implant Therapy A Systematic Review 2016 PDFДокумент8 страницFlap Designs For Flap Advancement During Implant Therapy A Systematic Review 2016 PDFRohit ShahОценок пока нет
- Research Papers On Climate Change Global WarmingДокумент4 страницыResearch Papers On Climate Change Global Warminggw1nm9nbОценок пока нет
- A Slice of History - Pizza Turim 4-7-15Документ2 страницыA Slice of History - Pizza Turim 4-7-15Mae Princess BolivarОценок пока нет
- University of LeedsДокумент20 страницUniversity of LeedsYasir KhanОценок пока нет
- Philips Family Lamp UV CДокумент4 страницыPhilips Family Lamp UV CmaterpcОценок пока нет
- SMA - Core 1 - IEC62109-2 - 0 Test ReportДокумент6 страницSMA - Core 1 - IEC62109-2 - 0 Test ReportFurqan HamidОценок пока нет