Вам также может понравиться
- Hdpe Pipe Weight & Dimensional Chart As Per Is: 4984:2016Документ1 страницаHdpe Pipe Weight & Dimensional Chart As Per Is: 4984:2016Procurement ACPL92% (24)
- HDPE Friction Loss TableДокумент6 страницHDPE Friction Loss TableMathew Yoyakky50% (2)
- Goulds PumpsДокумент44 страницыGoulds PumpsCarlos Sagrit100% (1)
- Working Guide to Drilling Equipment and OperationsОт EverandWorking Guide to Drilling Equipment and OperationsРейтинг: 5 из 5 звезд5/5 (9)
- T688 Series Instructions ManualДокумент14 страницT688 Series Instructions ManualKittiwat WongsuwanОценок пока нет
- Wastewater Technical ManualДокумент32 страницыWastewater Technical ManualagonzalezcordovaОценок пока нет
- API 5L Line Pipe ODДокумент2 страницыAPI 5L Line Pipe ODZainudinОценок пока нет
- Llave Con Doble UniversalДокумент2 страницыLlave Con Doble UniversalRoyer Roman LizarbeОценок пока нет
- Brosura VarifixДокумент52 страницыBrosura VarifixDan LimburgОценок пока нет
- Hydrologic TrayДокумент20 страницHydrologic TrayKrishan PrajapatiОценок пока нет
- NEISCO HDPE PIPES CatalougeДокумент16 страницNEISCO HDPE PIPES CatalougeAhmed HussienОценок пока нет
- Continuous Infusion Rate ChartДокумент2 страницыContinuous Infusion Rate ChartabeОценок пока нет
- Stream Engine Micro Hydro Power SystemsДокумент21 страницаStream Engine Micro Hydro Power SystemsGreen Action Sustainable Technology GroupОценок пока нет
- Process and Equipment Experiment: Fluid CircuitДокумент9 страницProcess and Equipment Experiment: Fluid CircuitNguyễn ThuОценок пока нет
- Thread Standard BSPДокумент7 страницThread Standard BSPĐạt TrầnОценок пока нет
- Name of Spaces No. of User Sports Complex SIT: Admin Lobby 150 67.5Документ52 страницыName of Spaces No. of User Sports Complex SIT: Admin Lobby 150 67.5Gerald LomocsoОценок пока нет
- Burnham Independence I&O Manual11115Документ96 страницBurnham Independence I&O Manual11115ingenieria Kharaghani92Оценок пока нет
- Waves Breakers and Surf PDFДокумент12 страницWaves Breakers and Surf PDFrenzwar100% (1)
- Line Sizing Spreadsheets-GeneralДокумент8 страницLine Sizing Spreadsheets-GeneralFavoriteОценок пока нет
- Fisatehnicaaspersor PGPUltraДокумент4 страницыFisatehnicaaspersor PGPUltraDan DanubiusОценок пока нет
- 4 5852862929099032890Документ23 страницы4 5852862929099032890Elteyb Nor eldaimОценок пока нет
- Datos F'C Fy Factor de Reducción (Ø) : 250 kg/cm2 4200 kg/cm2 0.9 2388000 KG-CMДокумент50 страницDatos F'C Fy Factor de Reducción (Ø) : 250 kg/cm2 4200 kg/cm2 0.9 2388000 KG-CMRobsonOrtizОценок пока нет
- PVC-U Pressure Pipes: Lifelines For The NationДокумент2 страницыPVC-U Pressure Pipes: Lifelines For The NationElisha WankogereОценок пока нет
- Plasco - PVC U Pipes Brochure S Min PDFДокумент2 страницыPlasco - PVC U Pipes Brochure S Min PDFadam rahaОценок пока нет
- Seal Friction Parker SealsДокумент6 страницSeal Friction Parker SealsChristian MavarezОценок пока нет
- Hose Spec Sheets-2017Документ5 страницHose Spec Sheets-2017SHANEОценок пока нет
- Tracheostomy Shiley ID ODДокумент3 страницыTracheostomy Shiley ID ODthtkljuli2023Оценок пока нет
- NozzlesДокумент13 страницNozzlesShafreej HidayathОценок пока нет
- ตารางคา Working pressure ของทอ PE80 สําหรับใชเปนทอสงน้ํา ที่คา Safety factor 1.25Документ6 страницตารางคา Working pressure ของทอ PE80 สําหรับใชเปนทอสงน้ํา ที่คา Safety factor 1.25Udomsin WutigulpakdeeОценок пока нет
- NPT Gauge Thread ExaminationДокумент1 страницаNPT Gauge Thread ExaminationlongeronОценок пока нет
- Hdpe Spec Sheet Pe4710Документ5 страницHdpe Spec Sheet Pe4710thanguctОценок пока нет
- HDPEWaterSupply 05OCT2021 05 04 2022Документ52 страницыHDPEWaterSupply 05OCT2021 05 04 2022MaithamОценок пока нет
- HDPE Spec Sheet 3608 PDFДокумент5 страницHDPE Spec Sheet 3608 PDFfrnandoxОценок пока нет
- Purging Fluids From Coiled Tubing: HalliburtonДокумент4 страницыPurging Fluids From Coiled Tubing: HalliburtonJose Leonardo Materano PerozoОценок пока нет
- Tecumseh RD 0003 e - Rev 1 Service Guidelines HCFC r22 To HFC Blends - Oct2017Документ8 страницTecumseh RD 0003 e - Rev 1 Service Guidelines HCFC r22 To HFC Blends - Oct2017Bazin TsegayeОценок пока нет
- IS-4985-uPVC PN Rating, ReferenceДокумент2 страницыIS-4985-uPVC PN Rating, ReferencesijilОценок пока нет
- 1-A Classification and Types of Plumbing Materials and PipesДокумент44 страницы1-A Classification and Types of Plumbing Materials and Pipesmanny daleonОценок пока нет
- Pressure Nominal - PN: Cto60 C Considering The Change ofДокумент5 страницPressure Nominal - PN: Cto60 C Considering The Change ofCarlos KraljevicОценок пока нет
- Austoni 2002Документ9 страницAustoni 2002karim belhajОценок пока нет
- V Notch ReportДокумент8 страницV Notch ReportMwiti TizianoОценок пока нет
- CA Round Swirl DiffuserДокумент3 страницыCA Round Swirl DiffuserYapKJОценок пока нет
- Metering Pumps: Models A and BДокумент5 страницMetering Pumps: Models A and Bbmanojkumar16Оценок пока нет
- Weight of Water-Filled Steel Pipe Based On FM Global Property Loss Prevention Data Sheet & Pipedata Pro72Документ11 страницWeight of Water-Filled Steel Pipe Based On FM Global Property Loss Prevention Data Sheet & Pipedata Pro72moh. rusli bahtiarОценок пока нет
- EagleBurgmann MG1 enДокумент5 страницEagleBurgmann MG1 enMohammad Hafiz OthmanОценок пока нет
- Construction Recommendations: If The Laying Conditions Are Not Covered by The Following Tables, Contact Saint-Gobain PamДокумент4 страницыConstruction Recommendations: If The Laying Conditions Are Not Covered by The Following Tables, Contact Saint-Gobain Pamluis_ordoОценок пока нет
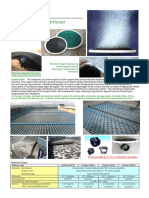
- (FINE BUBBLE DIFFUSER) Ecologix EcoflexДокумент1 страница(FINE BUBBLE DIFFUSER) Ecologix EcoflexBrainard ConcordiaОценок пока нет
- Lab 2Документ21 страницаLab 2Gracylla RoseОценок пока нет
- Spe128043 PDFДокумент10 страницSpe128043 PDFmiguel_jose123Оценок пока нет
- Pipe Friction Loss Charts: Loss of Head in Feet Due To Friction Per 100 Feet of PipeДокумент1 страницаPipe Friction Loss Charts: Loss of Head in Feet Due To Friction Per 100 Feet of Pipeagus salamОценок пока нет
- Hdpe Pipe Chart1Документ3 страницыHdpe Pipe Chart1BENJAMIN UNALANОценок пока нет
- Sec 3 AДокумент27 страницSec 3 Astonzedd2Оценок пока нет
- Pipe Flow CalculatorДокумент2 страницыPipe Flow CalculatordavideristixОценок пока нет
- Ir KR Minipro IstruzioniДокумент2 страницыIr KR Minipro IstruzioniassolkoОценок пока нет
- Appendix I-Flat Rate Time ChartДокумент9 страницAppendix I-Flat Rate Time Chartinfogreschbach.comОценок пока нет
- Polygon, KDV 12sept2014 ModelДокумент1 страницаPolygon, KDV 12sept2014 ModelYulia Citra AnjaniОценок пока нет
- MS 19 ERW GI Steel Pipes Shield TechnoДокумент53 страницыMS 19 ERW GI Steel Pipes Shield TechnoRagul0042Оценок пока нет
- Feet Per Minute & Frames Per FootДокумент11 страницFeet Per Minute & Frames Per FootEmilio Pittier GarcíaОценок пока нет
- BssДокумент3 страницыBssaaaОценок пока нет
- Parvatiudyog HDPE CatalogueДокумент11 страницParvatiudyog HDPE CataloguesathishОценок пока нет
- Passive Corrosion Prevention For Flanges and Valves: Product InformationДокумент3 страницыPassive Corrosion Prevention For Flanges and Valves: Product InformationAnant RubadeОценок пока нет
- 2332 RotaryBrochure-ENrev00Документ8 страниц2332 RotaryBrochure-ENrev00Anant RubadeОценок пока нет
- Densoplast - Tape: Product InformationДокумент2 страницыDensoplast - Tape: Product InformationAnant RubadeОценок пока нет
- STD 174Документ40 страницSTD 174Anant RubadeОценок пока нет
- Nace TM0177 PDFДокумент36 страницNace TM0177 PDFAnant RubadeОценок пока нет
- APIA CoP Version 2 Chief Inspector Review Draft P - July 2012Документ180 страницAPIA CoP Version 2 Chief Inspector Review Draft P - July 2012Anant RubadeОценок пока нет
- Drying & Cleanning SpecificationДокумент5 страницDrying & Cleanning SpecificationAnant Rubade100% (1)
- IOCL Pump LocatorДокумент3 страницыIOCL Pump LocatorAnant Rubade50% (2)
- WQT ProcedureДокумент28 страницWQT ProcedureAnant Rubade100% (1)
- September 18, 2000 01:10:10 Information Handling Services, 2000Документ8 страницSeptember 18, 2000 01:10:10 Information Handling Services, 2000Anant RubadeОценок пока нет
- Scanned With CamscannerДокумент27 страницScanned With CamscannerAnant RubadeОценок пока нет
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceДокумент5 страницSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceAnant RubadeОценок пока нет
- Painting SpeciationДокумент27 страницPainting SpeciationAnant RubadeОценок пока нет
- PSG Teflon PtfeДокумент1 страницаPSG Teflon PtfeKanagala Raj ChowdaryОценок пока нет
- PDS Na GTS80 PDFДокумент2 страницыPDS Na GTS80 PDFAnant RubadeОценок пока нет
- PDS Na Eprim R1 PDFДокумент2 страницыPDS Na Eprim R1 PDFAnant RubadeОценок пока нет
- Bar ChartДокумент1 страницаBar ChartAnant RubadeОценок пока нет
- San Mateo Daily Journal 01-28-19 EditionДокумент28 страницSan Mateo Daily Journal 01-28-19 EditionSan Mateo Daily JournalОценок пока нет
- Astm D 1196 PDFДокумент3 страницыAstm D 1196 PDFSetyawan Chill Gates0% (1)
- Lifting PermanentmagnetДокумент6 страницLifting PermanentmagnetShekh Muhsen Uddin Ahmed100% (1)
- Qualitrol 900 910Документ6 страницQualitrol 900 910chennupati999Оценок пока нет
- Sodexo GermanyДокумент13 страницSodexo GermanySandeep Kumar AgrawalОценок пока нет
- Course DescriptionДокумент54 страницыCourse DescriptionMesafint lisanuОценок пока нет
- Flowrox Valve Solutions Catalogue E-VersionДокумент16 страницFlowrox Valve Solutions Catalogue E-Versionjavier alvarezОценок пока нет
- BKNC3 - Activity 1 - Review ExamДокумент3 страницыBKNC3 - Activity 1 - Review ExamDhel Cahilig0% (1)
- Maharashtra State Board 9th STD History and Political Science Textbook EngДокумент106 страницMaharashtra State Board 9th STD History and Political Science Textbook EngSomesh Kamad100% (2)
- English 2nd Quarter Week 7 Connotation DenotationДокумент28 страницEnglish 2nd Quarter Week 7 Connotation DenotationEdward Estrella GuceОценок пока нет
- Beautiful SpotsДокумент2 страницыBeautiful SpotsLouise Yongco100% (1)
- Cosmic Handbook PreviewДокумент9 страницCosmic Handbook PreviewnkjkjkjОценок пока нет
- Pautas Anatómicas para La Inserción de Minitornillos: Sitios PalatinosДокумент11 страницPautas Anatómicas para La Inserción de Minitornillos: Sitios PalatinosValery V JaureguiОценок пока нет
- Junos ErrorsДокумент2 страницыJunos ErrorsrashidsharafatОценок пока нет
- Vishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955Документ6 страницVishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955jose taboadaОценок пока нет
- Agm 1602W-818Документ23 страницыAgm 1602W-818Daniel BauerОценок пока нет
- ATAL Selected FDPs AY 2023 24Документ15 страницATAL Selected FDPs AY 2023 24parthiban palanisamy100% (2)
- Needle BasicsДокумент31 страницаNeedle BasicsARYAN RATHOREОценок пока нет
- Zigbee Technology:19-3-2010: Seminor Title DateДокумент21 страницаZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225Оценок пока нет
- Vintage Airplane - May 1982Документ24 страницыVintage Airplane - May 1982Aviation/Space History LibraryОценок пока нет
- The History of Music in Portugal - Owen ReesДокумент4 страницыThe History of Music in Portugal - Owen ReeseugenioamorimОценок пока нет
- April 2021 BDA Case Study - GroupДокумент4 страницыApril 2021 BDA Case Study - GroupTinashe Chirume1Оценок пока нет
- Perturbation MethodsДокумент29 страницPerturbation Methodsmhdr100% (1)
- Nikasil e AlusilДокумент5 страницNikasil e AlusilIo AncoraioОценок пока нет
- Investigative JournalismДокумент8 страницInvestigative JournalismMitchie LlagasОценок пока нет
- K MCQsДокумент6 страницK MCQsF ParikhОценок пока нет
- Ransomware: Prevention and Response ChecklistДокумент5 страницRansomware: Prevention and Response Checklistcapodelcapo100% (1)
- 02 Chapter 2 - Corporate Governance MechanismДокумент19 страниц02 Chapter 2 - Corporate Governance MechanismHanis ZahiraОценок пока нет
- What Is A Fired Heater in A RefineryДокумент53 страницыWhat Is A Fired Heater in A RefineryCelestine OzokechiОценок пока нет