Вам также может понравиться
- Control Flownex SimulinkДокумент8 страницControl Flownex SimulinkSrashmiОценок пока нет
- Steam Tracing AppendixДокумент13 страницSteam Tracing AppendixAmin BagheriОценок пока нет
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesДокумент7 страницFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesRebekah SchmidtОценок пока нет
- EGE13B11Документ18 страницEGE13B11Jhonny Rafael Blanco CauraОценок пока нет
- 50a99 ReadingДокумент15 страниц50a99 Readingishu vohraОценок пока нет
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTДокумент14 страницSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiОценок пока нет
- Solubility of Calcium Carbonate in WaterДокумент2 страницыSolubility of Calcium Carbonate in WaterKEHALI AbdelheqОценок пока нет
- Thermophysical PropertiesДокумент14 страницThermophysical PropertiesKalinga BalОценок пока нет
- Iit MumbaiДокумент2 страницыIit Mumbaivijaya025Оценок пока нет
- UOP Callidus Flare School ManualДокумент254 страницыUOP Callidus Flare School Manual张希Оценок пока нет
- List of License in 6911Документ9 страницList of License in 6911shamrajj50% (2)
- GoyalДокумент3 страницыGoyalVan LeОценок пока нет
- ISO 12213-3 Part 1 - Introduction and GuidelinesДокумент8 страницISO 12213-3 Part 1 - Introduction and GuidelinesserefbingolОценок пока нет
- MC-001-DS-M-002-120 DS For Condensate Separator Rev AДокумент4 страницыMC-001-DS-M-002-120 DS For Condensate Separator Rev AHeldiyan RamdhanОценок пока нет
- Liquid Monopropellant CombustionДокумент4 страницыLiquid Monopropellant Combustionherdi sutanto adigunaОценок пока нет
- National Oil Corporation: Rev Date Description Checked ApprovedДокумент12 страницNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobОценок пока нет
- Ejector Performance Test Procedure: Quality AssuranceДокумент8 страницEjector Performance Test Procedure: Quality AssuranceManan gujjarОценок пока нет
- PVT Report - 140319 - Zone - 8 - May'17 Separator SampleДокумент28 страницPVT Report - 140319 - Zone - 8 - May'17 Separator SampleIBIKUNLEОценок пока нет
- NO. Document No. Title of Document / DrawingДокумент15 страницNO. Document No. Title of Document / DrawingRajОценок пока нет
- Engineered Engineered: Thermal Maintenance S Stems For Urea Systems For Urea Applications PPДокумент31 страницаEngineered Engineered: Thermal Maintenance S Stems For Urea Systems For Urea Applications PPdzungОценок пока нет
- NGMSA TQ Fence Levels 122Документ2 страницыNGMSA TQ Fence Levels 122Sehna SerajОценок пока нет
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselДокумент9 страницPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimОценок пока нет
- U-00034-PR-BOD-0001 - Rev.AДокумент41 страницаU-00034-PR-BOD-0001 - Rev.AthinhviproОценок пока нет
- EGE15B2Документ14 страницEGE15B2Jhonny Rafael Blanco CauraОценок пока нет
- 1.0 J1415 QF200-2 PSA DatasheetДокумент2 страницы1.0 J1415 QF200-2 PSA DatasheetCarlos MagОценок пока нет
- PNGRB Erdmp RegulationsДокумент61 страницаPNGRB Erdmp Regulationsb080480meОценок пока нет
- B.Tech CH PDFДокумент146 страницB.Tech CH PDFAshutosh MishraОценок пока нет
- Separator GazeДокумент4 страницыSeparator Gazestef11_127571Оценок пока нет
- MTG ProcessДокумент59 страницMTG ProcessShehzad Afzal MaharОценок пока нет
- Steam-Injected GT ExerciseДокумент9 страницSteam-Injected GT ExerciseYinka AkinkunmiОценок пока нет
- Operation, Installation & Maintenance Manual: Vertical Liquid Separator FPVS-SHДокумент12 страницOperation, Installation & Maintenance Manual: Vertical Liquid Separator FPVS-SHMehdi Hajd KacemОценок пока нет
- FSM Tech Bulletin 7 - Surface TemperaturesДокумент3 страницыFSM Tech Bulletin 7 - Surface Temperaturespolaris44Оценок пока нет
- CP Pickheaters Jacketed Heating Special Report PDFДокумент25 страницCP Pickheaters Jacketed Heating Special Report PDFnitantharaniОценок пока нет
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignДокумент26 страницMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignMariana Michel0% (1)
- Product Bulletin - Puraspec 1173Документ1 страницаProduct Bulletin - Puraspec 1173elias100% (1)
- JGDCL Doc Electronic Odorizer 09-10-2017Документ21 страницаJGDCL Doc Electronic Odorizer 09-10-2017bmanojkumar16Оценок пока нет
- QIP-PDI-G.3 - Design Instruction For Standard Pipe Support SelectionДокумент1 страницаQIP-PDI-G.3 - Design Instruction For Standard Pipe Support Selectiondimas prasetyoОценок пока нет
- WHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsДокумент17 страницWHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsYasin ElaswadОценок пока нет
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Документ5 страниц18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaОценок пока нет
- Summary of Thermal Design Rating of Amine Reboiler: Method StatementДокумент2 страницыSummary of Thermal Design Rating of Amine Reboiler: Method StatementWickyОценок пока нет
- A44-01-PRO-DAS-08 Datasheet For Inlet Gas Trim Cooler, Rev.F0Документ2 страницыA44-01-PRO-DAS-08 Datasheet For Inlet Gas Trim Cooler, Rev.F0m.shehreyar.khanОценок пока нет
- Measurement o F KlaДокумент30 страницMeasurement o F KlaRamandeep KaurОценок пока нет
- Porous Sparger SizingДокумент4 страницыPorous Sparger Sizingprav.saradaОценок пока нет
- 31380115D PDFДокумент147 страниц31380115D PDFMatthewОценок пока нет
- SMR Hydrogen Generators-Technologies and Producers 2009Документ28 страницSMR Hydrogen Generators-Technologies and Producers 2009Zoran JuricОценок пока нет
- DHU-NOCL - JOB EXECUTION PLAN - SupersededДокумент37 страницDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqОценок пока нет
- IR HL Heatless DryerДокумент1 страницаIR HL Heatless DryerYing Kei ChanОценок пока нет
- TR Diss 1672 PDFДокумент302 страницыTR Diss 1672 PDFsalamrefighОценок пока нет
- Design and Analysis of Pressure Vessel Using PV Elite SoftwareДокумент8 страницDesign and Analysis of Pressure Vessel Using PV Elite SoftwareVitor OlivettiОценок пока нет
- Engineering 003-Civil Structural Design Criteria On ShoreДокумент22 страницыEngineering 003-Civil Structural Design Criteria On Shoremarin cristian100% (1)
- Design Practices Product Loading Systems Exxon EngineeringДокумент16 страницDesign Practices Product Loading Systems Exxon EngineeringFRANKLIN REVILLAОценок пока нет
- 1000444Документ5 страниц1000444Semih ÖzsağıroğluОценок пока нет
- Manual Flare Sim ExproДокумент69 страницManual Flare Sim ExproJuan Pablo AlonsoОценок пока нет
- Clif Mock CD 20a Sample Probe Controller PDFДокумент16 страницClif Mock CD 20a Sample Probe Controller PDFnicol_sgОценок пока нет
- Flare SystemДокумент29 страницFlare SystemMalik RayyanОценок пока нет
- Tower-Process-Data-Sheet - Ex (Version 1)Документ1 страницаTower-Process-Data-Sheet - Ex (Version 1)Abraham Burgos CelisОценок пока нет
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsОт EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaОценок пока нет
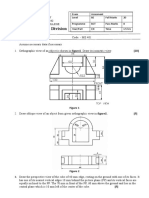
- Engineering Drawing - Question BankДокумент32 страницыEngineering Drawing - Question Bankविशाल पुडासैनीОценок пока нет
- Examination Control DivisionДокумент1 страницаExamination Control Divisionविशाल पुडासैनीОценок пока нет
- Kathmandu Engineering College Kalimati, Kathmandu 2075Документ2 страницыKathmandu Engineering College Kalimati, Kathmandu 2075विशाल पुडासैनीОценок пока нет
- Career Objective: Er. Bishal Pudasaini AddressДокумент4 страницыCareer Objective: Er. Bishal Pudasaini Addressविशाल पुडासैनीОценок пока нет
- Exam Assessment Level Full Marks Program BCT A Pass Marks Year/Part I/II TimeДокумент4 страницыExam Assessment Level Full Marks Program BCT A Pass Marks Year/Part I/II Timeविशाल पुडासैनीОценок пока нет
- Bce B - 1Документ2 страницыBce B - 1विशाल पुडासैनीОценок пока нет
- Kathmandu Engineering College Kalimati 2075 FalgunДокумент3 страницыKathmandu Engineering College Kalimati 2075 Falgunविशाल पुडासैनीОценок пока нет
- Namelist 2075 Batch FinalДокумент8 страницNamelist 2075 Batch Finalविशाल पुडासैनीОценок пока нет
- Question 1Документ1 страницаQuestion 1विशाल पुडासैनीОценок пока нет
- Tribhuwan University Institute of Engineering Thapathali CampusДокумент42 страницыTribhuwan University Institute of Engineering Thapathali Campusविशाल पुडासैनीОценок пока нет
- Workshop - Objective - QuestionsДокумент2 страницыWorkshop - Objective - Questionsविशाल पुडासैनीОценок пока нет
- Set A WorkshopДокумент2 страницыSet A Workshopविशाल पुडासैनीОценок пока нет
- ADT3 ResultsДокумент5 страницADT3 Resultsविशाल पुडासैनीОценок пока нет
- Lesson Plan Thermo - NewДокумент4 страницыLesson Plan Thermo - Newविशाल पुडासैनीОценок пока нет
- Final MarksДокумент4 страницыFinal Marksविशाल पुडासैनीОценок пока нет
- Examination Control DivisionДокумент2 страницыExamination Control Divisionविशाल पुडासैनीОценок пока нет
- Kathmandu Engineering College Kalimati 2075 FalgunДокумент2 страницыKathmandu Engineering College Kalimati 2075 Falgunविशाल पुडासैनीОценок пока нет
- Kathmandu Engineering CollegeДокумент2 страницыKathmandu Engineering Collegeविशाल पुडासैनीОценок пока нет
- Machine Design Ball Screw Vol 1 e BookДокумент22 страницыMachine Design Ball Screw Vol 1 e Bookविशाल पुडासैनीОценок пока нет
- Kathmandu Engineering College: Tribhuvan University Institute of EngineeringДокумент2 страницыKathmandu Engineering College: Tribhuvan University Institute of Engineeringविशाल पुडासैनीОценок пока нет
- Lok Sewa Aayog - RA PA 3rd - Mechanical 2nd Paper Syllabus PDFДокумент4 страницыLok Sewa Aayog - RA PA 3rd - Mechanical 2nd Paper Syllabus PDFविशाल पुडासैनीОценок пока нет
- Limit and Fit Data BooДокумент18 страницLimit and Fit Data Booविशाल पुडासैनीОценок пока нет
- General SyllabusДокумент4 страницыGeneral SyllabusSushant KhatiwodaОценок пока нет
- G) KFNL ) GF K - F P ) PD La La P Fs / - V"NF - KBSF) LNLVT K/Liffsf) Kf&/OqmdДокумент6 страницG) KFNL ) GF K - F P ) PD La La P Fs / - V"NF - KBSF) LNLVT K/Liffsf) Kf&/Oqmdविशाल पुडासैनीОценок пока нет
- Workshop Manual AT 2000 STДокумент56 страницWorkshop Manual AT 2000 STAndrei StateОценок пока нет
- Rs 68 1200/E-/Ev O Series (O Control Ready) : 2 2 Monoblock Low Nox Gas Burners Modulating With Lmv52 Electronic CamДокумент20 страницRs 68 1200/E-/Ev O Series (O Control Ready) : 2 2 Monoblock Low Nox Gas Burners Modulating With Lmv52 Electronic CamDaniel SaenzОценок пока нет
- Commercial Liquid Fuel BurnersДокумент4 страницыCommercial Liquid Fuel BurnersneftalicastroОценок пока нет
- BDF 1 Melting Furnace@ PDFДокумент15 страницBDF 1 Melting Furnace@ PDFRidhoFebriyanОценок пока нет
- Overhauling of Boiler Burner Assembly AIMДокумент4 страницыOverhauling of Boiler Burner Assembly AIMAayush AgrawalОценок пока нет
- Overhauling of Boiler and Aux of Unit 1Документ33 страницыOverhauling of Boiler and Aux of Unit 1lp mishraОценок пока нет
- Datos Oreda Modos de Falla Parte MantenibleДокумент135 страницDatos Oreda Modos de Falla Parte MantenibleCarlos Jose Sibaja Cardozo100% (1)
- Aalborg KBSD: Steam Atomising Oil Burner For Diesel Oil and Heavy Fuel OilДокумент2 страницыAalborg KBSD: Steam Atomising Oil Burner For Diesel Oil and Heavy Fuel Oilkhalil khaliliОценок пока нет
- Burner ManualДокумент36 страницBurner ManualWajih AnsariОценок пока нет
- TFH Burner Manual B70-2FHДокумент15 страницTFH Burner Manual B70-2FHanweshaccОценок пока нет
- BOILER - Instruction Manual BoilerДокумент540 страницBOILER - Instruction Manual BoilerAndrei Matei100% (5)
- ACL High Efficiency Burner Assembly Patented Burner: WarningДокумент12 страницACL High Efficiency Burner Assembly Patented Burner: WarningUrt's ReelОценок пока нет
- Energy Conservation BoilerДокумент38 страницEnergy Conservation Boilervivek rathodОценок пока нет
- Power FlameДокумент6 страницPower FlamejrlobovОценок пока нет
- Catalogo Honeywell PDFДокумент176 страницCatalogo Honeywell PDFKarl WeierstrassОценок пока нет
- Steam System DesignДокумент74 страницыSteam System DesignIshan RanganathОценок пока нет
- Micro Oil Ignition System (MOIS) : Minimising Fuel Oil ConsumptionДокумент19 страницMicro Oil Ignition System (MOIS) : Minimising Fuel Oil Consumptionravi singh100% (1)
- Incini-Cone SelectionGuide 420Документ8 страницIncini-Cone SelectionGuide 420Thaiminh Vo100% (1)
- (J-1) Burner TypesДокумент1 страница(J-1) Burner Typesgie pradanaОценок пока нет
- Thermal DesignДокумент21 страницаThermal DesignAnonymous ufMAGXcskM0% (1)
- FM Global Property Loss Prevention Data Sheets: Oil-And Gas-Fired Single-Burner BoilersДокумент26 страницFM Global Property Loss Prevention Data Sheets: Oil-And Gas-Fired Single-Burner BoilersSHAILENDRA100% (1)
- Olympia GOM BurnerДокумент6 страницOlympia GOM BurnerJenniferValleОценок пока нет
- LMV51Документ157 страницLMV51camus1125Оценок пока нет
- Commissioning Methodology For Boiler-1Документ17 страницCommissioning Methodology For Boiler-1Subhankar ChaudhuriОценок пока нет
- Operation Manual: Supermagnum 220 ElcДокумент19 страницOperation Manual: Supermagnum 220 ElcMuhammad ShahzadОценок пока нет
- Types of Burners and Combustion Systems - HEATER TREATER IMPORTANTДокумент5 страницTypes of Burners and Combustion Systems - HEATER TREATER IMPORTANTadewunmi olufemiОценок пока нет
- ETNYRE M-101-06rДокумент114 страницETNYRE M-101-06rSamuel BatistaОценок пока нет
- Boiler Operations TheoryДокумент60 страницBoiler Operations TheoryHefni OssyanОценок пока нет
- Trouble ShootingДокумент57 страницTrouble ShootingCem Cetiz100% (1)