Вам также может понравиться
- Ibr RegДокумент6 страницIbr RegSitaram Jha100% (1)
- Regulations for steam boiler and pressure vessel design standardsДокумент1 страницаRegulations for steam boiler and pressure vessel design standardsmar_marcusОценок пока нет
- 316/316L Stainless Steel Spec SheetДокумент3 страницы316/316L Stainless Steel Spec SheetLinnie McleodОценок пока нет
- F & M Act 1967 and Regulations For Steam Boilers PDFДокумент19 страницF & M Act 1967 and Regulations For Steam Boilers PDFأمير حارثОценок пока нет
- S275JR PDFДокумент1 страницаS275JR PDFEmrahCayboylu100% (1)
- Boiler Tube MaterialsДокумент12 страницBoiler Tube MaterialsSnehashis MaityОценок пока нет
- Tube and Pipe Material Comparison ChartДокумент2 страницыTube and Pipe Material Comparison Chartvalli rajuОценок пока нет
- Purchase Spec. For Nozzles Swage (Sa106b)Документ4 страницыPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulОценок пока нет
- A 1 KДокумент5 страницA 1 KSumantrra ChattopadhyayОценок пока нет
- En 13121-3:2008+a1:2010 (E)Документ1 страницаEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITEОценок пока нет
- Is 210Документ16 страницIs 210Debopriyo GhoshОценок пока нет
- Astm A192 Asme Sa192 PDFДокумент4 страницыAstm A192 Asme Sa192 PDFWil Vasquez C100% (1)
- Sa 299Документ3 страницыSa 299Web LogueandoОценок пока нет
- Astm A216Документ3 страницыAstm A216Ruth Sarai YañezОценок пока нет
- Asme Section I: Section - Iii Code ExtractionДокумент3 страницыAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- Closure Data PEДокумент2 страницыClosure Data PEjowarОценок пока нет
- Firelite 124Документ1 страницаFirelite 124pamelataboadalozanoОценок пока нет
- Astm 4140 PDFДокумент3 страницыAstm 4140 PDFRameshОценок пока нет
- Car Washer CatalogueДокумент24 страницыCar Washer Cataloguesra electricalsОценок пока нет
- Technical Standards For Insulation-Mineral Wool-RockwoolДокумент2 страницыTechnical Standards For Insulation-Mineral Wool-RockwooljaganОценок пока нет
- Knife Gate Valve - AVKCMSДокумент2 страницыKnife Gate Valve - AVKCMSjuantamad02Оценок пока нет
- Nfa 49 215 Grade Tu 37c Tubes PDFДокумент1 страницаNfa 49 215 Grade Tu 37c Tubes PDFMitul MehtaОценок пока нет
- ASTM F 1718 - 99Документ7 страницASTM F 1718 - 99Oh No PotatoОценок пока нет
- Arcelormittal Pressure VesselДокумент10 страницArcelormittal Pressure VesselkokopirokoОценок пока нет
- Thermowell Calculation Guide V1.3Документ19 страницThermowell Calculation Guide V1.3AymanelorbanyОценок пока нет
- Low Temperature and Cryogenic Ball ValvesДокумент4 страницыLow Temperature and Cryogenic Ball Valves윤병택100% (1)
- Sensitization of Inconel 625Документ9 страницSensitization of Inconel 625nantha kumarОценок пока нет
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFДокумент16 страницA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrОценок пока нет
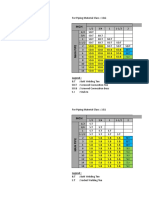
- Piping Material Class Comparison ChartДокумент5 страницPiping Material Class Comparison ChartAbu Akhmad BusanaОценок пока нет
- 3 2 Purchase Material SpecificationДокумент1 страница3 2 Purchase Material Specificationanon_376696588Оценок пока нет
- Knife Gate Valve Testing ProceduresДокумент2 страницыKnife Gate Valve Testing ProceduresmehtahemalОценок пока нет
- Reg. 353 Flanges Types and RequirementsДокумент5 страницReg. 353 Flanges Types and RequirementsRajivharolikarОценок пока нет
- FTP PDFДокумент16 страницFTP PDFPankaj RaneОценок пока нет
- Pipeline Stress Analysis With Caesar IiДокумент16 страницPipeline Stress Analysis With Caesar IiGohar ZamanОценок пока нет
- Tube Expander-Tools PDFДокумент120 страницTube Expander-Tools PDFmarceilinus devaluantoОценок пока нет
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Документ13 страниц10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumОценок пока нет
- Induction BendingДокумент2 страницыInduction BendingshaonaaОценок пока нет
- U-Tube Heat ExchangerДокумент9 страницU-Tube Heat Exchangerhirenpatel_62Оценок пока нет
- b2020-Tdc-Fas-004 Fasteners r3Документ2 страницыb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranОценок пока нет
- ASTM Bolt and Nut Material SpecificationsДокумент2 страницыASTM Bolt and Nut Material SpecificationsAkshay PoddarОценок пока нет
- Material Comparisons For Astm and JisДокумент2 страницыMaterial Comparisons For Astm and JisNitesh GargОценок пока нет
- Swagelok Needle ValvesДокумент12 страницSwagelok Needle Valvesnegg 348Оценок пока нет
- Rockwool Insulation LRB MatressДокумент1 страницаRockwool Insulation LRB MatressJaveed KhanОценок пока нет
- VALVES J70530 Catalogue HiResДокумент76 страницVALVES J70530 Catalogue HiResandreОценок пока нет
- HT Chart For ASME Material-Sec IДокумент1 страницаHT Chart For ASME Material-Sec IMurugananthamParamasivamОценок пока нет
- Boq For AS BoilerДокумент1 страницаBoq For AS BoilerGayan ChathurangaОценок пока нет
- Inconel 713CДокумент20 страницInconel 713CJSH100Оценок пока нет
- IBR - 1950 - Reg282 p1Документ2 страницыIBR - 1950 - Reg282 p1ganesh82100% (1)
- BP Variable Catalog 09VДокумент52 страницыBP Variable Catalog 09VPetros IosifidisОценок пока нет
- Ewf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsДокумент1 страницаEwf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDries VandezandeОценок пока нет
- Oil Gas Construction Factory L.L.CДокумент2 страницыOil Gas Construction Factory L.L.CRenny DevassyОценок пока нет
- A N T H R A C I T E Filtration MediaДокумент1 страницаA N T H R A C I T E Filtration Mediakathir1965Оценок пока нет
- Reinforcement: Industrial Training Report Tudawe Brothers LimitedДокумент8 страницReinforcement: Industrial Training Report Tudawe Brothers Limitedymanfas100% (1)
- Impact AR500 PlateДокумент2 страницыImpact AR500 PlateMario Diez100% (1)
- Data Sheet Aluminium 6061 t6 Group (H)Документ7 страницData Sheet Aluminium 6061 t6 Group (H)احمد نعيمОценок пока нет
- Welding Techniques and Guidelines for Power Sector ComponentsДокумент50 страницWelding Techniques and Guidelines for Power Sector ComponentsaadmaadmОценок пока нет
- Dillimax 690 eДокумент4 страницыDillimax 690 ePrabhakar TiwariОценок пока нет
- Data 2 PDFДокумент2 страницыData 2 PDFSalem GarrabОценок пока нет
- Specification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelДокумент2 страницыSpecification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelBalaji RGОценок пока нет
- Full 3-4 10unc 115 B7 BlackodisingДокумент1 страницаFull 3-4 10unc 115 B7 BlackodisingGauravОценок пока нет
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - RollingДокумент1 страницаSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - RollingGauravОценок пока нет
- Full 3-4 10unc 130 B7 BlackodisingДокумент1 страницаFull 3-4 10unc 130 B7 BlackodisingGauravОценок пока нет
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - Blanking PDFДокумент1 страницаSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - Blanking PDFGauravОценок пока нет
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingДокумент1 страницаSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingGauravОценок пока нет
- 3X45° Bar Stud Machining DrawingДокумент1 страница3X45° Bar Stud Machining DrawingGauravОценок пока нет
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingДокумент1 страницаSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingGauravОценок пока нет
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - RollingДокумент1 страницаSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - RollingGauravОценок пока нет
- KGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingДокумент1 страницаKGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingGauravОценок пока нет
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingДокумент1 страницаSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingGauravОценок пока нет
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - GrindingДокумент1 страницаSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - GrindingGauravОценок пока нет
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - RollingДокумент1 страницаSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - RollingGauravОценок пока нет
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - MarkingДокумент1 страницаSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - MarkingGauravОценок пока нет
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - MarkingДокумент1 страницаSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - MarkingGauravОценок пока нет
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - GrindingДокумент1 страницаSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - GrindingGauravОценок пока нет
- Full M20X2.5PX210L A193 B8M CL-1Документ1 страницаFull M20X2.5PX210L A193 B8M CL-1GauravОценок пока нет
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - BlankingДокумент1 страницаSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - BlankingGauravОценок пока нет
- M16X2PX52L B8Документ1 страницаM16X2PX52L B8GauravОценок пока нет
- Mic Full m12x1.75px45l b7 Blackodising Mi0000000011Документ1 страницаMic Full m12x1.75px45l b7 Blackodising Mi0000000011GauravОценок пока нет
- Eee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0Документ1 страницаEee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0GauravОценок пока нет
- M16X2PX52L 4140 B7 BlackodisingДокумент1 страницаM16X2PX52L 4140 B7 BlackodisingGauravОценок пока нет
- MPCPL BSR M10X1.5PX50 4140 B7 Blackodising M10-50-SB7 PDFДокумент1 страницаMPCPL BSR M10X1.5PX50 4140 B7 Blackodising M10-50-SB7 PDFGauravОценок пока нет
- Full M12X1.75PX60 B7 ZN Al - BlankingДокумент1 страницаFull M12X1.75PX60 B7 ZN Al - BlankingGauravОценок пока нет
- M20X2.5PX60L 4140 B7 BlackodisingДокумент1 страницаM20X2.5PX60L 4140 B7 BlackodisingGauravОценок пока нет
- Gargi EnterprisesДокумент10 страницGargi EnterprisesGauravОценок пока нет
- BEC 013 Automotie ElectronicsДокумент70 страницBEC 013 Automotie Electronicsjimshith jimmuОценок пока нет
- Mic Full m12x1.75px45l b7 Blackodising Mi0000000011Документ1 страницаMic Full m12x1.75px45l b7 Blackodising Mi0000000011GauravОценок пока нет
- MPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7Документ1 страницаMPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7GauravОценок пока нет
- Eee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0Документ1 страницаEee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0GauravОценок пока нет
- MPCPL BSR M10X1.5PX45 4140 B7 Blackodising M10-45-SB7Документ1 страницаMPCPL BSR M10X1.5PX45 4140 B7 Blackodising M10-45-SB7GauravОценок пока нет
- Technical Advice Sheet - 5 Dealing With Dampness in Old WallsДокумент10 страницTechnical Advice Sheet - 5 Dealing With Dampness in Old WallsLasha ShartavaОценок пока нет
- Kenwood KFF2DS14 ManualДокумент20 страницKenwood KFF2DS14 Manualmortgageworld0% (1)
- HVAC Handbook Part 6 Air Handling EquipmentДокумент75 страницHVAC Handbook Part 6 Air Handling EquipmentTanveerОценок пока нет
- Technology Absorption - AdaptationДокумент5 страницTechnology Absorption - AdaptationRohit BhandariОценок пока нет
- CAESAR II Pipe Stress Analysis GuideДокумент37 страницCAESAR II Pipe Stress Analysis GuideEko Idris Hutagaol100% (1)
- TN49 - U-Value of Curtain Walls (5 PP)Документ5 страницTN49 - U-Value of Curtain Walls (5 PP)Steve MarrОценок пока нет
- FatigueДокумент6 страницFatigueEnriqueGDОценок пока нет
- Teledyne DirectoryДокумент5 страницTeledyne DirectorySww WisdomОценок пока нет
- MMCДокумент39 страницMMCgopal rao sirОценок пока нет
- B0054832-4 Erection Arrangement DRB-XCL PC Fired Burner C.C.WДокумент1 страницаB0054832-4 Erection Arrangement DRB-XCL PC Fired Burner C.C.WNanang Cesc UttaОценок пока нет
- Caterpillar Naimuls PartДокумент9 страницCaterpillar Naimuls PartNishat ChowdhuryОценок пока нет
- Introduction To Powder Metallurgy A ReviДокумент7 страницIntroduction To Powder Metallurgy A ReviFerry SetiawanОценок пока нет
- Theory-Manual Eng 2011 PDFДокумент119 страницTheory-Manual Eng 2011 PDFErisvaldo de LimaОценок пока нет
- Center LatheДокумент32 страницыCenter Lathesure516vОценок пока нет
- Module Heat - Answer SchemeДокумент27 страницModule Heat - Answer SchemeCart KartikaОценок пока нет
- Air Conditioning Comfort and Cooling Load AnalysisДокумент56 страницAir Conditioning Comfort and Cooling Load AnalysisNazia ZamanОценок пока нет
- Introduction To Welding - MetallurgyДокумент15 страницIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Cable Construction Part 1Документ5 страницCable Construction Part 1Jesus RodriguezОценок пока нет
- Battery Configurations - My Mag PDFДокумент9 страницBattery Configurations - My Mag PDFtufrtrОценок пока нет
- Industry Endorsement ListДокумент3 страницыIndustry Endorsement Listhem1980Оценок пока нет
- Summer Internship Report on Rejection Reduction in CPC Ring ManufacturingДокумент33 страницыSummer Internship Report on Rejection Reduction in CPC Ring ManufacturingrenatoeliegeОценок пока нет
- Breast Cancer Risk in Relation To Occupations With Exposure To Carcinogens and Endocrine Disruptors: A Canadian Case - Control StudyДокумент17 страницBreast Cancer Risk in Relation To Occupations With Exposure To Carcinogens and Endocrine Disruptors: A Canadian Case - Control StudyJerika Marie ArceoОценок пока нет
- Maxxi, Rome's New Museum For The 21st Century Art & Architecture Is A Bold andДокумент7 страницMaxxi, Rome's New Museum For The 21st Century Art & Architecture Is A Bold andIng István-Mátyás Tupper MátéОценок пока нет
- Novo SPTДокумент24 страницыNovo SPTmoomeejeeОценок пока нет
- JORC DrainsДокумент36 страницJORC DrainsMod KaewdaengОценок пока нет
- Infineum M7125Документ1 страницаInfineum M7125Sarantos KapidakisОценок пока нет
- V410065 en US FactSheet Main 01Документ1 страницаV410065 en US FactSheet Main 01Janeth MendozaОценок пока нет
- Konnerup (2012) Design of Steel-Concrete Composite Structures For A High-Rise BuildingДокумент185 страницKonnerup (2012) Design of Steel-Concrete Composite Structures For A High-Rise Buildingint8Оценок пока нет
- NonstandardДокумент39 страницNonstandarda04205Оценок пока нет