Вам также может понравиться
- Tim HortonsДокумент194 страницыTim HortonsShashank Vatsavai100% (2)
- Stability Studies:: Pharmaceutical Product DevelopmentДокумент213 страницStability Studies:: Pharmaceutical Product DevelopmentSiva Kanth100% (1)
- Paper Decarburization in Spring SteelДокумент7 страницPaper Decarburization in Spring SteelMauricio RodriguezОценок пока нет
- P & I DiagramsДокумент26 страницP & I Diagramsengrfarhansiddiqui100% (3)
- 11.sacrificial Cathodic ProtrctionДокумент5 страниц11.sacrificial Cathodic ProtrctionChayon MondalОценок пока нет
- Fouling in Phosphoric AcidДокумент8 страницFouling in Phosphoric AcidÖmer LaçinОценок пока нет
- Prodution of Ferrous Sulfate From SteelmakingДокумент7 страницProdution of Ferrous Sulfate From SteelmakinganaazizОценок пока нет
- ATT III - 2. Use Internal Communication SystemsДокумент9 страницATT III - 2. Use Internal Communication Systemsedwin90276Оценок пока нет
- Eco Solutions - Saving Resources, Creating ValueДокумент17 страницEco Solutions - Saving Resources, Creating ValueChayon MondalОценок пока нет
- ATEX IECEx Seminar - PresentationДокумент88 страницATEX IECEx Seminar - PresentationHoang Anh TuОценок пока нет
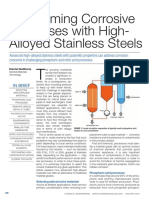
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsДокумент7 страницOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Shielding Design GeneralДокумент22 страницыShielding Design GeneralAbu OmarОценок пока нет
- PhosphatingДокумент11 страницPhosphatingmarkleeeОценок пока нет
- Bono Thermal Oil HeatersДокумент10 страницBono Thermal Oil HeatershendraОценок пока нет
- AISI 304 (SUS 304) Grade Stainless SteelДокумент4 страницыAISI 304 (SUS 304) Grade Stainless SteelChayon Mondal100% (1)
- De-Phosphorization Strategies and Modelling in Oxygen SteelmakingДокумент15 страницDe-Phosphorization Strategies and Modelling in Oxygen SteelmakingthuanОценок пока нет
- Uses of Oxygen ChemistryДокумент16 страницUses of Oxygen ChemistryalifbzulОценок пока нет
- Dynamic Modeling and Simulation of Basic Oxygen FuДокумент23 страницыDynamic Modeling and Simulation of Basic Oxygen FuErnesto D. AguirreОценок пока нет
- Potential For The Use of Biomass in The Iron and SДокумент13 страницPotential For The Use of Biomass in The Iron and SakshukОценок пока нет
- Development and Industrial Validation of A New Lime-Based Slag Conditioner in The BOF Process at DillingerДокумент10 страницDevelopment and Industrial Validation of A New Lime-Based Slag Conditioner in The BOF Process at DillingerJJОценок пока нет
- Thermal Debinding and Sintering of Water AtomisedДокумент16 страницThermal Debinding and Sintering of Water AtomisedAndres Felipe Angarita FlorezОценок пока нет
- A Mathematical Model For Chemical P Removal Dudley J.2Документ11 страницA Mathematical Model For Chemical P Removal Dudley J.2Jim TsikasОценок пока нет
- De-Phosphorization in Steelmaking A VSP PerspectiveДокумент16 страницDe-Phosphorization in Steelmaking A VSP PerspectiveKanan SahooОценок пока нет
- Flow and Mass Transfer in The Furnace For Gas-Solid ReactionДокумент38 страницFlow and Mass Transfer in The Furnace For Gas-Solid Reaction조기현Оценок пока нет
- Alkalinity and Its Consequences For The Performance of Steel-Reinforced Geopolymer MaterialsДокумент26 страницAlkalinity and Its Consequences For The Performance of Steel-Reinforced Geopolymer MaterialsJHON WILMAR CARDENAS PULIDOОценок пока нет
- Tratamiento de Azida de PlomoДокумент44 страницыTratamiento de Azida de PlomoLeoncio UturiОценок пока нет
- S FZ JL Energy Environ 78-3-2010 199-204 WullenkordДокумент8 страницS FZ JL Energy Environ 78-3-2010 199-204 WullenkordcailiiiОценок пока нет
- Impacts of ISCO Persulfate Peroxide and Permanganate Oxidants On Soils Soil Oxidant Demand and Soil PropertiesДокумент20 страницImpacts of ISCO Persulfate Peroxide and Permanganate Oxidants On Soils Soil Oxidant Demand and Soil PropertiesRafael SoaresОценок пока нет
- Review On Modelling and Simulation of Blast Furnace: Steel Research International January 2018Документ26 страницReview On Modelling and Simulation of Blast Furnace: Steel Research International January 2018Millstone illuminatorОценок пока нет
- Urban Et Al. De-P Startegies Iron Steel Tech 2015Документ12 страницUrban Et Al. De-P Startegies Iron Steel Tech 2015akshukОценок пока нет
- 1 s2.0 S2214860421003390 MainДокумент10 страниц1 s2.0 S2214860421003390 MainWILLIAN RICARDO DOS SANTOSОценок пока нет
- Metals 08 00993 PDFДокумент15 страницMetals 08 00993 PDFRahul KelaОценок пока нет
- Reduction of CO2 Emissions in Steel Industry BasedДокумент12 страницReduction of CO2 Emissions in Steel Industry BasedAjanta KОценок пока нет
- Impact of Hydrogenous Gas Injection On The Blast Furnace Process: A Numerical InvestigationДокумент22 страницыImpact of Hydrogenous Gas Injection On The Blast Furnace Process: A Numerical Investigationpaulohmodesto1981Оценок пока нет
- 2017 97 PhiloДокумент17 страниц2017 97 Philokene malakuОценок пока нет
- Applsci 10 05101 v2Документ18 страницApplsci 10 05101 v2Ernesto D. AguirreОценок пока нет
- Application of Numerical Simulation On Biomass GasДокумент6 страницApplication of Numerical Simulation On Biomass GasJoseph OtengОценок пока нет
- Dust Reaction Model in Waste Heat Boiler of Copper Smelting: August 2019Документ12 страницDust Reaction Model in Waste Heat Boiler of Copper Smelting: August 2019vinayakbunОценок пока нет
- High Efficiency Dephosphorization by Mixed Injection During Steelmaking ProcessДокумент7 страницHigh Efficiency Dephosphorization by Mixed Injection During Steelmaking ProcessAbhinandan ChatterjeeОценок пока нет
- Manganese Phosphatizing Coatings The Effects of PRДокумент22 страницыManganese Phosphatizing Coatings The Effects of PRuygarcaОценок пока нет
- A Kinetic Model For The Photocatalytic Reduction oДокумент8 страницA Kinetic Model For The Photocatalytic Reduction oHaris Surya HidayatОценок пока нет
- Powder Technology: Martin Schiemann, Siegmar Wirtz, Viktor Scherer, Frank BärholdДокумент10 страницPowder Technology: Martin Schiemann, Siegmar Wirtz, Viktor Scherer, Frank BärholdPrabath Nilan GunasekaraОценок пока нет
- Role of Surface-Active Elements During Keyhole-Mode Laser WeldingДокумент12 страницRole of Surface-Active Elements During Keyhole-Mode Laser WeldingpeterОценок пока нет
- Chimica 2 2014 RGB 33-37 PDFДокумент6 страницChimica 2 2014 RGB 33-37 PDFMary Grace VelitarioОценок пока нет
- Thermal Debinding Process of SS 17-4 PH in Metal Injection Molding Process With Variation of Heating Rates, Temperatures, and Holding TimesДокумент8 страницThermal Debinding Process of SS 17-4 PH in Metal Injection Molding Process With Variation of Heating Rates, Temperatures, and Holding TimesShrikant DeshmukhОценок пока нет
- A Green Multifunctional Anti-Scaling Inhibitor For Crystallization Control of Ca Scale CrystalsДокумент17 страницA Green Multifunctional Anti-Scaling Inhibitor For Crystallization Control of Ca Scale Crystalsahmedsadeq2014Оценок пока нет
- 27 - ID58 - Xakalashe - Combined Carbothermic Reduction of BR and BOF Slag For Enhanced Recovery of Fe and Slag Conditioning - Final PDFДокумент10 страниц27 - ID58 - Xakalashe - Combined Carbothermic Reduction of BR and BOF Slag For Enhanced Recovery of Fe and Slag Conditioning - Final PDFAnindya RoyОценок пока нет
- ID Ekstraksi Pemisahan Senyawa Dan IdentifiДокумент15 страницID Ekstraksi Pemisahan Senyawa Dan IdentifiJumardinОценок пока нет
- ChemCatChem - 2022 - Zerebecki - Engineering of Cation Occupancy of CoFe2O4 Oxidation Catalysts by Nanosecond Single PulseДокумент12 страницChemCatChem - 2022 - Zerebecki - Engineering of Cation Occupancy of CoFe2O4 Oxidation Catalysts by Nanosecond Single PulseYujinОценок пока нет
- 10 1016@j Addma 2019 100909Документ58 страниц10 1016@j Addma 2019 100909SaulPiedraОценок пока нет
- PPDF - Estad23 - 81 - Paper - ESTAD - HBI&deP in EAFДокумент4 страницыPPDF - Estad23 - 81 - Paper - ESTAD - HBI&deP in EAFfrittella pОценок пока нет
- Nature Communications 1 SantosДокумент9 страницNature Communications 1 SantosDao Anh NhatОценок пока нет
- Pineau 2006Документ12 страницPineau 2006Vladimir OrtizОценок пока нет
- Applied Sciences: Review of Functionally Graded Thermal Sprayed CoatingsДокумент41 страницаApplied Sciences: Review of Functionally Graded Thermal Sprayed CoatingsKanchana WeerasingheОценок пока нет
- Step by Step Process Integration Method For The Improvements and OptimizationДокумент16 страницStep by Step Process Integration Method For The Improvements and OptimizationbizarropОценок пока нет
- Data Based Modeling Approach of Iron and Steelmaking Processes1Документ13 страницData Based Modeling Approach of Iron and Steelmaking Processes1Abhinandan ChatterjeeОценок пока нет
- 3 BB 4Документ11 страниц3 BB 4Jose Marval RodriguezОценок пока нет
- Heat Exchanger Fouling in Phosphoric Acid EvaporatДокумент10 страницHeat Exchanger Fouling in Phosphoric Acid EvaporatAmyОценок пока нет
- Catalysts 13 00159Документ27 страницCatalysts 13 00159Gabriela BosioОценок пока нет
- Optimizing The Gas Carburization Process Strategies For Reducing Total Cycle TimeДокумент10 страницOptimizing The Gas Carburization Process Strategies For Reducing Total Cycle TimeIJRASETPublicationsОценок пока нет
- Zhang2007-, Evaluation of Inhibition Efficiency Of...Документ10 страницZhang2007-, Evaluation of Inhibition Efficiency Of...Paulo JuniorОценок пока нет
- Anie 201004263Документ4 страницыAnie 201004263ATUL CHAUDHARYОценок пока нет
- Mind Over Matter Tata SteelДокумент7 страницMind Over Matter Tata SteelBagas Prasetyawan Adi NugrohoОценок пока нет
- De Novo Formation of PCDDF During Sintering Effect PDFДокумент8 страницDe Novo Formation of PCDDF During Sintering Effect PDFdavibraga8041Оценок пока нет
- GFGSDFДокумент12 страницGFGSDFsuksesОценок пока нет
- Reactive Ion Etching Selectivity of Si - SiO2 - Comparing of Two - UoДокумент6 страницReactive Ion Etching Selectivity of Si - SiO2 - Comparing of Two - UoDinhОценок пока нет
- Applsci 09 02914Документ10 страницApplsci 09 02914Siddhant DhallОценок пока нет
- Poster Ajay Kumar ShuklaДокумент1 страницаPoster Ajay Kumar ShuklaShankhaPathakОценок пока нет
- Tan 2021 IOP Conf. Ser. Earth Environ. Sci. 772 012047Документ8 страницTan 2021 IOP Conf. Ser. Earth Environ. Sci. 772 012047Ingrid ContrerasОценок пока нет
- Optimisationof Heel Levelin FoundryДокумент10 страницOptimisationof Heel Levelin FoundryChayon MondalОценок пока нет
- Accenture IspДокумент9 страницAccenture IspChayon MondalОценок пока нет
- Port Talbot Works: Visitor GuideДокумент6 страницPort Talbot Works: Visitor GuideChayon MondalОценок пока нет
- Precipitation of Metallic Chromium During Rapid Cooling of CR O SlagsДокумент4 страницыPrecipitation of Metallic Chromium During Rapid Cooling of CR O SlagsChayon MondalОценок пока нет
- Induction Furnace - 50 KG Capacity: Tender Document OFДокумент17 страницInduction Furnace - 50 KG Capacity: Tender Document OFChayon MondalОценок пока нет
- Material Safety Data Sheet: Maryland Refractories CompanyДокумент5 страницMaterial Safety Data Sheet: Maryland Refractories CompanyChayon MondalОценок пока нет
- Heo-Park2018 Article EffectOfDirectReducedIronDRIOnДокумент9 страницHeo-Park2018 Article EffectOfDirectReducedIronDRIOnChayon MondalОценок пока нет
- Electrometallurgy NptelДокумент23 страницыElectrometallurgy NptelChayon MondalОценок пока нет
- B M E E, 2012: Achelor OF Etallurgical Ngineering XaminationДокумент3 страницыB M E E, 2012: Achelor OF Etallurgical Ngineering XaminationChayon MondalОценок пока нет
- @ Rs 460/-Per Head at Rs 450/ - Per HeadДокумент1 страница@ Rs 460/-Per Head at Rs 450/ - Per HeadChayon MondalОценок пока нет
- Physics of MetalsДокумент2 страницыPhysics of MetalsChayon MondalОценок пока нет
- Lecture 38Документ5 страницLecture 38Chayon MondalОценок пока нет
- Class 37: Electron Compounds Phonons, Optoelectronic MaterialsДокумент5 страницClass 37: Electron Compounds Phonons, Optoelectronic MaterialsChayon MondalОценок пока нет
- Physics of MetalДокумент3 страницыPhysics of MetalChayon MondalОценок пока нет
- Thermodynamics of MaterialsДокумент2 страницыThermodynamics of MaterialsChayon MondalОценок пока нет
- Experiment-8: Pitting CorrosionДокумент3 страницыExperiment-8: Pitting CorrosionChayon MondalОценок пока нет
- Thermodynamics of MaterialsДокумент4 страницыThermodynamics of MaterialsChayon MondalОценок пока нет
- Pourbaix DiagramДокумент5 страницPourbaix DiagramChayon MondalОценок пока нет
- Experiment-10: Aim of The Experiment Organic InhibitorДокумент3 страницыExperiment-10: Aim of The Experiment Organic InhibitorChayon MondalОценок пока нет
- Experiment-12: Crevice CorrosionДокумент4 страницыExperiment-12: Crevice CorrosionChayon MondalОценок пока нет
- Experiment-3: Galvanic SeriesДокумент4 страницыExperiment-3: Galvanic SeriesChayon MondalОценок пока нет
- Batch 23 AdvtДокумент6 страницBatch 23 AdvtV. Krishna ThejaОценок пока нет
- Energy Efficient Roadway Lighting Opportunities and BenefitsДокумент15 страницEnergy Efficient Roadway Lighting Opportunities and BenefitsHesham AlzarooniОценок пока нет
- Advance Electrical Machine LabДокумент2 страницыAdvance Electrical Machine LabKhan YousafzaiОценок пока нет
- 6.5EFOZ InstallationДокумент92 страницы6.5EFOZ InstallationNick ArnouОценок пока нет
- GC-1F Operators ManualДокумент9 страницGC-1F Operators Manualnhocti007Оценок пока нет
- Module 3Документ28 страницModule 3Carms GameОценок пока нет
- DTK-120HW, DTK-MRJ11, DTK-2LVLP: Surge ProtectorsДокумент1 страницаDTK-120HW, DTK-MRJ11, DTK-2LVLP: Surge Protectorsethan8888Оценок пока нет
- Data SheetДокумент2 страницыData SheetFarid AfifiОценок пока нет
- Boiler Design ReviewДокумент4 страницыBoiler Design ReviewKR PAОценок пока нет
- Edexcel PLC Student Checklist Single Chemistry Paper 2Документ2 страницыEdexcel PLC Student Checklist Single Chemistry Paper 2rbehwnsОценок пока нет
- Trimmer Ceramic CapДокумент46 страницTrimmer Ceramic CapWickna PratabanОценок пока нет
- Welding Tools and EquipmentsДокумент9 страницWelding Tools and EquipmentsMarko futeОценок пока нет
- Earthing 1Документ9 страницEarthing 1renjithas2005Оценок пока нет
- Caracteristicas Driver TMC2209Документ6 страницCaracteristicas Driver TMC2209Raul AlcalaОценок пока нет
- Rise & Impact of Crude Oil Price in IndiaДокумент10 страницRise & Impact of Crude Oil Price in IndiaRandal SchroederОценок пока нет
- R ChidambaramДокумент2 страницыR Chidambaramshridhar sutarОценок пока нет
- Referencias Electrodos FujikuraДокумент1 страницаReferencias Electrodos FujikuraAlexander GuzmanОценок пока нет
- The Drain System Design Is Based On Segregated SystemsДокумент1 страницаThe Drain System Design Is Based On Segregated Systemsjoenediath9345Оценок пока нет
- KCA Bladder Tanks en 2010Документ11 страницKCA Bladder Tanks en 2010NovancyОценок пока нет
- Diamer Basha DamДокумент6 страницDiamer Basha DamKashif Ali Hasnain0% (1)
- Soil Colloid AVIДокумент5 страницSoil Colloid AVIMonika KshetriОценок пока нет
- 1025936797Документ184 страницы1025936797Wilson AgudeloОценок пока нет