Вам также может понравиться
- Manual Crianza de TruchasДокумент91 страницаManual Crianza de Truchasharold590% (10)
- Manual de Motores ElectricosДокумент70 страницManual de Motores ElectricosAndres Videla Flores98% (306)
- Tema 3. Sistemas Neumáticos y ElectroneumáticosДокумент20 страницTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209От EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Оценок пока нет
- Informe Roscado MultipleДокумент8 страницInforme Roscado MultipleAnonymous 6x30LjCYОценок пока нет
- Cepillado, Brochado y EscariadoДокумент4 страницыCepillado, Brochado y EscariadoGabriel LopezОценок пока нет
- Modelos de Apoyo Del Programa de Mantenimiento de Locales EducativosДокумент7 страницModelos de Apoyo Del Programa de Mantenimiento de Locales EducativosZubeida Elias100% (1)
- Arranque de VirutaДокумент4 страницыArranque de Virutamonica oñate100% (1)
- Velocidades de CorteДокумент28 страницVelocidades de CorteOrlandoLGodosОценок пока нет
- Tallado de DientesДокумент9 страницTallado de DientesPrimo Rey'esОценок пока нет
- Caso Practico Unidad 3 Funciones Reales de Varias Variables RealesДокумент4 страницыCaso Practico Unidad 3 Funciones Reales de Varias Variables RealesAndres0% (2)
- Maquinas-Herramientas. TrabajoДокумент22 страницыMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Apuntes de Procesos de Mecanizado ManualДокумент32 страницыApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezОценок пока нет
- TorneadoДокумент17 страницTorneadorosario100% (1)
- TaladradoДокумент23 страницыTaladradoKevin López100% (1)
- Planificación de Clase Matricería Dual 2018Документ37 страницPlanificación de Clase Matricería Dual 2018Jaime Cacpata BastidasОценок пока нет
- Fresadora Manual.Документ34 страницыFresadora Manual.Bryant GarcíaОценок пока нет
- Tema 47Документ28 страницTema 47jpolo3Оценок пока нет
- Recti Fica DoДокумент21 страницаRecti Fica DoAngel DavidОценок пока нет
- Consulta Historia de La SoldaduraДокумент5 страницConsulta Historia de La SoldaduraGustavo PomaqueroОценок пока нет
- Resumen FMEM50 Tornero FresadorДокумент3 страницыResumen FMEM50 Tornero FresadorAntonio Romero CaleroОценок пока нет
- Guia Soldadura 1Документ8 страницGuia Soldadura 1Fabio PotesОценок пока нет
- Rectificador para Superficies Cilindricas UniversalДокумент21 страницаRectificador para Superficies Cilindricas Universaljessi123456789Оценок пока нет
- Consulta FresadoraДокумент10 страницConsulta FresadoraNicolas Barrera PoloОценок пока нет
- Cadena CinematicaДокумент13 страницCadena CinematicaEDWIN FERRER SUCASACA AMBROCIOОценок пока нет
- Tallado de Engranes-Mecanizado Sina Rranque de VirutaДокумент69 страницTallado de Engranes-Mecanizado Sina Rranque de VirutaguillermotranquiniОценок пока нет
- Acabados de Elementos Mecanicos Interpretacion de Planos SenaДокумент26 страницAcabados de Elementos Mecanicos Interpretacion de Planos SenaJimmy DelgadoОценок пока нет
- Tipos de Prensas y Su ClasificacionДокумент30 страницTipos de Prensas y Su ClasificacionItalo Andre PastenОценок пока нет
- Torneado BasicoДокумент24 страницыTorneado BasicoJames Caicedo JiménezОценок пока нет
- Hornos de Tratamiento TermicoДокумент8 страницHornos de Tratamiento TermicoAMERICA MICHELLE DEL ANGEL TORRES100% (1)
- Maquinas Rectificadoras ExterioresДокумент14 страницMaquinas Rectificadoras ExterioresDiego Fernando Vaca CarguaОценок пока нет
- Trabajo Practico de EngranajesДокумент5 страницTrabajo Practico de EngranajesSebastian ArielОценок пока нет
- ElectroerocionДокумент16 страницElectroerocionalexanderОценок пока нет
- 07 - Tolerancias de Fabricación de Calibradores LímitesДокумент13 страниц07 - Tolerancias de Fabricación de Calibradores LímitesDaniel GaucherОценок пока нет
- Mantenimiento Indtrial Area de MaquinadosДокумент15 страницMantenimiento Indtrial Area de MaquinadosEsteban AldapeОценок пока нет
- Laboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasДокумент12 страницLaboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasDavo ArmasОценок пока нет
- Cadena CinemáticaДокумент13 страницCadena CinemáticaEd AntonioОценок пока нет
- Formato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXДокумент62 страницыFormato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXJosue Calderón JuarezОценок пока нет
- Examen de Mantto de Equipos Neumáticos 1Документ5 страницExamen de Mantto de Equipos Neumáticos 1Joaquin Sergio Yaully RevillaОценок пока нет
- Cabezal Universal y Cabezal VerticalДокумент7 страницCabezal Universal y Cabezal VerticalSERVIN MICHEL100% (2)
- Roscar en El TornoДокумент7 страницRoscar en El TornololinitoОценок пока нет
- ChavetasДокумент19 страницChavetasJensel ManriqueОценок пока нет
- Automatizacion Industrial 01Документ30 страницAutomatizacion Industrial 01Aldo OrtizОценок пока нет
- Proceso de Fabricacion (Fresadora)Документ9 страницProceso de Fabricacion (Fresadora)jairoluiskiwi100% (1)
- Torneado CónicoДокумент7 страницTorneado CónicoBryanMárquezОценок пока нет
- MICRÒMETROДокумент12 страницMICRÒMETROLa Flakita Lindap PexoxaaОценок пока нет
- Rectificadora PlanaДокумент22 страницыRectificadora PlanaJOSE DALTON50% (2)
- Copia de Amef de Fresadora Kondia Fv-1Документ43 страницыCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoОценок пока нет
- Foro Tematico (Matenimiento Mecanico) Fredy Jairo Callomamani ApazaДокумент5 страницForo Tematico (Matenimiento Mecanico) Fredy Jairo Callomamani ApazaFredy jairoОценок пока нет
- MatriceriaДокумент7 страницMatriceriarozureОценок пока нет
- Herramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesДокумент21 страницаHerramientas de Mecanisado Torno Fresa, Cnc. Usos y AplicacionesmorihnoОценок пока нет
- Partes de Torno y NCNДокумент9 страницPartes de Torno y NCNEnrique Gonzalez HerreraОценок пока нет
- Proceso de Conformado Por Deformación PlásticaДокумент4 страницыProceso de Conformado Por Deformación PlásticaStoneОценок пока нет
- Sinterizados Word +Документ9 страницSinterizados Word +Javii RuizОценок пока нет
- Fresado de LevasДокумент6 страницFresado de LevasBrian Sarzosa ZuletaОценок пока нет
- Taladro PedestalДокумент16 страницTaladro PedestalDennysSucОценок пока нет
- Consideraciones para Comprar Pantografo CNCДокумент6 страницConsideraciones para Comprar Pantografo CNCFernando RomeroОценок пока нет
- HERRAMIENTA SIERRA FotoДокумент20 страницHERRAMIENTA SIERRA FotoKimberly Ariana Castillo LovatonОценок пока нет
- Teoria MecanismosДокумент16 страницTeoria MecanismoslopezmirianОценок пока нет
- Rosca MecanicaДокумент6 страницRosca MecanicaRPBОценок пока нет
- 1er TP TORNOДокумент6 страниц1er TP TORNOAlejandro WidmerОценок пока нет
- Definición de TornoДокумент31 страницаDefinición de TornoChristianAltamiranoОценок пока нет
- TornoДокумент26 страницTornoWalter MendezОценок пока нет
- El TornoДокумент18 страницEl TornoJennifer Gómez CelyОценок пока нет
- Torno ParaleloДокумент8 страницTorno ParaleloCAROLINA ACOSTAОценок пока нет
- Soldadura ArcoДокумент14 страницSoldadura ArcoBiankhita ParadaОценок пока нет
- Los Bosques # 6.Документ27 страницLos Bosques # 6.Biankhita Parada100% (1)
- Soldadura ArcoДокумент14 страницSoldadura ArcoBiankhita ParadaОценок пока нет
- El TornoДокумент18 страницEl TornoBiankhita Parada100% (1)
- Sensores y TransductotresДокумент60 страницSensores y TransductotresChristian Ramírez VargasОценок пока нет
- 202 Guía de Educación Ambiental en La Gestión Integral de Residuos Sólidos PDFДокумент133 страницы202 Guía de Educación Ambiental en La Gestión Integral de Residuos Sólidos PDFTony Larson86% (7)
- 831f9a Sistema Ingles de Unidade1Документ7 страниц831f9a Sistema Ingles de Unidade1Rios Lopez Juan RobertoОценок пока нет
- 01.SMC 1de6 PDFДокумент46 страниц01.SMC 1de6 PDFLuis Hernan PascacioОценок пока нет
- Operacionalización de Las VariablesДокумент17 страницOperacionalización de Las Variablesgahv_16Оценок пока нет
- Cuadro Comparativo 1316113283343Документ1 страницаCuadro Comparativo 1316113283343Biankhita ParadaОценок пока нет
- Elc1 Lamitad Del ProyectoДокумент15 страницElc1 Lamitad Del ProyectoBiankhita ParadaОценок пока нет
- Infografía Indices de Gestión de ServiciosДокумент14 страницInfografía Indices de Gestión de ServiciosMichael Andres Serrano BenitezОценок пока нет
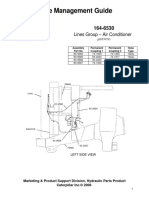
- Hose Management Guide: SN: 2Bw Lines Group - Air ConditionerДокумент69 страницHose Management Guide: SN: 2Bw Lines Group - Air ConditionerlhОценок пока нет
- Facturación Del Reembolso de Gastos 202207041706492223Документ2 страницыFacturación Del Reembolso de Gastos 202207041706492223Julio César GuerraОценок пока нет
- Formulario Plantilla y ReactivoДокумент28 страницFormulario Plantilla y ReactivoIttalo BelloОценок пока нет
- Corporacion Andina de FomentoДокумент12 страницCorporacion Andina de FomentoSamuel Ruiz ColloviniОценок пока нет
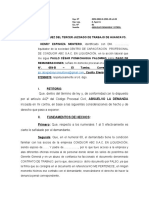
- Absolución de Demanda de Conducir AbcДокумент4 страницыAbsolución de Demanda de Conducir AbcJuan José Carrasco EspinozaОценок пока нет
- Guía de Usuario GympassДокумент8 страницGuía de Usuario GympassEnzo Di GraziaОценок пока нет
- Máquina de GoldbergДокумент2 страницыMáquina de GoldbergsofОценок пока нет
- Manuscrito Estilo PaperДокумент2 страницыManuscrito Estilo PaperOscar Javier Salcedo SandovalОценок пока нет
- Tema 3 Contabilidad AgropecuaríaДокумент4 страницыTema 3 Contabilidad AgropecuaríaGOGOGLE GOGOОценок пока нет
- 497552361005Документ17 страниц497552361005Anonymous VglotZdОценок пока нет
- Organigrama SEAM Actualizado Octubre 2018Документ1 страницаOrganigrama SEAM Actualizado Octubre 2018Ing. Sandra Elizabeth AndinoОценок пока нет
- Lab 1 Practica C Serie y ParaleloДокумент8 страницLab 1 Practica C Serie y ParalelolokomapleОценок пока нет
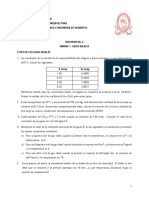
- Guia Discusion 02 FQR115 2022Документ3 страницыGuia Discusion 02 FQR115 2022Gabriela Maria Crespín LopezОценок пока нет
- ST334U - Tarea Domiciliaria - 2019IДокумент11 страницST334U - Tarea Domiciliaria - 2019Igeorgio webОценок пока нет
- Banco de Preguntas - Modelamiento de Base de DatosДокумент10 страницBanco de Preguntas - Modelamiento de Base de DatosAlexanderRamosОценок пока нет
- Categorias y Tipos de LicenciasДокумент2 страницыCategorias y Tipos de Licenciasanthony valladaresОценок пока нет
- Escuelas Vittra SueciaДокумент3 страницыEscuelas Vittra SueciaIsabel Crego FragaОценок пока нет
- Actividad 7 Transferencias TerritorialesДокумент13 страницActividad 7 Transferencias TerritorialesSantiago Molina MatomaОценок пока нет
- PROBLEMARIOFENÓMENOSDETRANSPORTEIДокумент39 страницPROBLEMARIOFENÓMENOSDETRANSPORTEIRoletox RootОценок пока нет
- 3 - Concepto de Ciencia, Gestión e Ingeniería de ServiciosДокумент7 страниц3 - Concepto de Ciencia, Gestión e Ingeniería de ServiciosAgustín Ruiz MartínОценок пока нет
- Entrevista A Un Docente de Tecsup Fis 2Документ2 страницыEntrevista A Un Docente de Tecsup Fis 2Betto ScofieldОценок пока нет
- 200 3962 129 1905236025 Residuos-Agosto-2022Документ12 страниц200 3962 129 1905236025 Residuos-Agosto-2022Juan FelipeОценок пока нет
- Guía de Control EstadísticoДокумент5 страницGuía de Control EstadísticoTosta LarryОценок пока нет
- Plantilla Tarea 3Документ17 страницPlantilla Tarea 3Karen VirgüezОценок пока нет