Академический Документы
Профессиональный Документы
Культура Документы
Exercises Chapter 07
Загружено:
AndrésRozoАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Exercises Chapter 07
Загружено:
AndrésRozoАвторское право:
Доступные форматы
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
TABLA DE CONTENIDO
1 GENERALIDADES ...................................................................................................................................... 3
2 INFORMACIÓN DE CONTEXTO (SI APLICA) ........................................................................................... 3
3 OBJETO ...................................................................................................................................................... 3
4 ALCANCE ................................................................................................................................................... 3
4.1 LOCALIZACIÓN GEOGRÁFICA ........................................................................................................ 3
4.2 ALTERNATIVAS PARA LA CONSTRUCCIÓN DE PUNTOS DE ENTRADA Y SALIDA .................. 5
4.2.1 CÓDIGOS Y NORMAS APLICABLES EN SU ÚLTIMA REVISIÓN: .............................................. 7
4.3 ALCANCE TÉCNICO GENERAL ....................................................................................................... 7
4.3.1 “PIPING CLASS” DE TUBERÍA, VÁLVULAS Y ACCESORIOS .................................................... 7
4.3.2 MATERIALES, ACCESORIOS Y EQUIPOS .................................................................................. 7
4.4 ESPECIFICACIONES Y DESCRIPCIÓN ÍTEMS DE PAGO ............................................................. 8
4.4.1 ELABORACIÓN, REVISIÓN Y/O AJUSTE DE INGENIERÍA (INCLUYE TOPOGRAFÍA) ............ 9
4.4.2 MOVILIZACIÓN, LOGÍSTICA Y DESMOVILIZACIÓN .................................................................10
4.4.3 INSTALACIONES Y CAMPAMENTOS TEMPORALES ..............................................................10
4.4.4 TRÁMITE PERMISOS, RECUPERACIÓN Y ADECUACIÓN DE LAS ÁREAS UTILIZADAS. ....11
4.4.5 OBRAS CIVILES ..........................................................................................................................11
4.4.5.1 DESCAPOTE........................................................................................................................11
4.4.5.2 EXCAVACIÓN MANUAL O MECÁNICA ..............................................................................12
4.4.5.3 RELLENO COMPACTADO CON MATERIAL DE PRÉSTAMO ..........................................14
4.4.5.4 RELLENO COMPACTADO CON SUMINISTRO DE MATERIAL SELECCIONADO ..........15
4.4.5.5 DEMOLICIÓN DE CONCRETO ...........................................................................................16
4.4.5.6 CONCRETO IMPERMEABILIZADO DE 3000 PSI ..............................................................17
4.4.5.7 ACERO DE REFUERZO A-42 y PDR-60 .............................................................................25
4.4.6 CASETA DE PROTECCIÓN DE VÁLVULA EN SUPERFICIE. ...................................................27
4.4.7 SUMINISTRO E INSTALACIÓN SELLOS PASAMUROS ELASTÓMERO .................................28
4.4.8 ACERO MISCELÁNEO ................................................................................................................29
4.4.9 LIMPIEZA Y APLICACIÓN DE PINTURA DE TUBERÍA .............................................................36
4.4.10 DESMONTAJE O MONTAJE VÁLVULAS BRIDADOS ANSI 300 A 600. ...............................39
4.4.11 OBRAS MECÁNICAS, PREFABRICACIÓN, MONTAJE E INSTALACIÓN DE VÁLVULAS,
EQUIPOS, TUBERÍA Y ACCESORIOS ....................................................................................................40
4.4.11.1 PREFABRICACIÓN Y MONTAJE ....................................................................................41
4.4.11.2 CALIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA ...........................................42
4.4.11.3 CALIFICACIÓN DE LOS SOLDADORES ........................................................................42
4.4.11.4 INSPECCIÓN RADIOGRÁFICA .......................................................................................42
4.4.11.5 PREFABRICACIÓN ..........................................................................................................43
4.4.11.6 PREFABRICACIÓN DE SPOOL Y MONTAJE DE ACCESORIOS Y VÁLVULAS ..........43
4.4.11.7 SUMINISTRO, SOLDADURA Y MONTAJE DE ACCESORIOS DE DERIVACIÓN (SPLIT
TEES, WELDOLET, THREE WAY TEE) ...............................................................................................44
Código: F-GAB-041 Rev. 2 Página 1 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
4.4.11.8 SOLDADURA E INSTALACIÓN TUBERÍA DE ACERO Y ACCESORIOS DE 1/2" A 20"
47
4.4.12 EJECUCIÓN DE HOT TAP DE 2” A 22” (INCLUYE EQUIPOS Y PERSONAL) .....................54
4.4.12.1 CONDICIONES GENERALES .........................................................................................54
4.4.12.2 ALCANCE .........................................................................................................................56
4.4.12.3 SOLDADURA EN HOT TAP Y/O LINE STOP .................................................................56
4.4.12.4 PREPARACIÓN DE LA JUNTA PARA HOT TAP ............................................................57
4.4.12.5 MATERIALES ...................................................................................................................58
4.4.12.6 EQUIPOS .........................................................................................................................58
4.4.12.7 INSTALACIÓN DE ACCESORIO DE CONEXIÓN ...........................................................59
4.4.12.8 CORTE .............................................................................................................................60
4.4.12.9 RETIRO DEL EQUIPO DE HOT TAP ..............................................................................61
4.4.12.10 RESTRICCIONES ............................................................................................................61
4.4.12.11 PROCEDIMIENTO ...........................................................................................................61
4.4.12.12 PRECAUCIONES PARA EVITAR EXPLOSIONES O ACCIDENTES DURANTE LOS
TRABAJOS DE INTERVENCIÓN DE LA LÍNEA EN OPERACIÓN. .....................................................62
4.4.13 SUMINISTRO E INSTALACIÓN DE VÁLVULAS Y FACILIDADES. ........................................64
4.4.13.1 SUMINISTRO, INSTALACIÓN Y MONTAJE DE TUBERÍA DE ACERO .........................66
4.4.13.2 SUMINISTRO E INSTALACIÓN FACILIDADES PARA INSTRUMENTACIÓN ...............66
4.4.14 SUMINISTRO E INSTALACIÓN MANÓMETROS (3" 0-1500 PSI) .........................................66
4.4.15 SUMINISTRO E INSTALACIÓN VÁLVULAS DE AGUJA (1/2" Y 3/4" RATING 3000 PSI) .....67
5 MONITOREO Y CONTROL DEL PROYECTO .........................................................................................67
5.1 INFORME DIARIO ............................................................................................................................67
5.2 REPORTES SEMANALES ...............................................................................................................68
5.3 INFORME FINAL POR CONEXIÓN .................................................................................................69
5.4 REPORTE DE INDICADORES SST ................................................................................................69
5.5 INFORME FINAL DEL CONTRATO ................................................................................................69
6 CANTIDADES ...........................................................................................................................................71
7 PERSONAL ...............................................................................................................................................71
7.1 MÍNIMO REQUERIDO .....................................................................................................................71
7.2 PERSONAL NO CALIFICADO .........................................................................................................73
8 CONTROL Y ASEGURAMIENTO DE CALIDAD ......................................................................................73
Código: F-GAB-041 Rev. 2 Página 2 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
1 GENERALIDADES
Mediante el presente Anexo se define el Objeto, alcance y demás condiciones técnicas específicas del bien
y/o servicios que TGI S.A. ESP., (en adelante LA EMPRESA) requiere contratar, de conformidad con el
Manual de Contratación de la Empresa el cual deberá ser consultado en la página Web www.tgi.com.co.
En consecuencia, se precisa que el presente documento hará parte integral del proceso de contratación que
se adelantará por la Empresa y del respectivo contrato que eventualmente llegare a celebrarse con el
Contratista, y por ello todos los requerimientos técnicos exigidos en este documento son de obligatorio
cumplimiento por parte del CONTRATISTA.
La información suministrada en el presente documento por TGI deberá ser utilizada de manera confidencial,
garantizado por todos los medios a su alcance que los trabajadores a su servicio y demás personas que
autorice, respetarán la reserva sobre la misma. Dicha información únicamente será utilizada para la debida
ejecución del objeto requerido. La violación de confidencialidad o el uso indebido de la información dará lugar
a reclamar indemnización por parte de LA EMPRESA. No se considera violación de confidencialidad la
entrega de información cuando sea de conocimiento público. Ninguna de las partes adquiere derechos de
propiedad o disposición respecto de la información suministrada por la otra.
2 INFORMACIÓN DE CONTEXTO (SI APLICA)
LA EMPRESA requiere dar cumplimiento las diferentes solicitudes presentadas por compañías que buscan
un punto de suministro de gas a través del Sistema Nacional de Transporte de Gas sobre la infraestructura
de LA EMPRESA.
3 OBJETO
El CONTRATISTA se obliga, bajo los términos y condiciones establecidos en el presente documento, al
diseño final de acuerdo con los típicos suministrados por LA EMPRESA, procura y construcción de los
diferentes puntos de salida en caliente de diferentes diámetros, sobre el gasoducto que permita la entrega de
gas natural.
4 ALCANCE
4.1 LOCALIZACIÓN GEOGRÁFICA
La infraestructura de LA EMPRESA está conformada por un sistema de gasoductos principales o troncales,
en diámetros de Ø2”, Ø3”, Ø4”, Ø6”, Ø8”, Ø10”, Ø12”, Ø14”, Ø16”, Ø18”, Ø20” y Ø22”, a los que se conectan
ramales regionales que transportan el gas hasta los municipios, donde están los city gates, de igual manera
cuenta con estaciones de compresión a lo largo del país.
La infraestructura de LA EMPRESA está distribuid en 8 distritos así:
DISTRITOS LIMITES
Norean (Cesar) - Puerto Salgar (Cundinamarca).
01 – Barrancabermeja
Puerto Boyacá (Boyacá) - Río Minero (Santander) y ramales.
02 – Gualanday Puerto Salgar (Cundinamarca) - Dina (Neiva) y ramales.
Río Minero (Santander) – La Belleza (Santander) – Cogua
(Cundinamarca), y ramales.
03 – Cogua
Puente Guillermo (Santander) – Sucre Oriental (Boyacá) y ramales.
Gasoducto de la Sabana y ramales.
El Porvenir (Casanare) - Cusiana (Casanare).
Morichal (Casanare) - Yopal (Casanare).
04 – Villavicencio
Cusiana (Casanare) - Apiay (Meta) – Bogotá (Cundinamarca) y ramales.
Apiay (Meta) – Termocoa (Meta) y ramales.
Código: F-GAB-041 Rev. 2 Página 3 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
DISTRITOS LIMITES
Acacias (Meta) – Granada (Meta) y ramales.
El Porvenir Monterrey (Casanare) – La Belleza (Santander) y troncales,
05 – Paipa
ramales de Boyacá y Santander.
06 – Valledupar Ballenas (Guajira) – Norean (Cesar) y ramales
Gasoducto de Mariquita – Pereira
07 – Manizales
Pereira- Armenia y ramales.
08 – Buga Gasoducto de Pereira-Cali y ramales.
Y los puntos de entrada salida se realizarán sobre cualquiera de estos gasoductos o sus ramales
correspondientes.
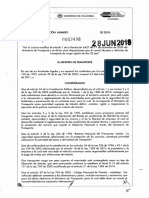
A continuación, se presenta el mapa de la infraestructura de LA EMPRESA.
Imagen 1- Infraestructura TGI S.A. ESP.
Código: F-GAB-041 Rev. 2 Página 4 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
4.2 ALTERNATIVAS PARA LA CONSTRUCCIÓN DE PUNTOS DE ENTRADA Y SALIDA
Para llevar a cabo la construcción de obras civiles, mecánicas y de instrumentación y control correspondientes
a las nuevas conexiones sobre la infraestructura de transporte de LA EMPRESA, se cuenta con típicos de
conexión, los cuales debe ajustarse por parte del CONTRATISTA para la obra en detalle requerida.
En la Imagen 2, se muestra a manera de información, una caseta que protege la válvula de derivación en
superficie.
By pass.
Conjunto válvula- Tubería de Caseta Bunker
actuador la conexión
Imagen 2 – Modelo de conexión.
El alcance de las labores o actividades que se realizarán con ocasión del objeto a contratar comprenden,
aunque no se limita a lo siguiente:
Revisión, verificación del diseño y ajuste de acuerdo a los típicos presentados por LA EMPRESA, la
construcción de una caseta en concreto (superficie con cerramiento en malla eslabonada), bunker en concreto
con tapa en lámina alfajor, conexiones en caliente (hot tap) de diferentes diámetros, esto incluye los
suministros, soldaduras y montajes en diferentes diámetros de tuberías, accesorios, válvulas, montajes de by
pass, kit de aislamientos, soportes para tubería de acuerdo con los diseños, planos y especificaciones
entregados por LA EMPRESA. De igual manera se deberán realizar pruebas de presión y ensayos no
destructivos END, pintura y todo lo demás requerido para cumplir con el punto de conexión y de acuerdo con
las especificaciones del código ASME B 31.8. y códigos NSR 10.
Todas las obras incluyen y no se limitan a:
Código: F-GAB-041 Rev. 2 Página 5 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Vigilancia durante la construcción.
• Movilización y desmovilización.
• Apiques.
• Excavación manual y/o mecánica.
• Rellenos compactados con material seleccionado.
• Construcción de caseta de protección.
• Preparación y vaciado de concreto.
• Suministro, figurado e instalación de acero de refuerzo.
• Suministro, soldadura y montaje de los accesorios y equipos requeridos para la conexión final en
caliente con la troncal o ramal con los respectivos accesorios y by pass.
• Construcción de prefabricados para el montaje e instalación de los equipos para el control del sistema.
• Construcción de soportes para la tubería y válvulas.
• Pruebas de presión según ASME B31.8 o especificaciones especificas por conexión.
• Ensayos no destructivos: Radiografías (100% de las juntas) y tintas penetrantes.
• Ensayo de ultrasonido.
• Pintura general de tuberías y válvulas.
• Limpieza final.
EL CONTRATISTA deberá estudiar cuidadosamente las condiciones presentadas en estas especificaciones
y establecer los costos en que deberá incurrir para darles cabal cumplimiento, en caso de que se le adjudique
el Contrato Derivado.
EL CONTRATISTA deberá suministrar todos los materiales, tuberías, equipos, herramientas, maquinaria,
transportes, movilizaciones y desmovilizaciones, combustibles, comunicaciones, vigilancia y mano de obra
necesarias para la correcta ejecución de las obras. Los materiales que suministra EL CONTRATISTA serán
nuevos y de una calidad tal que cumpla con estas especificaciones técnicas, en caso de presentarse defectos,
estos materiales sólo podrán ser sustituidos por otros de calidad equivalente o superior, previa aprobación
escrita de LA EMPRESA. Todos los materiales serán suministrados según las marcas aceptadas por LA
EMPRESA, según el documento adjunto “VENDOR LIST TGI”
EL CONTRATISTA deberá realizar los ensayos no destructivos (radiografías al cien por ciento de las juntas
de soldadura, tintas penetrantes y/o pruebas de ultrasonido según aplique) e inspecciones requeridas durante
el desarrollo de los trabajos solicitados por el representante de LA EMPRESA.
LA EMPRESA no suministrará ningún servicio especial para la construcción de las obras, tales como agua,
alcantarillado, energía eléctrica o comunicaciones, por tal razón, se consideran incluidos todos estos costos
y cualquier otro dentro de los precios ofertados.
EL CONTRATISTA deberá contar con sus propios medios de comunicación tales como radios, celulares u
otros, con el fin de facilitar el trabajo en el campo, campamentos y oficinas.
Todos los trabajos del CONTRATISTA deberán ser ejecutados diligentemente, en forma continua, obrando
en todo de buena fe y con el cuidado, la pericia y la habilidad necesaria de acuerdo con las prácticas aplicables
y recomendadas de ingeniería y teniendo en cuenta todos los requerimientos de seguridad industrial de LA
EMPRESA.
Se deberán extremar los controles en Seguridad Industrial, durante la ejecución de las obras en general y
especialmente durante los trabajos mecánicos al interior de las áreas de LA EMPRESA por ser áreas
clasificadas.
EL CONTRATISTA deberá dar cumplimiento a las políticas ambientales de LA EMPRESA y al Plan de Manejo
Ambiental aprobado por el Ministerio del Medio Ambiente, y las Resoluciones de las Corporaciones
Autónomas Regionales, las cuales se considera incorporadas a las presentes Especificaciones Técnicas.
Código: F-GAB-041 Rev. 2 Página 6 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
La obra se deberá construir según la programación que LA EMPRESA tiene para este proyecto y EL
CONTRATISTA deberá ajustarse a dicha programación.
Si EL CONTRATISTA suministra o instala equipos y materiales que hayan sido importados debe certificar
dicha condición presentando los originales o forma de autenticidad de los siguientes documentos:
• Factura de compra entre proveedor y CONTRATISTA.
• Certificados y recibos de pago de impuestos y costos de importación, certificados (DIAN).
• Certificados de calidad y pruebas.
• Manuales de Instalación, operación y mantenimiento.
4.2.1 CÓDIGOS Y NORMAS APLICABLES EN SU ÚLTIMA REVISIÓN:
o API SPC 6D: Pipeline Valves, End Closures, Connector and Swivels.
o ASME B31.8: Gas Transmission and Distribution Piping Systems.
o ANSI B 16.34: Valves - Flanged and Butt Welding Ends.
o API 1104: Soldadura de tuberías y facilidades.
o API 607: Fire Safe Test for Soft Seated Quarter Turn Valves.
o API 6FA: Specification for Fire Test for Valves.
o ASTM A 105: Forging, Carbon Steel, for Piping Components.
o NACE MR-01-75: Material Applications for Use in Corrosive Environments.
o Reglamento Técnico de Instalaciones Eléctricas RETIE.
o Normas Colombianas de Diseño y Construcción Sismo Resistente, NSR-10.
o Instituto Colombiano de Normas Técnicas, NTC.
o Instituto Colombiano de Cemento, ICPC.
o Specification for the Design, Fabrication and Erection of Structural Steel Buildings, AISC.
En caso de encontrarse discrepancias o contradicciones entre estos códigos y normas, o entre ellas y
la presente especificación, prevalecerá aquella que contenga los criterios más exigentes.
4.3 ALCANCE TÉCNICO GENERAL
El alcance de los servicios contratados comprende las siguientes actividades, sin perjuicio de las demás
actividades que se deriven del objeto requerido y de los demás documentos que hacen parte de la necesidad
de contratación:
4.3.1 “PIPING CLASS” DE TUBERÍA, VÁLVULAS Y ACCESORIOS
El “piping class” aplicable a las nuevas conexiones corresponde al servicio de gas de alta presión para
gasoducto, anexo a este documento.
4.3.2 MATERIALES, ACCESORIOS Y EQUIPOS
Los suministros de tuberías, válvulas, accesorios y los demás mencionados en el Anexo No. 2 Formulario
de Precios Unitarios, serán de acuerdo con lo que se requiera en cada punto de conexión, los consumibles
y equipos serán de acuerdo con el anexo No. 2 Formulario de Precios Unitarios para suministros u obras
según corresponda.
Todos los materiales y suministros deberán ser nuevos de alta calidad, libres de defectos e imperfecciones,
de fabricación reciente, adecuados para el uso a las condiciones de operación a que estarán sometidos.
Deben soportar las variaciones de temperatura, las condiciones atmosféricas y los esfuerzos originados
por las condiciones de trabajo, sin que se presente distorsión o deterioro indebido en cualquier
componente.
Código: F-GAB-041 Rev. 2 Página 7 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Todos los suministros deben ser producidos por fabricantes de reconocido prestigio dando cumplimiento
al piping class y al “VENDOR LIST TGI” relacionados en este anexo. EL CONTRATISTA debe entregar
para aprobación los nombres de los fabricantes involucrados, junto con la información técnica, certificados
de calidad, trazabilidad, relacionada con los productos que se propone incorporar previo al suministro e
instalación de los mismos.
Hasta donde sea posible, los materiales utilizados para servicios iguales o similares deberán ser de la
misma marca, tipo y ser intercambiables, si tienen la misma capacidad. El CONTRATISTA debe demostrar
esta cualidad cuando lo requiera LA EMPRESA.
La ejecución de los trabajos, al igual que el suministro de materiales se hará de conformidad con las
especificaciones, indicaciones, recomendaciones, planos y otros documentos indicados por LA EMPRESA
y/o su representante.
Todos los trabajos relacionados deben hacerse conforme a las normas de seguridad ocupacional y medio
ambiental, las cuales deben ser de entero conocimiento y tenidas en cuenta por El CONTRATISTA al
formular su propuesta y por lo tanto debe ceñirse a ellas durante la ejecución de las obras.
Las normas técnicas que se encuentran en estas especificaciones, aunque tienen una naturaleza
normativa no liberan al CONTRATISTA de las responsabilidades y consecuencias que derivan de la
celebración del Contrato Derivado.
EL CONTRATISTA será responsable por todos los materiales incluidos en el Contrato Derivado, hasta
su instalación y operación.
EL CONTRATISTA debe correr con todos los riesgos relacionados con los materiales rechazados y deberá
reemplazarlos nuevamente en el mínimo tiempo posible.
EL CONTRATISTA debe asumir plena responsabilidad por la pérdida o daño de cualquier tipo a los
materiales, sin importar el monto cubierto por el seguro que él haya tomado para protegerse contra tales
riesgos durante el embarque, transporte y descargue en sus instalaciones temporales o en el sitio de los
trabajos.
En caso de ocurrir daños durante el transporte de los materiales, EL CONTRATISTA a su costo debe
reemplazarlos.
4.4 ESPECIFICACIONES Y DESCRIPCIÓN ÍTEMS DE PAGO
Las obras se ejecutarán en los diferentes municipios a lo largo de la infraestructura de LA EMPRESA dentro
de los derechos de vía. En la siguiente fotografía se muestra una ubicación típica para un punto de hot tap y
el posible trazado de la tubería de entrada o salida de gas. La ubicación exacta del hot tap y los diseños
definitivos de construcción de la tubería y caseta debe emitirlos EL CONTRATISTA para aprobación por parte
de LA EMPRESA. Debe respetarse la distancia mínima exigida por el Instituto Nacional de Vías (INVIAS)
para la vía existente y cercana a la futura construcción. La ubicación exacta dependerá de la autorización por
parte del propietario del predio, gestión que realizará EL CONTRATISTA con acompañamiento de LA
EMPRESA.
Código: F-GAB-041 Rev. 2 Página 8 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Posible punto Hot-Tap y
construcción de bunker
Posible punto
construcción de caseta
mageni
Imagen 3 – Posible punto de conexión (Hot tap – caseta)
4.4.1 ELABORACIÓN, REVISIÓN Y/O AJUSTE DE INGENIERÍA (INCLUYE TOPOGRAFÍA)
En un plazo máximo de quince (15) días calendario, contados a partir del acta u orden de inicio impartida
por parte de LA EMPRESA para construir una nueva conexión, EL CONTRATISTA, deberá revisar,
estudiar y analizar la información para realizar los diseños e ingeniería para la procura y construcción del
punto de conexión, verificando su consistencia. Durante este tiempo EL CONTRATISTA deberá realizar
las consultas que considere pertinentes a través de preguntas técnicas (Tecnical Query) dirigidas a LA
EMPRESA, la cual revisará y aprobará las consultas presentadas.
EL CONTRATISTA deberá entregar a LA EMPRESA un informe de ingeniería que incluye los planos e
isométricos requeridos a su vez debe identificar posibles cambios o riesgos en el diseño o información
entregada por LA EMPRESA, y deberá ser entregado a LA EMPRESA como fecha máxima el día quince
(15) calendario después del acta u orden de inicio impartida por LA EMPRESA para una nueva conexión.
EL CONTRATISTA identificará y priorizará los cambios de tal manera que de ninguno de los cambios
afectarán las condiciones contractuales pactadas. Estos tiempos no son acumulables, es decir si hay que
ejecutar varias conexiones que se traslapen en el tiempo, cada una tiene su tiempo independiente.
De presentarse variaciones o ajustes a la ingeniería, deben entenderse por EL CONTRATISTA como
normales, justas y necesarias y no darán lugar a reclamación por parte de EL CONTRATISTA, ni
reconocimiento alguno por parte de LA EMPRESA.
MEDIDA Y PAGO
Las actividades de elaboración, revisión y ajuste de ingeniería se pagan de manera global por cada
conexión una vez se haya recibido el informe e ingeniería con los ajustes respectivos.
EL CONTRATISTA debe contemplar todos los recursos requeridos para el levantamiento de la información
de campo, software, elaboración de informes y planos y demás que se requieran para la revisión y
elaboración de documentos de ingeniería, contemplando las disciplinas necesarias y sin limitarse a ellas
(civil, eléctrica, mecánica, instrumentación).
Código: F-GAB-041 Rev. 2 Página 9 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
4.4.2 MOVILIZACIÓN, LOGÍSTICA Y DESMOVILIZACIÓN
La movilización se refiere al transporte de insumos, personal, equipos, herramienta y materiales, que se
requieren para la ejecución de las obras, desde la sede del CONTRATISTA hacia sus instalaciones o
campamentos temporales. Como desmovilización se considera todas las operaciones que EL
CONTRATISTA debe realizar para retirar los insumos, el personal, equipo, herramientas, materiales
sobrantes, residuos etc., requeridos durante la construcción.
El CONTRATISTA efectuará la movilización utilizando los medios más adecuados para evitar daños en
los sitios por donde pase; el deterioro que se ocasione como consecuencia de esta actividad será reparado
por su cuenta o descontado de las sumas que se le adeuden.
La desmovilización deberá efectuarse inmediatamente se terminen los trabajos, tomando todas las
precauciones necesarias para evitar daños tanto a las obras, como a los terrenos por donde pase.
Cualquier daño causado deberá ser reparado a cargo del CONTRATISTA, o su valor podrá ser descontado
de las sumas que se le adeuden o con cargo a la garantía de estabilidad.
Los vehículos que se utilicen para el transporte deben ser los apropiados tanto en número como en
capacidad para no sobrepasar los límites de carga para las vías y puentes por donde se transite. Estos
deben estar en óptimas condiciones mecánicas para no ocasionar interrupciones en el tráfico.
• Cerramiento Provisional
Se considera incluido en la oferta del CONTRATISTA las actividades y materiales necesarios para
la construcción y retiro del cerramiento provisional en el sitio de los trabajos, durante el tiempo que
dure la construcción de las obras, de tal manera que se garantice la seguridad de los diferentes
sitios, incluidas las excavaciones e impida el acceso a personal ajeno a la obra. Por lo anterior,
LA EMPRESA no reconocerá sumas adicionales por estos conceptos.
• Vigilancia Permanente
Se considera incluido en la oferta del CONTRATISTA los costos y recursos necesarios para
proveer su propia seguridad durante la ejecución de los trabajos. Se establecen tres rangos de
distancias desde la sede de la compañía según esta registrada en la cámara de comercio y el
punto de conexión. Por lo anterior, LA EMPRESA no reconocerá sumas adicionales por estos
conceptos.
MEDIDA Y PAGO
Las actividades de movilización y desmovilización se pagan globalmente; se considera que el 60%
corresponde a la movilización y el 40% a la desmovilización; esto incluye cerramientos provisionales y
vigilancia permanente; para el cálculo del precio deben tenerse en cuenta las cargas y distancias de
transporte y en general todos los trabajos que se requieran para la correcta ejecución de esta labor.
Este ítem se establecerá en los numerales del formulario de precios unitarios, según los rangos de
distancia desde la sede del CONTRATISTA según la cámara de comercio hasta el punto de conexión.
4.4.3 INSTALACIONES Y CAMPAMENTOS TEMPORALES
LA EMPRESA no suministrará áreas para instalaciones del CONTRATISTA. EL CONTRATISTA deberá
tener en cuenta los costos que demande la construcción y conservación de obras provisionales o
temporales, tales como campamentos, oficinas, servicios sanitarios, depósitos, vías, talleres, dotaciones,
herramientas y obras para control del manejo ambiental etc.
Código: F-GAB-041 Rev. 2 Página 10 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Igualmente, deberá considerar que son por cuenta del CONTRATISTA las acometidas y distribución de
sus servicios de energía, alcantarillado, agua y teléfono, a partir de los sitios que determine y presente
para aprobación de LA EMPRESA, hasta los sitios que se requieran y los elementos necesarios de
protección y seguridad tanto para su personal como para sus instalaciones. El teléfono, energía,
alcantarillado y el agua no serán suministrados por LA EMPRESA., estos correrán por cuenta y cargo del
CONTRATISTA.
A la terminación del Contrato Derivado, EL CONTRATISTA deberá retirar por su cuenta todas las obras
provisionales dejando la zona de trabajo limpia y en orden, bien sea que las haya utilizado él o sus
Subcontratistas (en caso de que sean aceptadas las subcontrataciones), salvo que de común acuerdo
entre las partes se decida su permanencia en el lugar de las obras.
MEDIDA Y PAGO
Las actividades requeridas para las instalaciones y campamento temporales se pagarán por unidad de
acuerdo con los unitarios del formulario ofertado y una vez se hayan realizado las instalaciones o
campamentos temporales y estos hayan sido verificados y aceptados por personal de LA EMPRESA. El
60% se pagará a la movilización y el 40% a la desmovilización total del área de cada conexión.
4.4.4 TRÁMITE PERMISOS, RECUPERACIÓN Y ADECUACIÓN DE LAS ÁREAS UTILIZADAS.
El CONTRATISTA deberá tener en cuenta los costos que demande el trámite de permiso de ingreso con
los propietarios, así como los costos en se incurran en los daños, lucro cesante del área de cultivo, la
recuperación y adecuación de las áreas utilizadas y los daños causados con expedición de Paz y Salvo.
MEDIDA Y PAGO
Las actividades requeridas para los trámites de permisos, recuperación y adecuación de las áreas
utilizadas se pagarán por gastos reembolsables aprobados por LA EMPRESA.
4.4.5 OBRAS CIVILES
4.4.5.1 DESCAPOTE
Descripción:
Este trabajo comprende la rocería, remoción de la vegetación, de arbustos, y rastrojo, la extracción de
raíces y de otros materiales que interfieran con la construcción de la obra y que se juzgue conveniente
remover, en las áreas de construcción de las obras según se indica en los planos o lo determine el
Interventor. No se deben remover arbustos o árboles que no interfieran para la construcción de la obra.
Todo lo anterior se debe contemplar dentro de los costos previstos por EL CONTRATISTA para la
ejecución de la obra.
En ninguna circunstancia se permitirá la colocación del material en sitios donde interfiera con el drenaje
de aguas superficiales o subterráneas.
Ejecución de los Trabajos:
EL CONTRATISTA podrá realizar esta actividad con equipos y herramientas menores o con maquinaria
de acuerdo con el tamaño y la disponibilidad que tenga.
Cualquier contravención del CONTRATISTA al plan de manejo ambiental, a las regulaciones de la
entidad ambiental competente o a las instrucciones del Interventor en aspecto de manejo y disposición
de materiales sobrantes de la obra será bajo su responsabilidad y costo.
Código: F-GAB-041 Rev. 2 Página 11 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
MEDIDA Y PAGO
La unidad de medida será el metro cuadrado (m 2) por espesor de 20 centímetros, ejecutado y recibido a
satisfacción por parte del interventor, se pagarán de acuerdo con los unitarios del formulario ofertado.
El precio unitario considerará los costos de transporte de materiales sobrantes hasta el sitio de
disposición final, debidamente aprobado por LA INTERVENTORÍA, así como la totalidad de los
materiales, mano de obra, equipos, herramientas, transportes, adecuaciones previas del terreno,
disposición de residuos, manejo de aguas durante la ejecución de la actividad, dirección técnica y todos
los demás elementos que se requieran para la construcción correcta y total del ítem.
4.4.5.2 EXCAVACIÓN MANUAL O MECÁNICA
La excavación a realizar será ejecutada en área para la soportería, enterrar la tubería de acero o la
construcción de la conexión al gasoducto. Las cantidades serán de acuerdo con lo realmente ejecutado
y aprobado por LA EMPRESA.
Las dimensiones de tales excavaciones se deben hacer de acuerdo con lo mostrado en los planos o lo
ordenado por LA EMPRESA.
EL CONTRATISTA podrá utilizar cualquier tipo de equipo o herramienta apropiada para la realización
de las excavaciones, previa aprobación de LA INTERVENTORÍA. EL CONTRATISTA debe adoptar
procedimientos de excavación tales que en ningún momento se ponga en peligro la estabilidad de los
taludes ni de las estructuras aledañas. El método de excavación a utilizar debe ser aprobado
previamente por LA INTERVENTORÍA, pero la aprobación por parte de ésta de los procedimientos de
excavación no releva en ninguna forma la responsabilidad del CONTRATISTA.
EL CONTRATISTA verificará con el Interventor la localización de las excavaciones por acometer. Esta
excavación incluye la perfilada, sacada, retiro, transporte y colocación de los materiales producidos por
corte en los sitios indicados por LA INTERVENTORÍA.
El CONTRATISTA deberá tomar a su propio costo, todas las medidas para mantener drenadas, estables
y entibadas las excavaciones y demás áreas de trabajo.
Las excavaciones a ejecutarse al interior de las áreas de LA EMPRESA o cuando se está en proximidad
de un (1) metro del gasoducto, se realizarán de manera manual y se deberán tomar todas las
precauciones para evitar que las estructuras existentes o la masa de suelo que se vaya a excavar
posteriormente sufran daño o alteración. En ciertos casos el INTERVENTOR exigirá que se deje in situ
una capa de hasta 20 centímetros de terreno por encima de la línea de excavación definitiva, hasta
inmediatamente antes de la ejecución de las obras subsecuentes comprendidas en este Contrato
Derivado, para evitar el deterioro superficial del terreno. Todo daño que se llegare a presentar por
negligencia del CONTRATISTA en emplear dichas medidas deberá ser reparado por y a cuenta del
CONTRATISTA y a satisfacción del Interventor.
Las excavaciones realizadas para la construcción del búnker y/o la instalación de tubería de acero deben
cumplir con los siguientes aspectos:
• Las operaciones de localización y apertura de la zanja se harán con base en el replanteo llevado
a cabo por EL CONTRATISTA con aprobación de LA INTERVENTORÍA.
• Las paredes de la zanja deben ser lo más verticales posible y deberán ser entibadas,
apuntaladas o acodaladas en la zona donde la estabilidad del terreno así lo requiera.
• La profundidad estimada de la zanja será la requerida para ejecutar el objeto de los trabajos y
en ningún caso será motivo de reclamación por parte del CONTRATISTA.
Código: F-GAB-041 Rev. 2 Página 12 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• El fondo de la zanja debe ser conformado en forma uniforme y quedar libre de rocas sueltas,
gravas, raíces y materiales extraños que pudieran dañar la tubería o su revestimiento.
• La profundidad de la excavación debe ser como mínimo de 1,20 m medida hasta la cota superior
del tubo y un ancho medio de dos veces el diámetro de la tubería, independiente de la clase o
condición del terreno. Cuando por circunstancias especiales y a juicio de LA EMPRESA, se
presenten condiciones favorables para disminuir la profundidad mínima de excavación, ésta
puede modificarse, previa autorización por escrito de LA EMPRESA.
• Además de esta especificación deberá tenerse en cuenta la Norma ANSI B 31.8 Gas
transmission and distribution piping systems.
El CONTRATISTA será el responsable por transportar todo el material sobrante de las excavaciones
hasta la escombrera aprobada de la zona.
Para ingresar a cualquier excavación mayor de 1,50 metros de profundidad se debe diligenciar un
certificado de trabajo en altura o espacio confinado.
Además, se deben aplicar todas las medidas de control necesario para garantizar el bienestar de los
trabajadores que ingresan a la excavación, algunas de las medidas a tomar serian:
• Perfilado de taludes, con base en el tipo de suelo y de acuerdo con las inclinaciones.
• Instalación, aseguramiento y verificación de la capacidad de resistencia de entibados.
• Controles para evitar el ingreso de agua a la excavación.
• Demarcación clara de los puntos de salida y entrada a la excavación.
• Supervisión permanente del estado de las paredes de la excavación.
• En caso de lluvia el encargado dará la orden de evacuar la excavación.
• Después de la lluvia el encargado evaluara el estado de la excavación, antes de ordenar la
continuación de los trabajos.
• Debe estar provisto de escaleras de evacuación como mínimo dos.
• Se debe señalizar los bordes de la excavación.
• Disposición del material proveniente de la excavación por lo menos a 1m. o más del borde
dependiendo del terreno y la profundidad o según lo indique LA INTERVENTORÍA.
• La separación mínima de los trabajadores dentro de la excavación debe ser no menos de 2m.
• Se debe evaluar la excavación después de presentarse lluvias nocturnas
La excavación manual es aquella que, para su remoción, solo requiere el uso de herramientas manuales
tales como picas, palas, paladragas, etc. Dentro de esta clasificación de materiales se encuentran
arenas, limos, arcilla, capa vegetal o cualquiera de sus mezclas formadas por agregación natural con
piedras sueltas.
Se considerará como sobre-excavación, el retiro o ablandamiento de materiales, por fuera de los
alineamientos o cotas indicadas en los planos generados por el CONTRATISTA o aprobados por el
Interventor. Estas sobre-excavaciones no se pagarán y el CONTRATISTA estará obligado a ejecutar a
su propio costo, los rellenos necesarios por esta causa, de acuerdo con las normas y aprobación del
Interventor.
La excavación o demolición en roca comprende toda excavación o demolición de roca in situ de origen
ígneo, metamórfico o sedimentario, bloques de los mismos materiales de volumen mayor a un metro
cúbico, conglomerados que estuviesen tan firmemente cementados que presenten todas las
características de roca sólida, entre las herramientas a utilizar están las menores, martillos hidráulicos y
taladros neumáticos
La excavación mecánica consiste en el suministro y transporte de los equipos para las actividades de
excavación con maquinaria, conforme lo establezcan los planos del proyecto o lo indique el Interventor.
La Herramienta o equipo principal es la retro excavadora
Código: F-GAB-041 Rev. 2 Página 13 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Al realizar una conexión es posible que exista alguna demolición de concreto para lo que será tenida en
cuenta en este punto.
MEDIDA Y PAGO
La excavación manual o mecánica se paga por metro cúbico (m 3) de excavación medida en el sitio y tipo
aceptada por LA EMPRESA o su representante. Se incluye la mano de obra, transporte, consumibles,
herramienta utilizada y demás requeridos. Se pagarán de acuerdo con los unitarios del formulario
ofertado.
4.4.5.3 RELLENO COMPACTADO CON MATERIAL DE PRÉSTAMO
Este trabajo consiste en el transporte, suministro, manejo y construcción de relleno compactado con
material seleccionado, de préstamo lateral o de cantera (recebo), conforme lo establezcan los planos del
proyecto o lo indique LA INTERVENTORÍA.
Comprende la preparación del terreno, esparcida del material en capas uniformes entremezclándolo para
obtener una adecuada distribución de tamaños, retiro de los sobre-tamaños o materiales desechables y
material o suelo orgánico, control de la humedad del material, compactación de las capas cada 15
centímetros.
Materiales:
- Se utilizarán materiales escogidos de los producidos en las excavaciones localizadas según los
planos de diseño.
- Los materiales escogidos producto de las excavaciones para los rellenos materia de esta sección
deberán ser homogéneos, libres de raíces, troncos, piedras de tamaño superior a las 2 pulgadas
y cualquier otro elemento objetable.
- El terreno que sirva de base a los rellenos deberá estar totalmente libre de vegetación, tierra
orgánica, materiales de desecho de construcción y otros materiales objetables a juicio del
Interventor.
- Agua limpia.
- El costo de la totalidad de estos materiales deberá ser considerado dentro del valor unitario del
ítem.
Herramienta y equipo:
Las herramientas utilizadas para la compactación manual son: palas, picas, pisón metálico, carretillas,
etc. Dentro de este ítem puede contemplarse el uso de compactadoras mecánicas como ranas y
canguros. Se excluye el uso de cilindros, pate cabras o vibro compactadores de más de 500 kg de peso.
Estos equipos deben presentar preoperacional y la aprobación del operador por parte de LA
INTERVENTORÍA.
Ejecución de los trabajos:
EL CONTRATISTA verificará con el Interventor la localización de los rellenos a acometer. EL
CONTRATISTA cargará, transportará y descargará el material de relleno hasta el sitio de la obra por sus
propios medios. El relleno se colocará por capas de un espesor suelto no mayor de 15 centímetros. Cada
capa deberá compactarse cuidadosamente con pisón, y/o compactador mecánico. El material deberá
tener la humedad necesaria, antes de la compactación para que ésta sea la indicada de acuerdo con los
ensayos de laboratorio. Así mismo deberá tratarse en tal forma que se asegure un contenido de humedad
uniforme en toda la capa. Los movimientos de tierra a que haya lugar para el normal desarrollo de la
presente especificación no deberán realizarse en ningún caso con equipos pesados que provoquen
Código: F-GAB-041 Rev. 2 Página 14 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
potenciales desestabilizaciones del derecho de vía y/o zonas adyacentes. La mano de obra no calificada
deberá contratarse con las juntas veredales vecinas al área de ejecución del proyecto.
Condiciones para el recibo de los trabajos:
Durante la ejecución de los trabajos, el Interventor adelantará los siguientes controles principales:
• Verificar el estado y funcionamiento del equipo empleado por EL CONTRATISTA para la
ejecución de los trabajos.
• Comprobar que los materiales cumplen con los requisitos de calidad y los ensayos de los
materiales establecidos.
• Comprobar que los trabajos se ajusten a las exigencias de esta especificación.
• Confirmar e identificar cualquier daño hecho durante las labores de construcción, los cuales de
existir deberán ser corregidos en el menor tiempo posible y por cuenta del CONTRATISTA.
• Medir para efectos de pago la cantidad de obra correctamente ejecutada.
MEDIDA Y PAGO
La unidad de medida será el METRO CÚBICO (m 3) de Relleno Compactado.
El Pago se hará de acuerdo con los precios unitarios establecidos en el Contrato Derivado, el
Interventor se asegurará de que el costo de este ítem no esté incluido dentro de los costos de otros ítems
asociados a la obra.
El precio unitario incluye el suministro de la totalidad de los materiales, mano de obra, equipos,
herramientas, transportes, adecuaciones previas del terreno, movimiento de tierras, excavaciones,
rellenos, disposición de residuos, ensayos de laboratorio, manejo de aguas durante la construcción,
indemnizaciones por daños causados a terceros, dirección técnica y todos los demás elementos que se
requieran para la construcción correcta y total del ítem.
4.4.5.4 RELLENO COMPACTADO CON SUMINISTRO DE MATERIAL SELECCIONADO
Se define como el lleno o complemento de una excavación con material seleccionado proveniente de la
misma excavación, conservando una buena compactación por capas de espesor máximo de 15
centímetros.
Materiales:
Constituido por materiales seleccionado, proveniente de la misma excavación, que no contenga limo
orgánico, materia vegetal, basuras, desperdicios o escombros; el tamaño máximo del material no deberá
exceder de cinco (5) centímetros. El contenido de finos (porcentaje que pasa por el tamiz #200) deberá
ser inferior al veinticinco por ciento (25%), y el índice de plasticidad del material que pasa por el tamiz
#40 será menor de 10.
Se utilizarán materiales escogidos de los producidos en las excavaciones localizadas según los planos
de diseño
Herramienta y equipo:
Las herramientas utilizadas para la compactación manual son: palas, picas, pisón metálico, carretillas,
etc. Dentro de este ítem puede contemplarse el uso de compactadoras mecánicas como ranas,
canguros. Se excluye el uso de cilindros, pate cabras o vibro compactadores de más de 500 kg de peso.
Estos equipos deben presentar preoperacional y la aprobación del operador por parte de LA
INTERVENTORÍA.
Código: F-GAB-041 Rev. 2 Página 15 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Ejecución de los Trabajos:
EL CONTRATISTA verificará con el interventor la localización de los rellenos a acometer. El relleno
incluirá la excavación perfilada del talud de relleno, retiro del material excavado a sitios preestablecidos
por EL CONTRATISTA. Se utilizarán materiales escogidos con la aprobación de LA INTERVENTORÍA.
EL CONTRATISTA cargará, transportará y descargará el material de relleno hasta el sitio de la obra por
sus propios medios. EL CONTRATISTA podrá usar cualquier tipo de equipo mecánico y/o manual para
la realización de los rellenos aprobado por LA INTERVENTORÍA. Se recomienda usar apisonadoras
manuales que deberán tener un peso no menor de 20 Kg y una superficie mínima de 625 cm2. El relleno
se colocará por capas de un espesor suelto no mayor de 15 centímetros. Cada capa deberá compactarse
cuidadosamente y en forma uniforme hasta lograr una buena compactación. En ningún caso podrá
iniciarse la colocación de una capa mientras no se hayan satisfecho los requisitos de la compactación
de la anterior, con la aprobación de LA INTERVENTORÍA.
Condiciones para el recibo de los trabajos:
Durante la ejecución de los trabajos, el Interventor adelantará los siguientes controles principales:
• Verificar el estado y funcionamiento del equipo empleado por EL CONTRATISTA para la
ejecución de los trabajos.
• Comprobar que los materiales cumplen con los requisitos de calidad y los ensayos de los
materiales establecidos.
• Comprobar que los trabajos se ajusten a las exigencias de esta especificación.
• Confirmar e identificar cualquier daño hecho durante las labores de construcción, los cuales de
existir deberán ser corregidos en el menor tiempo posible y por cuenta del CONTRATISTA.
• Medir para efectos de pago la cantidad de obra correctamente ejecutada.
MEDIDA Y PAGO
La unidad de medida y pago será el metro cuico de relleno compactado con suministro de
material seleccionado realmente ejecutado, aprobado y recibido a satisfacción por parte de LA
EMPRESA. El precio unitario incluye el suministro de la totalidad de los materiales, mano de obra,
equipos, herramientas, transportes, adecuaciones previas del terreno, movimiento de tierras,
excavaciones, rellenos, disposición de residuos, ensayos de laboratorio, manejo de aguas durante la
construcción, indemnizaciones por daños causados a terceros, dirección técnica y todos los demás
elementos que se requieran para la construcción correcta y total del ítem. Se pagarán de acuerdo con
los unitarios del formulario ofertado.
4.4.5.5 DEMOLICIÓN DE CONCRETO
Realizar todas las actividades necesarias para hacer manualmente o con maquinaria (compresor,
martillo neumático), las demoliciones, desmontes y remociones de material proveniente de las áreas
demarcadas o solicitadas por LA EMPRESA.
Desarrollo
La demolición será realizada sólo en las zonas indicadas en los planos aprobados para construcción o
por LA EMPRESA, para lo cual EL CONTRATISTA previamente debe demarcar y señalizar el área que
se va a intervenir. EL CONTRATISTA puede considerar el uso de martillo neumático para esta actividad,
en los casos en que LA EMPRESA lo autorice; de lo contrario la demolición se debe realizar en forma
manual, utilizando herramientas apropiadas.
Los fragmentos, producto de la demolición, deben quedar de tamaño tal que sean manejables
manualmente.
Código: F-GAB-041 Rev. 2 Página 16 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EL CONTRATISTA debe tomar todas las acciones necesarias para garantizar la estabilidad y
conservación de las zonas aledañas al sitio de demolición. En caso de presentarse alguna afectación
sobre las zonas aledañas, será responsabilidad del CONTRATISTA retornarlas al estado en que se
encontraban antes de la intervención.
Se deberán tener en cuenta las condiciones de seguridad y los cuidados que se requieren para garantizar
la estabilidad y funcionamiento de los equipos que se encuentren en el sitio de la obra, además de los
permisos y autorizaciones requeridos por parte de LA EMPRESA. EL CONTRATISTA deberá
suministrar y mantener todos los sistemas temporales de seguridad necesarios para la correcta ejecución
del trabajo.
EL CONTRATISTA deberá garantizar que los trabajos se ejecuten observando todas las normas
ambientales y de seguridad industrial; de lo contrario, cuando LA EMPRESA lo considere necesario
podrá ordenar la suspensión de las actividades hasta cuando estas condiciones sean las apropiadas.
Disposición de sobrantes
Es obligación del CONTRATISTA el retiro de escombros propios de la demolición y su disposición en
una escombrera autorizado por la corporación o la alcaldía del Municipio del lugar. Esta actividad se
debe incluir en cada uno de los Precios Unitarios de demolición.
MEDIDA Y PAGO
La unidad de medida y de pago para los ítems de demolición será por metro cúbico (m 3). La medida y
cantidad de pago será la que resulte de medir los volúmenes demolidos en el estado inicial de la
estructura, antes de su demolición, expresada en m 3, con aproximación al decímetro cúbico.
Para el recibo a satisfacción, deberá estar la demolición completamente terminada y los sobrantes
retirados y dispuestos en lugares apropiados, de acuerdo con las normas ambientales vigentes y la
aprobación de LA EMPRESA.
4.4.5.6 CONCRETO IMPERMEABILIZADO DE 3000 PSI
Este trabajo consiste en el suministro de materiales, fabricación, transporte, colocación, vibrado, curado
y acabados de los concretos de cemento Portland, utilizados para la construcción del bunker, o
soportería de acuerdo con los planos del proyecto, las especificaciones y las instrucciones del
Interventor.
a) Materiales
• Cemento
El cemento utilizado será Portland, de marca aprobada oficialmente. Si los documentos del
proyecto o una especificación particular no señalan algo diferente, se empleará el denominado
Tipo I.
• Agregados
El agregado fino deberá ser arena limpia, silicosa y lavada, de granos duros y libres de polvo,
esquistos, pizarras, álcalis, ácidos, materias orgánicas y sustancias nocivas.
La gradación del agregado fino deberá estar comprendida dentro de los límites de la tabla
mostrada adelante. El módulo de finura deberá estar comprendido entre 2.5 y 3.0.
El agregado grueso deberá ser material pétreo, triturado y clasificado, de elementos duros y
limpios de polvo, materia orgánica y otras sustancias de carácter nocivo. No debe contener
Código: F-GAB-041 Rev. 2 Página 17 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
piedra, mica desintegrada o cal libre. Tampoco se aceptarán piedras planas o alargadas. El
agregado grueso no deberá tener una pérdida mayor al 40% en el ensayo de abrasión.
La gradación del agregado grueso deberá estar dentro de los límites indicados en la tabla.
El tamaño máximo de los agregados gruesos no deberá ser mayor de una quinta parte de la
dimensión mínima entre paramentos de la estructura construida y/o ¾ de la distancia entre
varillas de refuerzo.
El agregado fino deberá cumplir con los siguientes requisitos:
• Agua
El agua que se usa para concreto, mortero y lechada, así como para el curado, deberá ser limpia,
libre de cantidades perjudiciales de aceite, ácidos, sales, álcalis, limo, materia orgánica y otras
impurezas. Si LA INTERVENTORÍA así lo requiere, EL CONTRATISTA deberá presentar
análisis químicos del agua que proponga utilizar.
El agua utilizada deberá ser comprada a algún proveedor de las zonas de intervención del
proyecto.
• Aditivos
Se podrán usar aditivos de reconocida calidad, para modificar las propiedades del concreto, con
el fin de que sea más adecuado para las condiciones particulares de la estructura por construir.
Su empleo deberá definirse por medio de ensayos efectuados con antelación a la obra, con
dosificaciones que garanticen el efecto deseado, sin perturbar las propiedades restantes de la
mezcla, ni representar riesgos para la armadura que tenga la estructura.
b) Equipo
Código: F-GAB-041 Rev. 2 Página 18 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EL CONTRATISTA podrá utilizar cualquier tipo de equipos apropiados para la ejecución de la estructura
de concreto, incluyendo mezcladoras, equipos de transporte, equipos de colocación de la mezcla,
vibradores, etc.
El equipo deberá mantenerse en óptimas condiciones de funcionamiento y su capacidad y rendimiento
deberán producir el adelanto en la construcción de acuerdo con los programas de trabajo aprobados.
• Equipo para la Elaboración de Agregados y la Fabricación del Concreto
Se permite el empleo de mezcladoras estacionarias en el lugar de la obra, cuya capacidad no
deberá exceder de tres metros cúbicos (3 m 3).
La mezcla manual sólo se podrá efectuar, previa autorización de LA INTERVENTORÍA, para
estructuras pequeñas de muy baja resistencia o en casos de emergencia que requieran un
reducido volumen de concreto. En tal caso, las cochadas no podrán ser mayores de un cuarto
de metro cúbico (0,25 m3).
• Elementos de Transporte
La utilización de cualquier sistema de transporte o de conducción del concreto deberá contar
con la aprobación de LA INTERVENTORÍA. Dicha aprobación no deberá ser considerada como
definitiva por EL CONTRATISTA y se da bajo la condición de que el uso del sistema de
conducción o transporte se suspenda inmediatamente, si el asentamiento o la segregación de la
mezcla exceden los límites especificados.
Cuando la distancia de transporte sea mayor de trescientos metros (300 m), no se podrán
emplear sistemas de bombeo, sin la aprobación de LA INTERVENTORÍA. Cuando el concreto
se vaya a transportar en vehículos a distancias superiores a seiscientos metros (600 m), el
transporte se deberá efectuar en camiones mezcladores.
• Vibradores
Los vibradores para compactación del concreto deberán ser de tipo interno, y deberán operar a
una frecuencia no menor de seis mil (6.000) ciclos por minuto y ser de una intensidad suficiente
para producir la plasticidad y adecuada consolidación del concreto, pero sin llegar a causar la
segregación de los materiales.
Para fundiciones delgadas, donde las formaletas estén especialmente diseñadas para resistir la
vibración, se podrán emplear vibradores externos de formaleta.
• Equipos varios
EL CONTRATISTA deberá disponer de elementos para usos varios, entre ellos los necesarios
para la ejecución de juntas, la corrección superficial del concreto terminado, la aplicación de
productos de curado, equipos para limpieza, etc.
c) Ejecución de los trabajos
Las proporciones de los componentes de la mezcla y las gradaciones de los agregados deberán ser las
del diseño previamente aprobado por LA INTERVENTORÍA.
Cualquier cambio de cemento, agregados y de sus proporciones en las mezclas, requieren la
autorización de LA INTERVENTORÍA y el rediseño de la mezcla, si lo considera necesario.
Las cantidades de los componentes de la mezcla se medirán y controlarán por peso, con excepción del
agua, que podrá medirse en volumen. Se admitirá el control del cemento por sacos de la capacidad
garantizada por el fabricante.
Código: F-GAB-041 Rev. 2 Página 19 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
La medida de los agregados por volumen solamente podrá ser autorizada para cantidades de obra
pequeñas, bajo la responsabilidad del CONTRATISTA y sin perjuicio de la calidad de la obra terminada,
en caso de efectuarse, se determinará una relación inicial de peso / volumen de agregado y se
controlarán estrechamente las variaciones de esta, durante la construcción.
El tiempo de mezcla, después de que todos los componentes se encuentren en el tambor de la
mezcladora, no será menor de uno y medio (1-1/2) minutos, excepto en mezcladoras en acción forzada,
para las cuales LA INTERVENTORÍA fijará el tiempo mínimo requerido. El concreto se mezclará en las
cantidades requeridas para uso inmediato. EL CONTRATISTA deberá considerar que el concreto será
dosificado y elaborado para asegurar una resistencia a compresión promedio lo suficientemente elevada,
que minimice la frecuencia de los resultados de pruebas por debajo del valor de resistencia a compresión
especificada en los planos del proyecto. Los planos indicarán claramente la resistencia a la compresión,
para la cual se ha diseñado cada parte de la estructura.
Al efectuar las cochadas de tanteo en el laboratorio para el diseño de la mezcla, las muestras para los
ensayos de resistencia deberán ser preparadas y curadas. Se deberá establecer una curva que muestre
la variación de la relación agua / cemento (o el contenido de cemento) y la resistencia a compresión a
veintiocho (28) días. La curva se deberá basar en no menos de tres (3) puntos y preferiblemente cinco
(5), que representen cochadas que den lugar a resistencias por encima y por debajo de la requerida.
Cada punto deberá representar el promedio de por lo menos tres (3) cilindros ensayados a veintiocho
(28) días.
La máxima relación agua / cemento permisible (o el contenido mínimo de cemento) para el concreto a
ser empleado en la estructura, será la mostrada por la curva, que produzca la resistencia promedio
requerida que exceda suficientemente la resistencia de diseño del elemento, según lo indica la Tabla.
La aprobación que de LA INTERVENTORÍA al diseño no implica necesariamente la aceptación posterior
de las obras de concreto que se construyan con base en dicho diseño, ni exime al CONTRATISTA de
su responsabilidad de cumplir con todos los requisitos de las especificaciones y los planos. La aceptación
de las obras para fines de pago dependerá de su correcta ejecución y de la obtención de la resistencia
a compresión mínima especificada para la respectiva clase de concreto, resistencia que será
comprobada con base en las mezclas realmente incorporadas en tales obras.
d) Preparación de la Zona de los Trabajos
La preparación de la excavación necesaria para las cimentaciones de las estructuras de concreto, incluye
su limpieza y apuntalamiento. Cualquier deterioro ocurrido después determinada la excavación, deberá
ser subsanado por EL CONTRATISTA, empleando procedimientos aceptables por LA
INTERVENTORÍA.
Las zonas donde se preparen las mezclas de concreto deben ser impermeabilizadas para evitar
afectación a los suelos y no se permite el flujo de mezclas de concreto en los cuerpos de agua, se debe
aislar la zona con el objeto recolectar el producto derramado.
Código: F-GAB-041 Rev. 2 Página 20 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
e) Formaletas y Obra Falsa
Todas las formaletas en las cuales sea necesario confinar y soportar la mezcla de concreto mientras se
endurece, deberán ser diseñadas por EL CONTRATISTA y aprobadas por LA INTERVENTORÍA. Las
formaletas deberán ser diseñadas de tal manera, que permitan la colocación y consolidación adecuada
de la mezcla en su posición final y su fácil inspección; así mismo, deberán ser suficientemente herméticas
para impedir pérdidas del mortero de la mezcla.
La aprobación del diseño por parte de LA INTERVENTORÍA no exime al CONTRATISTA de su
responsabilidad respecto a la seguridad, calidad del trabajo y cumplimiento de todas las
especificaciones.
Las formaletas, tanto de madera como metálicas, se ensamblarán firmemente y deberán tener la
resistencia suficiente para contener la mezcla de concreto. Antes de iniciar la colocación del concreto,
se deberán limpiar de impurezas, incrustaciones de mortero y cualquier otro material extraño. Su
superficie se deberá cubrir con aceite u otro producto que evite la adherencia y no manche la superficie
del concreto.
Las abrazaderas que se utilicen para sostener las formaletas y que queden embebidas en el concreto,
deberán ser pernos de acero provistos de rosca, tuercas y acoples adecuados, que permitan retirar los
extremos exteriores sin producir daños en las superficies del concreto. Todos los huecos resultantes del
retiro de las abrazaderas se deberán llenar con mortero de consistencia seca.
Las formaletas se podrán remover parcial o totalmente tan pronto como la mezcla haya adquirido la
resistencia suficiente, comprobada mediante ensayos, para sostener su propio peso y el peso de
cualquier otra carga.
f) Fabricación de la mezcla
• Almacenamiento de los Agregados
Cada tipo de agregado se acopiará por pilas separadas, las cuales se deberán mantener libres
de tierra o de elementos extraños y dispuestas de tal forma, que se evite al máximo la
segregación de los agregados.
Si los acopios se disponen sobre el terreno natural, no se utilizarán los quince centímetros (15
cm) inferiores de los mismos. Los acopios se construirán por capas de espesor no mayor a metro
y medio (1,50 m) y no por montones cónicos.
• Suministro y Almacenamiento del Cemento
El cemento en seco se deberá almacenar en sitios secos y aislado del suelo, en acopios de no
más de 2 metros de altura.
Si el cemento se suministra a granel se deberá almacenar en sitios aislados de la humedad.
Todo cemento que tenga más de dos meses de almacenamiento en sacos o tres en silos deberá
ser examinado por LA INTERVENTORÍA, para verificar si aún es susceptible de utilización.
• Almacenamiento de Aditivos
Los aditivos se protegerán convenientemente de la intemperie y de toda contaminación. Los
sacos de productos en polvo se almacenarán bajo cubierta y observando las mismas
precauciones que en el caso del almacenamiento del cemento. Los aditivos suministrados en
forma líquida se almacenarán en recipientes estancos.
Código: F-GAB-041 Rev. 2 Página 21 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Elaboración de la Mezcla
Salvo indicación en contrario de LA INTERVENTORÍA, la mezcladora se cargará primero con
una parte no superior a la mitad (1/2) del agua requerida para la cochada; a continuación se
añadirán simultáneamente el agregado fino y el cemento y, posteriormente, el agregado grueso,
completándose luego la dosificación de agua durante un lapso que no deberá ser inferior a cinco
segundos (5 s), ni superior a la tercera parte (1/3) del tiempo total de mezclado, contado a partir
del instante de introducir el cemento y los agregados.
Como norma general, los aditivos se añadirán a la mezcla disueltos en una parte del agua de
Mezclado. Antes de cargar nuevamente la mezcladora, se vaciará totalmente su contenido. En
ningún caso, se permitirá el remezclado de concretos que hayan fraguado parcialmente, aunque
se añadan nuevas cantidades de cemento, agregados y agua.
Cuando la mezcladora haya estado detenida por más de treinta (30) minutos, deberá ser
limpiada perfectamente antes de verter materiales en ella. Así mismo, se requiere su limpieza
total, antes de comenzar la fabricación de concreto con otro tipo de cemento.
Cuando la mezcla se elabore en mezcladoras al pie de la obra, EL CONTRATISTA, con la
supervisión de LA INTERVENTORÍA, transformará las cantidades correspondientes a la fórmula
de trabajo a unidades volumétricas. LA INTERVENTORÍA verificará que existen los elementos
de dosificación precisos para obtener una mezcla de la calidad deseada.
Cuando se haya autorizado la ejecución manual de la mezcla, esta se realizará sobre una
superficie impermeable, en la que se distribuirá el cemento sobre la arena, y se verterá el agua
sobre el mortero anhidro en forma de cráter. Preparado el mortero, se añadirá el agregado
grueso, revolviendo la masa hasta que adquiera un aspecto y color uniformes.
• Descarga, Transporte y Entrega de la Mezcla
El concreto al ser descargado de mezcladoras estacionarias, deberá tener la consistencia,
trabajabilidad y uniformidad requeridas para la obra. La descarga de la mezcla, el transporte, la
entrega y colocación del concreto deberán ser completados en un tiempo máximo de una y
media (1 1/2) horas, desde el momento en que el cemento se añade a los agregados, salvo que
LA INTERVENTORÍA fije un plazo diferente según las condiciones climáticas, el uso de aditivos
o las características del equipo de transporte.
A su entrega en la obra, LA INTERVENTORÍA rechazará todo concreto que haya desarrollado
algún endurecimiento inicial, así como aquel que no sea entregado dentro del límite de tiempo
aprobado o no tenga el asentamiento dentro de los límites especificados.
El concreto que por cualquier causa haya sido rechazado por LA INTERVENTORÍA, deberá ser
retirado de la obra y reemplazado por EL CONTRATISTA, a su costa, por un concreto
satisfactorio.
• Preparación para la Colocación del Concreto
Por lo menos cuarenta y ocho (48) horas antes de colocar concreto en cualquier lugar de la obra,
EL CONTRATISTA notificará por escrito a LA INTERVENTORÍA al respecto, para que éste
verifique y apruebe los sitios de colocación.
La colocación no podrá comenzar, mientras LA INTERVENTORÍA no haya aprobado el
encofrado, el refuerzo, las partes embebidas y la preparación de las superficies que han de
quedar contra el concreto. Dichas superficies deberán encontrarse completamente libres de
Código: F-GAB-041 Rev. 2 Página 22 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
suciedad, lodo, desechos, grasa, aceite, partículas sueltas y cualquier otra sustancia perjudicial.
La limpieza puede incluir el lavado por medio de chorros de agua y aire, excepto para superficies
de suelo o relleno, para las cuales este método no es obligatorio.
Se deberá eliminar toda agua estancada o libre de las superficies sobre las cuales se va a
colocar la mezcla y controlar que, durante la colocación de la mezcla y el fraguado, no se mezcle
agua que pueda lavar o dañar el concreto fresco.
Las fundaciones en suelo contra las cuales se coloque el concreto, deberán ser humedecidas
completamente, o recubrirse con una delgada capa de concreto, si así lo exige LA
INTERVENTORÍA.
• Colocación del Concreto
Esta operación se deberá efectuar en presencia de LA INTERVENTORÍA, salvo en
determinados sitios específicos autorizados previamente por éste.
El concreto no se podrá colocar en instantes de lluvia, a no ser que EL CONTRATISTA
suministre cubiertas que, a juicio de LA INTERVENTORÍA, sean adecuadas para proteger el
concreto desde su colocación hasta su fraguado.
En todos los casos, el concreto se deberá depositar lo más cerca posible de su posición final y
no se deberá hacer fluir por medio de vibradores. Los métodos utilizados para la colocación del
concreto deberán permitir una buena regulación de la mezcla depositada, evitando su caída con
demasiada presión o chocando contra las formaletas o el refuerzo.
Por ningún motivo se permitirá la caída libre del concreto desde alturas superiores a uno y medio
metros (1,50 m).
Al verter el hormigón, se removerá enérgica y eficazmente, para que las armaduras queden
perfectamente envueltas; cuidando especialmente los sitios en que se reúna gran cantidad de
ellas, y procurando que se mantengan los recubrimientos y separaciones de la armadura.
A menos que los documentos del proyecto establezcan lo contrario, el concreto se deberá
colocar en capas continuas horizontales cuyo espesor no exceda de medio metro (0,5 m). LA
INTERVENTORÍA podrá exigir espesores aún menores cuando lo estime conveniente, si los
considera necesarios para la correcta ejecución de los trabajos.
No se permitirá la colocación de concreto al cual se haya agregado agua después de salir de la
mezcladora. Tampoco se permitirá la colocación de la mezcla fresca sobre concreto total o
parcialmente endurecido, sin que las superficies de contacto hayan sido preparadas como
juntas.
EL CONTRATISTA deberá tener la precaución de no mover los extremos del refuerzo que
sobresalga del concreto, por lo menos durante las primeras veinticuatro (24) horas luego de
colocado el concreto.
• Colocación del Concreto Bajo Agua
El concreto no deberá ser colocado bajo agua, excepto cuando así se especifique en los planos
o lo autorice LA INTERVENTORÍA, quien efectuará una supervisión directa de los trabajos.
En tal caso, el concreto tendrá una resistencia no menor de la exigida y contendrá un diez por
ciento (10%) de exceso de cemento.
Código: F-GAB-041 Rev. 2 Página 23 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Dicho concreto se deberá colocar cuidadosamente en su lugar, en una masa compacta, por
medios aprobados por LA INTERVENTORÍA. Todo el concreto bajo el agua se deberá depositar
en una operación continua.
El concreto se deberá colocar de tal manera, que se logren superficies aproximadamente
horizontales, y que cada capa se deposite antes de que la precedente haya alcanzado su
fraguado inicial, con el fin de asegurar la adecuada unión entre las mismas.
• Vibración
El concreto colocado se deberá consolidar mediante vibración, hasta obtener la mayor densidad
posible, de manera que quede libre de cavidades producidas por partículas de agregado grueso
y burbujas de aire, y que cubra totalmente las superficies de los encofrados y los materiales
embebidos. Durante la consolidación, el vibrador se deberá operar a intervalos regulares y
frecuentes, en posición casi vertical y con su cabeza sumergida profundamente dentro de la
mezcla.
No se deberá colocar una nueva capa de concreto, si la precedente no está debidamente
consolidada.
La vibración no deberá ser usada para transportar mezcla dentro de las formaletas, ni se deberá
aplicar directamente a estas o al acero de refuerzo, especialmente si ello afecta masas de
mezcla recientemente fraguada.
• Juntas
Se deberán construir juntas de construcción, contracción y dilatación, con las características y
en los sitios indicados en los planos de la obra o donde lo indique LA INTERVENTORÍA. EL
CONTRATISTA no podrá introducir juntas adicionales o modificar el diseño de localización de
las indicadas en los planos o aprobadas por LA INTERVENTORÍA, sin la autorización de éste.
En superficies expuestas, las juntas deberán ser horizontales o verticales, rectas y continuas, a
menos que se indique lo contrario.
En general, se deberá dar un acabado pulido a las superficies de concreto en las juntas y se
deberán utilizar para las mismas los rellenos, sellos o retenedores indicados en los planos.
g) Curado
• Generalidades
Durante el primer período de endurecimiento, se someterá el hormigón a un proceso de curado
que se prolongará a lo largo del plazo prefijado por LA INTERVENTORÍA, según el tipo de
cemento utilizado y las condiciones climáticas del lugar.
• Curado con Agua
El concreto deberá permanecer húmedo en toda la superficie y de manera continua, cubriéndolo
con tejidos de fique o algodón saturados de agua, o por medio de rociadores, mangueras o
tuberías perforadas, o por cualquier otro método que garantice los mismos resultados.
No se permitirá el humedecimiento periódico; éste debe ser continuo. El agua que se utilice para
el curado deberá cumplir los mismos requisitos del agua para la mezcla.
Todo concreto defectuoso o deteriorado deberá ser reparado o removido y reemplazado por EL
CONTRATISTA, según lo requiera LA INTERVENTORÍA. Toda mano de obra, equipo y
materiales requeridos para la reparación del concreto, serán suministrados a expensas de EL
CONTRATISTA.
Código: F-GAB-041 Rev. 2 Página 24 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Limpieza Final
Al terminar la obra, y antes de la aceptación final del trabajo, EL CONTRATISTA deberá retirar
del lugar toda obra falsa, materiales excavados o no utilizados, desechos, basuras y
construcciones temporales, restaurando en forma aceptada por LA INTERVENTORÍA, toda
propiedad, tanto pública como privada, que pudiera haber sido afectada durante la ejecución de
este trabajo y dejar el lugar de la estructura limpio y presentable.
h) Condiciones para el recibo de los trabajos
Durante la ejecución de los trabajos, LA INTERVENTORÍA adelantará los siguientes controles
principales:
• Verificar el estado y funcionamiento de todo el equipo empleado por EL CONTRATISTA.
• Supervisar la correcta aplicación del método aceptado previamente, en cuanto a la elaboración
y manejo de los agregados, así como la manufactura, transporte, colocación, consolidación,
ejecución de juntas, acabado y curado de las mezclas.
• Comprobar que los materiales por utilizar cumplan los requisitos de calidad exigidos por la
presente especificación.
• Efectuar los ensayos necesarios para el control de la mezcla.
• Vigilar la regularidad en la producción de los agregados y mezcla de concreto durante el período
de ejecución de las obras.
• Tomar, de manera cotidiana, muestras de la mezcla elaborada para determinar su resistencia.
• Realizar medidas para determinar las dimensiones de la estructura y comprobar la uniformidad
de la superficie.
• Medir, para efectos de pago, los volúmenes de obra satisfactoriamente ejecutados.
MEDIDA Y PAGO
No se medirá, para los fines de pago, ninguna obra ejecutada por fuera de las dimensiones o líneas
establecidas en los documentos del proyecto aprobadas u ordenadas por el Interventor. La unidad de
medida para el concreto de 3.000 psi será el metro cúbico (m 3), con aproximación un decimal, de obras
en concreto de 3.000 PSI construidas y aceptadas por el Interventor, en su posición final.
Las áreas serán determinadas en su posición final, verificadas por el Interventor después de ser
ejecutados los trabajos.
El precio unitario deberá cubrir todos los costos por concepto de mano de obra, construcción, suministro
de los materiales, formaletas, así como su cargue, transportes, descargue y en general todo costo
relacionado con la correcta construcción de la estructura requeridas en concreto de acuerdo con los
planos del proyecto, esta especificación y las instrucciones del Interventor.
Este se pagará de acuerdo con el numeral de acuerdo con los unitarios de formulario de oferta.
4.4.5.7 ACERO DE REFUERZO A-42 y PDR-60
Este trabajo consiste en el suministro, transporte, almacenamiento, corte, doblamiento y colocación de
las barras de acero dentro de las diferentes estructuras permanentes de concreto realizadas para la
construcción del bunker de acuerdo con los planos del proyecto, estas especificaciones y las
instrucciones de LA INTERVENTORÍA.
Se requiere equipo idóneo para el corte y doblado de las barras de refuerzo. Si se autoriza el empleo de
soldadura, el CONTRATISTA deberá disponer del equipo apropiado para dicha labor. Se requieren,
Código: F-GAB-041 Rev. 2 Página 25 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
además, elementos que permitan asegurar correctamente el refuerzo en su posición, así como
herramientas menores.
Antes de cortar el material a los tamaños indicados en los planos, el CONTRATISTA deberá verificar las
listas de despiece y los diagramas de doblado. Si los planos no los muestran, éstos deberán ser
preparados por EL CONTRATISTA para la aprobación de LA INTERVENTORÍA, pero tal aprobación no
exime a aquel de su responsabilidad por la exactitud de los mismos. En este caso, EL CONTRATISTA
deberá contemplar el costo de la elaboración de las listas y diagramas mencionados, en los precios de
su oferta.
Las barras de refuerzo deberán ser dobladas en frío, de acuerdo con las listas de despiece aprobadas
por LA INTERVENTORÍA. El diámetro mínimo de doblamiento para flejes u otros elementos similares de
amarre, no será menor que cuatro (4) diámetros de la barra.
Al ser colocado en la obra y antes de fundir el concreto, todo el acero de refuerzo deberá estar libre de
polvo, óxido en escamas, rebabas, pintura, aceite o cualquier otro material extraño que pueda afectar
adversamente la adherencia. Todo el mortero seco deberá ser quitado del acero.
Las varillas deberán ser colocadas con exactitud, de acuerdo con las indicaciones de los planos, y
deberán ser aseguradas firmemente en las posiciones señaladas, de manera que no sufran
desplazamientos durante la colocación y fraguado del concreto. La posición del refuerzo dentro de las
formaletas deberá ser mantenida por medio de tirantes, bloques, silletas de metal, espaciadores o
cualquier otro soporte aprobado por LA INTERVENTORÍA. Los bloques deberán ser de mortero de
cemento prefabricado, de calidad, forma y dimensiones aprobadas por LA INTERVENTORÍA. No se
permitirá el uso de guijarros, fragmentos de piedra o ladrillos quebrados, tubería de metal o bloques de
madera.
Las barras se deberán amarrar con alambre en todas las intersecciones, excepto en el caso de
espaciamientos menores de treinta centímetros (30 cm), en el cual se amarrarán alternadamente.
LA INTERVENTORÍA deberá revisar y aprobar el refuerzo de todas las partes de las estructuras, antes
de que el CONTRATISTA inicie la colocación del concreto.
MEDIDA Y PAGO
La medida para el pago del acero de refuerzo es el peso en kilogramos (Kg) de las varillas instaladas y
aceptadas por LA EMPRESA, el cual será calculado con base en los pesos nominales por unidad de
longitud, para cada uno de los diámetros de las varillas de refuerzo y en las longitudes de las varillas
mostradas en los planos, en las cartillas de despiece, o las que indique LA EMPRESA. Este se pagará
de acuerdo con el valor descrito el numeral 2.8 del Anexo No. 2 “Formulario de Precios Unitarios”.
El precio unitario debe incluir todos los costos por el suministro, transporte y almacenamiento de
materiales; la utilización de equipos y herramientas, y la mano de obra para la instalación del acero de
refuerzo necesario para la construcción de las estructuras de concreto y en general, cualquier costo
relacionado con la completa ejecución de los trabajos.
No habrá medida, ni pago por separado por la realización de los siguientes trabajos:
• Accesorios que se utilicen para la fijación del refuerzo durante la colocación.
• El acero de refuerzo para concreto colocado con el propósito de reemplazar estructuras de
concreto que se deterioren o queden defectuosas, o en el concreto que EL CONTRATISTA use
para su propia conveniencia.
• Los ensayos que deba realizar EL CONTRATISTA para obtener criterios de aceptabilidad del
acero de refuerzo, del cual EL CONTRATISTA no suministro evidencia satisfactoria de que
cumple con los requisitos aquí especificados.
Código: F-GAB-041 Rev. 2 Página 26 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• El suministro y mantenimiento de una maquina dobladora y existencia adecuada de varillas de
acero de refuerzo, cuando las operaciones de doblado son hechas por un proveedor cuyas
instalaciones se encuentren fuera de la obra.
• El suministro de refuerzo adicional que sea requerido cuando EL CONTRATISTA introduzca
empalmes adicionales a los que se muestran en los planos.
• Todos los demás trabajos que deba ejecutar EL CONTRATISTA para cumplir lo especificado en
esta norma y que no son objeto de ítems separados de pago.
DIÁMETRO NOMINAL
BARRA PESO
cm pulg
2 0,64 1/4 0,25
3 0,95 3/8 0,56
4 1,27 1/2 1,00
5 1,57 5/8 1,55
6 1,91 3/4 2,24
7 2,22 7/8 3,04
8 2,54 1 3,97
9 2,87 9/8 5,06
10 3,23 5/4 6,41
11 3,58 11/8 7,91
14 4,3 7/4 11,38
18 5,73 9/4 20,24
Tabla. Pesos nominales por unidad de longitud
4.4.6 CASETA DE PROTECCIÓN DE VÁLVULA EN SUPERFICIE.
Corresponde a la facilidad de protección en superficie de la válvula de la conexión. Se debe verificar,
revisar, ajustar el diseño y ejecutar la construcción de caseta en superficie según las condiciones del
terreno y la necesidad del servicio, en concreto reforzado de 3.000 psi. Las dimensiones serán aprobadas
según el diseño, pero la caseta tendrá como mínimo 2,00 metros de altura. El ítem incluye suministro de
materiales, herramientas, formaleta y mano de obra, de acuerdo con los diseños, planos y especificaciones
entregadas por LA EMPRESA y cumpliendo con lo siguiente:
• Si se requiere placa piso, esta debe ser en concreto reforzado de 3.000 psi con dimensiones según
los diseños y como mínimo 0,10 metros de espesor con acero de refuerzo. Si por diseño no se
plantea placa piso se deberá disponer de gravilla dentro de la caseta a fin de recubrir el terreno
evitando que pueda crecer plantas.
• Concertina de 18" cruzada ref. CR18 con guaya de acero 7 hilos. Suministro e instalación de una
concertina en acero inoxidable del tipo ribbon helicoidal, incluye soportes, guaya de acero en la
parte superior e inferior de 7 hilos con alma de fibra, perros tensores, chazos, mano de obra y
todos los elementos que se requieran para su instalación, la concertina debe ser de 18” de
diámetro de 0,55 mm de espesor en acero inoxidable 430 solidificado con cuchillas de 60 mm de
punta a punta. Irá instalada sobre el gallinazo de los tubos en todo el largo del cerramiento según
planos y de acuerdo con lo recomendado por el fabricante para este tipo de concertina.
• Vigas de cimentación de 30 cm x 30 cm como mínimo, que estarán compuestas por concreto de
3.000 psi y acero de refuerzo.
• Columnas de 25 cm x 25 cm como mínimo que estarán compuestas por concreto de 3.000 psi y
acero de refuerzo.
Código: F-GAB-041 Rev. 2 Página 27 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Muretes de ladrillo que va entre columnas del cerramiento, dicho murete tendrá una altura de 30
cm como mínimo, incluido el mortero de pega entre hiladas el cual no debe ser superior de 1,5 cm.
El ladrillo a usar deberá ser prensado macizo y de molde. Las medidas para el ladrillo serán de 24
cm de largo x 12 cm de ancho x 6 cm de altura.
• La cinta de confinamiento del cerramiento. La cinta será de 12 cm de alta x 15 cm de ancha y
estarán compuestas por concreto de 3.000 psi y acero de refuerzo.
• Los postes donde se anclará el cerramiento serán en tubería galvanizada de 2” y espesor de pared
de 3 mm. No se aceptarán empates en el tramo de 2 m que sobresale de la columna; en la parte
superior llevara un gallinazo también en tubería de 2” en forma de “Y” a 45 grados de la base y
formando una V a 90 grados según planos. El tubo deberá llevar dos tapas en el extremo superior
ya sea en lámina o tapones soldados o roscados como remate. Las uniones deberán ser pintadas
mediante wash primer gris y posteriormente pintura plateada de manera que cubra las soldaduras
utilizadas
• Entre los postes del cerramiento se colocarán unos marcos en Angulo de 1-1/2” x 3/16” de espesor
galvanizados soldando el tramo horizontal con el vertical a 45 grados en sus cuatro esquinas. El
ángulo irá colocado hacia el interior del predio de manera que desde el exterior se verá como una
platina lisa. Los marcos se anclarán a los postes mediante platinas según planos, las soldaduras
se pintarán utilizando una mano de wash primer a manera de anticorrosivo y pintura a base de
thinner en dos manos color plateado para el acabado, en ningún caso se debe utilizar anticorrosivo
pues este no tiene adherencia con el galvanizado.
• Malla eslabonada: Dentro del marco y hacia el interior del predio se deberá soldar la malla de
cerramiento que deberá ser de 2 metros de altura, 2” x 2”, calibre 10 o 3,2 mm de espesor. La
malla se soldará al marco perfectamente tensionada; el equipo de soldadura se deberá calibrar de
manera que no se presenten quemaduras o imperfecciones. EL CONTRATISTA en caso de no
haber facilidades para la conexión eléctrica deberá garantizar el suministro de energía o fabricar
en taller. Comprende la malla, una puerta de acceso con accesorios para colocar candado y el
candado, soldadura, masillas, wash primer a manera de anticorrosivo, pintura a base de thinner
plateada, mano de obra, transporte y todos los elementos que se requieran para la instalación.
MEDIDA Y PAGO
Este ítem se pagará por metro lineal (m) perimetral del cerramiento con las especificaciones técnicas
mencionadas. Para medir se tomará la parte externa del ladrillo del cerramiento. Esto incluye el suministro
de materiales, ladrillo, concreto, mortero, excavación, malla, alambre, acero misceláneo, fabricación,
transporte, cargue, descargue, almacenamiento, mano de obra para fabricación e instalación,
herramientas, equipos, consumibles y demás actividades necesarias para la correcta ejecución de los
trabajos. Incluye la placa piso en concreto si se requiere o la gravilla para recubrimiento del terreno.
4.4.7 SUMINISTRO E INSTALACIÓN SELLOS PASAMUROS ELASTÓMERO
Esta especificación establece los requisitos mínimos para el suministro e instalación de sellos pasamuros
que van a ser utilizados durante el desarrollo de los trabajos.
EL CONTRATISTA es el responsable del suministro de los materiales, en lo que respectan las marcas de
los sellos pasamuros, las cuales deben ser aprobadas por LA EMPRESA.
El alcance del suministro comprende inspección y pruebas, embalaje, transporte al sitio, e instalación, así
como la entrega de los protocolos de pruebas. Todos los sellos deben ser nuevos y deberán entregarse
los certificados de calidad y demás documentos que aseguren la integridad de los elementos.
Código: F-GAB-041 Rev. 2 Página 28 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
El sello pasamuros debe suministrarse e instalarse en su totalidad, según el diseño y recomendaciones de
cada fabricante. Los elementos que constituyen el sello varían según el fabricante, pero EL
CONTRATISTA debe asegurar el suministro e instalación en su totalidad, lo cual puede contener sellos
cónicos, sellos planos, orings, anclajes, chazos, espárragos o tornillos, abrazaderas, bridas metálicas,
adhesivos, camisas, anillos de retención etc.
MEDIDA Y PAGO
La medida y pago para el suministro e instalación de los sellos pasamuros será la unidad (un). EL
CONTRATISTA deberá prever en su análisis de precios todos los costos por el suministro de equipos para
montaje herramientas, accesorios, transporte, mano de obra y en general cualquier costo directo o
indirecto relacionado con la completa realización de esta labor.
4.4.8 ACERO MISCELÁNEO
Esta especificación reglamenta la ejecución de las operaciones de elaboración de planos de taller,
suministro y almacenamiento de todos los materiales, corte, fabricación, inspección, pruebas, ensayos,
marcado de piezas, preensamble, pintura, transporte y montaje en campo de todas las partes de acero
estructural o misceláneo necesarias para la construcción de los elementos misceláneos y estructuras
metálicas que se muestran en los planos y/o requiera LA EMPRESA.
a) DISEÑOS Y PLANOS
EL CONTRATISTA debe elaborar y someter a aprobación de LA EMPRESA los planos de fabricación y
montaje, los cuales se denominan planos de taller. En aquellos trabajos en los cuales se permita al
CONTRATISTA la presentación de diseños alternos, este debe presentar para aprobación de LA
EMPRESA tanto los planos de diseño como los planos de taller. En estos planos el CONTRATISTA debe
incluir como mínimo lo siguiente:
• Dimensionamiento de corte de todas las piezas o posiciones.
• Detalles de todas las conexiones entre los elementos que conforman la estructura indicando
cuando sea el caso, cuales deben efectuarse durante el montaje.
• Detalles, localización y dimensionamiento de perforaciones, platinas, soldaduras, acabados etc.
• Marcado de las piezas e indicación clara de la secuencia del montaje.
• Listado completo de materiales, y todo lo necesario para realizar la fabricación y el montaje con
precisión y seguridad.
EL CONTRATISTA debe someter los planos de taller a aprobación de LA EMPRESA antes de proceder
a la fabricación de los elementos correspondientes.
Cualquier trabajo ejecutado antes de la aprobación de los planos se hará por cuenta y riesgo del
CONTRATISTA. La aprobación que se imparta a los planos del CONTRATISTA no exime a este de su
obligación de cumplir todos los requisitos de las especificaciones o de su responsabilidad por la corrección
de tales planos.
b) FABRICACIÓN
La fabricación debe ejecutarse con operarios experimentados y en forma cuidadosa, con las dimensiones
y los acabados requeridos de tal manera que se logre un correcto ensamble entre los diferentes elementos.
Los cortes y punzonados deben ser precisos de acuerdo con lo indicado en planos de taller aprobados, lo
mismo que los dobleces, destijeres, despuntes etc. Los cortes y perforaciones deben ser debidamente
tratados con pulidora para quitarles las asperezas y rebabas.
Los dobleces serán hechos con dados o maquinaria dobladora apropiada para ejecutarlos. Cuando se
requiera calentamiento del material se deberán tomar las precauciones correspondientes para evitar el
Código: F-GAB-041 Rev. 2 Página 29 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
sobrecalentamiento o daño del metal, y su enfriamiento debe realizarse bajo condiciones que no destruyan
las propiedades originales del material tratado.
Todas las soldaduras deberán ser realizadas por operarios con calificación vigente. El equipo de
soldadura, cables y accesorios deben cumplir con las normas AWS. Este equipo debe mantenerse en
perfectas condiciones de funcionamiento. Los electrodos deben almacenarse en sus empaques originales
y en lugar seco y protegido de la intemperie.
EL CONTRATISTA debe someter a aprobación de LA EMPRESA el método de soldadura que piensa
emplear, lo cual debe incluir: tipo y tamaño de electrodos, corriente empleada, longitud del paso por
electrodo, número y disposición de los pasos en las soldaduras múltiples, posición de las soldaduras,
preparación y fijación de las partes a soldar, orden de ejecución, calentamiento previo o ulterior, etc. El
procedimiento de soldadura debe adaptarse a los detalles de las juntas indicadas en los planos y a las
posiciones que se llevarán a cabo. Este procedimiento debe someterse a aprobación de LA EMPRESA y
debe garantizar que todo el material pueda depositarse completa y satisfactoriamente en toda la longitud
y en todo el espesor de la junta.
El CONTRATISTA hará todas las conexiones soldadas siguiendo las instrucciones contenidas en los
planos de taller aprobados por LA EMPRESA, principalmente en lo que se refiere a localizaciones,
dimensiones, tipo de electrodos, etc.
Todas las soldaduras serán uniformes a lo largo de toda la longitud del cordón. El pase de acabado no
debe tener rugosidades. Las soldaduras a tope tendrán penetración completa y altura uniforme. Las
soldaduras de filete se realizarán con garganta completa y con aristas de igual longitud.
Las caras de fusión y las superficies circundantes deben estar libres de escorias, aceite, pinturas y
cualquier otra sustancia que comprometa la calidad de la soldadura. Después de cada paso de soldadura
se debe remover completamente toda la escoria que puede haber quedado.
Todas las porosidades, grietas y otros defectos se repararán mediante corte o esmerilado hasta alcanzar
el metal puro y la junta se soldará nuevamente.
Todos los trabajos de preparación, perforación y escariado de las piezas que se ha de juntar con pernos,
así como su ensamble, deben hacerse de acuerdo con las normas citadas en el numeral
“PREFABRICACIÓN” de esta especificación. El CONTRATISTA debe disponer de equipo, elementos y
personal experimentado, adecuados para ejecutar los trabajos de acuerdo con la calidad y dentro de las
tolerancias especificadas.
c) INSPECCIÓN Y PRUEBAS DE TALLER
Todos los suministros, incluyendo sin limitación, materias primas, componentes, procesos de fabricación
y producto terminado están sujetos a pruebas e inspección por parte de LA EMPRESA. Los costos de las
pruebas y ensayos están a cargo del CONTRATISTA el cual debe proporcionar todos los medios y la
asistencia necesaria para lograr el fiel cumplimiento de esta labor. En caso de que cualquier parte del
suministro este defectuoso o no cumpla los requerimientos de las normas de fabricación, El
CONTRATISTA deberá corregirlo o reemplazarlo a su costo.
La inspección ejercida por LA EMPRESA no libera al CONTRATISTA de la responsabilidad en el
cumplimiento de los requisitos a él exigidos.
d) ENSAMBLE Y MARCACIÓN
Las partes componentes de las estructuras se preensamblarán en el taller para asegurar que encajan entre
sí y que las dimensiones y tolerancias sean correctas. Toda estructura y cada uno de sus elementos deben
presentar un acabado perfecto, en estricto cumplimiento con las dimensiones y alineamientos indicados
Código: F-GAB-041 Rev. 2 Página 30 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
en los planos y los requisitos de las especificaciones. Este preensamble debe ser aprobado por LA
EMPRESA.
Las piezas fabricadas y sus componentes serán marcadas antes de ser desensambladas, para facilitar su
identificación durante el montaje en campo. La localización de las marcas se indicará claramente en los
planos de taller. Estas marcas deben ser claras y legibles y colocadas en lugares visibles de los elementos.
e) LIMPIEZA Y PINTURA
Luego del preensamble y la inspección de la fabricación en taller, se debe proceder a limpiar y pintar o
galvanizar los elementos.
El aceite y la grasa de las superficies que se vayan a pintar se removerán usando nafta u oxilol o ácidos y
sales en el caso de la galvanización. Después de la limpieza del aceite y la grasa las superficies de los
elementos se despojarán de trazas de óxido, rastros de soldadura, depósitos de fundente, escamas del
laminado y cualquier otra sustancia extraña, por medio del chorro abrasivo de arena (SAND-BLASTING),
cepillo de alambre o cualquier otro medio efectivo aprobado por LA EMPRESA. La superficie a pintar debe
tener como mínimo un grado de limpieza comercial, según norma SSPC SP 6.
Si después de preparada la superficie y antes de aplicar la primera capa de pintura, algunas superficies
comienzan a oxidarse de nuevo se deberá realizar una limpieza inmediatamente antes de aplicar dicha
pintura. Adicionalmente, antes de iniciar la aplicación de pintura, se debe asegurar que las superficies
estén totalmente libres de humedad.
A no ser que los planos o LA EMPRESA, indiquen algo diferente a las superficies de los elementos se les
debe aplicar en taller, dos capas de pintura anticorrosiva epóxica, con espesor mínimo de cuatro mils.
El galvanizado de los elementos que lo requieran debe ser realizado por personal experto aprobado por
LA EMPRESA. La galvanización se hará de acuerdo con las normas ASTM A 123, A 153, E 376 y se hará
con un espesor mínimo equivalente a 610 gr/m².
Durante el proceso de limpieza y pintura LA EMPRESA hará las inspecciones y ensayos en taller
correspondientes, así:
• Limpieza: Método visual.
• Pintura: Control de espesor y adherencia.
Una vez terminada la aplicación de la pintura anticorrosiva o la galvanización, los elementos se deben
almacenar en un sitio adecuado del taller hasta el momento del despacho al sitio de la obra.
Las superficies a las cuales no se les aplique pintura en el taller, se protegerán con una capa de compuesto
de cebo o cualquier otro medio efectivo para evitar herrumbre. EL CONTRATISTA debe disponer en
campo de la misma referencia de pintura utilizada en el taller, con el objeto de corregir en el sitio, los daños
causados a la pintura durante el transporte.
f) TRANSPORTE Y DESCARGUE
El envío al sitio de la obra de cualquier elemento de la estructura terminada en el taller requerirá de la
autorización previa de LA EMPRESA.
Los envíos se identificarán, transportaran y se cargaran en forma ordenada. Los despachos se agruparán
según el sistema de marcas realizado en el taller, para facilitar su montaje. EL CONTRATISTA corregirá
cualquier daño que pueda sufrir el acero estructural durante los procesos de transporte y descargue.
Código: F-GAB-041 Rev. 2 Página 31 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Igualmente reemplazara, sin costo para LA EMPRESA, cualquier material faltante que se hubiere perdido
durante las operaciones de transporte al sitio de la obra o en el almacenamiento.
En el sitio de la obra, el material debe colocarse sobre bancos o soportes adecuados y nunca directamente
sobre la superficie del terreno.
g) MONTAJE
Antes de iniciar los trabajos de montaje de las estructuras, EL CONTRATISTA debe someter a aprobación
de LA EMPRESA, los planos, procedimientos y equipos de montaje por él propuestos. Para realizar esta
operación EL CONTRATISTA debe suministrar toda la mano de obra, herramientas, equipos y elementos
necesarios para realizar el montaje exitosamente. En caso de que el montaje implique la construcción de
obra falsa, esta debe ser diseñada por EL CONTRATISTA.
El sistema de montaje debe ser seguro tanto para la estructura que se monta como para el personal que
participa en dicha operación. La aprobación de los procedimientos y programas de montaje, por parte de
LA EMPRESA, no eximirá al EL CONTRATISTA de la responsabilidad por la seguridad de sus métodos
o por fallas o deformaciones que puedan sufrir las estructuras.
Los costos de reparación o reemplazo de cualquier elemento que se dañe o deforme durante el montaje,
serán a cargo del CONTRATISTA y no causarán erogación adicional.
EL CONTRATISTA será responsable por cualquier error de fabricación de la estructura que impida u
obstaculice el montaje correcto en el sitio de la obra.
La instalación de los apoyos y el ensamblaje y erección de las estructuras se harán de acuerdo con los
planos y las normas de referencia citadas. En el caso de que en los planos se indique mortero de nivelación
como terminado de la superficie de apoyo de platinas, pedestales o de cualquier otro elemento, EL
CONTRATISTA suministrara y se considera incluido en la oferta todas las cuñas de acero y los demás
materiales que se requieran para soportar adecuadamente las bases mientras se coloca el mortero. La
superficie sobre la que se aplicara el mortero y la aplicación del mortero se debe realizar de acuerdo con
lo indicado en la especificación correspondiente.
La secuencia de los respectivos trabajos debe ajustarse a lo indicado en los planos y no podrá ser
modificada por EL CONTRATISTA, sin la autorización previa de LA EMPRESA.
Las estructuras deben aplomarse y nivelarse cuidadosamente. Deben colocarse riostras y puntales
provisionales donde quiera que se necesiten para resistir todas las cargas a que puede estar sujeta la
estructura durante su erección, incluyendo las del equipo y las que originan la operación de éste. El
arriostramiento debe mantenerse por todo el tiempo que la seguridad exija.
A medida que avance el trabajo de montaje, la estructura debe asegurarse con pernos o soldadura para
que pueda resistir las cargas muertas, las de montaje y la de viento; pero no se pueden soldar, pernar o
roblonar las juntas definitivamente mientras la parte de estructura a las que tales juntas pueden hacer
rígida no haya sido alineada y nivelada adecuadamente. Donde quiera que vayan a amontonarse
materiales o instalarse equipos de montaje, deben tomarse las medidas adecuadas para soportar con
seguridad las cargas y esfuerzos resultantes.
Todas las piezas deben considerarse aplomadas o niveladas solo cuando la desviación no sea superior al
1 en 1.000.
Todos los pernos y pasadores de montaje, vientos, riostras y entramados provisionales que se requieran
durante la erección deben ser suministrados y removidos por EL CONTRATISTA a sus expensas.
Código: F-GAB-041 Rev. 2 Página 32 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Las partes galvanizadas con daños menores se deben retocar con imprimante y pintura de aluminio según
lo ordene LA EMPRESA.
h) LIMPIEZA Y PINTURA FINAL DE ACABADO
EL CONTRATISTA suministrará la mano de obra, herramientas, equipos y materiales para hacer la
limpieza y protección anticorrosiva de los elementos que lo requieran en campo y para hacer la pintura
final de acabado a todas las estructuras. Este trabajo debe ser realizado por operarios calificados siguiendo
los requisitos de la norma SSPC-PA-1.
La reparación y retoques de la pintura de taller que se haya deteriorado durante las operaciones de
despacho, almacenamiento en campo y/o montaje se hará en la forma anteriormente planteada.
A no ser que se indique algo diferente, la pintura final de acabado consistirá en la aplicación de dos capas
de pintura epóxica con un espesor mínimo total de 4 mils. El color de esta pintura de acabado debe ser
aprobado por LA EMPRESA.
Antes de iniciar esta operación todos los elementos que se pintarán deben estar secos, libres de aceite,
grasa, mugre, óxido, huellas de laminación, salpicaduras de soldadura, escoria o cualquier otro cuerpo
extraño que pueda afectar la aplicación de la pintura. Para su aplicación el CONTRATISTA debe seguir
las instrucciones del fabricante respecto a limpieza, tiempo de secado, modo de aplicación, etc. La pintura
a utilizar debe ser fluida y debe estar libre de defectos. No se aplicará una nueva capa de pintura hasta
que la anterior haya secado adecuadamente.
Todas las capas de pintura de acabado serán uniformes en brillo, color, textura y espesor.
La pintura de acabado se someterá a pruebas en campo de adherencia y espesor y EL CONTRATISTA
hará las reparaciones exigidas por LA EMPRESA, sin costo adicional.
i) PROTECCIÓN
EL CONTRATISTA presentará a LA EMPRESA un plan de seguridad industrial. La aprobación de este
plan por parte de LA EMPRESA no exime al CONTRATISTA de la responsabilidad que por este concepto
le compete.
Dicho plan debe incluir todas las precauciones necesarias para evitar accidentes. Además, allí se le debe
exigir a los operarios el uso de anteojos, cascos, guantes, botas y demás elementos de protección que
requiera el trabajo.
j) TOLERANCIAS
Todos los materiales laminados deben cumplir como mínimo las tolerancias de fabricación estipuladas en
la norma ASTM A6.
Las diferencias por defectos de alineamiento de los elementos sometidos a esfuerzos de compresión no
deben ser mayores de 1/1000 de la distancia entre puntos de soporte lateral. Las barras completas no
deben presentar torceduras, nudos o uniones abiertas.
Es admisible una variación de 0,8 mm (1/32"). en la longitud de las barras cuyos extremos de apoyo sean
perfeccionados con medios mecánicos como cepillado, sierras o esmeriles.
Para estructuras que se conecten con otras sin extremos de apoyo perfeccionados, se admitirá una
diferencia entre las medidas del plano y la fabricación de máximo 1,6 mm (1/16”). para piezas de hasta 9
metros de largo y de 3,2 mm (1/8”) para piezas con longitud mayor a 9 metros.
Código: F-GAB-041 Rev. 2 Página 33 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Las distancias mínimas entre centros de pernos y entre centros de huecos y bordes de los elementos que
conforman las conexiones deben cumplir con todas las especificaciones del AISC, última edición.
No se permite el escariado para corregir errores de localización.
Los elementos metálicos misceláneos se describen y clasifican en los siguientes grupos:
k) ESTRUCTURAS PARA PLATAFORMAS METÁLICAS
Consisten principalmente en estructuras con piso en lámina alfajor y apoyos en perfiles de acero
galvanizado calidad ASTM A 36 que le sirven de marco o refuerzo a la lámina. Los materiales deben ser
galvanizados en caliente siguiendo los procedimientos y normas indicados.
l) BARANDAS
Las barandas en tubo se dividen en barandas con pasamanos superiores e intermedios, párales y
guardapiés y los pasamanos que están compuestos de un solo tubo que normalmente se fija en un muro
por medio de una repisa o gancho de soporte.
Las barandas deben fabricarse con tuberías de acero de calidad A 53 Grado B con juntas de bordes
chaflanados, soldadas y esmeriladas hasta producir un acabado liso en tal forma que presenten una buena
apariencia de terminación. Las barandas deben ser pintadas o galvanizadas después de la fabricación de
acuerdo con lo especificado en los planos.
Las juntas en las barandas deben hacerse por medio de un tapón corto de acero soldado en el momento
de la fabricación de la baranda a un lado de cada junta, fijando la baranda en el otro lado de la junta por
medio de un tornillo de cabeza perdida, con la salvedad que este tornillo no se colocara cuando se requiera
una junta deslizante que permita contracción y dilatación.
Todas las barandas y pasamanos se deben construir con materiales de primera calidad, libres de
imperfecciones y de acuerdo con los planos. Todas las soldaduras y aristas deben quedar perfectamente
pulidas y empastadas.
Al empotrar las barandas se debe tener cuidado de no dañar el concreto estructural, siendo preferible dejar
previsto los anclajes en el momento de fundir el concreto. Todos los parales deben ser colocados a plomo
y alineados como se indica en los Planos.
m) ESCALERAS VERTICALES
Las escaleras deben ser aplomadas, alineadas, con elementos pintados o galvanizados según se indique
en los planos. Todas las soldaduras y aristas deben ser perfectamente pulidas y empastadas.
Las escaleras llamadas de mico empotradas en muros de concreto se fabricarán en varillas corrugadas de
diámetro mínimo de 7/8”, con una separación de 30 centímetros entre peldaños y con una longitud de
anclaje en el muro de mínimo 20 centímetros.
En general escaleras con alturas mayores de 2,40 m deben llevar línea de vida.
n) REJILLAS METÁLICAS
Las rejillas metálicas se utilizan principalmente para pisos de rejilla o para peldaños y descansos de
escaleras metálicas.
Cuando las rejillas se utilizan como tapas de cunetas se deben ajustar con exactitud sobre las aberturas y
deben tener suficiente tolerancia para fácil colocación y remoción. Las rejillas deben descansar en una
Código: F-GAB-041 Rev. 2 Página 34 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
forma pareja en los marcos embebidos y deben apoyarse con uniformidad para evitar movimiento bajo
carga.
Los pisos de rejilla deben quedar uniformes, con las barras portantes y de amarre completamente
alineadas. Todos los bordes, con excepción de los de terminación de paneles diseñados por el fabricante,
deben quedar enmarcados con platinas de dimensiones iguales a las del tamaño nominal de la rejilla. Los
bordes de peldaños y descansos de escaleras deben estar provistos de rebordes metálicos
antideslizantes.
Si LA EMPRESA o los planos no especifican algo diferente, cada tramo de rejilla se fijará a la estructura
por medio de grapas especiales, atornilladas y que permitan la remoción fácil de los pisos.
Las rejillas se pintarán o galvanizarán de acuerdo con lo indicado en los planos. Antes de colocar los pisos
debe aplicarse la pintura de campo de las estructuras portantes.
o) SOPORTES METÁLICOS
Los soportes metálicos comprenden principalmente aquellos que se utilizan para tuberías de agua o aire,
de ductos y bandejas para cables, abrazaderas o silletas para tuberías de desagüe y canales. En general
comprende los elementos de este tipo que no quedan embebidos en el concreto.
p) INCRUSTACIONES METÁLICAS
Las incrustaciones metálicas consisten principalmente en todas aquellas platinas o perfiles embebidos en
el concreto que sirven para conexión de otros elementos al concreto, protección de aristas vivas o muertas,
marcos para cajas y pozos, tubos metálicos para pasamuros, tubos metálicos para ventilación, manguitos
o camisas, Úes de anclaje, ganchos de izamiento y ganchos de tiro.
El suministro incluye todos los elementos soldados a las incrustaciones metálicas que le sirven de patas o
anclajes en el concreto.
Todas las incrustaciones metálicas deben ser pintadas excepto aquellas partes que quedan embebidas o
en contacto con el concreto. Algunas pueden requerir galvanización según se indique en los Planos.
q) TAPAS METÁLICAS
Estos elementos se utilizan principalmente para tapas de escotillas, pozos, canaletas y plataformas de
acero. Incluyen todos aquellos perfiles que le sirven de marco o refuerzo a las láminas y que van soldadas
a estas.
Las tapas metálicas pueden ser fabricadas en lámina alfajor o lisa, pueden ser pintadas o galvanizadas
según se indique en los planos.
MEDIDA Y PAGO
La medida para el pago de los elementos metálicos misceláneos será en kilogramos (kg) de cada uno de
los tipos de estructura, debidamente suministrados, fabricados, pintados, terminados y montados según
los costos del numeral del formulario de precios unitarios.
El peso de las piezas se calculará de acuerdo con los pesos nominales suministrados por las tablas del
Manual del AISC, o por manuales de las normas que rigen los materiales utilizados, y de acuerdo con las
dimensiones y cantidades indicadas en los planos y listado de materiales aprobados por LA EMPRESA.
Código: F-GAB-041 Rev. 2 Página 35 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
No habrá medida ni pago por separado por los elementos provisionales ni por los soportes necesarios para
asegurar y agarrar los elementos misceláneos en su sitio durante las operaciones de colocación del
concreto, ni por consumibles.
Los precios unitarios deben cubrir todos los gastos de personal, de mano de obra, suministro de materia
prima, consumibles, almacenamiento, manejo, corte, fabricación, soldaduras, pintura, galvanización,
tornillería, despacho, transporte y descargue hasta el sitio de la obra; el costo de los diseños y planos de
taller que deba elaborar El CONTRATISTA, las pruebas y ensayos que sean necesarios, armado y
montaje y en general todos los demás gastos que sean necesarios para lograr la satisfactoria ejecución
del trabajo, a plena conformidad de LA EMPRESA.
4.4.9 LIMPIEZA Y APLICACIÓN DE PINTURA DE TUBERÍA
EL CONTRATISTA realizará las labores correspondientes a limpieza y preparación de la superficie,
aplicación de anticorrosivos de pintura, pruebas, control de calidad y suministro de toda la mano de obra
y materiales necesarios para pintar las tuberías aéreas, enterradas y los accesorios y equipos requeridos
del Contrato Derivado.
EL CONTRATISTA deberá presentar un programa detallado de ejecución de la limpieza y de la aplicación
de la pintura, en el cual se indique las líneas a pintar y las especificaciones de la pintura.
No se deberá realizar la limpieza y aplicación de pintura, bajo condiciones adversas tales como: lluvia,
humedad relativa superior al 80%, atmósfera polvorienta y vientos fuertes. Antes del inicio de los trabajos
se deben verificar las condiciones atmosféricas y la temperatura de la superficie a pintar.
EL CONTRATISTA deberá disponer de la mano de obra calificada y de todos los elementos necesarios
para realizar las labores de limpieza, pintura y recubrimiento de soportes y accesorios de toda la tubería
prefabricada. Debe además disponer de los calibradores y elementos de medición para la verificación y
control de calidad de la limpieza y de las primeras capas de pintura y su adherencia a la superficie pintada.
La tubería enterrada deberá estar recubierta con pintura epóxica 100% sólidos (Auto imprimante Epóxido
Serie 400) y la tubería superficial o aérea con pintura de poliuretano de altos sólidos (tipo poliuretano
alifático) para exteriores de color blanco, o según lo determine LA INTERVENTORÍA.
La limpieza y pintura de tuberías y accesorios se hará de acuerdo con las recomendaciones del fabricante.
EL CONTRATISTA deberá elaborar un procedimiento el cual será aprobado por LA INTERVENTORÍA, el
procedimiento incluirá las características de los equipos a utilizar, los equipos de inspección que empleará
y cualquier otro aspecto que LA INTERVENTORÍA considere que deba incluirse.
La limpieza de la tubería y accesorios debe realizarse como mínimo con grata mecánica a metal blanco y
se debe garantizar la remoción de óxidos, grasas, pinturas y cualquier otra impureza que pueda impedir la
correcta aplicación de las pinturas anticorrosivas y de acabado.
Las pinturas a aplicar brindarán protección contra la intemperie, la corrosión y en general contra la acción
externa de agentes agresivos y humedad. Deberán resistir la penetración del agua y presentar resistencia
a los golpes y abrasión.
Todas las superficies deberán estar secas antes de la aplicación de la pintura. No se deberá aplicar pintura
con lluvia, niebla, tormentas de polvo o cuando la humedad relativa sea tanta que se considere que una
superficie no deba ser pintada a causa de la condensación.
No se deberá aplicar pintura cuando la temperatura atmosférica sea menor de 40° F o mientras la superficie
a pintar este por encima de los 150°F
Código: F-GAB-041 Rev. 2 Página 36 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Las pinturas y los imprimantes podrán ser aplicados con brochas, rodillos o compresores. En caso de
cualquier defecto deberá ser lijado y repintado de acuerdo con las recomendaciones del fabricante
El valor mínimo permisible de adherencia al metal base, entre pinturas y del sistema total de la pintura
exterior debe ser como mínimo 900 psi.
Se requiere que EL CONTRATISTA obtenga una carta del fabricante del recubrimiento de la tubería,
donde se recomienden las pinturas que se pueden utilizar tanto en línea regular enterrada como en cruces
especiales y garantice su adherencia y durabilidad del recubrimiento. Antes de iniciar la aplicación de la
pintura definitiva, se deberán efectuar los ensayos principales: adherencia, secado, curado, perfil anclaje,
etc. Las pinturas que cumplan con los parámetros exigidos serán las aprobadas para realizar el trabajo.
Es requisito antes de iniciar los trabajos presentar el procedimiento para la aplicación de la pintura.
Es responsabilidad del CONTRATISTA tener y utilizar los equipos e instrumentos necesarios para efectuar
la toma de controles y registrar entre otros los siguientes parámetros: Humedad relativa, temperatura de
chapa, perfil de anclaje, película húmeda, tiempo entre manos, adherencia.
El color de acabado de tuberías y accesorios será de acuerdo con el código de colores establecido por LA
EMPRESA.
Debe presentar un Plan de Salud Ocupacional en el que debe incluir normas de higiene en el que debe
incluir normas de higiene, seguridad industrial y protección ambiental inherentes a este tipo de trabajos,
especialmente en lo relacionado con elementos de protección personal, sistemas de extracción de vapores
de solventes y de residuos del abrasivo utilizado en la preparación de superficie y respiradores.
a) LIMPIEZA CON CHORRO ABRASIVO (SAND BLASTING)
Se debe realizar limpieza hasta obtener un grado “Metal casi blanco”. La limpieza con chorro abrasivo
grado metal blanco (SSPC-SP10) debe dejar la superficie libre de aceite, grasa, suciedad, cascarilla de
laminación, herrumbre, productos de corrosión, óxidos, pintura y materias extrañas, la superficie debe
quedar con color uniforme gris blanco metálico, ligeramente rugosa.
La superficie rugosa resultante de la limpieza debe tener un perfil de anclaje de 2.5 a 3.0 mils.
Al aplicar este sistema de limpieza se debe considerar lo siguiente:
Si se ha hecho limpieza con chorro seco, la superficie debe ser cepillada (con cepillos de pelo, cerda o
fibra), sopladas con aire comprimido (seco y sin aceite) o limpiadas al vacío con el propósito de remover
las trazas de productos de la superficie, así como remover el abrasivo de cavidades y esquinas.
Si se ha hecho limpieza con chorro húmedo, la superficie debe ser limpiada con agua fresca a la cual se
le ha agregado una cantidad suficiente de inhibidor para prevenir la herrumbre, o con agua fresca seguida
de un tratamiento de inhibidores. Esta limpieza debe ser complementada con un cepillado para remover
residuos, si es necesario.
El aire comprimido usado en la limpieza con chorro debe estar libre de agua condensada y aceite. Debe
preverse un separador adecuado o una trampa.
La operación de limpieza por chorro debe hacerse de tal manera que no se produzcan daños en áreas
adyacentes al trabajo.
El sand-blasting no debe darse en superficies que pueden humedecerse después de la limpieza y antes
de pintarse o cuando las condiciones ambientales son tales que aparece una visible oxidación.
Código: F-GAB-041 Rev. 2 Página 37 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Si se forma herrumbra después del chorreado, la superficie debe ser limpiada nuevamente antes de pintar.
La superficie limpiada con chorro debe ser examinada. Si hay trazas de aceite, grasa u hollín, deberán ser
removidos según especificaciones de limpieza con solventes.
EL CONTRATISTA debe asegurar que durante la ejecución del sand-blasting, este no contamine los
equipos a su alrededor aislando el área de trabajo con plásticos, protección de malla en nylon o similar.
b) IMPRIMACIÓN
Una vez realizado el tratamiento superficial, se aplicará el producto aprobado mediante equipo airless
acorde con el porcentaje de sólidos en volumen del producto. El producto deberá ser aprobado, por escrito,
por el fabricante de la tubería recubierta como apropiado y compatible con el recubrimiento original de
fábrica.
El producto se aplicará en una o varias capas, acorde con la pericia del aplicador y siguiendo la
recomendación y ficha técnica de aplicación del fabricante de pinturas, hasta obtener un espesor de
película seca total de mínimo 32 mils en seco.
La limpieza superficial de la zona de sello o junta soldada entre dos tubos será hasta obtener un grado de
limpieza metal blanco según especificación SSPC-SP-5, con un perfil de anclaje entre 2.5 – 3.0 mils. La
superficie una vez tratada deberá garantizar como máximo un nivel de sales solubles depositadas de 50
microgramos/cm2.
Las zonas contiguas a las partes desnudas de la junta y que disponen de revestimiento FBE, serán tratadas
en 2” a lo largo, mediante preparación según especificación SSPC-SP7, hasta lograr que el revestimiento
FBE pierda su brillo y tenga un perfil de anclaje entre 2 a 3 mils, y el escalón de revestimiento del tubo
desaparezca. (El desbaste del revestimiento de la frontera con el tubo desnudo, se realizará en forma
inclinada, hasta conformar un tronco de cono).
EL CONTRATISTA debe disponer de los equipos de medición necesarios para garantizar la calidad del
producto aplicado como rugosímetro, Termohigrómetro, equipo medidor de espesores de película seca,
Detección de poros de discontinuidad eléctrica con holiday según norma NACE RP 0490 Aplicando 125
voltios por cada mils de espesor. Para todos los trabajos de preparación de superficies y pintura, ya sea
superficial o enterrada serán referencia las siguientes normas: ASTM D 4285-93, ASTM E 337-9, ASTM D
4541, ASTM 4752-98, ASTM 5402-93, ASTM 4417-93, NACE 60186, MANUAL OFICIAL SSPC 91 SP12
/ NACE 5, grados limpieza de superficie SSPC–SP5, SP10, SP6, SP7, SP2. SP3, SP1.
c) PINTURA AÉREA
Previamente en todas las juntas soldadas se debe aplicar un imprimante de cinc orgánico del tipo solvente
orgánico de secamiento y curado rápido con espesor de película de 3 a 4 mils y un ancho de 5 cm a cada
lado de la junta.
Posteriormente se debe aplicar la capa de pintura barrera del tipo Epoxi-Poliamina-poliamida de alto
contenido de sólidos (80% de sólidos por volumen) de curado rápido (máximo 6 horas a 36°C) y sin
pigmentos a base de plomo color blanco, con espesor de película de 75 a 100 micras (3 a 4 mils)
Finalmente se aplica la pintura de acabado del tipo poliuretano alifático (con contenido de sólidos en
volumen mínimo de 54%) con espesor de película de 75 a 100 micras (3 a 4 mils), color blanco.
MEDIDA Y PAGO
La medida y pago para este ítem es el metro cuadrado (m2) de tubería tratada y pintada, incluida la
limpieza, preparación, pintura del área de las juntas, válvulas, cheques y la identificación de las líneas y
Código: F-GAB-041 Rev. 2 Página 38 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
según los precios del formulario de precios unitarios. El CONTRATISTA deberá haber previsto todos los
costos por el suministro de equipos, materiales, pinturas, herramientas, transporte, equipos para
aplicación, reparaciones, limpieza, disolventes, manejo ambiental, la mano de obra y en general cualquier
costo directo o indirecto relacionado con la completa preparación de la superficie y la aplicación de los
revestimientos.
d) PINTURA ENTERRADA REVESTIMIENTO 100% SÓLIDOS.
Si la tubería a pintar no tiene ningún tipo de revestimiento se debe realizar la preparación de la superficie
según Los requerimientos de limpieza y proteger de la siguiente forma junto con los accesorios y juntas de
soldadura.
Previamente en todas las juntas soldadas se debe aplicar una capa de Auto imprimante Epóxido Serie 400
con espesor de película de 15 mills. Con tiempo de curado de 4 horas mínimo después del cual la tubería
puede ser tapada. Se debe realizar pruebas holiday al recubrimiento y realizar las correcciones necesarias.
Para la tubería enterrada existente se deberá realizar las reparaciones necesarias, mediante el
procedimiento de activación y aplicación de pintura del presente documento, previendo que la pintura a
aplicar es compatible con el recubrimiento existente.
MEDIDA Y PAGO
La medida y pago para este ítem es el metro cuadrado (m2) de tubería tratada y pintada, incluida la
preparación, revestimiento y pintura hasta el área de las juntas, según los precios del formulario de precios
unitarios. EL CONTRATISTA deberá haber previsto todos los costos por el suministro de equipos,
materiales, pinturas, herramientas, transporte, equipos para aplicación, reparaciones, limpieza,
disolventes, manejo ambiental, la mano de obra y en general cualquier costo directo o indirecto relacionado
con la completa preparación de la superficie y la aplicación de los revestimientos.
4.4.10 DESMONTAJE O MONTAJE VÁLVULAS BRIDADOS ANSI 300 A 600.
EL CONTRATISTA deberá instalar o desmontar válvulas, cheques, filtros, en un rating de 300 a 600. Las
válvulas e instrumentos se instalarán sobre el gasoducto en los puntos que indique LA EMPRESA o su
representante. El montaje de las válvulas implica la instalación de sus accesorios asociados como bridas,
tees, empaques, espárragos en los diferentes diámetros que se requieran. Se deberá apretar según el
torque especificado para el diámetro, material y número de hilos de los espárragos. Siempre se debe
apretar en forma secuencial yendo hacia el siguiente opuesto y dando un torque similar en cada pasada.
Este ítem será utilizado solo en caso de que elementos que no tenga ítem de pago unitario y los suministre
LA EMPRESA o sean adquiridos a través de gastos rembolsables. En el restante de ítems el montaje está
contemplado.
MEDIDA Y PAGO
La medida y pago para el desmonte y montaje de válvulas, cheques bridados se mide por pulgada
diametral nominal (pulg) de acuerdo el ANSI aprobado por LA EMPRESA o LA INTERVENTORÍA y
registrados en el momento de la entrega según los precios del formulario de precios unitarios. EL
CONTRATISTA deberá prever en su análisis de precios todos los costos por el suministro de equipos para
montaje herramientas, accesorios, transporte, mano de obra y en general cualquier costo directo o
indirecto relacionado con la completa realización de esta labor. El montaje está dentro del alcance de los
ítems que lo requieran y se encuentren en el cuadro de precios unitarios, este ítem de montaje o
desmontaje de válvulas o elementos bridados se pagara única y exclusivamente para los elementos que
suministre LA EMPRESA, o estos hayan sido adquiridos por gastos reembolsables, así como elementos
que requieren esta labor y no hayan sido suministrados por EL CONTRATISTA.
Código: F-GAB-041 Rev. 2 Página 39 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
4.4.11 OBRAS MECÁNICAS, PREFABRICACIÓN, MONTAJE E INSTALACIÓN DE VÁLVULAS,
EQUIPOS, TUBERÍA Y ACCESORIOS
Los trabajos deberán ser realizados por el CONTRATISTA de acuerdo con los diseños detallados
aprobados para construcción, demás documentos contractuales y prácticas correctas de prefabricación y
montaje como listados de materiales y típicos incluidos en cada uno de los planos, así como B.P.I. (Buenas
Prácticas de Ingeniería).
Esta especificación aplica para los trabajos de prefabricación, fabricación y montaje de todas las tuberías,
válvulas, equipos y accesorios incluidos dentro de los planos aprobados para construcción, cumpliendo
con todas las normas establecidas dentro de este documento, lo cual incluye:
• Suministro, transporte de la tubería, válvulas, equipos y accesorios hasta los sitios definidos de la
obra.
• Pintura de la tubería, incluyendo los equipos necesarios para ello.
• La prefabricación en el sitio o en talleres de los spooles por parte del CONTRATISTA, de
conformidad con los planos de montaje, suministrados por LA EMPRESA.
• Instalación de la tubería indicada en los planos, tanto la prefabricada como la fabricada en sitio de
acuerdo con revisiones, chequeos y verificaciones del CONTRATISTA, en forma tal que la
integridad de la prefabricación y montaje estén bajo su absoluta responsabilidad.
• Interconexión al gasoducto o ramal indicado.
• Pruebas hidrostáticas al 100% e inspección radiográfica de las soldaduras en la cantidad que sean
requeridas conforme el seguimiento y control radiográfico.
• El control de calidad de los trabajos, de acuerdo con los planes de inspección y pruebas
desarrollados por EL CONTRATISTA y aprobados por LA EMPRESA.
• Las pruebas no destructivas requeridas (tales como partículas magnéticas, radiografías, líquidos
penetrantes) de acuerdo con la Norma ASME B 31.8, capitulo II y recomendaciones de LA
EMPRESA, así como la realización de las reparaciones eventuales que sea necesario efectuar.
• Calificación del procedimiento de soldadura, así como la calificación de los soldadores de acuerdo
con las Normas ASME B31.8 Capitulo II.
• La limpieza y pintura de la tubería aérea y enterrada, accesorios incluyendo el marcado e
identificación de las líneas donde se requiere
• El retiro de todos los excedentes de material de trabajo y limpieza general del sitio de obra.
Será responsabilidad del CONTRATISTA, el suministro de la mano de obra, supervisión, equipos,
herramientas, materiales fungibles y no fungibles y demás elementos que sean necesarios para garantizar
que la ejecución de los trabajos cumpla con los requerimientos de las Normas, especificaciones técnicas
y códigos de ingeniera aplicables.
En caso de presentarse modificaciones durante el montaje, estos deben ser reportados previamente a LA
EMPRESA para aprobación y ejecución. EL CONTRATISTA se obliga a revisar, chequear y verificar todos
los documentos y en caso de encontrar alguna discrepancia la hará conocer a LA EMPRESA. De todas
maneras, estos documentos, dibujos, isométricos, no relevan al CONTRATISTA de su responsabilidad e
integridad de la prefabricación, instalación y pruebas de todas las líneas.
EL CONTRATISTA, utilizará todos los recursos necesarios, tales como personal calificado, información
técnica de los equipos, maquinaria e instrumentos, además de controles y auditorías para garantizar que
los trabajos que se realicen cumplan con los requisitos técnicos, indicaciones, especificaciones y
condiciones suministradas por LA EMPRESA.
El incumplimiento de las especificaciones será causa de rechazo de los trabajos por parte de LA
EMPRESA; obligándose EL CONTRATISTA a tomar las acciones correctivas pertinentes.
Código: F-GAB-041 Rev. 2 Página 40 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Adicionalmente, hacen parte de la calidad todas las pruebas y ensayos no destructivos requeridos para
cada etapa del trabajo, conforme se solicitan en las presentes especificaciones técnicas, que demuestren
y sean soporte para la aceptación satisfactoria de los trabajos. EL CONTRATISTA deberá efectuar control
estricto de los materiales utilizados en la obra, disponibles en bodega y en proceso de prefabricación,
además deberá hacer seguimiento de los materiales solicitados y entregados por LA EMPRESA para lo
cual confrontará y enviará a LA EMPRESA copias donde relacione los materiales solicitados versos los
recibidos, en un plazo no mayor a 24 horas.
EL CONTRATISTA entregará su plan de calidad y cumplirá con la entrega periódica de los informes
administrativos y ejecutivos de obra, para lo cual deberá contar con unos equipos mínimos de trabajo, que
incluya cámara fotográfica digital, que permita presentar Registros Fotográficos de cada etapa del trabajo.
4.4.11.1 PREFABRICACIÓN Y MONTAJE
LA EMPRESA suministrará la información necesaria disponible (planos, isométricos, etc.) para la
verificación, actualización y terminación según lo existente en campo por parte del CONTRATISTA.
EL CONTRATISTA suministrará y elaborará de ser necesario toda la información requerida para la
construcción (planos, planos As-built, isométricos, normas y especificaciones, etc.) para la correcta
elaboración de los desmantelamientos (si fuere necesario), prefabricados, fabricados e instalación de
tubería y es responsable por la calidad de los trabajos y de su integridad.
El CONTRATISTA entregará para aprobación el programa detallado de prefabricación y montaje de
tubería (spools), y los respectivos procedimientos de montaje.
Los isométricos que utilizará el CONTRATISTA serán los emitidos para construcción y aprobados por
LA EMPRESA y serán los únicos válidos para todos los efectos, salvo modificaciones presentadas
previamente a LA EMPRESA para su aprobación.
Todos los soldadores que intervengan en la prefabricación, fabricación e instalación de tubería, deben
ser calificados por una entidad autorizada independiente del CONTRATISTA y con el visto bueno de LA
EMPRESA, de acuerdo con los requerimientos de la Sección IX del Código ASME. Los costos de la
calificación de soldadores serán a cargo del CONTRATISTA.
El biselado de la tubería y los accesorios que se han de soldar entre los extremos de la tubería se llevará
a cabo de acuerdo con el diseño de la junta incluido en el procedimiento de soldadura que se apruebe.
Antes de llevar a cabo cualquier operación de soldadura, EL CONTRATISTA se asegurará que los
extremos de los tubos, los acoples, las bridas y cualquier otro elemento que se deba soldar o biselar,
estén en buenas condiciones en relación con el diámetro y redondez.
Se verificará la correcta alineación y perpendicularidad de las piezas a unir. Se utilizarán espaciadores
y el proceso de presentación y soldadura deberá estar de acuerdo con todos los procedimientos de
soldadura aprobados.
La soldadura de puntos temporales debe hacerse solamente con los soldadores y electrodos aprobados
y deberá ser eliminada con una pulidora de disco, antes de completar la soldadura.
Cada cordón debe limpiarse de impurezas y óxido antes de aplicar el siguiente. El primer cordón de
soldadura deberá limpiarse con disco abrasivo, y en los siguientes se deberá usar cepillo eléctrico o
manual.
Al finalizar el día no deberá quedar ninguna junta sin terminar completamente. Previo a la ejecución del
prefabricado y fabricado se verificará que los elementos que lo componen estén de acuerdo con las
normas que lo definen (API 1104 y ASME B.36.10 para tuberías, ASME B.16.5 y MSS-SP-44 para brida,
Código: F-GAB-041 Rev. 2 Página 41 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
ASME B.16.9 para accesorios BW y ASME B.16.11 accesorios SW), y que cumplan las tolerancias
dimensiónales y geométricas requeridas por las mismas.
Los trabajos de conexiones en caliente (Hot Tap), no involucran paradas del sistema y se debe trabajar
con líneas que estén operando y pueden encontrarse bajo presión y/o temperatura. Estos trabajos deben
ser realizados por personal del CONTRATISTA con la asistencia del personal de operaciones de LA
EMPRESA, tomando las precauciones para que durante la ejecución el sistema intervenido no quede
fuera de servicio o en caso contrario, cualquier interrupción sea lo más breve posible. Antes de comenzar
los trabajos, EL CONTRATISTA debe solicitar a LA EMPRESA, el respectivo permiso en caliente y debe
contar con los procedimientos requeridos en la ASME B31.8 y sus normas a donde se remite API 1104.
4.4.11.2 CALIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA
La soldadura deberá estar de acuerdo con las especificaciones del procedimiento de soldadura
previamente elaborado por El CONTRATISTA y aprobado por LA INTERVENTORÍA.
El procedimiento de soldadura deberá ser calificado de acuerdo con el API 1104 última edición y debe
incluir como mínimo la siguiente información:
• Campo de aplicación del procedimiento.
• Descripción del proceso.
• Material base.
• Rango de diámetros y espesores de tubería para los que aplica el procedimiento.
• Esquemas del diseño de juntas.
• Especificación del material de aporte.
• Características eléctricas durante la aplicación.
• Posición y dirección de soldadura.
• Número de pases.
• Tipo de alineador a utilizar.
• Sistema de limpieza entre pasos.
El procedimiento de soldadura deberá estar calificado y será presentado por EL CONTRATISTA a LA
INTERVENTORÍA. Los soldadores que intervengan en el proceso de soldadura deberán presentar
certificación vigente.
4.4.11.3 CALIFICACIÓN DE LOS SOLDADORES
Los soldadores que intervienen en los trabajos de instalación de tubería deberán ser calificados de
acuerdo con la norma API – STD – 1104, por ensayos destructivos.
El CONTRATISTA suministrará a LA INTERVENTORÍA, los certificados de calificación de soldadores.
Solamente se aceptará que el soldador trabaje en el terreno de acuerdo con la forma en que presentó la
prueba. Si LA INTERVENTORÍA lo considera conveniente, puede ordenar pruebas adicionales para los
soldadores durante la construcción sin costo alguno para LA EMPRESA. Si el soldador no pasa esta
prueba, será retirado del trabajo. Todo soldador debe efectuar una junta completa a 45º para calificar la
prueba. El soldador que realice la soldadura de derivaciones (Tie–ins) y accesorios, debe cumplir los
requerimientos de la prueba múltiple del API – 1104.
4.4.11.4 INSPECCIÓN RADIOGRÁFICA
Consiste en la inspección por métodos no destructivos de las uniones soldadas. El método a utilizar es
la inspección por rayos gamma o ultrasonido. El porcentaje de inspección será del 100%.
Código: F-GAB-041 Rev. 2 Página 42 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
A la soldadura del accesorio de derivación con la línea troncal se le debe realizar ensayos con tintas
penetrantes durante su ejecución, además pasadas 48 horas de terminada la soldadura se requiere
realizar una prueba de ultrasonido para verificar posibles fisuras en el material base generadas por el
enfriamiento no controlado.
4.4.11.5 PREFABRICACIÓN
Todos los materiales, accesorios, tubería, fungibles utilizados (soldadura, discos, gratas, pintura, entre
otros) para la prefabricación y el montaje de tuberías y equipos son a cargo del CONTRATISTA.
Los prefabricados (spool), serán construidos con las dimensiones y terminación de extremos indicados
en los planos. EL CONTRATISTA deberá verificar en campo las medidas indicadas en los planos.
Se verificará la correcta alineación y perpendicularidad de las piezas instaladas. El proceso de
presentación y soldadura deberá estar en un todo de acuerdo con los procedimientos de soldadura
aprobados al CONTRATISTA y según el código ASME B 31.8.
Previo a la ejecución del prefabricado se verificará que los elementos que lo componen estén de acuerdo
con las normas que lo definen y que cumplan las tolerancias dimensionales y geométricas requeridas
por las mismas.
Toda la documentación técnica generada por EL CONTRATISTA deberá ser verificada por LA
INTERVENTORÍA y una copia de esta información será archivada para efectos de cualquier consulta
posterior.
Todas las pegas deberán ser radiografiadas al 100% a costo del CONTRATISTA. Las radiografías de
las reparaciones serán asumidas igualmente por EL CONTRATISTA.
EL CONTRATISTA diseñará un sistema de numeración para identificación de prefabricados (spools).
Así mismo, establecerá un sistema de marcado para las juntas de soldadura de tal forma que se pueda
identificar la prueba de radiografía realizada.
Cada junta de soldadura deberá tener en todo momento la numeración que le corresponda. Durante la
etapa de fabricación esta deberá ser legible e imborrable.
4.4.11.6 PREFABRICACIÓN DE SPOOL Y MONTAJE DE ACCESORIOS Y VÁLVULAS
El montaje de las válvulas manuales cumpliendo con el “Piping Class” establecido en el diseño detallado.
Las marcas de las válvulas y equipos deben corresponder a algunas de las establecidas por LA
EMPRESA.
El alcance del suministro comprende inspección y pruebas; transporte al sitio; entrega de las válvulas y
los protocolos de pruebas para aprobación por LA EMPRESA de las válvulas de bola, globo, y cheque,
y de más equipos que serán utilizados.
Para el montaje de las válvulas y actuadores el CONTRATISTA debe tener en cuenta lo siguiente:
• Realizar una inspección inicial, antes del montaje y otra después de este, a los elementos
móviles de sello para verificar su correcto funcionamiento.
• Los actuadores serán probados dentro de la etapa de montaje para verificar tiempos de apertura,
cierre y respuesta a señales.
• El actuador deberá contar con dispositivo para cierre por alta y baja presión, así como por
aumento de velocidad subida (ROD), serán de simple efecto y de yugo escoces.
• De acuerdo con el tamaño, tipo y accesorios (incluidas las motorizadas), se escogerán los
equipos y herramientas adecuadas que garanticen un correcto montaje.
Código: F-GAB-041 Rev. 2 Página 43 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Instalación y acoplamiento de las válvulas a las tuberías según se indique en los planos.
• Alineación de la junta e instalación y ajuste de pernos y empaques.
• Las indicaciones dadas, en cuanto a montaje de bridas, serán tenidas en cuenta para el montaje
de las válvulas bridadas.
• EL CONTRATISTA tendrá cuidado especial en el acoplamiento con espárragos de las bridas;
ellas deben permanecer paralelas durante todas las fases del acoplamiento.
• El torque de apretamiento se debe realizar con un torquímetro según el diámetro de los
espárragos, indicados y permitidos por el código aplicable.
• Antes de proceder con la instalación de los empaques, EL CONTRATISTA limpiará todas las
caras de las bridas de la tubería, las válvulas, los equipos y la maquinaria en una operación de
dos pasos: Limpieza mecánica con brocha metálica u otros medios aconsejables y limpieza con
disolventes.
• Antes de iniciar los trabajos de montaje, EL CONTRATISTA lubricará las superficies roscadas
de las tuercas y de los tornillos con una mezcla de aceite-grafitado.
• EL CONTRATISTA se asegurará que todas las válvulas dentro de cada sistema de tubería a
probarse se hallen abiertas antes de llenar las líneas con el líquido de prueba. Durante las
pruebas, no habrá válvulas cerradas a menos que lo solicite LA EMPRESA.
El montaje e instalación de equipos y spooles en el sitio se realizará con todos los elementos que lo
componen de acuerdo con los planos y los documentos del diseño detallado emitido por el
CONTRATISTA y aprobados por LA INTERVENTORÍA.
No se permitirá pre tensionar la tubería para acercar dos uniones a soldar. No se deberán utilizar
tensores. Antes de alinear y soldar cada tramo de tubería o accesorio, se deberá limpiar internamente
para evitar la presencia de materiales extraños.
Las juntas de soldadura ejecutadas en sitio deberán ser radiografiadas al 100% a costo de EL
CONTRATISTA. Las radiografías de las reparaciones serán asumidas igualmente por EL
CONTRATISTA.
Las bridas de la tubería prefabricada deberán mantener el paralelismo de las caras dentro de las
tolerancias establecidas en las especificaciones de montaje de los equipos. De todos modos, el
paralelismo será tal que evitará el des- alineamiento del equipo durante el apriete de los espárragos.
El CONTRATISTA tendrá especial cuidado en el apriete de las bridas, de forma tal que permanezcan
paralelas durante todas las fases de la fijación.
El torque máximo que se debe aplicar a los empaques flexitálicos debe ser tal que no se permita más de
un 30% de reducción de su espesor original. Durante el apriete se verificará que la distancia entre bridas
no caiga por debajo de estos precios. El apriete de las bridas deberá realizarse uniformemente apretando
alternativamente a los 180°.
Se podrán usar empaques temporales de material resistente en aquellas uniones donde se prevea la
instalación de platinas ciegas para la prueba de presión. Una vez se termine la prueba se removerán los
empaques temporales y se instalarán los definitivos.
Las tuberías que llegan a las válvulas y al actuador no deben ser pre tensionadas y su montaje debe
permitir que al soltar los espárragos de fijación no se presenten desalineamientos que en el momento
del apriete definitivo generen esfuerzos en las conexiones bridadas de las válvulas. Estando los spool y
las válvulas montadas y sobre los soportes se verificará que las bridas estén alineadas y paralelas.
4.4.11.7 SUMINISTRO, SOLDADURA Y MONTAJE DE ACCESORIOS DE DERIVACIÓN (SPLIT
TEES, WELDOLET, THREE WAY TEE)
Código: F-GAB-041 Rev. 2 Página 44 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Esta especificación estable las condiciones y procedimientos mínimos necesarios para llevar a cabo la
soldadura y montaje de los accesorios de conexión o derivación (split tees, weldolet o three way tee)
requeridos para construir los puntos de entrada y/o salida de diámetros entre 2” y 22”. Los accesorios
deben contar con los elementos que aseguren que gasoducto continúe siendo inspeccionable con
herramientas inteligentes interna, así como el envío de herramienta de limpieza, evitando el
atascamiento o el desvío de los mismos. (“Close sure Flange, scarfed niple, look oring, según aplique)
EL CONTRATISTA deberá, instalar y/o montar lo accesorios de conexión ANSI 600, de acuerdo con lo
establecido en el Contrato Derivado, para la construcción de una nueva conexión. Los accesorios de
conexión se instalarán sobre la línea principal del gasoducto en los puntos que indique LA EMPRESA o
su representante, teniendo en cuenta el numeral de “Obras mecánicas, prefabricación, montaje e
instalación de válvulas, equipos, tubería y accesorios” de este documento y los numerales que aplique
a montaje y soldadura de accesorios.
Los accesorios de conexión ANSI 600 serán adquiridos por EL CONTRATISTA y en caso de que la
requerida por el punto de conexión no se encuentre ofertada en el formulario precios unitarios, se deber
adquirir a través de gastos reembolsables de acuerdo con las necesidades y solicitudes de la EMPRESA
y teniendo en cuenta el procedimiento de gastos reembolsables que establezca el interventor una vez
suscrito el Contrato Derivado.
Antes de iniciar la actividad de soldadura EL CONTRATISTA debe presentar con suficiente anticipación,
los procedimientos que aplican (procedimiento de soldadura, procedimiento de pruebas y ensayos,
certificación de soldadores calificados, etc.) con el respectivo cronograma, equipos, personal y
materiales a utilizar para aprobación de LA EMPRESA.
Los accesorios a instalarse deben cumplir con el código de la línea (material, espesor, presión,
temperatura, clase de localización) y deberán cumplir con la presión máxima de operación de la línea,
los cálculos y materiales seleccionados deberán ser aprobados por LA INTERVENTORÍA, el cual
aprobará o rechazará cualquier material que no cumpla con los requisitos exigidos, además de ser
mantenidas por EL CONTRATISTA en buenas condiciones de trabajo.
Los sitios donde se instalen los accesorios de conexión en la tubería existente deben ser tramos rectos
y a una distancia mínima de dos (2) diámetros de cualquier soldadura circunferencial. Antes de iniciar
cualquier trabajo de soldadura se debe realizar la remoción y limpieza del revestimiento a la tubería,
medición de espesores en el área a soldar para identificar diferencia en el espesor que no permita la
ejecución segura de la soldadura.
EL CONTRATISTA deberá realizar las pruebas necesarias para detectar vapores inflamables, oxígeno
y contaminantes peligrosos encontrados en el aire para asegurar un ambiente de trabajo seguro,
mediante el uso de detectores de gas o explosímetros debidamente calibrados.
EL CONTRATISTA deberá evaluar los riesgos potenciales de seguridad y salud, proporcionándose
equipo de protección personal, teniendo en cuenta el trabajo en alturas y/o por debajo del nivel del
terreno.
Debe preparase un procedimiento de evacuación y aislamiento en caso tal que el área de trabajo
presente emergencia alguna.
EL CONTRATISTA proveerá los vehículos apropiados y necesarios para el transporte del personal,
máquinas, herramientas y demás equipos utilizados en la actividad.
EL CONTRATISTA debe informar con tiempo suficiente el día de ejecución de los trabajos con el fin de
que LA EMPRESA coordine la disminución de la presión de operación en el gasoducto de ser necesario.
Código: F-GAB-041 Rev. 2 Página 45 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EL CONTRATISTA deberá presentar el procedimiento para la soldadura del accesorio, el cual debe
incluir como mínimo lo siguiente:
• Verificación y localización del punto exacto para el montaje del accesorio (se debe realizar sobre
tramos rectos de tubería).
• Remover revestimiento sobre la superficie de la tubería donde se realizarán el montaje del
accesorio, mediante limpieza mecánica.
• Verificación de los espesores de la tubería en las zonas a intervenir. El criterio de selección de
los puntos debe ser dado por el proveedor del servicio de hot tapping y aprobado por LA
EMPRESA, el cual determina la localización de éstos de acuerdo con el espesor y estado de la
tubería existente, descartando problemas de laminación y corrosión interna.
• Procedimiento para soldar el accesorio de derivación sobre la línea existente, y en el punto
aprobado, verificado por prueba de espesores. Incluir orden de las soldaduras (longitudinal y
circunferencial).
• Procedimiento de Inspección mediante END (partículas magnéticas, ultrasonido, tintas
penetrantes) las soldaduras realizadas.
Para el montaje e instalación de los accesorios de derivación EL CONTRATISTA debe tener en cuenta
las siguientes consideraciones:
Los accesorios de conexión que no presentan precios unitarios serán adquiridos por gastos
reembolsables de acuerdo con las necesidades y solicitudes de la EMPRESA y teniendo en cuenta el
procedimiento de gastos reembolsables que establezca el interventor una vez suscrito el Contrato
Derivado.
• .
• EL CONTRATISTA deberá realizar la procura del accesorio (a través de gastos reembolsables
si no está incluido en el formulario de precios unitarios) y la inspección del mismo para verificar
su estado y calidad, que cumpla con la especificación solicitada y este de acuerdo con el
certificado de calidad remitido por el proveedor.
• Determinar, de acuerdo con el tamaño del accesorio, los equipos, personal y herramientas
adecuadas que garanticen un correcto transporte, montaje e instalación.
• Realizar la soldadura, alineación e instalación a las tuberías según se indiquen en los planos, a
las recomendaciones de LA EMPRESA y de acuerdo con los procedimientos, certificaciones y
pruebas relacionados en el presente documento de especificaciones técnicas.
Incluir en el ítem, el costo de los ensayos de ultrasonido para verificar espesor de la línea troncal, en el
punto donde se instalará los accesorios de conexión y todos los ensayos no destructivos END requeridos
durante el proceso de soldadura, relacionados en los numerales asociados al numeral de “Obras
mecánicas, prefabricación, montaje e instalación de válvulas, equipos, tubería y accesorios” de este
documento y los numerales que aplique a montaje y soldadura de accesorios.
MEDIDA Y PAGO
La unidad de medida y pago será la UNIDAD (UND), de accesorio de conexión, realmente soldado e
instalado en obra, debidamente aceptado y verificado por el Interventor incluyendo los ensayos y pruebas
requeridas, así como las reparaciones a las que hubiese lugar.
El precio será de acuerdo con el formulario de precios unitarios incluye, la totalidad de los materiales
fungibles, mano de obra, equipos, herramientas, pruebas, ensayos no destructivos END, transportes,
adecuaciones previas, excavaciones, dirección técnica y todos los demás elementos que se requieran
para la ejecución correcta y total del ítem.
Los accesorios de conexión serán pagados por gastos reembolsables de acuerdo con el procedimiento
que establezca el interventor una vez suscrito el Contrato Derivado.
Esta unidad de media y pago será aplicada para los siguientes ítems:
Código: F-GAB-041 Rev. 2 Página 46 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• SUMINISTRO, SOLDADURA Y MONTAJE DE WELDOLET SEGÚN PIPING CLASS
• SOLDADURA Y MONTAJE DE SPLIT TEE SEGÚN PIPING CLASS
• SOLDADURA Y MONTAJE DE THREE WAY TEE SEGÚN PIPING CLASS
4.4.11.8 SOLDADURA E INSTALACIÓN TUBERÍA DE ACERO Y ACCESORIOS DE 1/2" A 20"
Corresponde a la unión de tubería, accesorios como codos, tees, bridas, sockolet, weldolet, reducciones
etc. por medio de soldadura en tramos aéreos o enterrados, sin perjuicio de lo requerido y establecido
en el numeral correspondiente a “OBRAS MECÁNICAS, PREFABRICACIÓN, MONTAJE E
INSTALACIÓN DE VÁLVULAS, EQUIPOS, TUBERÍA Y ACCESORIOS”. La ejecución de esta actividad
se regirá por las siguientes normas:
• American Society of Mechanicals Engineers (ASME): ASME SECTION IX, Qualification Standard
for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators.
• American Petroleum Institute (API): API 1104, Standard for Welding Pipelines and Related
Facilities.
• American Welding Society (AWS): AWS D 1.1, Structural Welding Code.
Todos los equipos empleados en la calificación de WPS, WPQ y en la soldadura de producción
(biseladoras, alienadores internos, grapas alineadoras externas, pulidoras eléctricas o neumáticas, etc.)
así como sus instrumentos asociados (amperímetros, voltímetros, etc.) deben encontrarse en perfecto
estado de operación. De lo contrario deben remplazarse a satisfacción de LA EMPRESA.
Los siguientes son los procesos que se pueden poner en práctica en soldaduras de producción, en taller
o en campo:
• Arco Metálico Revestido (SMAW).
• Arco Sumergido (SAW).
• Arco Metálico Protegido con Gas Inerte (GMAW y FCAW – FLUXCORE ARC WELDING).
• Arco de Tungsteno Protegido con Gas Inerte (GTAW).
Las tuberías y accesorios a utilizar estarán sometidos a las siguientes condiciones de operación:
Tuberías Tipo D1 - Material Base Acero al carbón - Rating 600#:
• Aplica para Gas Natural (NTG) de Alta y Medida Presión
• Presión de diseño para Líneas: 1480 PSI
• Máxima Presión de Operación Permitida (MAOP): 1200 Psi
• Prueba Hidrostática: 1850 Psi
• Temperatura de diseño para Líneas: 100 ºF
• Tolerancia a Corrosión: 1/8”
• Inspección Radiografía o Ultrasonido: 100 %
a) Métodos de soldadura
El CONTRATISTA podrá emplear los siguientes métodos de soldadura:
• Soldadura por arco, empleando electrodos recubiertos.
• Atmósfera inerte.
• Automática o semiautomática con arco sumergido.
LA INTERVENTORÍA hará chequeos visuales a las soldaduras a su discreción. EL CONTRATISTA
deberá terminar los trabajos de soldadura, libres de escorias y de manchas, cepillados.
Código: F-GAB-041 Rev. 2 Página 47 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
b) Requisitos generales
EL CONTRATISTA deberá ejecutar los trabajos de soldadura en tuberías, de acuerdo con los siguientes
requisitos generales:
Todas las máquinas soldadoras, alineadoras y biseladoras deberán ser de un tipo apropiado y aprobado
por LA INTERVENTORÍA y deberán ser mantenidas por EL CONTRATISTA en buenas condiciones de
trabajo; en caso contrario se ordenará su reemplazo. Todos los materiales y equipos para la labor de
soldadura serán suministrados por EL CONTRATISTA.
El tipo definitivo de electrodo a utilizar se establecerá de acuerdo con el resultado obtenido en la
calificación del procedimiento.
Antes de iniciar los trabajos de soldadura deberán realizarse ensayos del material depositado según las
normas vigentes del ASME; EL CONTRATISTA suministrará todos los elementos y personal necesario
para ejecutar el ensayo.
Los soldadores que intervengan en los trabajos deberán ser calificados de acuerdo con las
especificaciones API. EL CONTRATISTA proveerá los elementos requeridos para la realización de las
pruebas; la tubería del mismo tipo que se empleará en los trabajos. Los costos de estas pruebas serán
a cargo del CONTRATISTA.
EL CONTRATISTA presentará a LA INTERVENTORÍA los certificados de calificaciones de los
soldadores que empleará en la ejecución de las obras, los trabajos en el campo se realizarán empleando
los mismos métodos desarrollados durante la prueba.
Durante el desarrollo de los trabajos, LA INTERVENTORÍA si lo considera conveniente, podrá ordenar
pruebas adicionales para los soldadores.
LA INTERVENTORÍA podrá cortar y retirar para prueba uniones efectuadas en la obra, según el análisis
radiográfico cuando éste se haya especificado.
Además de los anteriores requisitos y los que especifique el fabricante de la soldadura aprobada, el
procedimiento deberá ajustarse a los siguientes puntos:
Se mantendrá el amperaje y voltaje necesario para cada tipo de electrodo, de tal forma que se logre una
completa fusión en los extremos colindantes de los tubos o accesorios.
Cada cordón debe limpiarse de impurezas antes de aplicar el siguiente. No se permitirá limpieza manual
en ninguno de los cordones. El primer paso deberá limpiarse con disco abrasivo; en los otros deberá
usarse cepillo eléctrico.
Las uniones soldadas no deberán sufrir movimientos bruscos antes que se hayan enfriado
suficientemente. No deberá retirarse la grapa ni mover las partes a soldar hasta no tener terminado el
cordón de fondeo.
Las uniones a tierra dentro de las máquinas soldadoras y los tubos o accesorios deben ser revestidos
en bronce para evitar quemaduras.
Todas las quemaduras que ocurran deberán ser removidas según indicaciones de LA INTERVENTORÍA.
El cordón de paso caliente deberá ser aplicado inmediatamente después del cordón de fondeo. Al
finalizar el día no debe quedar ninguna junta sin terminar completamente.
Código: F-GAB-041 Rev. 2 Página 48 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Cada junta deberá ser marcada convenientemente en sitios adyacentes a ésta de modo que sea posible
localizarla en un momento dado. El método de marcación será indicado por LA INTERVENTORÍA.
EL CONTRATISTA reparará por su cuenta y costo, aquellas soldaduras que a juicio de LA
INTERVENTORÍA y con base al análisis radiográfico estén defectuosas de acuerdo con lo establecido
por los códigos. Para localizar el defecto se empleará electrodo de carbón o tintas penetrantes.
La reparación será radiografiada y sólo se admitirá un máximo de dos reparaciones; en caso de resultar
defectuosa la segunda reparación, será necesario cortar la pega. Si se trata de unión de tubería se
cortarán 90 cm a cada lado de la junta.
Todas las reparaciones deben ser hechas antes de efectuar la prueba hidrostática.
Los biseles deben limpiarse con equipo eléctrico, o en su defecto con limas hasta dejar el metal libre de
óxido o mugre en toda la superficie.
c) Calificación del procedimiento de soldadura
Todos los procesos para la realización de soldaduras y sus reparaciones deben estar respaldados por
sus correspondientes Especificaciones del Procedimiento de Soldadura (WPS). Los procesos de
soldadura deben garantizar que las propiedades físicas y químicas cumplan con los requisitos
especificados y estén de acuerdo con las características del material base.
Toda WPS antes de su aplicación en soldaduras de producción, debe calificarse y sus resultados deben
consignarse en el documento Informe de Calificación de Procedimiento (PQR). La calificación debe
realizarse en un establecimiento reconocido por LA EMPRESA y en su presencia.
Tanto el WPS como el PQR, deben estar en todo de acuerdo con lo dispuesto por las normas aplicables,
ya sea, API 1104, ASME Section IX o AWS D1.1
Si durante la soldadura de producción se modifica alguna de las Variables Esenciales del WPS, se
requiere una recalificación del procedimiento y las juntas que se hayan realizado con las modificaciones
deben eliminarse y volverse a ejecutar bajo las condiciones del procedimiento recalificado. Todos los
costos en que incurra EL CONTRATISTA, tanto para la recalificación como para la ejecución de las
juntas rechazadas son por su cuenta.
Los equipos y herramientas, metales de aporte, fundentes, mano de obra y las pruebas destructivas o
no- destructivas necesarias para la calificación del Procedimiento son por cuenta del CONTRATISTA.
d) Calificación de los soldadores
Para intervenir en la realización de juntas de producción, o en su reparación, todo soldador debe
demostrar que tiene la habilidad para ejecutar soldaduras de acuerdo con los WPS calificados.
Todos los procesos para la realización de soldaduras y sus reparaciones deben estar respaldados por
sus correspondientes Especificaciones del Procedimiento de Soldadura (WPS). Los procesos de
soldadura deben garantizar que las propiedades físicas y químicas cumplan con los requisitos
especificados y estén de acuerdo con las características del material base.
La prueba de capacidad se realiza en segmentos de tubería del mismo tipo de la que se utiliza en la
línea o sistema en construcción y debe reproducir las condiciones de trabajo de las soldaduras de
producción; los segmentos de tubo pueden estar a 0, 45 ó 90 con respecto a la horizontal (posiciones
5G, 6G y 2G), de acuerdo con las posiciones en las que se aplicara la soldadura de producción.
Código: F-GAB-041 Rev. 2 Página 49 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Los Registros de Calificación de los soldadores probados deben ser enviados en original a LA
EMPRESA, como documento integrante del Contrato Derivado. Tanto los lugares de ejecución de la
clasificación de los resultados de la misma deben ser aprobados por LA EMPRESA.
Toda WPS antes de su aplicación en soldaduras de producción, debe calificarse y sus resultados deben
consignarse en el documento Informe de Calificación de Procedimiento (PQR). La calificación debe
realizarse en un establecimiento reconocido por LA EMPRESA y en su presencia
El cambio del CONTRATISTA o el cambio de proyecto anula la calificación del soldador; por lo tanto,
para todo nuevo trabajo se requiere calificación del soldador
Los equipos, y materiales requeridos para la calificación de los soldadores corren por cuenta del
CONTRATISTA; así mismo, este asume los costos de las pruebas destructivas o no destructivas que se
utilicen para determinar la calidad de las juntas.
Si durante la soldadura de producción se modifica alguna de las Variables Esenciales de la WPS, se
requiere una recalificación del procedimiento y las juntas que se hayan realizado con las modificaciones
deben eliminarse y volverse a ejecutar bajo las condiciones del procedimiento recalificado. Todos los
costos en que incurra EL CONTRATISTA, tanto para la recalificación como para la ejecución de las
juntas rechazadas son por su cuenta.
Los soldadores calificados deben identificarse por medio de una “estampa” de números o letras. No se
debe repetir la “estampa”; además la utilizada por un soldador rechazado no puede ser empleado de
nuevo.
e) Equipos
Todas las maquinas, alineadoras, biseladoras y demás equipos utilizados en el proceso de soldadura
deben ser aprobados por LA INTERVENTORÍA y deben ser mantenidos por EL CONTRATISTA en
perfectas condiciones, en caso contrario se ordenará su reemplazo o retiro de la obra.
Las maquinas soldadoras deben tener amperímetros y voltímetros que permitan verificar que están
operando dentro de los rangos de voltaje recomendados para cada tipo y tamaño de electrodo, según
se haya establecido en el procedimiento aprobado. Los equipos que no cumplan con este requisito serán
retirados del sitio de la obra para su reparación o reemplazo, sin que esto signifique sobre costos ni
ampliaciones en el plazo establecido
f) Preparación de la junta de producción
Para iniciar la soldadura de producción, el bisel y su zona adyacente deben encontrarse dentro de las
tolerancias indicadas en el WPS y libres de cualquier material extraño (grasa, pintura, oxido, polvo, etc.).
La limpieza debe realizarse con sistemas mecánicos (grata circular, etc.). Las imperfecciones deben
repararse por métodos abrasivos mecánicos. Si el daño requiere reparación por medio de la aplicación
de metal de aporte, restablecer biseles en campo debe utilizarse maquina semiautomática de oxi–gas,
en su defecto corte mecánico.
Una vez en condiciones para realizar soldaduras de producción, el bisel solo puede ser manipulado por
el soldador calificado. Si esta condición no se cumple, la junta debe contarse y repetirse por cuenta del
CONTRATISTA.
Para el alineamiento de los tubos sucesivos se debe utilizar grapas exteriores o dispositivos interiores.
La grapa exterior se remueve cuando se haya completado el 50% del pase de raíz y cuando se utilice
dispositivo interior, este se remueve cuando se haya terminado el pase de raíz, o de acuerdo con lo
dispuesto en la WPS calificada.
Código: F-GAB-041 Rev. 2 Página 50 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
g) Limpieza entre pases e identificación de la soldadura.
El pase de raíz o de penetración (fondeo) se limpia mediante la aplicación de disco abrasivo. En lo
posible debe ser una limpieza superficial, pero retirando los sobre espesores formados en la reiniciación
del cordón y los residuos de escoria.
El segundo pase y los subsiguientes se limpian con grata circular.
El último pase o de presentación debe limpiarse con grata circular y todas las salpicaduras deben
retirarse con cincel. Se prohíbe el uso de segueta para perfilar el pase de presentación. La superficie del
pase de presentación debe ser regular, convexa y su altura no debe sobrepasar 1,6 milímetros (1/16”)
sobre la superficie del tubo; su ancho no debe sobrepasar en 3 milímetros (1/8”) la medida superior del
bisel. En ningún punto la superficie del pase de presentación debe estar por debajo de la superficie del
tubo. Toda sobre monta producida por la iniciación del pase debe ser removida con disco abrasivo.
Toda soldadura de producción debe identificarse visible, consecutiva y permanentemente. En la Línea
de Transferencia debe indicarse el kilómetro, el número de junta en el kilómetro y los soldadores que
intervinieron en su ejecución. EL CONTRATISTA debe enviar diariamente a LA EMPRESA el informe
de producción donde consten estos datos.
h) Control de calidad y reparación de defectos
Toda Junta de producción debe inspeccionarse visualmente en todas y cada una de las etapas de su
ejecución. Las fallas detectadas durante esta inspección deben corregirse para poder proseguir con su
ejecución.
Para el control radiográfico se permiten electrónicas (Rayos X) o Isotópicas (rayos Gamma). El personal
que realiza el control radiográfico deberá cumplir los requisitos establecidos en el procedimiento escrito.
Así mismo, el criterio de aceptación o rechazo estará definido en el procedimiento escrito.
EL CONTRATISTA realizará pruebas radiográficas al 20% de las pegas realizadas en la línea de flujo,
así mismo debe reparar las juntas que se encuentren defectuosas, incluyendo el costo de las
radiografías. En pasos especiales, el control radiográfico será del 100%.
Los defectos detectados por radiografía deben repararse en un período no superior a una jornada de
trabajo; de lo contrario, se detiene el frente de soldadura hasta que se normalice la situación.
Una junta puede repararse dos veces como máximo; en caso de persistir el defecto o aparecer uno
nuevo, la junta debe cortarse y reemplazarse por un tramo de tubería de 1 metro de longitud. El
contratista debe asumir los costos y el soldador debe ser recalificarse en el WPS aplicado.
La aplicación de métodos de control de calidad no-destructivos no excluye la utilización de métodos
destructivos para juntas totalmente destruidas.
i) Limpieza interna del tubo
EL CONTRATISTA debe tomar las precauciones necesarias para que el interior de los tubos se
mantenga libre de materias extrañas.
Los extremos del tramo soldado deben taparse al término de la jornada diaria con tapas aceptadas por
LA INTERVENTORÍA, para evitar la entrada de elementos extraños en la misma y deben retirarse sólo
para reiniciar la soldadura.
Código: F-GAB-041 Rev. 2 Página 51 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Cuando sea necesario dejar tramos de tubería sin soldar, en forma temporal, los extremos abiertos
deben ser taponados en forma conveniente, manteniendo esta protección hasta que la tubería sea
soldada en forma definitiva y quede la línea de tubería continua.
j) Electrodos a utilizar
El tipo definitivo y diámetro de los electrodos a utilizar en las uniones de la tubería de la línea se
establecerá de acuerdo con el resultado obtenido en la calificación de los procedimientos, lo cual no dará
lugar a modificaciones de los precios pactados.
k) Alineamientos
Para alinear los tubos se puede usar grapa alineadora interna o externa; en el primer caso no se debe
remover hasta que el cordón de raíz (fondeo) esté terminado en un cien por ciento (100%) y la tubería
se haya soportado adecuadamente.
La grapa externa no se debe remover antes de completar el cincuenta por ciento (50%) de la
circunferencia en el pase de raíz y se haya soportado adecuadamente la tubería.
Los tubos deben alinearse de tal forma que el desalineamiento sea menor al máximo establecido en el
procedimiento de soldadura aprobado, y no debe ser en ningún caso superior a 1,6 milímetros (1/16”).
Al alinear los tubos las costuras longitudinales de los tubos contiguos no deben coincidir y deben tener
un desplazamiento relativo de por lo menos quince grados (15) con la vertical y ensamblarse
alternamente de forma tal que éstas queden en el tercio superior del tubo.
En el proceso de alineamiento no se debe golpear el tubo. No se permitirá el uso de calor para lograr
alinear el tubo en ningún sentido.
l) Pase caliente
El cordón de pase caliente debe ser aplicado inmediatamente después del cordón de fondeo, de acuerdo
con lo establecido en el procedimiento de soldadura aprobado.
m) Pases de relleno y presentación
El número de cordones debe ser tal que la soldadura completa tenga una sección uniforme alrededor de
la circunferencia del tubo. La altura del refuerzo de la soldadura no debe ser menor de 0,8 milímetros
(1/32”) ni mayor de 1,6 milímetros (1/16”) sobre la superficie del tubo y debe cubrir al menos 1,6
milímetros (1/16”) de metal base a cado lado del bisel.
Se deben tomar las precauciones para que, al finalizar el día de trabajo, no quede ninguna soldadura sin
terminar; sin embargo, LA INTERVENTORÍA podrá variar por escrito esta última especificación de ser
plenamente justificada.
n) Pruebas
Una vez efectuada la soldadura se efectuará una inspección visual al total de ellas y radiografías al 100%
de las juntas soldadas.
o) Pruebas a la tubería y válvulas
El CONTRATISTA deberá efectuar las pruebas de presión de acuerdo con los requerimientos indicados
en código ASME B 31.8, a menos que se especifique otra cosa por parte de LA EMPRESA o LA
INTERVENTORÍA.
Código: F-GAB-041 Rev. 2 Página 52 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Antes de desarrollar cualquier actividad de prueba de presión, EL CONTRATISTA deberá presentar para
aprobación de LA INTERVENTORÍA, un procedimiento donde se defina claramente los rangos de
presión de prueba, el tipo de fluido y registrador o indicador a utilizar, los diámetros de tubería a probar,
el formato para la lista de chequeo y todos los demás formatos que utilizará para el registro de las
pruebas, el tiempo de duración de cada prueba, y todos los demás aspectos que a juicio de LA
INTERVENTORÍA deben quedar incluidos en el procedimiento de prueba.
Las pruebas de presión se deberán realizar con agua o con nitrógeno.
EL CONTRATISTA nombrará una persona encargada de las pruebas hidrostáticas quién estará
autorizada para firmar todos los documentos de certificación de las pruebas después de concluidas.
Antes de la ejecución de las pruebas EL CONTRATISTA deberá elaborar y presentar a LA
INTERVENTORÍA el procedimiento de prueba en el cual se debe considerar como mínimo lo siguiente:
• Uso apropiado de los materiales.
• Montaje correcto de tuberías (de acuerdo con los diseños).
• Instalación correcta de las guías y soportes adicionales.
• Instalación apropiada de los ciegos a utilizar durante la prueba.
• Definición correcta de la presión de prueba.
• Las líneas se sostendrán presionadas por lo menos durante una hora antes de iniciar el chequeo
de las uniones soldadas y bridadas. La presión permanecerá inmodificable durante la inspección
y se reducirá solo cuando LA INTERVENTORÍA lo determine.
• Cualquier pérdida de presión por fugas implicará la corrección de la misma y la realización de
una nueva prueba.
Antes de llenar y presurizar la tubería todas las válvulas de control y los equipos similares deben quitarse
y si fuese necesario sustituirse por carretes bridados cuya construcción será a cargo del CONTRATISTA.
LA INTERVENTORÍA decidirá cuándo dichos carretes deben removerse y cuando se instalarán
definitivamente las válvulas de control. Los empaques definitivos se instalarán solo cuando las válvulas
queden instaladas definitivamente.
Todas las válvulas utilizadas en la construcción del punto de salida se probarán de la siguiente forma:
La prueba al cuerpo se llevará a cabo con agua, en la posición abierta y a las presiones que indica la
norma, durante la prueba ninguna pérdida de presión deberá ser registrada. El tiempo mínimo de prueba
será de 30 minutos.
Todos los equipos de soldadura, equipo para pruebas hidrostáticas, equipos de inspección y pruebas
radiográficas y todos los demás que se requieran para la correcta ejecución de los trabajos de
prefabricación y montaje de accesorios y tuberías deberán estar certificados, calibrados y aprobados por
LA INTERVENTORÍA.
MEDIDA Y PAGO
La medida y pago del ítem Cortes, Biselado, Alineación, Soldadura, Ensayos No Destructivos, en Tubería
y accesorios por pulgada de diámetro nominal la soldadura será la pulgada (pulg) de diámetro nominal
de tubería o accesorio soldado tales como codos, tees, reducciones, weldolets, bridas, sockolet,
thredolet, etc, únicamente de los tubos o accesorio aprobados por LA EMPRESA, registrados en el
momento de la entrega. Incluye el transporte, los cortes, el biselado, la alineación, la aplicación de
soldadura, la realización de Ensayos no destructivos, dobleces, así como las reparaciones. El
Contratista deberá haber previsto todos los costos por el suministro de equipos, materiales,
herramientas, transporte, mano de obra y en general cualquier costo directo o indirecto para ejecutar
esta labor.
Código: F-GAB-041 Rev. 2 Página 53 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Esta unidad de media y pago será aplicada para el ítem “Cortes, Biselado, Alineación, Soldadura,
Ensayos No Destructivos, en Tubería y accesorios por pulgada de diámetro nominal”.
Los ítems “SUMINISTRO, INSTALACIÓN Y MONTAJE DE TUBERÍA DE ACERO” y “SUMINISTRO,
INSTALACIÓN Y MONTAJE DE ACCESORIOS” que requieran de la unión soldada no incluyen la
aplicación de soldadura y serán pagados por el ítem correspondiente y el ítem de “Cortes, Biselado,
Alineación, Soldadura, Ensayos No Destructivos, en Tubería y accesorios por pulgada de diámetro
nominal” según el diámetro nominal de los elementos a soldar.
4.4.12 EJECUCIÓN DE HOT TAP DE 2” A 22” (INCLUYE EQUIPOS Y PERSONAL)
Aplican las mismas especificaciones del numeral de “OBRAS MECÁNICAS, PREFABRICACIÓN,
MONTAJE E INSTALACIÓN DE VÁLVULAS, EQUIPOS, TUBERÍA Y ACCESORIOS”, con la aclaración
que se trata de conectarse a un gasoducto que se encuentra en operación y por tal razón se debe
programar su ejecución con anticipación y de acuerdo con la vicepresidencia de operaciones de LA
EMPRESA y LA INTERVENTORÍA, previamente al inicio de los trabajos se debe presentar un
procedimiento a LA INTERVENTORÍA para su revisión y aprobación.
Se define la metodología básica para la realización de la soldadura del accesorio de conexión (Split tee,
3-way tee, weldolet) y Hot tap, mediante una intervención física de corte de material sobre un sistema en
operación, para instalar un accesorio mediante soldadura en una tubería o equipo que está a presión, sin
experimentar fugas del contenido, utilizando para ello válvulas, accesorios y un equipo de Hot Taping,
dentro del cumplimiento de los requerimientos técnicos, de calidad, ambientales y Sistema de Gestión de
la Seguridad y Salud en el Trabajo (SG-SST) de LA EMPRESA.
4.4.12.1 CONDICIONES GENERALES
Antes de iniciar los trabajos EL CONTRATISTA debe coordinar, liderar y ejecutar un taller “What if” con
personal líder involucrando al personal de LA EMPRESA. Todos los gastos de este taller forman parte
de la oferta económica, incluyendo el líder, el lugar (si se realiza fuera de las instalaciones de LA
EMPRESA), refrigerios, software, materiales didácticos y todo lo requerido para el éxito del taller. Los
requerimientos que arroje el taller “What If” deben implementarse dentro de las actividades de Hot tap y
obturación y serán a cargo del CONTRATISTA a menos que se establezca que es responsabilidad de
LA EMPRESA.
EL CONTRATISTA en coordinación con LA EMPRESA debe preparar un plan de emergencia, un plan
de contingencia y un plan de comunicaciones para cada operación de Hot Tap acordado con todas las
áreas que intervengan o que se vean afectadas.
EL CONTRATISTA debe elaborará un paso a paso de la actividad en base a lo especificado en el
presente documento y los referenciados, el cual debe contener hora a hora de las actividades, los
recursos humanos y físicos requeridos, así como las condiciones operativos establecidas.
EL CONTRATISTA debe considerar las condiciones relevantes del lugar (topografía, dirección
predominante del viento, etc.) para análisis de áreas clasificadas, identificando zonas de concentración
de atmosferas explosivas.
EL CONTRATISTA debe contar con todas las precauciones utilizadas para trabajos en caliente, aislar
el área de operación sin permitir el ingreso de personal ajeno a la actividad.
Todos los trabajos serán ejecutados de acuerdo a los planos (Layout y/o Isométricos) y especificaciones
aprobadas. Si alguna parte o detalle se hubiera omitido en las especificaciones y estuviera indicada en
los planos o viceversa, deben hacerse los trabajos como si hubiesen sido señalados en ambos.
Código: F-GAB-041 Rev. 2 Página 54 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EL CONTRATISTA será responsable de analizar los documentos y planos de ingeniería, de modo que
conozca los trabajos relacionados con el Hot Tap, para que sean ejecutados de acuerdo con estas
especificaciones, teniendo en cuenta las actividades y labores necesarias para ejecutar la obra a plena
satisfacción de LA EMPRESA.
EL CONTRATISTA deberá tramitar todos los permisos para la ejecución de los trabajos, salvo que en
los documentos contractuales se establezca lo contrario.
EL CONTRATISTA deberá contar con carpas para en caso de lluvia evitar la inundación de la excavación
y de bombas electrosumergibles para evacuar las aguas que llegaran a ingresar.
EL CONTRATISTA deberá suministrar todos los materiales para la realización del Hot Tap y deberán
inspeccionar los materiales a utilizar, comparándolos con el piping class y deberán verificar los
certificados de calidad contra las especificaciones de materiales.
El CONTRATISTA proveerá los vehículos apropiados y necesarios para el transporte del personal,
máquinas, herramientas y demás equipos utilizados en la operación de hot tap.
Previo al inicio de las actividades de Hot tap y/o obturación se deberá diligenciar el check lists TGI-FO-
16 CHECK LIST HOT TAP. En la siguiente figura se muestra lo ítems de lo que consta este check list.
Código: F-GAB-041 Rev. 2 Página 55 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
4.4.12.2 ALCANCE
Construcción de bunker, infraestructuras, excavaciones, rellenos y demás trabajos requeridos para la
protección de las facilidades y accesorios requeridos para la ejecución segura y eficiente de los trabajos
propios del Hot Tap. Para la construcción de las infraestructuras civiles, EL CONTRATISTA debe
remitirse a los planos e información descrita y aprobados para construcción por LA EMPRESA.
Detección de la tubería y estudios de integridad del tramo de tubería a intervenir: Mediciones de
espesores y estudios de defectología de la tubería a intervenir.
Instalación de accesorios de conexión: Suministros y/o Soldadura de los accesorios de conexión.
Trabajos de Tuberías: Prefabricación y montaje de los spools requeridos para las derivaciones
(temporales y definitivos). Suministro y montaje de válvulas, aplicación y reparación de recubrimientos.
Realización de los trabajos propios del Hot Tap: Suministro, uso y retiro del conjunto de “tapping
machine”.
Los anteriores trabajos u otros adicionales que se requieran, para la completa realización del alcance de
los trabajos de Hot Tap dentro de la ejecución del presente Contrato Derivado donde esta
especificación técnica aplique, se consideran incluidos por EL CONTRATISTA dentro de los costos de
cada uno de los precios unitarios. EL CONTRATISTA, este es responsable por cualquier costo generado
por la realización de cualquier actividad adicional no contemplada en la propuesta y que sea necesaria
para la ejecución total del alcance pactado.
4.4.12.3 SOLDADURA EN HOT TAP Y/O LINE STOP
EL CONTRATISTA deberá ejecutar los trabajos de soldadura Hot Tap en tuberías, de acuerdo con lo
especificado en el presente documento y los referenciados y teniendo en cuenta lo siguiente:
• Se debe contar un con WPS específico calificado PQR para esta actividad y los soldadores que
intervengan en los trabajos deberán ser calificados de acuerdo con este WPS. Se deberá utilizar
soldadura de bajo hidrogeno al instalar el accesorio de conexión. Todo WPS y PQR, deben estar
validados atendiendo las normas aplicables según aplique API 1104, ASME Section IX o AWS
D1.1.
• Si alguna de las variables esenciales del WPS se modifica, se requiere recalificación del
procedimiento y las juntas que se hayan realizado con las modificaciones deben cortarse y
ejecutarse nuevamente bajo el nuevo procedimiento recalificado. Todos los costos en que
incurra EL CONTRATISTA, tanto para la recalificación como para la ejecución de las juntas
rechazadas son por su cuenta.
Antes de iniciar los trabajos de soldadura Hot Tap deberán realizarse ensayos del material depositado
según las normas vigentes del ASME; EL CONTRATISTA suministrará todos los elementos y personal
necesario para ejecutar el ensayo.
EL CONTRATISTA suministrará los equipos y herramientas, metales de aporte, fundentes, mano de
obra y las pruebas destructivas o no- destructivas necesarias para la calificación del procedimiento.
Todo soldador debe estar calificado para ejecutar soldaduras de acuerdo con los WPS calificados, esta
calificación es personal e intransferible. Este debe calificarse en segmentos de tubería del mismo tipo
de la que se utiliza en el gasoducto o su derivación; los segmentos de tubo pueden estar a 45 ó 90 con
respecto a la horizontal (posiciones 5G, 6G y 2G), de acuerdo con las posiciones en las que se aplicara
la soldadura de producción y similar las condiciones de operación.
Código: F-GAB-041 Rev. 2 Página 56 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EL CONTRATISTA debe contemplar los costos por equipos y materiales requeridos para la calificación
de los soldadores así mismo, este asume los costos de las pruebas destructivas o no destructivas que
se utilicen para determinar la calidad de las juntas.
4.4.12.4 PREPARACIÓN DE LA JUNTA PARA HOT TAP
Seleccionar, identificar y ubicar sobre la tubería el sitio donde se efectuará el Hot Tap. Se recomienda
siempre utilizar tramos rectos de tubería libre de soldadura circunferencial.
Se debe asegurar que las presiones de diseño del gasoducto no superen la máxima permitida por
conjunto del equipo Hot Tap y se debe garantizar la presión bajo la cual se realizó el WPS garantizando
en todo momento la seguridad del sistema a intervenir, así mismo se debe asegurar la integridad y la
condición de la tubería principal (corrosión interna y externa, espesor de la pared) para garantizar la
seguridad del proyecto.
Una conexión de Hot Tap puede hacerse en una tubería solamente cuando el material de la tubería
principal esté en buenas condiciones.
Se debe ubicar el punto exacto donde se ha de realizar el Hot Tap de acuerdo con las coordenadas
mostradas en los planos correspondientes; se medirán espesores de pared para lo cual se eliminará
previamente el recubrimiento hasta metal blanco y se verificará la no existencia de defectos en la tubería
que no permitan la realización del Hot Tap.
Retirar el revestimiento o pintura que tenga la tubería, cuidando de no golpear el tubo ni de generar
chispa. Realizar la inspección visual del sitio escogido para determinar corrosión, desperfectos,
ovalamientos.
Realizar la medición de espesores y una inspección con partículas magnéticas para detectar
laminaciones en la tubería, o en su defecto el equipo de ultrasonido para verificar la no existencia de
estas laminaciones. Si detecta alguna falla se deberá cambiar el sitio seleccionado y repetir la inspección.
Se debe respetar la posición establecida del tubo, el cual de no expresarse se tomará como las 12:00
del tubo (según esquema de reloj) o TOP.
Se debe realizar la medición de espesores de acuerdo con las normas establecidas para este tipo de
actividad. En ningún caso se podrá realizar soldadura en punto en donde se tenga una pérdida de
espesor superior al 40%. Se debe generar un informe de medición de espesores el cual será incorporado
a la documentación del proyecto.
Para iniciar la soldadura de Hot Tap, el bisel y su zona adyacente deben encontrarse dentro de las
tolerancias indicadas en el WPS y libres de cualquier material extraño (grasa, pintura, oxido, polvo, etc.).
La limpieza del recubrimiento debe realizarse con sistemas mecánicos (grata circular, etc.). Las
imperfecciones deben repararse por métodos abrasivos mecánicos. Si el daño requiere reparación por
medio de la aplicación de metal de aporte, debe restablecer biseles en campo.
En caso de que la tubería en operación presente costura, debe realzarse ensayos de laminaciones en
el perímetro de la costura y no podrá devastarse hasta tanto sea aprobado por personal de LA
EMPRESA.
Una vez en condiciones para realizar soldaduras de Hot Tap, el bisel solo puede ser manipulado por el
soldador calificado o autorizado por este. Si esta condición no se cumple, la junta debe repetirse por
cuenta del CONTRATISTA.
Los biseles de la tubería deben limpiarse perfectamente con equipo eléctrico, o en su defecto con limas,
hasta dejar el metal libre de óxido y mugre en toda su superficie. Esta operación no debe permanecer la
Código: F-GAB-041 Rev. 2 Página 57 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
superficie del biselado expuesta al aire más de una (1) hora después de haber sido limpiada; en caso
contrario se deben limpiar nuevamente los biseles; se tomará la condición más severa.
El revestimiento de la tubería debe protegerse adecuadamente de las salpicaduras propias de la
soldadura.
En caso de lluvia, deberán implementarse carpas para evitar que la lluvia afecte al soldador o a la junta.
Se podrá calcular la presión segura del primer cordón de la siguiente manera:
2(𝑠)(𝑡)
𝑃= (𝐹)(𝐸)(𝑇)
𝐷
D = Diámetro Nominal Exterior
F = Factor de diseño obtenido de la tabla 841.114 A (Factores básicos del diseño, ASME B31.8
P = Presión de diseño
s = Tensión mínima de fluencia
t = Espesor de pared en pulgadas.
E = Factor de la junta longitudinal obtenido de la tabla 841.115 A ; sabiendo que se trabaja con tubería
API 5L sin costura, El factor será de 1.0
T = factor de disminución de temperatura obtenido de la tabla 841.116 A para 250º F ó menos =
121.11º C ó menos se usará un factor de 1.0
4.4.12.5 MATERIALES
EL CONTRATISTA suministrará todos los materiales consumibles, fungibles, equipos, herramientas,
necesarios para la realización de los Hot Tap incluyendo la instalación del accesorio de conexión, el
montaje y pruebas.
EL CONTRATISTA es el responsable del personal encargado de la supervisión para la ejecución del hot
tap, incluyendo, el cargue, transporte y descargue de los equipos y herramientas y entrega final.
La aceptación por parte de LA EMPRESA de los materiales no liberará al CONTRATISTA de su
responsabilidad o cualquier otro factor que pueda afectar sus compromisos contractuales.
4.4.12.6 EQUIPOS
EL CONTRATISTA debe disponer de todas las facilidades, instrumentos, equipos, herramientas,
consumibles y demás requeridos para la ejecución de las pruebas hidrostáticas ya sean en patio taller o
en campo, según se coordine y apruebe por LA EMPRESA. Se permite prueba neumática para pruebas
de hermeticidad, con gas inerte.
EL CONTRATISTA debe poner al servicio de la obra los equipos necesarios para la ejecución del hot
tap, durante todo el tiempo establecido para su uso, de acuerdo con el programa aprobado por LA
EMPRESA.
Todas las maquinas, utilizadas para la ejecución de los hot taps, deben ser aprobadas previamente por
LA EMPRESA y mantenidas por EL CONTRATISTA en buenas condiciones de trabajo; en caso
contrario, se ordenará su reemplazo.
Todas las maquinas, alineadoras, biseladoras y demás equipos utilizados en el proceso de soldadura
deben ser aprobados por LA EMPRESA y deben ser mantenidos por EL CONTRATISTA en perfectas
condiciones, en caso contrario se ordenará su reemplazo o retiro de la obra.
Para los trabajos de Hot Tap y obturación, se debe tener en cuenta las presiones de diseño que no
superen la máxima permitida por el equipo Hot Tap y obturación.
Código: F-GAB-041 Rev. 2 Página 58 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Toda máquina y equipo requerido para la actividad de Hot Tap y obturación, debe contar con uno de
similares condiciones de respaldo en la geografía nacional y en caso de que se requiera por falla del
presente en el punto de ejecución de la obra, EL CONTRATISTA debe reemplazarlo en el menor tiempo
posible el cual no debe ser mayos a las 24 horas.
Previamente a su colocación, se debe realizar, presenciar y certificar la prueba hidrostática de las
válvulas a utilizar de los equipos de Hot Tap, incluyendo las válvulas del equipo de obturación y
perforación (norma API-6D y API- 595).
Se inspeccionará visualmente y probará hidrostáticamente el equipo de corte (drilling machine); se
verificará que los sellos sean compatibles con el fluido que transporta la tubería (en este caso gas), para
lo cual EL CONTRATISTA obtendrá las características del fluido.
Verificará el diámetro del cortador y Brocas piloto, hará pruebas de funcionamiento de la Máquina de
Perforación, Verificará el ensamble de cada uno de los accesorios. Dentro de las pruebas de
funcionamiento fundamentales; el técnico deberá desplazar el Boring Bar junto con su barra de medición
al 70% de su avance real, para verificar su desplazamiento en tierra y así engrasar su Boring bar al
retraer.
Se verificará que el estado de la fresa o broca de la máquina (drilling machine) sea nueva o en buen
estado, EL CONTRATISTA tendrá otra de repuesto de las mismas características en sitio para caso de
falla de la primera. También se verificará por EL CONTRATISTA su longitud para garantizar un óptimo
corte a través de todo el espesor de la pared del tubo; se revisará el catálogo y se verificará la distancia
de corte teniendo en cuenta las variables de espesor de pared, diámetro del cortador (fresa y / o broca)
y el diámetro del cabezal.
Antes de la instalación, se debe realizar una inspección detallada y se probará el funcionamiento del
equipo (drilling machine)
4.4.12.7 INSTALACIÓN DE ACCESORIO DE CONEXIÓN
El accesorio de conexión debe ser diseñado según lo establecido en la norma ASME B31.8 incluyendo
el factor de diseño según la clase de localización. En caso de que no se establezca, el factor de diseño
será de 0.4.
En el sitio de la conexión, la tubería debe ser inspeccionada por ultrasonido para detectar posibles
laminaciones u otros defectos. El área de prueba requiere previamente ser preparada retirando
aislamiento y realizando limpieza mecánica con grata hasta eliminación de pintura, óxido, etc.
Se hará inspección para determinar el espesor real de la tubería en el sitio del “Hot Tap” con tomas
circunferenciales y longitudinales, según corresponda con el tipo de accesorio a conectar, no obstante,
se debe asegurar la totalidad del perímetro de la soldadura sobre el gasoducto a intervenir. El espesor
no puede ser menor que el mínimo calculado para soportar las condiciones de diseño del gasoducto. Se
hará inspección dimensional para detectar, ovalidad, defectos superficiales, soldaduras etc. No se harán
cortes sobre soldaduras.
Una vez establecido lo anterior, se procederá a soldar el accesorio de conexión (Weldolet, Split tee, three
way tee, espherical three way tee o el establecido en la ingeniería) con su válvula para el torqueo del
equipo de “Hot Tap”. La válvula a instalar, la cual puede ser definitiva o provisional, debe haberse
aprobado previamente constatando que no presenta pase. Esta prueba debe ser neumática con gas
inerte a la máxima presión de operación del gasoducto.
EL CONTRATISTA debe presentar a LA EMPRESA, para su aprobación, un plan de contingencia para
el caso de una emergencia.
Código: F-GAB-041 Rev. 2 Página 59 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Se realizará la prueba hidrostática para la cual será de obligatorio cumplimiento, que el agua contenga
inhibidor de corrosión. De no existir contrariedad esta prueba será neumática con gas inerte al conjunto
brida conexión válvula a la presión recomendada, la cual no puede ser superior a 1.1 veces la presión
de operación del gasoducto en el instante de la prueba, razón por la cual se debe mantener comunicación
directa con personal de operaciones de LA EMPRESA.
4.4.12.8 CORTE
Previo a la ejecución del corte debe realizarse la instalación de la válvula de bloqueo de la derivación y
una Prueba Hidrostática al conjunto accesorio-válvula y luego al conjunto accesorio-valvula-tapping
machine, con agua e inhibidor de corrosión o en su defecto prueba neumática con gas inerte, al montaje
y dejar asegurado con brida ciega hasta que se realice la perforación, el cual no puede superar 24 horas,
si este tiempo se supera debe verificarse nuevamente la hermeticidad del conjunto.
Para la instalación del Equipo de “Hot Tap” y el procedimiento de corte, EL CONTRATISTA seguirá las
recomendaciones propias del fabricante del equipo y de LA EMPRESA.
El operador del equipo de perforación debe antes de iniciar los trabajos, presentar los formatos de
cálculos de dimensiones.
EL CONTRATISTA debe asegurar el suministro de los empaques requeridos para la unión de “Tapping
machine” con la brida de la válvula, así mismo asegurar los equipos y personal requeridos para realizar
el torque, tendiente a evitar fugas cuando se perfore el tubo principal.
Antes de iniciar el corte el ejecutor del Hot Tap debe diligenciar los formatos de las mediciones del corte
para graduar el equipo de perforación, evitando que se corte la parte contraria del tubo en donde se
realizar la conexión. Estas mediciones deben ser verificadas por una persona distinta al ejecutor de la
actividad; si esta persona lo requiere EL CONTRATISTA deberá soportar las mediadas plasmadas en
los formatos. EL CONTRATISTA es el responsable de la elaboración y custodia de estos formatos, los
cuales deben estar a disposición de LA EMPRESA. Dependiendo de la configuración del montaje se
debe tener en cuenta las dimensiones de la tubería, las válvulas, el accesorio de conexión, la longitud
de la broca piloto, del cortador y demás requeridos para graduar la máquina de corte.
Una práctica recomendada en hot tap, cuando se presenta tubería con espesores iguales o mayores a
0.500” o broca piloto con diámetro igual superior a 1”, es presurizar la cavidad del conjunto Tapping
Machine - Válvula con gas inerte a 0.9 veces las presiones de operación del gasoducto, con el propósito
de evitar que la viruta de corte salpique internamente y pueda afectar equipos en la parte interna. Cuando
se iguale la presión del gasoducto con la presión interna de la Tapping Machine, correspondería que la
broca piloto perforó el gasoducto.
Salvo que por configuración del montaje no sea permitido, se debe comenzar la perforación con la broca
piloto.
Al iniciar la perforación con la broca externa se notará que la operación requiere cada vez más fuerza y
el proceso se hace más lento.
Se deberá estar pendiente de la graduación que se dio a la barra de perforación para asegurar que
efectivamente se perforó el tubo, esto se nota cuando la operación no requiere mucho esfuerzo. Para
verificar que se ha perforado el tubo se debe verificar por la igualación de presión del gasoducto y del
equipo de corte.
Durante el desarrollo del trabajo, todo el personal involucrado en él debe tener su dotación básica de
seguridad y los elementos especiales de acuerdo a la actividad desarrollada. El área donde se realiza el
trabajo se mantendrá limpia y bien ventilada.
Código: F-GAB-041 Rev. 2 Página 60 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
El perforador piloto debe seleccionarse acorde con las presiones y en especial el flujo a manejar,
teniendo presente que este puede causar la caída del cupón dentro de la tubería, por esto debe tenerse
presente el número de pines requeridos para asegura el cupón, así como un centrador en caso de ser
necesario.
El cortador preferiblemente debe ser nuevo o debe contar con los dientes afilados a fin de evitar
atascamientos o inconvenientes durante la maniobra.
Para el caso de presencia de condesados de hidrocarburos, en el sitio se debe mantener equipo y
materiales para la recolección y limpieza de condesados de hidrocarburos, tal como: Camión de vacío,
tela oleofílica, canecas, mangueras, etc. Como medida de control reactiva se debe contar extintores de
polvo químico seco y de Dióxido de carbono para el área de intervención del hot tap.
Una vez comenzado el trabajo deberá terminarse en el transcurso del día; éste no podrá suspenderse
salvo fuerza mayor, para lo cual se deben tomar todas las medidas necesarias como tener equipos y
personal de respaldo, equipos probados y en excelente estado, etc.
4.4.12.9 RETIRO DEL EQUIPO DE HOT TAP
Una vez realizada la perforación, la fresa o taladro se retira con el material cortado, se cierra la válvula
y comprueba que ella no tenga pase, se le quita la presión al equipo de “Hot Tap”, se desmonta y/o retira
la máquina perforadora, quedando lista para continuar con la instalación de las conexiones posteriores
necesarias.
EL CONTRATISTA debe reparar los recubrimientos dañados del tubo de acuerdo al procedimiento de
reparación de pintura, y el mismo acabado se dará al accesorio de conexión en caso de no tenerlo.
4.4.12.10 RESTRICCIONES
No se debe realizar ningún trabajo de Hot Tap en zonas donde se hayan presentado fugas de gas o en
ambientes que generen áreas con saturación de productos o presencia de atmosfera explosiva, hasta
cuando no se verifique que la concentración de la atmosfera explosiva es inferior al 0,22 %.
4.4.12.11 PROCEDIMIENTO
Todas las labores de Hot Tap deben ser realizadas con base en un procedimiento que EL
CONTRATISTA debe presentar para la aprobación de LA EMPRESA o su representante. Este
procedimiento debe tener como base el presente documento y contener como mínimo la siguiente
información:
• Descripción del trabajo y procedimiento a utilizar.
• Gasoducto a intervenir.
• Actividades con el cronograma de las mismas. (Tiempos requeridos)
• Fecha estimada para realizar el hot tap.
• Medidas de seguridad propuestas.
• Coordinación con personal de operaciones de LA EMPRESA.
• Personal requerido.
• Herramientas y equipos requeridos.
• Procedimientos propuestos para excavación, limpieza y reparación de recubrimiento de tubería,
medición de espesores, soldadura, ensayos no destructivos, torqueo, izaje de cargas, tapado de
tubería y demás que se requiera para el éxito de la actividad.
• La instalación de los soportes temporales que sean necesarios y de los definitivos establecidos
por la ingeniería.
Código: F-GAB-041 Rev. 2 Página 61 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• El desmontaje y recuperación de tuberías, válvulas y accesorios de tubería que ya no vaya a ser
necesaria.
• El control de calidad de los trabajos, de acuerdo con los planes de inspección y pruebas
desarrollados por EL CONTRATISTA y aprobados por LA EMPRESA.
• Recuperación de materiales tales como tubería y accesorios de tubería (reconstrucción de
biseles) o limpieza y mantenimiento para bodegaje de otros materiales que se encuentren en
buen estado, de acuerdo con inspección realizada por LA EMPRESA, con el fin de entregarlo
inventariado en las bodegas.
• Disposición en los sitios indicados por LA EMPRESA, de excedentes de material o de materiales
y equipos no reutilizables, de los resultantes de la limpieza del sitio de la obra, de acuerdo con
los procedimientos y normas ambientales.
LA EMPRESA o su representante deberá aprobar la fecha propuesta y podrá responder fijando la fecha
y período de tiempo durante el cual se debe realizar el Hot Tap. Para programar el Hot Tap se debe
verificar con anterioridad la ubicación y las rutas de las tuberías hasta el punto determinado para dicha
interconexión y los posibles obstáculos. En caso de presentarse algún obstáculo, se debe proponer
alguna alternativa o relocalización para aprobación de LA EMPRESA. En el Diagrama No. 1 se detalla
en el diagrama las actividades paso a paso para el desarrollo del procedimiento de Hot Tap.
4.4.12.12 PRECAUCIONES PARA EVITAR EXPLOSIONES O ACCIDENTES DURANTE LOS
TRABAJOS DE INTERVENCIÓN DE LA LÍNEA EN OPERACIÓN.
Para la intervención de la línea en operación, principalmente durante las actividades de corte y
soldadura, todos los trabajos sin excepción deben seguir al detalle los procedimientos de calidad y
seguridad industrial presentados por EL CONTRATISTA y aprobados por LA EMPRESA o LA
INTERVENTORÍA, teniendo en cuenta las siguientes recomendaciones:
• Durante el procedimiento de hot tapping, se recomienda realizar una disminución en la presión
del gas transportado por la línea sobre el tramo intervenido, y así mismo realizar control de
presión mediante instrumentos de medición como manómetros o mediante comunicación con el
centro principal de Control de LA EMPRESA.
• Purgar el tubo o el equipo sobre el cual se efectuará el corte y soldadura, desplazándolo (purga)
con un gas inerte o suministro de aire continuo de tal manera que se desplace todo el gas,
asegurándose que no exista atmosfera explosiva.
• Constantemente se debe monitorear la atmósfera en las áreas de los trabajos, para asegurarse
que no exista atmosfera explosiva que ponga en riesgo al personal o equipos, para ello se deben
utilizar explosímetros debidamente calibrados y/o detectores de gas metano.
Código: F-GAB-041 Rev. 2 Página 62 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
INICIO
Verificación del formato de
NO NO
check list de Hot Tap
Solicitar a CPC de TGI
presión de operación en el Realizar corte del
NO punto gasoducto
¿ Verificación OK?
Verificar que todos los by pass, venteos,
drenajes, puntos de engrase se Verificar medidas de corte
encuentren debidamente total
SI
cerrados y habilitados
Emitir permiso de trabajo y
certificados de apoyo que
aplique Ascenso de conjunto
Instalar el tapping broca, cortador y cascota
¿ Válvula Temporal? NO machine, por ser una de tubería
válvula fija
NO Limpiar Tubería
SI
Verificar medidas
Realizar prueba de hermeticidad (gas
Tomar espesores inerte) a conjunto válvula accesorio de
conexión a máximo 1.1 veces la
presión de operación en el punto
Cerrar válvulas de hot tap
¿ Espesores Seleccionar nuevo punto
NO
Requeridos? de hot tap
¿ Reparación
¿ Prueba aprobada? NO Reparar novedad
adecuada?
SI
Despresurizar equipo de
hot tap
SI
Solicitar a Operaciones Verificar
Ajuste de Presión de NO Presión de
Operación Operación Liberar presión y apertura
SI
de válvula
Verificar hermeticidad
SI
válvula de hot tap
Soldar accesorio de
conexión Realizar prueba de vacio
para correcto
funcionamiento del equipo
Hot Tap ¿ Prueba aprobada?
¿ Soldadura
Realizar reparación de
correctamente NO ¿END aprobado? SI
soldadura
reparada?
¿ Prueba aprobada? NO Reparar novedad
Desmontar maquina de hot
SI tap
Realizar montaje de SI
SI
válvula para hot tap
Asegurara presión interna del equipo
de Hot Tap del 50% de la presión del Instalar spool o ciego FIN
gasoducto (Máximo 1.1 Presión de
Verificar y/o realizar Operación)
mediciones de distancias
para calibrar equipo de Hot
Tap
Diagrama No. 1
Código: F-GAB-041 Rev. 2 Página 63 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Antes y durante la ejecución de los trabajos se debe verificar y asegurar que las válvulas
utilizadas durante la ejecución de los trabajos no presenten pase. En caso de existir atmosfera
explosiva se debe suspender los trabajos, identificar la fuga y controlarla.
MEDIDA Y PAGO
La medida para el pago de las interconexiones de tubería (Hot-Tap) con los sistemas existentes será la
unidad (un) para cada ítem de numeral de “EJECUCIÓN DE HOT TAP DE 2" A 22" (INCLUYE EQUIPOS
Y PERSONAL) y se pagará por cada una de las interconexiones ejecutadas y aceptadas por LA
EMPRESA.
El precio unitario para cada una de las interconexiones de tubería (Hot-Tap) con los sistemas existentes
debe cubrir todos los costos por concepto de mano de obra, equipos, cortes, soldadura si se requiere
diferente al accesorios de conexión, transiciones etc., manejo de los materiales en el sitio, cargue y
descargue de las tuberías, válvulas y accesorios a instalar, colocación sobre soportes, pruebas y todo
trabajo necesario para la correcta instalación de las tuberías, válvulas y accesorios de tubería de cada
interconexión (Hot-Tap).
Incluye estructuras temporales o plataformas temporales, requeridas para la ejecución del hot tap. No se
incluye en el ítem el accesorio de conexión, el cual se pagarán por el ítem correspondiente.
Los trabajos necesarios para retirar de la tubería, las válvulas y los elementos de sujeción (espárragos,
tuercas, empaques) de las líneas que sean modificadas o retiradas incluidas las válvulas de seguridad, de
control y de cualquier otro tipo que pudieran requerir desmontaje se pagaran en este ítem.
4.4.13 SUMINISTRO E INSTALACIÓN DE VÁLVULAS Y FACILIDADES.
EL CONTRATISTA es el responsable del suministro de los elementos, en lo que respecta la marca, las
cuales deben corresponder a algunas de las establecidas por LA EMPRESA, en el “Vendor List”.
El alcance del suministro comprende inspección y pruebas, embalaje, transporte al sitio, entrega de los
protocolos de pruebas, instalación y montaje de los suministrados.
Los trabajos deberán ser realizados por EL CONTRATISTA de acuerdo con los diseños detallados
aprobados para construcción, demás documentos contractuales y prácticas correctas de prefabricación y
montaje como listados de materiales y típicos incluidos en cada uno de los planos, así como B.P.I. (Buenas
Prácticas de Ingeniería).
Los suministros deben ser de elementos nuevos y cumpliendo las normas aplicables a cada uno, lo cual
incluye como mínimo:
• Suministro, transporte hasta los sitios definidos de la obra.
• Pintura, incluyendo los equipos necesarios para ello.
• Instalación en los puntos indicada en los planos, tanto la prefabricada como la fabricada en sitio
de acuerdo con revisiones, chequeos y verificaciones del CONTRATISTA, en forma tal que la
integridad de la prefabricación y montaje estén bajo su absoluta responsabilidad.
• Interconexión al gasoducto o ramal indicado.
• Pruebas y ensayo requeridos.
• El control de calidad de los trabajos, de acuerdo con los planes de inspección y pruebas
desarrollados por EL CONTRATISTA y aprobados por LA EMPRESA.
• Las pruebas no destructivas requeridas (tales como partículas magnéticas, radiografías, líquidos
penetrantes) de acuerdo con la Norma ASME B 31.8, capitulo II y recomendaciones de LA
EMPRESA, así como la realización de las reparaciones eventuales que sea necesario efectuar.
• El retiro de todos los excedentes de material de trabajo y limpieza general del sitio de obra.
Código: F-GAB-041 Rev. 2 Página 64 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
Será responsabilidad del CONTRATISTA, el suministro de la mano de obra, supervisión, equipos,
herramientas, materiales fungibles y no fungibles y demás elementos que sean necesarios para garantizar
que la ejecución de los trabajos cumpla con los requerimientos de las Normas, especificaciones técnicas
y códigos de ingeniera aplicables.
En caso de presentarse modificaciones durante el montaje, estos deben ser reportados previamente a LA
EMPRESA para aprobación y ejecución. EL CONTRATISTA se obliga a revisar, chequear y verificar todos
los documentos; en caso de encontrar alguna discrepancia la hará conocer a LA EMPRESA. De todas
maneras, estos documentos, dibujos, isométricos, no relevan al CONTRATISTA de su responsabilidad e
integridad de la prefabricación, instalación y pruebas de todas las líneas.
EL CONTRATISTA, utilizará todos los recursos necesarios, tales como personal calificado, información
técnica de los equipos, maquinaria e instrumentos, además de controles y auditorías para garantizar que
los trabajos que se realicen cumplan con los requisitos técnicos, indicaciones, especificaciones y
condiciones suministradas por LA EMPRESA.
El incumplimiento de las especificaciones será causa de rechazo de los trabajos por parte de LA
EMPRESA, obligándose EL CONTRATISTA a tomar las acciones correctivas pertinentes.
Adicionalmente, hacen parte de la calidad todas las pruebas y ensayos no destructivos requeridos para
cada etapa del trabajo, conforme se solicitan en las presentes especificaciones técnicas, que demuestren
y sean soporte para la aceptación satisfactoria de los trabajos. EL CONTRATISTA deberá efectuar control
estricto de los materiales utilizados en la obra, disponibles en bodega y en proceso de prefabricación,
además deberá hacer seguimiento de los materiales solicitados y entregados por LA EMPRESA para lo
cual confrontará y enviará a LA EMPRESA copias donde relacione los materiales solicitados versos los
recibidos, en un plazo no mayor a 24 horas.
EL CONTRATISTA entregará su plan de calidad y cumplirá con la entrega periódica de los informes
administrativos y ejecutivos de obra, para lo cual deberá contar con unos equipos mínimos de trabajo, que
incluya cámara fotográfica digital, que permita presentar Registros Fotográficos de cada etapa del trabajo.
MEDIDA Y PAGO
Los suministros se mediarán y pagarán de acuerdo con el elemento efectivamente suministrado, instalado
y aprobado por LA EMPRESA. Se debe dar cumplimiento al piping class, al vendor list y especificaciones
técnicas establecidas resultantes para cada conexión.
EL CONTRATISTA deberá prever en su análisis de precios todos los costos por el suministro, transporte,
mano de obra y en general cualquier costo directo o indirecto relacionado con la completa realización de
cualquier conexión.
Los ítems de suministro que corresponde a “Suministro, instalación y montaje de tubería de acero
(transporte, tendido, bajado, pruebas, curva)” son con unidad de medida y pago el metro lineal (m), para
el “Suministro y montaje válvula de bola trunnion” con unidad de medida y pago la unidad (UND), para el
Suministro y montaje válvula de bola trunnion con actuador”, con unidad de medida y pago la unidad (UND)
que incluye el actuador y todo lo requerido del cuadro de control incluyendo accesorios y conexiones del
actuador y conjunto, el actuador deberá contar con dispositivo para cierre por alta y baja presión así como
por aumento de velocidad subida (ROD), para el “Suministro y montaje válvula de bola” con unidad de
medida y pago la unidad (UND), “para el Suministro y montaje válvulas cheque” con unidad de medida y
pago la unidad (UND), para el “Suministro y montaje válvulas globo” , con unidad de medida y pago la
unidad (UND), para el “Suministro, instalación y montaje de accesorios” con unidad de medida y pago la
unidad (UND) y las bridas incluyen los espárragos, empaques. Para los ítems del numeral que corresponde
a “suministro, instalación y montaje de tubería de acero (transporte, tendido, bajado, pruebas, curva)” y
“Suministro, instalación y montaje de accesorios” 4.10 que requieren soldadura para su instalación, se
pagará la unidad (UND) de cada elemento suministrado e instalado y las pulgadas nominales (pulg) de
Código: F-GAB-041 Rev. 2 Página 65 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
soldadura por el ítem de “Cortes, Biselado, Alineación, Soldadura, Ensayos No Destructivos, en Tubería
y accesorios por pulgada de diámetro nominal”.
4.4.13.1 SUMINISTRO, INSTALACIÓN Y MONTAJE DE TUBERÍA DE ACERO
Aplican las especificaciones del numeral correspondiente a “OBRAS MECÁNICAS, PREFABRICACIÓN,
MONTAJE E INSTALACIÓN DE VÁLVULAS, EQUIPOS, TUBERÍA Y ACCESORIOS”
MEDIDA Y PAGO
La medida para el pago de los suministros e instalación de tubería de los ítems del numeral de
“Suministro, instalación y montaje de tubería de acero (transporte, tendido, bajado, pruebas, curva”) será
el metro lineal (m) de las tubería realmente instalada, probada y recibida a satisfacción por LA
EMPRESA.
El precio unitario debe cubrir todos los costos por concepto de suministro, transporte almacenamiento,
bodegaje, mano de obra, equipos, etc., manejo de los materiales, cargue y descargue de las tuberías, a
instalar y todo trabajo necesario para la correcta instalación de las tuberías.
4.4.13.2 SUMINISTRO E INSTALACIÓN FACILIDADES PARA INSTRUMENTACIÓN
Este ítem se refiere y consiste en la instalación, soldadura y montaje de los accesorios como cuplings,
thredolets, Sockolet tés requeridos para la instrumentación de las facilidades mecánicas construidas.
Antes de iniciar la actividad de soldadura EL CONTRATISTA debe presentar con suficiente anticipación,
los procedimientos que aplican (procedimiento de soldadura, procedimiento de pruebas y ensayos,
certificación de soldadores calificados, etc.) con el respectivo cronograma, equipos, personal y
materiales a utilizar para aprobación de LA EMPRESA.
Los trabajos deberán realizarse de acuerdo con los planos aprobados para construcción, el “Piping
Class” y las normas aplicables de tubería.
Los accesorios a instalarse deben cumplir con la especificación solicitada deberán ser aprobados por LA
INTERVENTORÍA, la cual rechazará cualquier accesorio que no cumpla con los requisitos exigidos.
Se incluyen dentro de este ítem, todos los accesorios instalados desde un diámetro de ½” hasta 1”,
ASME B16.11 SW RATING 3000.
MEDIDA Y PAGO
La unidad de medida será la UNIDAD (UND), de accesorio realmente instalado, aceptado por el
Interventor.
El precio corresponde al numeral de “Sockolet 6"x1" y de 6"x 3/4. de 4"x1" y de 4"x ¾, de 2"x1" y de 2"x
3/4. del formulario de precios unitarios e incluye el suministro del accesorio, materiales fungibles, mano
de obra, equipos, herramientas, transportes, adecuaciones previas, dirección técnica y todos los demás
elementos que se requieran para la construcción correcta y total del ítem.
4.4.14 SUMINISTRO E INSTALACIÓN MANÓMETROS (3" 0-1500 PSI)
Este ítem se refiere y consiste en el suministro e instalación de los manómetros de tipo caratula de hasta
3” con glicerina de rango 0-1.500 psig.
MEDIDA Y PAGO
Código: F-GAB-041 Rev. 2 Página 66 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
La unidad de medida será la unidad (UND), de manómetros realmente instalados, aceptados por el
Interventor de acuerdo con el formulario de precios unitarios según numeral de “Suministro e instalación
manometros (3" 0-1500 psi), conexión en 1/2".
El precio unitario incluye el suministro del manómetro, materiales fungibles, mano de obra, certificados,
herramientas, transportes, adecuaciones previas, dirección técnica y todos los demás elementos que se
requieran para la construcción correcta y total del ítem.
4.4.15 SUMINISTRO E INSTALACIÓN VÁLVULAS DE AGUJA (1/2" Y 3/4" RATING 3000 PSI)
Este ítem se refiere y consiste en el suministro e instalación de las válvulas de aguja de diámetro 1/2" a
3/4" rating 3.000 psig, requeridas para el montaje de la instrumentación de las facilidades de control.
MEDIDA Y PAGO
La unidad de medida será la unidad (UND), de válvulas de aguja realmente instaladas, aceptadas por el
Interventor de acuerdo con el formulario de precios unitario según numeral de “Suministro e instalación
válvula manifold de aguja 1/2" 3000 LB, de dos válvulas con venteo, 3/4" y 1/2".
El precio unitario incluye el suministro de la válvula, materiales fungibles, mano de obra, certificados,
herramientas, transportes, adecuaciones previas, dirección técnica y todos los demás elementos que se
requieran para la construcción correcta y total del ítem.
5 MONITOREO Y CONTROL DEL PROYECTO
Todos los reportes a continuación descritos deberán ser suministrados a LA EMPRESA y LA
INTERVENTORÍA con la frecuencia y contenidos aquí descritos. Los archivos deberán ser suministrados en
archivo editable a los funcionarios que LA EMPRESA indique.
5.1 INFORME DIARIO
Diariamente durante la etapa de construcción de cada conexión EL CONTRATISTA deberá registrar los
avances de la obra en un libro destinado exclusivamente para ello (bitácora), este libro deberá permanecer
en la obra y estar a disposición de LA INTERVENTORÍA en todo momento. En el reporte diario debe constar
como mínimo lo siguiente:
Los reportes diarios se implementarán en la etapa de construcción de la conexión. Deberán incluir fotografías
de actividades de obra que indiquen explícitamente el área de trabajo y la actividad que se desarrolla en cada
una de ellas.
• Deberá contener como mínimo la siguiente información:
• Número del Contrato Derivado.
• Objeto del Contrato Derivado.
• Número de reporte.
• Fecha de reporte.
• Plazo transcurrido.
• Plazo restante.
• Listado con cantidades, descripción y estado (indicar si está operativo o en reparación) del equipo
utilizado en sitio del proyecto.
• Estado del clima indicando claramente las horas donde se hayan presentado eventos como lloviznas,
tormentas, tormentas eléctricas, etc.
• Identificación de acciones para agilizar procesos.
• Horas Hombre de mano directa e indirecta ejecutadas.
• Registro fotográfico descrito en el encabezado de éste numeral.
Código: F-GAB-041 Rev. 2 Página 67 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
El registro fotográfico deberá contener por lo menos una fotografía en alta resolución, donde se muestre el
avance de los trabajos de la conexión.
5.2 REPORTES SEMANALES
Los reportes semanales se implementarán cuando haya en ejecución conexiones, tendrán fecha de corte los
días miércoles de cada semana y se enviarán por correo electrónico los días jueves de cada semana antes
del mediodía. Deberán contener la siguiente información:
a) Introducción.
• Número del Contrato Derivado.
• Alcance de la conexión.
• Avance programado.
• Avance ejecutado.
• Desvío.
• Plazo transcurrido.
• Plazo restante.
• Monto del Contrato Derivado.
• Pagos en proceso.
• Historial de pagos.
• Fecha de inicio.
• Fecha de fin.
b) Información sobre actividades del cronograma.
• Listado de actividades que comenzaron durante la semana con sus respectivas fechas.
• Listado de actividades en progreso indicando su avance porcentual.
• Listado de actividades que terminaron en la semana con sus respectivas fechas.
• Ruta crítica del Contrato Derivado, identificación de acciones y responsables.
• Actividades programadas para la siguiente semana.
• Actividades atrasadas y motivos de atraso.
• Plan de acción.
c) Planeación y control.
• Curvas “S” de avance físico y financieras.
• Cronograma de ejecución actualizado con la información real vs. planificado. Aquí se deberá
mostrar un pronóstico o tendencia para finalizar el Contrato Derivado.
• Curva de progreso físico real vs. planificada.
• Reporte de análisis de desviaciones en progreso físico.
• Histograma de recursos planeado vs. ejecutado.
• Programa de actividades para la siguiente semana.
d) Informe de HSE.
• Incidentes y accidentes de trabajo.
• Incidentes ambientales.
e) Calidad.
• Auditorías.
Código: F-GAB-041 Rev. 2 Página 68 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Reportes de no conformidad.
• Desempeño frente a indicadores de gestión de calidad.
• Liberación de equipos y materiales.
• Incidentes ambientales.
Fotografías ilustrativas e información adicional que EL CONTRATISTA considere necesario incluir.
5.3 INFORME FINAL POR CONEXIÓN
Al finalizar los trabajos el CONTRATISTA deberá suministrar un informe detallado del Contrato Derivado que
contenga lo siguiente:
• Actas de las reuniones realizadas en la obra.
• Planos “as-built”.
• Listado de materiales y equipos instalados.
• Relación de ensayos ejecutados para el control de calidad (concreto 3.000 psi).
• Resumen de aspectos laborales, de salud, seguridad industrial e impacto ambiental.
• Reporte de inspección de soldaduras, tintas.
• Resultados y evidencias de pruebas de presión.
• Certificados de calidad de los materiales y equipos utilizados.
• Fichas, catálogos manuales de los equipos instalados.
• Paz y salvos del personal que se desempeñó en la ejecución del Contrato Derivado.
• Paz y salvos de los proveedores.
• Registro fotográfico (amplio registro fotográfico que contemple las condiciones iniciales, el proceso
de ejecución de los trabajos y el estado final de las obras).
5.4 REPORTE DE INDICADORES SST
Este formato es de LA EMPRESA y debe presentarse mensualmente (5 primeros días calendario) teniendo
como insumo la información SST asociada al Contrato Derivado.
5.5 INFORME FINAL DEL CONTRATO
Terminado el Contrato Derivado, EL CONTRATISTA, deberá elaborar un Informe Final sobre el desarrollo
del mismo, que contendrá como mínimo los siguientes aspectos:
a) Resumen ejecutivo de las conexiones realizadas.
b) 2. Información general de las conexiones realizadas que incluya:
• Antecedentes del Contrato Derivado.
• Alcance de los trabajos.
• Características técnicas generales.
• Objetivos.
• Estrategia de ejecución.
• Organización utilizada para el desarrollo del proyecto.
• Resumen de problemas y acciones correctivas presentadas.
• Contratos adicionales u otrosíes.
• Formulario general de avance.
• Resumen histórico de avances del proyecto.
• Curva “s” de avance general.
• Histograma de horas hombre general.
c) Programación y control:
Código: F-GAB-041 Rev. 2 Página 69 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
• Estructura de división del trabajo.
• Resumen de los trabajos adicionales ejecutados.
• Adicionales al Contrato Derivado.
• Trabajos adicionales.
• Diagrama de barras (ejecutado vs. Programado).
• Índices de gestión del proyecto.
• Curvas “s” de los niveles de programación.
• Curvas s de avance físico.
• Programa de mano de obra por actividad (histogramas).
• Programa de mano de obra por clasificación laboral (histogramas).
• Programa general de maquinaria y equipo (histogramas).
d) Materiales y equipos
• Resumen de materiales y equipos suministrados por EL CONTRATISTA, parciales y totales.
e) Costos y facturación
• Flujo de desembolsos programado y real.
• Relación de costos adicionales y/o descuentos.
• Costos reales organizados por los niveles de programación.
• Costo real aproximado de los equipos utilizados.
• Resumen de la facturación.
• Resumen fondo de reserva.
• Curvas s de avance financiero.
f) SST
• Resumen de actividades realizadas.
• Estadísticas.
• Índices significativos.
• Indicadores.
g) Medio ambiente
• Resumen de actividades para el cumplimiento del plan de manejo ambiental.
• Resumen de las medidas de mitigación, control, prevención y/o compensación.
• Gráficos de control ambiental.
h) Control de calidad
• Resumen de actividades.
• Resumen de no conformidades.
• Evaluaciones de desempeño.
• Indicadores.
i) Gestión social
• Empleos y % de participación de personal.
• Compras nacionales y locales.
• Nominas.
j) Lecciones aprendidas
• Descripción de lecciones aprendidas
k) Conclusiones y recomendaciones
• Conclusiones
• Recomendaciones
Código: F-GAB-041 Rev. 2 Página 70 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
l) Relación de documentos técnicos entregados
m) Reseña fotográfica histórica
6 CANTIDADES
Las obras deberán ejecutarse en el plazo máximo establecido en el Contrato Derivado. EL CONTRATISTA
deberá realizar las obras pertinentes y descritas en la información entregada con el propósito de poner en
operación el nuevo puno de entrada o salida de gas. Estas serán pagadas de acuerdo con los valores
descritos en el Formulario de Precios Unitarios del Acuerdo de Precios y según el requerimiento de servicio.
7 PERSONAL
7.1 MÍNIMO REQUERIDO
EL CONTRATISTA debe contar con el personal entrenado, calificado, necesario y suficiente para la apropiada
ejecución del objeto requerido, incluyendo el personal necesario para la Gerencia, Administración,
Supervisión y Operación en el caso que se requiera.
EL CONTRATISTA debe asegurar que los horarios y turnos de trabajo del personal designado para la
ejecución del Contrato Derivado, se encuentren en cumplimiento de la legislación laboral colombiana
vigente, así como de los estándares de LA EMPRESA, de manera que se controlen factores de salud
ocupacional como fatiga y cansancio. Igualmente, EL CONTRATISTA debe asegurar que ninguno de sus
trabajadores ingiera o se encuentre bajo los efectos de bebidas alcohólicas o drogas alucinógenas durante
los días de trabajo.
Los siguientes son los Perfiles, Roles y Responsabilidades mínimas que se requieren del Personal a cargo
del Contratista que será dispuesto por éste para ejecutar el Contrato Derivado:
EXPERIENCIA
CARGO PERFIL
ESPECÍFICA
Profesional titulado en el área de Ingeniería Mecánica,
Coordinador de Metalúrgica, Civil o Petróleos, calificado para llevar a cabo
Contrato funciones de Gerente, con ocho (8) años de experiencia
específica como Gerente, director o Interventor en proyectos
(Disponible de montaje o construcción de facilidades de superficie para
>= 8 años
durante toda la el transporte o proceso de hidrocarburos y/o gas. Debe tener
duración del conocimientos de Dirección de Proyectos. Entre sus
Contrato responsabilidades están la atención de coordinación de la
Derivado) ejecución del Contrato Derivado en todo su contexto
(administración, planeación, ejecución, cierre y liquidación).
Código: F-GAB-041 Rev. 2 Página 71 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EXPERIENCIA
CARGO PERFIL
ESPECÍFICA
Profesional titulado en el área de Ingeniería Mecánica o Civil
con seis (6) años de experiencia en el área de Ingeniería de
los cuales cuatro (4) deben ser experiencia específica como
residente, director o interventor en proyectos de montaje o
construcción de facilidades de superficie para el transporte o
proceso de Hidrocarburos y/o gas.
Debe tener conocimientos de procedimientos de soldadura,
limpieza, pintura, excavación y estructuras. Además de la
Ingeniero
habilidad para tomar decisiones en campo cuando las
Residente
circunstancias así lo requieran. Debe tener conocimientos
>= 6 años sólidos en permisos de trabajo, análisis de trabajo seguro,
(Disponible para
certificados de apoyo y en el manejo de programas Office bajo
la ejecución de
Windows. El residente debe tener una permanencia total en
cada conexión)
los frentes de trabajo durante la ejecución de las obras, desde
la hora de inicio de las labores hasta la hora de terminación de
las actividades durante los días en que la empresa este
ejecutando actividades.
Debe asistir a la reunión semanal con LA EMPRESA y/o su
representante y presentar el informe de avance de obra y
demás documentos que se requieran para poder llevar el
control apropiado de la obra.
Profesional titulado en el área de Ingeniería mecánica o
metalúrgica, con cuatro (4) años de experiencia específica
como Profesional, residente, director, supervisor, QA/QC,
Gestor o interventor en proyectos de montaje o construcción
Ingeniero de facilidades de superficie para el transporte o proceso de
>= 4 años
QA/QC Hidrocarburos y/o gas. El ingeniero QAIQC realizará las
funciones del ingeniero mecánico y será el responsable sin
perjuicio de otras funciones del aseguramiento de la disciplina
mecánica, los materiales sus certificados de calidad y revisión
de veracidad de los mismos.
Profesional, técnico o tecnólogo titulado en el área de
Ingeniería o afines con cuatro (4) años de experiencia de los
cuales dos (2) debe ser experiencia especifica en específica
como inspector, vigía o coordinador HSE en proyectos de
montaje o construcción de facilidades de superficie para el
Profesional HSE
transporte o proceso de Hidrocarburos y/o gas. Debe tener la
y social
habilidad para tomar decisiones en campo cuando las
>= 2 años circunstancias así lo requieran y el conocimiento para la
(Disponible para
aplicación de los programas de Salud Ocupacional, primeros
la ejecución de
auxilios y todo lo referente a la seguridad industrial tanto del
cada conexión)
personal como de los equipos existentes en cada frente de
trabajo. Debe tener conocimiento en el manejo de programas
Office bajo Windows 2000. El Supervisor de Seguridad debe
tener una permanencia total en los frentes de trabajo, durante
la ejecución de las obras, desde la hora de inicio de las labores
Código: F-GAB-041 Rev. 2 Página 72 de 73
GESTIÓN DE ABASTECIMIENTO
Anexo No. 1 - Especificaciones Técnicas
EXPERIENCIA
CARGO PERFIL
ESPECÍFICA
hasta la terminación de las mismas. Entre otras deben asumir
la planeación, control, seguimiento y cumplimiento de las
políticas y estándares de HSEQ exigidas por LA EMPRESA.
7.2 PERSONAL NO CALIFICADO
Dentro del marco de la Responsabilidad Social Corporativa de LA EMPRESA, es importante la inclusión
laboral y de género que deben implementar con las comunidades del territorio que se vean comprometidas
con las labores a desarrollar, por ende, la mano de obra no calificada será el 100%. EL CONTRATISTA
deberá acoger a las Leyes y Decretos que el Gobierno Nacional expida.
8 CONTROL Y ASEGURAMIENTO DE CALIDAD
EL CONTRATISTA establecerá, mantendrá y utilizará activamente un Sistema de Gestión de Calidad formal
que demuestre el compromiso con el mejoramiento continuo y la excelencia en asuntos relacionados con la
calidad.
El sistema de gestión de calidad del CONTRATISTA será documentado adecuadamente, demostrará ser
efectivo en la implementación de las metas y objetivos de la política de aseguramiento de calidad del
CONTRATISTA e incluirá disposiciones para auditar la efectividad del sistema de gestión de calidad del
CONTRATISTA según se aplique al trabajo.
EL CONTRATISTA se asegurará que los procedimientos, especificaciones y planes de mantenimiento e
inspección sean parte de los documentos de calidad que se utilizan para controlar la compra, mantenimiento
e inspección de las herramientas y equipos, en el caso que aplique.
Estos documentos mostrarán el enfoque cronológico del CONTRATISTA con respecto a la reparación y el
mantenimiento, la inspección y verificación del proceso de calidad, las especificaciones, estándares y
procedimientos aplicables que se van a utilizar durante la vigencia del contrato Derivado.
EL CONTRATISTA revisará su Sistema de Gestión de Calidad por lo menos una vez al año y lo actualizará
según sea necesario. LA EMPRESA se reserva el derecho a auditar el Sistema de Gestión de Calidad del
CONTRATISTA en cualquier momento. Esto se puede hacer ya sea directamente o a través de un tercero.
EL CONTRATISTA suministrará la verificación de la integridad del equipo y el cumplimiento con el programa
de inspección relativo a los equipos suministrados bajo el Contrato Derivado.
Cuando el equipo está amparado por una autoridad certificadora, todos los certificados relativos a ese equipo
se le deben enviar a LA EMPRESA.
✓ APÉNDICES
➢ Bunker típico.
➢ Piping class.
➢ Vendor list.
Elaboró: GPR/ Carlos Duarte.
Revisó: VCO/ Carlos Pérez.
Aprobó: GPR/ Juan c. Penagos
Código: F-GAB-041 Rev. 2 Página 73 de 73
Вам также может понравиться
- Modelo Derecho de Petición - Cambio de EmpreДокумент2 страницыModelo Derecho de Petición - Cambio de EmpreAndrésRozoОценок пока нет
- Mesicic2 Col Ley 769 2002 PDFДокумент96 страницMesicic2 Col Ley 769 2002 PDFCeron SussyОценок пока нет
- TFG-Alcón Coy, JuanДокумент96 страницTFG-Alcón Coy, JuanscondebОценок пока нет
- 4 Requisitos Registro Digital Codigo QR Tecnicos o TecnologosДокумент1 страница4 Requisitos Registro Digital Codigo QR Tecnicos o TecnologosAndrésRozoОценок пока нет
- Guia de Requisitos de La FDA para Exportar Alimentos A Los Estados UnidosДокумент4 страницыGuia de Requisitos de La FDA para Exportar Alimentos A Los Estados UnidosLuisa Fernanda Hurtado MayorОценок пока нет
- 2018 PDFДокумент6 страниц2018 PDFJenser CamiloОценок пока нет
- Guiapagofacturasmayo 2Документ2 страницыGuiapagofacturasmayo 2AndrésRozoОценок пока нет
- Admin, Libro CEA VOL II N°2 ARTICULO 4-1-20 PDFДокумент20 страницAdmin, Libro CEA VOL II N°2 ARTICULO 4-1-20 PDFJose Manuel Sanchez OreaОценок пока нет
- Com 1 Unidad4Документ9 страницCom 1 Unidad4VanessaОценок пока нет
- Flotan y Se HundenДокумент2 страницыFlotan y Se HundenEDERОценок пока нет
- Sesion de Aprendizaje N 96 ComunicaciónДокумент4 страницыSesion de Aprendizaje N 96 Comunicacióntrolo gamesОценок пока нет
- APF para La Mejora Del SoftwareДокумент28 страницAPF para La Mejora Del SoftwaremycrofholmesОценок пока нет
- Destrezas Planeamiento Adriana Tencio ETP 2021Документ15 страницDestrezas Planeamiento Adriana Tencio ETP 2021Johanna Hio VargasОценок пока нет
- Comprensión LectoraДокумент11 страницComprensión LectoraKevin VeraОценок пока нет
- Presentacion Ideas de EmpresaДокумент1 страницаPresentacion Ideas de EmpresaEsteban SánchezОценок пока нет
- Inmensidad PoblacionalДокумент21 страницаInmensidad PoblacionalYvetteОценок пока нет
- ARCHIVISTAДокумент8 страницARCHIVISTApipensandresОценок пока нет
- SGI-P-01 Procedimiento Control de Documentos y Registros Ver 04Документ13 страницSGI-P-01 Procedimiento Control de Documentos y Registros Ver 04VictorEduardoFernándezCornejoОценок пока нет
- Modulo 7 - Evaluacion de Los Aprendizajes PDFДокумент118 страницModulo 7 - Evaluacion de Los Aprendizajes PDFSilvana PachecoОценок пока нет
- Informe Grupal MIPGДокумент54 страницыInforme Grupal MIPGVeronica MosqueraОценок пока нет
- Planificacion 4ºM Diferenciado MatematicasДокумент7 страницPlanificacion 4ºM Diferenciado MatematicasGabriel Ramírez SchrödingerОценок пока нет
- Resumen MipsДокумент2 страницыResumen MipsOrnella Zerr50% (4)
- Modelo de Sesión de AprendizajeДокумент3 страницыModelo de Sesión de AprendizajeAnonymous rDCzwet100% (1)
- Modulo Iv - SG - SST LibertyДокумент9 страницModulo Iv - SG - SST LibertyHipolitaОценок пока нет
- 15 Dac 5Документ10 страниц15 Dac 5Juan camilo Mendoza MaldonadoОценок пока нет
- Medico Quirurgico Zegarra Mejia Rolando EberthДокумент45 страницMedico Quirurgico Zegarra Mejia Rolando EberthJesus Arquimedes TorrejonОценок пока нет
- Paradigma Contable ExposicionДокумент10 страницParadigma Contable ExposicionClarivilla12gmail.com RodriguezОценок пока нет
- Programa de Ciencias NaturalesДокумент102 страницыPrograma de Ciencias NaturalesZuñiga Arias AnaileОценок пока нет
- Petit PDFДокумент15 страницPetit PDFGabriela de la IglesiaОценок пока нет
- Tema 7 EvaluaciónДокумент10 страницTema 7 EvaluaciónMargarita MartosОценок пока нет
- TG ANALISIS DEL SISTEMA DE CONTROL INTERNO PARA EL MANEJO DE LOS INVENTARIOS (Autores Pereda y Tovar 2016)Документ84 страницыTG ANALISIS DEL SISTEMA DE CONTROL INTERNO PARA EL MANEJO DE LOS INVENTARIOS (Autores Pereda y Tovar 2016)YUCA GRANDEОценок пока нет
- El Concepto de ReingenieríaДокумент8 страницEl Concepto de ReingenieríalidiaОценок пока нет
- 3º ESO - 1. Métodos de Entrenamiento - Trabajo Fin de CursoДокумент2 страницы3º ESO - 1. Métodos de Entrenamiento - Trabajo Fin de Cursoreas opОценок пока нет
- Planeación 1o Marzo 2021Документ112 страницPlaneación 1o Marzo 2021Pascual Goyito Torres Ortiz100% (1)
- Gestión de ConflictosДокумент80 страницGestión de ConflictosmperniaОценок пока нет
- Modulo de Logros de AprendizajesДокумент28 страницModulo de Logros de AprendizajesNorman PalominoОценок пока нет
- El MonitoreoДокумент12 страницEl MonitoreoLisbeth Cordón de GarcíaОценок пока нет