Вам также может понравиться
- Tarea Rectificador Con Dos Diodos RLДокумент1 страницаTarea Rectificador Con Dos Diodos RLSantiago OrtОценок пока нет
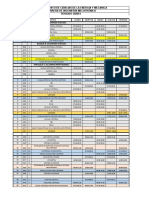
- Anexo 3.-Matriz de Reconocimiento de Asignaturas Malla HoraДокумент14 страницAnexo 3.-Matriz de Reconocimiento de Asignaturas Malla HoraSantiago OrtОценок пока нет
- B. Malla Curricular Automotriz 202051 Codificada CorregidaДокумент1 страницаB. Malla Curricular Automotriz 202051 Codificada CorregidaSantiago OrtОценок пока нет
- Malla-Reajuste - MecatronicaДокумент1 страницаMalla-Reajuste - MecatronicaSantiago OrtОценок пока нет
- Simulaciones 2do Parcial (Italo Inte)Документ20 страницSimulaciones 2do Parcial (Italo Inte)Santiago OrtОценок пока нет
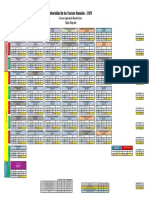
- Mecatrónica HORARIO 202051 230421Документ8 страницMecatrónica HORARIO 202051 230421Santiago OrtОценок пока нет
- S2 C2 RectificadoresNoControladosДокумент12 страницS2 C2 RectificadoresNoControladosSantiago OrtОценок пока нет
- Ejercicio 2Документ1 страницаEjercicio 2Santiago OrtОценок пока нет
- Tarea 4 Resolucion de Taller en ClaseДокумент4 страницыTarea 4 Resolucion de Taller en ClaseSantiago OrtОценок пока нет
- 18DE1Документ1 страница18DE1Santiago OrtОценок пока нет
- Circuito 1Документ1 страницаCircuito 1Santiago OrtОценок пока нет
- Informe 1 - Grupo 4 - Maquinas ElectricasДокумент19 страницInforme 1 - Grupo 4 - Maquinas ElectricasSantiago OrtОценок пока нет
- 18DE3Документ1 страница18DE3Santiago OrtОценок пока нет
- Circuito 1Документ1 страницаCircuito 1Santiago OrtОценок пока нет
- Parcial 3 - El Motor de CD en Derivación Bajo Carga - Grupo 4Документ4 страницыParcial 3 - El Motor de CD en Derivación Bajo Carga - Grupo 4Santiago Ort100% (1)
- S2 C1 EjerciciosДокумент3 страницыS2 C1 EjerciciosSantiago OrtОценок пока нет
- S3 - C1 - RectificadoresNoControlados LpuraДокумент8 страницS3 - C1 - RectificadoresNoControlados LpuraSantiago OrtОценок пока нет
- S1 - C1 - Introducción EPДокумент5 страницS1 - C1 - Introducción EPSantiago OrtОценок пока нет
- S1 - C2 - Análisis MatemáticoДокумент10 страницS1 - C2 - Análisis MatemáticoSantiago OrtОценок пока нет
- S2 C1 PotenciasRegimenPeriodicoДокумент12 страницS2 C1 PotenciasRegimenPeriodicoSantiago OrtОценок пока нет
- Paper Del Motor CC - Grupo 6 - Máquina - Eléctricas.Документ6 страницPaper Del Motor CC - Grupo 6 - Máquina - Eléctricas.Santiago OrtОценок пока нет
- Paper Del Motor CC - Grupo 6 - Máquina - Eléctricas.Документ6 страницPaper Del Motor CC - Grupo 6 - Máquina - Eléctricas.Santiago OrtОценок пока нет
- Lik de Video Exposicion Grupo6Документ1 страницаLik de Video Exposicion Grupo6Santiago OrtОценок пока нет
- Ejercicios 3Документ7 страницEjercicios 3BRAYAN ESTEVEN IPIAL GUANCHAОценок пока нет
- Placas de Datos Motor - Generador DCДокумент3 страницыPlacas de Datos Motor - Generador DCSantiago Ort0% (1)
- Informe 3 - Grupo 4 - Maquinas ElectricasДокумент14 страницInforme 3 - Grupo 4 - Maquinas ElectricasSantiago OrtОценок пока нет
- Informe 1 - Grupo 4 - Maquinas ElectricasДокумент19 страницInforme 1 - Grupo 4 - Maquinas ElectricasSantiago OrtОценок пока нет
- Electrotecnia, 10ma Edición - José GarcíaДокумент443 страницыElectrotecnia, 10ma Edición - José GarcíaErnestoKhun50% (2)
- Informe 2 - Grupo 4 - Maquinas ElectricasДокумент14 страницInforme 2 - Grupo 4 - Maquinas ElectricasSantiago OrtОценок пока нет
- Informe 3 - Grupo 4 - Maquinas ElectricasДокумент14 страницInforme 3 - Grupo 4 - Maquinas ElectricasSantiago OrtОценок пока нет
- Guía de Exámen RMДокумент9 страницGuía de Exámen RMJose ignacio RodriguezОценок пока нет
- Isotermas de AdsorcionДокумент4 страницыIsotermas de Adsorcionomr17Оценок пока нет
- Silabo Fisico-QuimicaДокумент4 страницыSilabo Fisico-QuimicaMartin ZevallosОценок пока нет
- Hibridación de OrbitalesДокумент7 страницHibridación de OrbitalesJesath Osvaldo Ramirez HernandezОценок пока нет
- Materiales Petreos, Extrusivos, Sedimentarios y MetamórficosДокумент21 страницаMateriales Petreos, Extrusivos, Sedimentarios y Metamórficosboronita1720Оценок пока нет
- Informe 7 (2021-2) - (ML-124)Документ29 страницInforme 7 (2021-2) - (ML-124)Erick Molina AlcarrazОценок пока нет
- Puntos Criticos y Reacciones Del Diagrama Fe-CДокумент7 страницPuntos Criticos y Reacciones Del Diagrama Fe-CNry IDОценок пока нет
- Luis Quililongo S5 Resistencia de MaterialesДокумент6 страницLuis Quililongo S5 Resistencia de MaterialesLuis Quililongo HenriquezОценок пока нет
- Guía 2 - Práctica Ensayo de CompresiónДокумент4 страницыGuía 2 - Práctica Ensayo de CompresiónErick ArellanoОценок пока нет
- Cap 12 - PopovДокумент18 страницCap 12 - PopovJuan Ramiro Barriga DianderasОценок пока нет
- Catálogo Retenes Radiales SIMMERRING PDFДокумент63 страницыCatálogo Retenes Radiales SIMMERRING PDFPercyTaipeОценок пока нет
- Informe 1Документ12 страницInforme 1Karen SuarezОценок пока нет
- TALLERДокумент8 страницTALLERYoselin PerezОценок пока нет
- Cuestiones de ConducciónДокумент11 страницCuestiones de Conduccióngozam23Оценок пока нет
- Mecanica de Fluidos Y Maquinas Hidr Aulicas Segunda EdicionДокумент27 страницMecanica de Fluidos Y Maquinas Hidr Aulicas Segunda EdicionRenatoОценок пока нет
- Universidad de JaénДокумент12 страницUniversidad de JaénMaria Sofia Carolina Muñiz Luna VictoriaОценок пока нет
- Redistribucion de Soluto Parte IДокумент19 страницRedistribucion de Soluto Parte IEfrain Josue Boatswain Medina100% (1)
- 9.TERMO-Ciclos de Potencia A VaporДокумент25 страниц9.TERMO-Ciclos de Potencia A VaporGonzalo Córdova Blaz0% (1)
- Informe Lab. N°2-Circuitos Eléctricos 2-2023AДокумент23 страницыInforme Lab. N°2-Circuitos Eléctricos 2-2023AJean Carlos DiazОценок пока нет
- 01-Correas - Nave IndustrialДокумент10 страниц01-Correas - Nave Industrialxthian4uОценок пока нет
- SEMICONDUCTORESДокумент5 страницSEMICONDUCTORESLore UjlОценок пока нет
- Tarea Semana 9 ElectronicaДокумент12 страницTarea Semana 9 ElectronicaCarlos PobleteОценок пока нет
- Cuestionario y DesarrolloДокумент13 страницCuestionario y DesarrolloAlejandro Annicherico PuelloОценок пока нет
- Previo 2 CovalenteДокумент23 страницыPrevio 2 CovalenteSon Gohan SuarezОценок пока нет
- Uniplas Plus SBSДокумент2 страницыUniplas Plus SBSJosé Maria Serafín CastilloОценок пока нет
- Héctor Javier Monardes VegaДокумент3 страницыHéctor Javier Monardes VegaEliza ChacónОценок пока нет
- Grupo 3 - Cristalizacion FinalДокумент92 страницыGrupo 3 - Cristalizacion FinalMiguel Angel MontoyaОценок пока нет
- Fisica III Ondas y Particulas Informe L7Документ18 страницFisica III Ondas y Particulas Informe L7Elregreso JuanaОценок пока нет
- Estados de La Materia-Fisica OctavoДокумент26 страницEstados de La Materia-Fisica OctavoCUCUTOCHE8Оценок пока нет
- Cuadro Comparativo de Los Diferentes Procesos de Tratamiento TérmicoДокумент3 страницыCuadro Comparativo de Los Diferentes Procesos de Tratamiento TérmicoVictor MorenoОценок пока нет